Проектирование штампов для холодной штамповки металла
Обновлено: 05.07.2024
Мы проконсультируем вас по любым вопросам!
Изготовление металлических деталей при помощи холодной штамповки занимает большую часть в технологии обработки материалов и часто применяется в разных отраслях промышленного производства. В основе метода лежит пластическое деформирование поверхностей без их дополнительного предварительного нагрева. Применение специального оснащения в виде штампов позволяет получить детали практически любой формы и размера.
Особенности технологии штампования
Штамповкой называют сложный технологический процесс, во время которого металлическая заготовка подвергается механическому давлению, что приводит к ее пластической деформации. Для выполнения подобной обработки используется специальное оборудование. В результате его воздействия на материал получают заготовки требуемой формы и размеров. Основным сырьем, применяемым для штампования, является листовой металл разной толщины.
Данный метод обработки разделяют на два вида:

- горячий. Подразумевает предварительное нагревание заготовок;
- холодный. Перед штамповкой заготовки не нагреваются.
Горячее штампование применяется для материалов, не обладающих высокой пластичностью. Данный метод обработки чаще всего используется при производстве заготовок небольшими партиями из металлического листа, имеющего толщину 5 мм. При изготовлении деталей возникает необходимость применения больших допусков. При их остывании происходит коробление и другие негативные процессы, влияющие на размеры будущей заготовки.
При выполнении холодного штампования используется специальная оснастка. В процессе обработки материал дополнительно упрочняется, но теряется его пластичность. Чтобы предотвратить повышение хрупкости готовых изделий, их дополнительно подвергают рекристаллизационному отжигу.
Особенности технологии холодного штампования
Технология штамповки холодным способом подразумевает обработку заготовок с изменением их формы и размеров, но с сохранением других геометрических характеристик.
В качестве сырья для получения необходимых изделий используются полосы, лента или листы, полученные из легированных низкоуглеродистых сталей. Могут применяться сплавы алюминия, меди, латуни, магниевые, титановые или другие высокопластичные составы. Это связано с тем, что такие материалы легко поддаются деформации.
Перечень выполняемых операций во время штампования
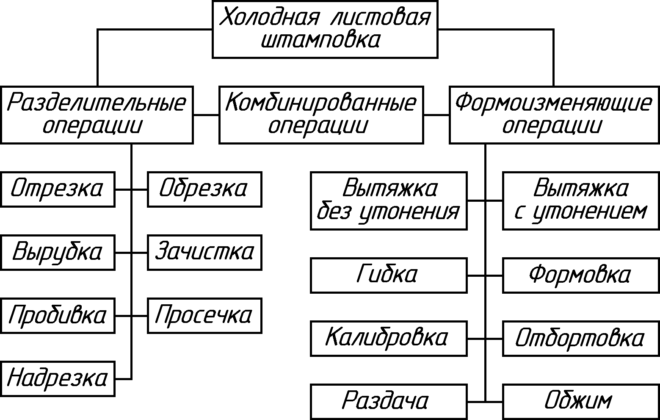
В процессе холодной штамповки металла выполняются различные операции, которые помогают придать изделию требуемых характеристик. Они могут быть разделительными и формоизменяющими. В первом случае поверхность материала частично отделяют по указанному контуру. К разделительным операциям относят:
- резка. Отделение части заготовки по прямой или фигурной линии при помощи пресса в виде ножниц;
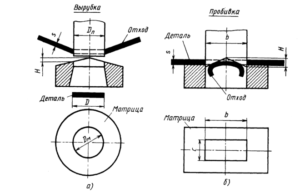
- пробивка. Выполняется для создания в детали отверстия необходимой формы и размера;
- вырубка. Готовая деталь имеет вид замкнутого контура.
Классификация основных операций штамповки
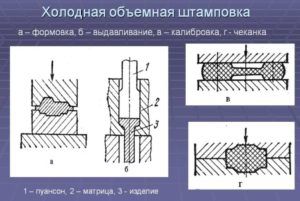
Формоизменяющие операции при штамповке подразумевают изменение формы или размеров заготовки из листового металла путем перемещения ее частей определенным способом. При этом не происходит физическое разрушение детали. К самым распространенным формоизменяющим операциям относят:
- вытяжка. Относится к объемной штамповке, при помощи которой получают полые детали разной формы (конуса, цилиндра, полусферы, куба);
- гибка. С помощью такой штамповки изгибу листового материала придается практически любая форма;
- рельефная формовка. Подразумевает локальные изменения при сохранении конфигурации самой заготовки;
- холодная высадка. Позволяет получить деталь нужной длины с увеличением ее диаметра.
Возможно штампование комбинированным способом, подразумевающим разделение и формообразование детали.
Дополнительные операции, выполняемые в процессе штампования
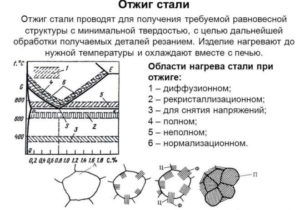
В процессе холодной штамповки металла его могут подвергать некоторым вспомогательным операциям, позволяющим повысить эксплуатационные качества полученных изделий. К таким относят отжиг и травление. С их помощью улучшаются механические характеристики, и увеличивается срок службы деталей.
Для улучшения износостойкости металла его обрабатывают специальными защитными покрытиями.
При объемной штамповке выполняется перечень операций, позволяющих улучшить механические характеристики изделий из металла:
- предварительная термическая обработка металла для снижения его прочности;
- подготовка поверхности к основным работам;
- непосредственно обработка металла.
Оборудование для холодного штампования
Холодное штампование металла осуществляется при помощи специального оборудования. Для обработки деталей применяется штамповочный пресс, который может быть механическим (эксцентриковые, с кривошипно-шатунным механизмом) или гидравлическим.
Особенности устройства и работы пресса кривошипного типа
Листовая штамповка, подразумевающая вырубку, вытяжку, пробивку металла, проводится на прессах кривошипного типа. Он имеет электрический привод.
Основным действующим элементом пресса является кривошипный вал. Он движется за счет передачи вращения от маховика электродвигателя через зубчатый механизм. В результате ползун кривошипа осуществляет возвратно-поступательные действия, что запускает штампование.
Основные узлы кривошипного пресса изготовляются из высокопрочной стали. Они дополнительно укрепляются, что придает оборудованию повышенную жесткость.
Устройство гидравлического пресса
Гидравлические прессы преимущественно используются для проведения объемной штамповки методом продавливания.
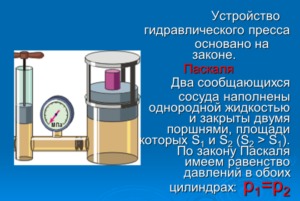
Принцип действия такого оборудования довольно прост:
- работа пресса обеспечивается давлением жидкости, которая размещается в двух специальных емкостях с поршнями;
- резервуары соединены между собой при помощи трубки;
- давление, возникающее в процессе ее передвижения жидкости по емкостям пресса, передается на ползун;
- за счет смещения ползуна осуществляется холодное штампование.
Как происходит изготовление штампов для проведения холодной штамповки?
Штампом называют специфический вид оснастки, которая активно используется в процессе листовой штамповки. Он непосредственно воздействует на материал, деформируя его. После обработки металл приобретает такую же форму, какая характерна для рабочей части штампа. Данный инструмент устанавливается на специальные молоты и прессы, приводящие его в действие.
Штамп состоит из двух частей – матрицы и пуансона. Последний элемент закрепляется на специальном ползуне, за счет которого осуществляется движение инструмента. Деформация металла происходит в момент прижимания пуансона к матрице.
Этапы производства штампов для холодного штампования
К процессу создания эскизов штампов и их непосредственному изготовлению предъявляются высокие требования. От качества полученной оснастки зависит правильность формировки самых изделий и их качество. Обычно изготовление штампов происходит в такой последовательности:
- Составляется эскиз штампа с учетом всех представленных требований.
- При помощи специальной компьютерной программы создается схема штампа.
- Определяется рациональность полученного оснащения, при необходимости проводится корректировка эскиза.
- Определяются места, где в дальнейшем будут сформированы отверстия необходимого размера и формы.
- После согласования чертежей непосредственно приступают к изготовлению штампа.
Заготовки, изготовленные из металла, будут правильно обработаны методом холодного штампования, если эффективно подобрать все оснащение. Штампы – это один из главных элементов, влияющих на качество проведенных работ. При их изготовлении используется современное оборудование с ЧПУ, что позволяет осуществить необходимый контроль качества.
Проектирование штампов. Холодная штамповка.
Разработка техпроцесса листовой штамповки и эскизное проектирование штампа
Обработка металлов давлением – это вид механической обработки суть которой состоит в разделении материала без снятия стружки или пластической деформации. Одним из способов обработки материалов под давлением выступает холодная штамповка. Когда с помощью различного типа штампов осуществляется холодная пластическая деформация для достижения определенного результата обработки металла. Данный способ является наиболее прогрессивным из всех методов изготовления деталей.
К достоинствам холодной штамповки можно отнести:
Возможности технической составляющей:
В экономическом отношении штамповка обладает следующими преимуществами:
Наибольшее распространение холодная штамповка получила в крупносерийном и массовом производстве, где большие масштабы выпуска позволяют применять технически более совершенные, хотя и более сложные и дорогие штампы.
Эффективность использования холодной штамповки обусловлена снижением веса изделия при увеличении жесткости и прочности штампованных деталей в сравнении с другими методами обработки металлов. При обработки металлов холодной штамповкой есть возможность получить законченную деталь без применения последующих деформаций.
Наше конструкторское бюро предлагает услуги по разработке и проектированию штампов. У нас есть большой опыт в данной области проектирования изделий. Также есть возможность изготовления спроектированных штампов у наших проверенных партнеров.
Проектирование штампа с подробным описанием
Далее представлен один из примеров, реализованный нашим КБ, изготовление данного элемента было осуществлено нашими партнерами — производственной компанией по изготовлению штампов.
Этапы разработки штампов
Содержание статьи
1. Конструктивно-технологический анализ детали, выбор заготовки и схемы штамповки
2. Проектирование штампа, выбор оборудования.
1. Конструктивно-технологический анализ детали, выбор заготовки и схемы штамповки
1.1. Анализ конструкции детали и механические характеристики детали
Химический состав и механические характеристики материала.
30ХГСА — это легированная сталь которая кроме обычных примесей содержит элементы, специально вводимые в определённых количествах для обеспечения требуемых физических или механических свойств.
Эти элементы называются легирующими.
В состав входит:
30ХГСА — 0,30 %,
0,8—1,1 Сr,
0,9—1,2 Мn,
0,8—1,251 Si.
Е = 2,1∙105 МПа – модуль упругости материала тяги;
σв = 1800 МПа – предел прочности материала; τв = 864 МПа
Анализ технологичности детали.
Под технологичностью следует понимать такое сочетание конструктивных элементов, которое обеспечивает наиболее простое и экономичное изготовление деталей (в условиях данной серийности производства) при соблюдении технических и эксплуатационных требований к ним.
Эксплуатационно-технические требования к холодноштампованным деталям следующие:
- 1) полное соответствие конструкции назначению и условиям эксплуатации;
- 2) обеспечение требуемой прочности, твердости и жесткости при минимальном весе;
- 3) обеспечение необходимой точности и взаимозаменяемости;
- 4) соответствие специальным физическим, химическим или техническим условиям.
Основными показателями холодноштампованных деталей является:
- 1) наименьший расход материала;
- 2) наименьшее количество и низкая трудоемкость операций;
- 3) отсутствие последующей механической обработки;
- 4) наименьшее количество требуемого оборудования и производственных площадей;
- 5) наименьшее количество оснастки при сокращении затрат и стоков подготовки производства;
- 6) увеличение производительности отдельных операций и цеха в целом;
- 7) повышенная стойкость штампов.
Общие технологические требования к конструкции плоских деталей, полученных вырубкой и пробивкой
Анализ технологических требовании для данной детали:
Все технологические требования выполняются, поэтому можно сделать вывод, что деталь обладает хорошей технологичностью.
Анализ параметров технологичности детали
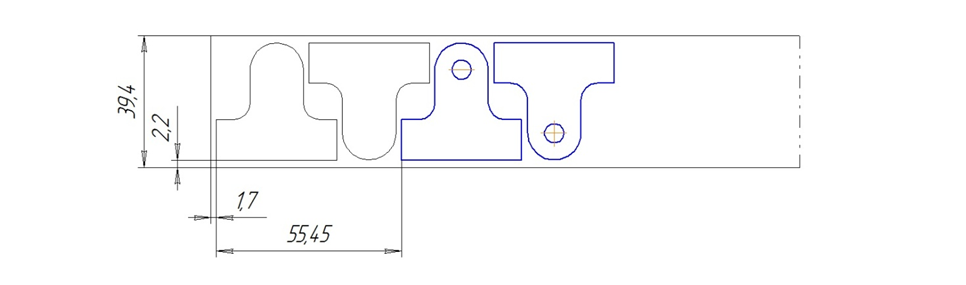
Изготавливаемая деталь представляет собой плоскую деталь, полученную путем пробивки отверстий, с последующей вырубкой внешнего контура. Данная деталь называется скобой. Изготавливается из 30ХГСА.
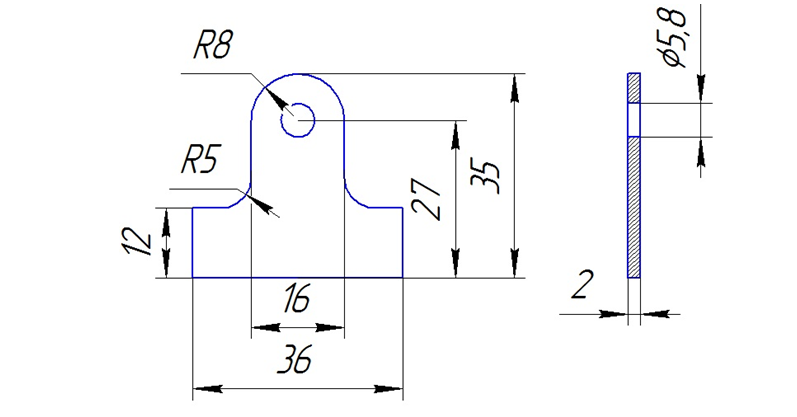
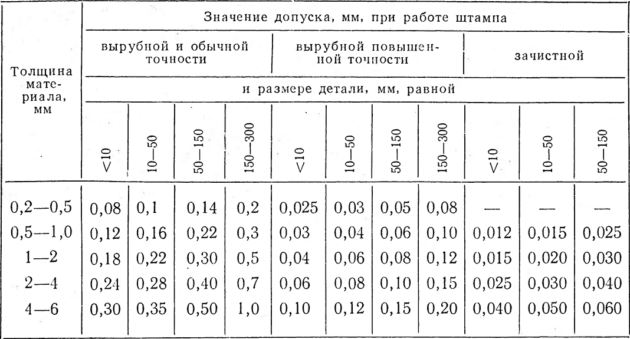
Данная деталь представляет собой сложную форму с тремя круглыми отверстиями диаметром 6мм. Толщина детали 2мм. При ее изготовлении необходимо выдержать 14 квалитет точности.
Деталь может быть изготовлена за одну операцию (штамп совмещенного действия) или за две (штамп последовательного действия).
Наименьший размер пробиваемого отверстия должен быть больше мм. В данном случае, это выполняется (диаметр пробиваемого отверстия 5,8 мм.)
Наименьшее расстояние от края отверстия до прямолинейного наружного контура больше минимального допустимого (не меньше S), что также соответствует требованиям технологичности.
1.2. Определение формы и размеров заготовки, выбор оптимальных размеров стандартного листа, обеспечивающего максимальный коэффициент использования материала (КИМ).
Для листовой штамповки выбор исходной заготовки осуществляется путем экономического анализа возможных вариантов раскроя материала и определения оптимального.
В качестве критерия оптимальности принимается коэффициент использования материала (КИМ).
Для вычисления КИМ, при условие, что лист, из которого производится штамповка, имеет постоянную толщину, по всей плоскости (1мм), используем следующую формулу:
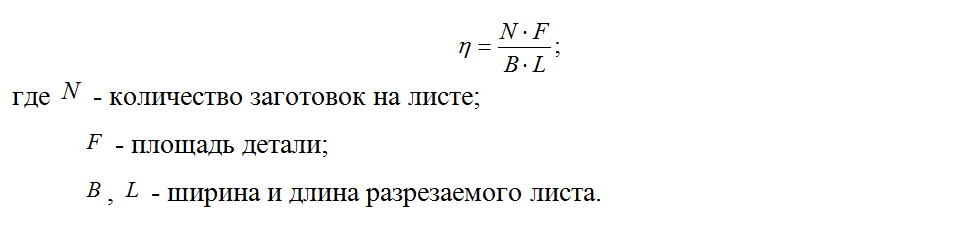
Произведя необходимые расчеты, мы определили оптимальным размер листа 1500*800 с вертикальным расположением полос.
Экономия металла и уменьшение отходов в холодной штамповке имеют весьма важное значение, особенно в крупносерийном и массовом производстве, так как при больших масштабах производства даже незначительная экономия металла на одном изделии дают в итоге большую экономию.
При штамповке деталей из полосы, между соседними деталями (заготовками) должна быть перемычка, обеспечивающая достаточную прочность и жесткость полосы.
Схему раскроя выбирают из условия рационального использования материала.
В данном случае целесообразно применить прямой тип раскроя.
Величины перемычек выбираем из справочника. Для толщины листа 2 мм при ручной подаче величина боковой перемычки m=2,2 мм, а междетальной n=1,7 мм. [2, стр.17], из за того что полосу придется штамповать 2 раза , то увеличим перемычки на 1 мм , что бы обеспечить жесткость заготовки: n=2.7 мм, m=3.2 мм.
Раскрой полосы представлен ниже
Найдем наиболее экономное расположение полос и деталей в листе и деталей в полосе стандартного размера листа для получения вырубкой деталей. С учетом величин перемычек задача сводится к рациональному расположению деталей в листе стандартных размеров. (1, с.417 – 432)
Лист 750х1500 мм
Два возможных варианта расположения на таком листе изображены ниже:
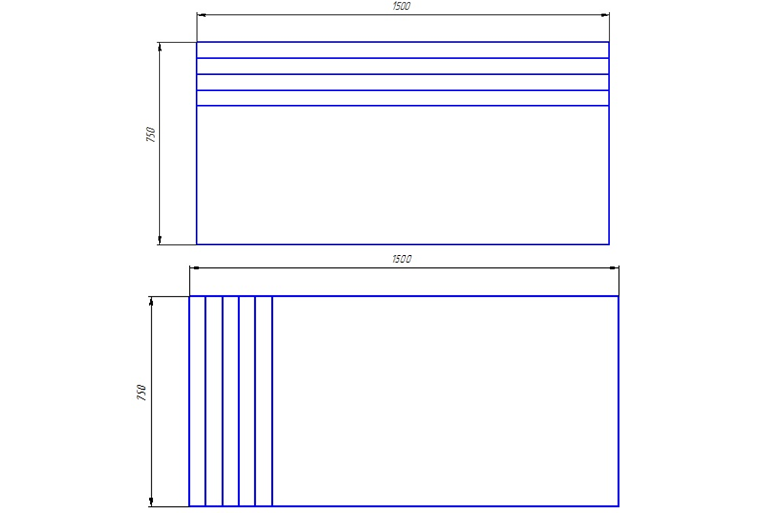
а) На листе вмещается B/b=750/39.4=19 полос, где В –ширина разрезаемого листа; b – ширина полосы.
Количество заготовок в одной полосе L/m=1500/37.7 = 39, где L – длина листа, m – ширина детали + междетальная перемычка.
Значит, на листе размещается 19×39 = 741 заготовка.

б) Вертикальный раскрой
На листе вмещается 1500/39,4 = 38 полос.
Количество заготовок в полосе 750/37.7 = 19.
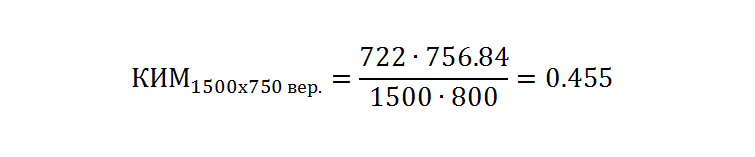
На листе размещается 38×19 = 722 заготовки.
В варианте А) КИМ больше, следовательно этот вариант выгоднее.
Рассмотрим еще один лист размером 1500 800 мм
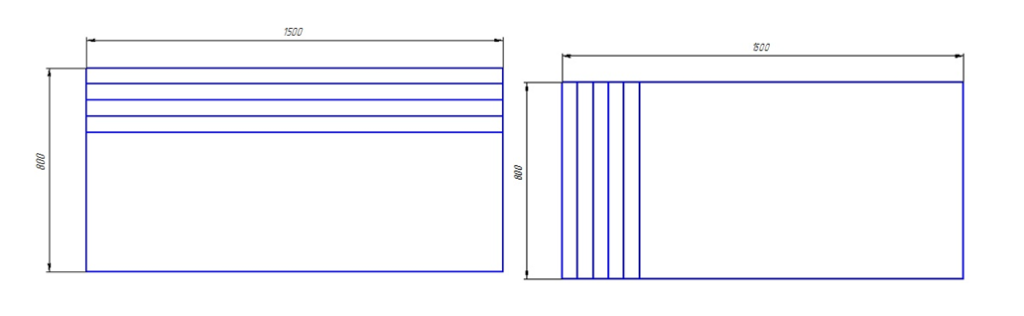
а) Горизонтальный раскрой
На листе размещается 800/39.4 = 20 полос.
Количество заготовок в полосе 1500/37.7 = 39.
На листе вмещается 20×39 = 780 заготовок.

Количество заготовок в полосе 800/37.7 = 21.
На листе размещается 21×38 = 798 заготовок.

Наибольший КИМ имеет лист 1500х800, вертикальным расположением полос.
1.3. Выбор схемы штамповки
Под разработкой технологического процесса изготовления детали нужно выбрать схему штамповки, под этим мы понимаем последовательность выполнения операций и схему штампа. Правильность выполнения и выбора этих схем зависит от различных факторов, а в первую очередь от экономического.
Способы штамповки деталей
Разделительная штамповка — осуществляется на нескольких штампах, на каждом из которых выполняется только одна операция. Используется один или несколько штампов простого действия.
Комбинированная штамповка — когда в одном и том же штампе выполняется несколько операций.
Комбинированную штамповку можно осуществить в штампах последовательного, совмещенного, последовательно- совмещенного действия. Такой вид штамповки в значительной мере снижает трудоемкость изготовления детали, а следовательно и себестоимость. Этот штамп более выгоден с экономической точки зрения.
При серийном изготовлении деталей наиболее распространенными считаются штампы последовательного действия, так как получаем максимальную производительность при производстве.
Пользуясь рекомендациями выбираем штамп последовательного действия. Выбираем штамп последовательного действия – это значительно снизит затраты на технологический процесс. Изготавливать деталь будем за несколько переходов (в нашем случае за 2 перехода) рядом пуансонов при последовательном перемещении заготовки в горизонтальном направлении. При первом переходе осуществляется пробивка отверстий, а при втором переходе- вырубка детали по контуру.
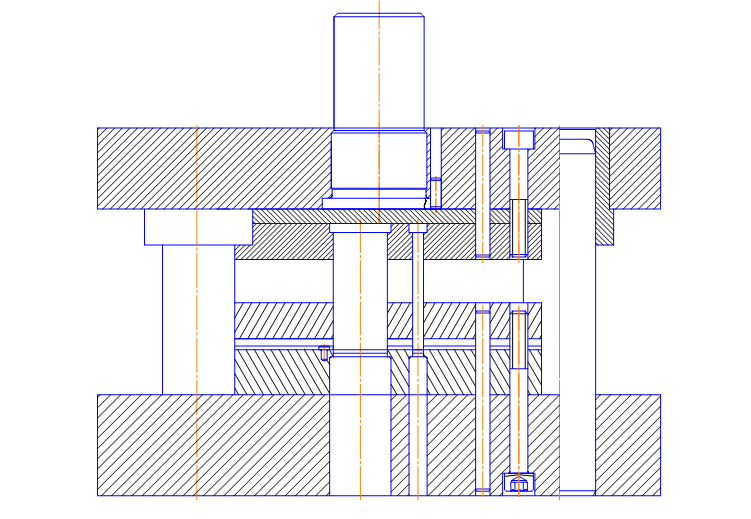
Работа штампа
Конструктивно штамп состоит из нижней и верхней плит. В нижнюю плиту впрессованы четыре направляющие колонки. На плите установлены матрица и съемник. На верхней плите установлен хвостовик. К ней же крепится стальная каленая подкладная плита, пуансонодержатель с двумя пуансонами: пробивным и вырубным. В верхнюю плиту впрессованы направляющие втулки, которые скользят по колонкам вместе с верхним блоком штампа. Полоса подается справа на лево в просвет между матрицей и съемником и фиксируются разовым упором. От сдвигов в поперечном направлении при подаче полосы предохраняют направляющие планки , установленные между матрицей и съемником. Производится прибивка отверстий. Затем полоса подается дальше и фиксируется грибковым упором, происходит вырубка детали по контуру. Деталь и отход от пробития отверстий проваливается в отверстие в матрице, а отход в виде полосы продвигается дальше и выходит с другой стороны отверстия между матрицей и съемником. Далее происходит поворот полосы и действия повторяются в той же последовательности.
1.4. Выбор технологической схемы штампа.
Для изготовления данной детали необходим вырубной штамп последовательного действия, так как его стоимость меньше стоимости штампа совмещенного действия, а по производительности они мало отличаются.
Выбираем штамп с направляющими колонками, так как колонки обеспечивают более надёжное направление по сравнению с направляющей плитой.
Отходы от пробивки отверстий удаляется на провал через окно в матрице в нижней плите штампа. Отход от вырубки по контуру удаляется в виде остатков полосы вручную.
Из-за сил трения между деталью и рабочими поверхностями штампа, а также из-за напряжения сжатия заготовки, возникающего при пробивке-вырубке под рабочими плоскостями пуансонов, заготовка остается на пуансонах. Чтобы снять ее применяется съёмник. Выбираем неподвижный съемник
В данном штампе осуществляется штамповка в два перехода:
1 переход — пробивается внутренние отверстие детали;
2 переход — деталь вырубается по внешнему контуру.
Отходы от пробивки отверстий удаляются на провал через провальное окно в матрице и нижней плите штампа. Отход от вырубки по контуру удаляется в виде остатков полосы вручную.
Проектирование штампов для холодной штамповки

Руководящий Технический Материалл (РТМ-890) НИАТ 1960г. 239стр.
Содержание:
Общие вопросы конструирования штампов для холодной штамповки
Штампы вырубные
Штампы зачистные
Штампы гибочные
Штампы вытяжные
Штампы для отбортовки
Штампы для чеканки и высадки
Расчет основных деталей штампов на прочность
Выбор пресса
Характеристики материаллов, применяющихся для штампуемых деталей
Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки
- формат djvu
- размер 6.31 МБ
- добавлен 28 июля 2009 г.
М.: Машиностроение, 1989. – 304 с.: ил. Учебник для вузов по специальностям "Машины и технология обработки металлов давлением" и "Обработка металлов давлением". Изложены основы технологии холодной штамповки в условиях массового, крупно- и мелкосерийного производства. Рассмотрены характеристики применяемых материалов и современные методы испытаний на штампуемость, приведен анализ напряженно-деформируемого состояния, возникающего в заготовке при в.
Аникин В.М., Лукашин Ю.С. Справочник конструктора штампов для холодной штамповки
- формат djvu
- размер 7.99 МБ
- добавлен 23 декабря 2009 г.
М.: ГНТИМЛ, 1960. –296 с. Справочник содержит сведения для конструирования штампов деталей мелких и средних габаритов и данные по общим вопросам холодной штамповки: раскрою материала, определению заготовки, расчету требуемого усилия, а также конструированию деталей и узлов штампов. Справочник рассчитан на инженерно-технических работников, занятых конструированием штампов.
Зубцов М.Е., Корсаков В.Д. Стойкость штампов
- формат djvu
- размер 10.81 МБ
- добавлен 17 сентября 2010 г.
Л.: Машиностроение, 1971.- 201 с. В книге изложены основные факторы, влияющие на стойкость штампов, конструктивные особенности штампов, влияющие на их стойкость, материалы деталей штампов и их влияние на стойкость. В книге даны методы расчета и проверки деталей штампов на прочность, скоростное проектирование штампов. В ней рассмотрены твердосплавные штампы и их стойкость, влияние технологии, качества изготовления и сборки штампов, а также условия.
Корсаков В.Д. Справочник мастера по штампам
- формат pdf
- размер 52.44 МБ
- добавлен 29 июля 2009 г.
М.: Машиностроение,1972. – 192 с. Книга содержит методы расчета и описание конструкций штампов для всех операций холодной листовой штамповки. Приведены основы расчета напряженно-деформируемого состояния штампуемых изделий на операциях холодной листовой штамповки. Даны описания типовых конструкций штампов и их деталей, обеспечивающих эффективную штамповку разнообразных деталей. Изложена методика конкретных штамповочных операций., необходимая для р.
Мендельсон В.С., Рудман Л.И. Технология изготовления штампов и пресс-форм
- формат djvu
- размер 4.39 МБ
- добавлен 15 октября 2011 г.
М.: Машиностроение, 1970.- 225 с. В учебнике рассмотрены различные методы изготовления деталей штампов для холодной листовой штамповки, холодной и горячей объемной штамповки, а также деталей прессформ для прессования пластмасс, резины и литья по выплавляемым моделям. Освещены вопросы термической обработки и гальванических покрытий деталей штампов и прессформ. Книга предназначена для учащихся машиностроительных техникумов и может быть использована.
РТМ 34-65. Штампы для холодной листовой штамповки. Расчеты и конструирование
- формат djvu
- размер 11.43 МБ
- добавлен 23 ноября 2011 г.
М., Изд-во стандартов, 1966. 270 с Руководящий технический материал (РТМ) содержит указания по расчету и конструированию штампов для холодной листовой штамповки: разделительных (вырезных, пробивных, зачистных) и формообразующих (гибочных, вытяжных, разбортовочных, обжимных и чеканочных) для металлов, неметаллических материалов и слоистых пластиков. В РТМ включены расчеты на прочность основных деталей штампов, расчеты тарельчатых, кольцевых и цил.
Рудман Л.И. Наладка прессов для листовой штамповки
- формат pdf
- размер 4.64 МБ
- добавлен 03 июля 2010 г.
Справочник. М.: Машиностроение, 1980. – 219 с. Приведены классификация, технические характеристики и описания большинства кузнечно-прессовых машин и комплексов для холодной листовой штамповки. освещены методы регулирования механизмов прессов, установки и крепления штампов. Даны рекомендации по методике выбора прессов для выполнения различных операций холодной листовой штамповки. Рекомендуется будущим технологам и контрукторам.
Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. Конструкции и расчеты
- формат djvu
- размер 5.18 МБ
- добавлен 10 октября 2010 г.
М.: Машиностроение, 1972 – 360 с. Данная книга является продолжением книги под таким же названием, изданной в 1964г. В ней описаны разнообразные типовые схемы действующих штампов для холодной листовой штамповки. На основе обобщенного опыта передовых заводов различных отраслей промышленности даны практические рекомендации по конструированию штампов. приведены расчеты деталей и узлов штампов, а также частично изложены основы технологии листовой шта.
Стеблюк В.И. и др. Технология листовой штамповки. Курсовое проектирование
- формат pdf
- размер 5.94 МБ
- добавлен 15 мая 2011 г.
Стеблюк В. И., Марченко В. Л., Белов В. В., Гривачевский А. Г. - Киев: Вища школа. Головное изд-во, 1983. -280 с В учебном пособии изложены методические основы проектирования технологических процессов и конструирования штампов для холодной листовой штамповки в объеме курсового проектирования. Приведены сведения о некоторых методах ускоренного и автоматизированного проектирования технологических процессов и штампов с использованием ЭВМ, а также об.
Шухов Ю.В., Еленев С.А. Холодная штамповка
- формат djvu
- размер 2.34 МБ
- добавлен 22 апреля 2011 г.
М.: Высшая школа, 1977. —208 с Учебник написан в соответствии с программой подготовки штамповщиков 3-го разряда в технических училищах. Изложены сведения об оборудовании, применяемом для холодной листовой и объёмной штамповке, эксплуатации и ремонте штампов. Описаны основные операции выполняемые на прессах, и контроль штамповочных деталей, освещены вопросы механизации и автоматизации штамповочного производства, охраны труда и технике безопасности.
Штампы для листовой штамповки
Белов В.В. Штампы для листовой штамповки. Расчёт и конструирование
- формат djvu
- размер 11.13 МБ
- добавлен 20 мая 2010 г.
Справочник, 292 с. Настоящий Справочник содержит указания по расчету и конструированию штампов для листовой штамповки: разделительных (для вырубки, для пробивки, для зачистки) и формообразующих (для гибки, для вытяжки, для разбортовки, для обжима, для чеканки) для металлов, неметаллических материалов и слоистых пластиков. В Справочник, созданный на базе РТМ (Руководящий технический материал) включены расчеты на прочность основных деталей штампов.
Верещагин П.В. Проектирование штампов
- формат doc
- размер 401.3 КБ
- добавлен 06 ноября 2011 г.
Учебное пособие. - Бийск, БТИ АлтГТУ, 2006. - 67 с. Представлена методика проектирования штампов применительно к процессам листовой штамповки; приведены расчетные зависимости и справочно-нормативные материалы, необходимые при проектирова-нии основных деталей и узлов штампов.
Владимиров В.М. Изготовление штампов, пресс-форм и приспособлений
- формат pdf
- размер 99.92 МБ
- добавлен 12 октября 2010 г.
М., "Высшая школа", 1974. 431 с. с ил. В книге рассмотрены конструкции, изготовление и ремонт штампов для холодной и горячей штамповки, пресс-форм для переработки пластмасс, форм для литья металлов под давлением и станочных приспособлений. Приведены сведения о материалах, инструментах, механизированном оборудование, а так же о контроле качества изготовления технологической оснастки, технике безопасности и организации инструментального производств.
Владимиров В.М., Высоцкий К.В. Справочник молодого слесаря по штампам и пресс-формам
- формат pdf
- размер 35.25 МБ
- добавлен 08 марта 2010 г.
М.: Высшая школа, 1979. -248 с. Книга содержит справочные данные о материалах, специальных режущих, разметочно-сборочных и поверочных инструментах, применяемых для изготовления штампов и пресс-форм, приведены типовые технологические процессы штамповки и элементы конструкции штампов и пресс-форм, правила их контроля, испытания и наладки.
Дурандин М.М. Рымзин Н.П. Шихов Н.А. Штампы для холодной штамповки мелких деталей. Альбом конструкций и схем
- формат djvu
- размер 16.4 МБ
- добавлен 25 сентября 2009 г.
М.: Машиностроение, 1978, -108с., ил. В альбоме приводятся в систематизированном виде чертежи и описания прогрессивных конструкций штампов и технологических схем штамповки мелких деталей различного назначения в массовом и крупносерийном производстве, а также конструкции штампов и устройств для механизации и автоматизации штамповочных работ. Рассматриваемые штампы и устройства взяты из числа внедренных типовых. Альбом предназначен для конструкторо.
Каширин А.Ю. Альбом конструкций универсальных штампов
- формат djvu
- размер 5.4 МБ
- добавлен 08 июня 2009 г.
114 с. Альбом содержит конструкции разделительных и формообразующих штампов, внедренных в производство, а также чертежи отдельных узлов и устройств холоднолистовых штампов Содержание Разделительные операции. Формообразующие операции.
Курсовая работа - Разработка штампа совмещенного действия
- формат jpg, cdw, docx
- размер 2.11 МБ
- добавлен 05 августа 2011 г.
Расчёты для операции вырубки: Определение ширины полосы, Определение коэффициента использования материала, Определение усилий при вырубке, Расчет исполнительных размеров на матрицу и пуансон.
Курсовой проект - Проект штампа совмещенного действия
- формат doc, cdw
- размер 24.55 МБ
- добавлен 15 января 2011 г.
ДонГТУ (г. Алчевск), 2009 год Дисциплина "Проектирование штамповой оснастки" Разработан штамп совмещённого действия (вырубка наружного контура из полосы, пробивка отверстий). Приведены все расчёты (центр давления, силовой, износ и т. д. ) Устройство сделано в 3Д. Приведён ассоциативный чертёж. Выбор типа производства, Анализ технических требований, Анализ свойств материала детали, Анализ технологичности конструкции, Выбор структуры технологическ.
Курсовой проект - Расчет и проектирование технологического процесса и штамповой оснастки для изготовления детали из листового материала - СГАУ
- формат doc, cdw
- размер 491.43 КБ
- добавлен 31 марта 2010 г.
В курсовом проекте разработан технологический процесс изготовления детали из листа с использованием операции гибки. Произведен анализ свойств материала и технологичности конструкции детали. Рассчитан наивыгоднейший вариант раскроя. Разработаны две схемы технологического процесса, на основе экономического анализа выбрана из них наиболее выгодная. Рассчитаны параметры вырубки заготовки, ее гибки и осуществлен подбор оборудования для этих операций.
Мещерин В.Т. Листовая штамповка. Атлас схем
- формат djvu
- размер 8.58 МБ
- добавлен 30 ноября 2008 г.
3-е изд., исправ. и доп. М.: Машиностроение, 1975.- 227 с. Атлас предназначен для студентов вузов и техникумов, изучающих листовую штамповку и выполняющих курсовые и дипломные проекты. Он может быть полезен для конструкторов и технологов листоштамповочного производства машиностроительной и родственных ей отраслей производства. В атласе даны схемы и штампов и технологических переходов листовой штамповки. Наряду со схемами штампов простого действ.
Нефедов А.П. Конструирование и изготовление штампов
- формат djvu
- размер 1.3 МБ
- добавлен 08 августа 2011 г.
М.: Машиностроение, 1973.- 408 с. В книге описаны технологические процессы изготовления холодной штамповкой деталей легковых и грузовых автомобилей, а также конструирование, изготовление и наладка применяемых для этой цели штампов. Приведены типовые и оригинальные конструкции штампов для массового производства деталей автомобилей. Освещены вопросы, связанные с механизацией и автоматизацией штамповочных операций. Даны рекомендации по технике безо.
Островский В.П. Справочник конструктора по холодной штамповке
- формат djvu
- размер 4.38 МБ
- добавлен 23 декабря 2009 г.
Под ред. Малова А. С. М.: ГНТИМЛ, 1957. –288 с. В справочнике приведены данные по материалам, применяемым для холодной штамповки, раскрою, резке, вырубке, пробивке, зачистке, гибке, вытяжке, формовочным работам, калибровке и чеканке. Расчет и конструирование деталей штампов на прочность. Справочник предназначен для конструкторов по холодной штамповке.
- формат djvu
- размер 6.91 МБ
- добавлен 12 марта 2011 г.
Руководящий Технический Материалл (РТМ-890) НИАТ 1960г. 239стр. Содержание: Общие вопросы конструирования штампов для холодной штамповки Штампы вырубные Штампы зачистные Штампы гибочные Штампы вытяжные Штампы для отбортовки Штампы для чеканки и высадки Расчет основных деталей штампов на прочность Выбор пресса Характеристики материаллов, применяющихся для штампуемых деталей
Рудман Л.И. Справочник конструктора штампов
- формат djvu
- размер 15.47 МБ
- добавлен 17 ноября 2008 г.
Под. общ. ред. Рудмана Л. И. "Машиностроение" 1988г. 496 стр. Приведены сведения о штампуемых материалах и рекомендации по их рациональному раскрою, методики расчета технологических параметров большинства операций листовой штамповки, исчерпывающие справочные данные для конструирования штампов. Рассмотрены особенности конструирования штампов для чистовой и скоростной штамповки, твердосплавных штампов, вопросы штамповки неметаллических материалов.
Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. Подготовительные работы
- формат djvu
- размер 5.54 МБ
- добавлен 22 августа 2014 г.
Изд. 2-е, перераб. и доп., Машиностроение, 1970/1974. — 320 с. В книге приведены основные сведения, необходимые конструктору для выполнения чертежа штампа. Описана методика расчета тахнологических переходов, определения формы и размеров заготовок деталей. Приведены рекомендации по выбору материалов для основных деталей штампов, силовой расчет неподвижных соединений, а также методика расчета размерных цепей рабочих деталей. Книга предназначена для.
Смолин Е.Л. Учебное пособие по дисциплине Основы конструирования штамповой оснастки
- формат pdf
- размер 1.44 МБ
- добавлен 19 ноября 2010 г.
Тольятинский государственный университет, 2002. - 44 с. Научный редактор Гужин С. С. Дана классификация деталей штампов по функциональному назначению. Рассмотрены этапы проектирования штампов. Представлены конструктивные детали штампов и области их применения. Приведен порядок расчета и выбора упругих элементов в штампах. Даны рекомендации по общей компоновке штампов и простановке размеров в чертежах штампов.
Смолин Е.Л., Гужин С.С. Основы конструирования штамповой оснастки
- формат doc
- размер 1.12 МБ
- добавлен 09 декабря 2010 г.
Тольятинский государственный университет, 2002. - 65 с. Рецензенты: заместитель главного инженера производства технологического оборудования ОАО «Автоваз» Лифанов Б. В. Содержание Общие понятия и определения Классификация деталей штампов Классификация штампов Конструкция рабочих частей штампов Рабочие части разрезных, пробивных и вырубных штампов Рабочие части гибочных штампов Упоры и фиксаторы Прижимы, съемники и выталкиватели[/b] Детали штам.
Схиртладзе А.Г. и др. Автоматизированное проектирование штампов
- формат pdf
- размер 7.15 МБ
- добавлен 11 сентября 2011 г.
Тополянский П.А., Ермаков С.А., Тополянский А.П. Упрочнение разделительных штампов тонкопленочными покрытиями
- формат pdf
- размер 65,25 МБ
- добавлен 24 августа 2016 г.
Кузнечно-штамповочное производство. Обработка металлов давлением, 2015. — № 7. — С. 27-39 Приведены теоретические аспекты обеспечения максимальной адгезионной прочности упрочняющих покрытий, наносимых на матрицы и пуансоны разделительных штампов, а также на другие изделия, работающие при аналогичных условиях (например, гильотинные ножи). Рассмотрены принципы минимизации адгезионной составляющей трения между вырубаемой заготовкой и нанесенным на д.
Тополянский П.А., Тополянский А.П., Ермаков С.А., Соснин Н.А. Повышение стойкости инструмента для холодной объемной штамповки
- формат pdf
- размер 2,93 МБ
- добавлен 06 сентября 2016 г.
Кузнечно-штамповочное производство. Обработка металлов давлением. — 2014. — № 3, С. 22-32. Рассмотрена методология повышения износостойкости инструмента для холодной объемной штамповки за счет использования тонкопленочных аморфных покрытий на основе соединений бора и кремния, наносимых методом финишного плазменного упрочнения. Эффективность повышения ресурса связана со снижением удельных давлений на контактных площадках и уменьшением сопротивлени.
Фойгельман Г.А. Альбом конструкций универсальных штампов блоков и узлов для холодной штамповки
- формат pdf
- размер 23.1 МБ
- добавлен 30 ноября 2011 г.
3-е изд., перераб. - М.: Машиностроение, 1980. - 112 с.: ил. Методика проектирования универсальных штампов для листовых деталей в условиях мелкосерийного и серийного производства. Рекомендации по разработке технологии поэлементной штамповки. Чертежи универсальных штампов. Разделы. Методы штамповки листовых деталей в серийном и мелкосерийном производстве. Универсальные штампы конструкции В.М.Богданова для поэлементной штамповки тонколистовых детал.
- формат djvu
- размер 22.81 МБ
- добавлен 30 ноября 2011 г.
Чертеж - Штамп для вырубки
- формат cdw
- размер 287.25 КБ
- добавлен 16 апреля 2010 г.
Штамп крупногабаритный для вырубки. Весь комплект конструкторской документации: сборочный чертеж; спецификация; деталировка с размерами. Чертежи выполнены в Компасе V8rn
Чертеж - Штамп последовательного действия
- формат cdw
- размер 306.45 КБ
- добавлен 01 апреля 2010 г.
Штамп последовательный для пробивки и вырубки (в 2D ). Весь комплект конструкторской документации: сборочный чертеж; спецификация; деталировка с размерами. Чертежи выполнены в Компасе V8rn
- формат rar
- размер 355.15 КБ
- добавлен 01 апреля 2010 г.
Швець С.В., Сэдiнкiн Л.М. Штампи та прес-форми, конструювання та технологiя визготовлення
- формат pdf
- размер 3.28 МБ
- добавлен 02 февраля 2010 г.
Штамп пробивной
- формат kompas
- размер 173,51 КБ
- добавлен 08 апреля 2014 г.
Одесса, инженер-конструктор 1-й категории Ризнык В.А. Штамп пробивной ШВ4.00.00 деталь Ступица. Представлен сборочный чертеж и спецификация. Выполнен в КОМПАC V9 Двумерное черчение.
Элер, Кайзер - Вырубные, гибочные и вытяжные штампы
- формат pdf
- размер 28 МБ
- добавлен 09 января 2012 г.
Под ред. Ф.А.Щукина. - М.-Л. : ГНТИ машиностроительной литературы, 1961. - 396с. В книге отражено современное (1961 г.) состояние технологии холодной штамповки за рубежом. В ней систематизированы данные по расчету, проектированию и изготовлению вырубных, гибочных и вытяжных штампов; приведены разнообразные конструкции штампов, применяемых в условиях производства от мелкосерийного до массового. Книга рассчитана на инженерно-технических работнико.

Справочник, 292 с.
Настоящий Справочник содержит указания по расчету и конструированию штампов для листовой штамповки: разделительных (для вырубки, для пробивки, для зачистки) и формообразующих (для гибки, для вытяжки, для разбортовки, для обжима, для чеканки) для металлов, неметаллических материалов и слоистых пластиков.
В Справочник, созданный на базе РТМ (Руководящий технический материал) включены расчеты на прочность основных деталей штампов, расчеты тарельчатых, кольцевых и цилиндрических пружин и основные сведения по выбору прессов,
В Справочнике содержатся необходимые сведения по конструированию штампов с применением твердых сплавов, по применению полиуретана в штампах, по изготовлению штампов методом гальванопластики и другие.
В приложениях приведены данные о материалах, применяемых для холодной штамповки, сведения по отжигу, травлению и применению смазок при вытяжке, а также примеры расчетов штампов различных видов
Кокорин В.Н., Мертенс К.К., Титов Ю.А., Григорьев А.А. Технологические расчеты в процессах холодной листовой штамповки
- формат pdf
- размер 480.95 КБ
- добавлен 20 июня 2009 г.
Учебное пособие / В. Н. Кокорин, К. К. Мертенс, Ю. А. Титов, А. А. Григорьев - Ульяновск: УлГТУ, 2002. - 36с. Предназначено для студентов специальности 12.04.00, изучающих курс «Технология листовой штамповки». Приведены методики расчета основных технологических операций листовой штамповки и примеры их использования для расчета параметров, определяющих эффективность раскроя листа и полосы; размеров плоской заготовки перед формоизменяющими операция.
Лекция - Холодная штамповка
- формат doc
- размер 1.65 МБ
- добавлен 14 ноября 2011 г.
Тульский государственный университет. Тула 2005. д.т.н. профессор Л.Г.Юдин Содержание Введение. Операции листовой штамповки Материалы применяемые в листовой штамповке и их контроль Отрезка листового материала на ножницах с параллельными и наклонными ножами Отрезка листового материала на дисковых ножницах и штампах Разделительные операции Вырубка и пробивка резиной. Зачистка. Чистовая вырубка Технологические расчеты штамповки Раскрой мат.
Мазуровский Б.Я., Сизёв А.Н. Электрогидравлический эффект в листовой штамповке
- формат pdf
- размер 26.77 МБ
- добавлен 08 августа 2011 г.
Киев: Наук. думка, 1983. 192 с. В монографии систематизировании и обобщен материал по технологическим процессам электрогидроимпульсной листовой штамповки. Приведены основы физики импульсного воздействия на заготовку и ее деформирования при высоковольтном разряде в жидкости. Описаны конструкции электрогидроимпульсных прессов, установок и оснастки для листовой штамповки. Обобщен передовой опыт штамповки характерных деталей. Приведены данные, не.
Попов А.Е., Ковалев В.Г., Шубин И.Н. Технология и автоматизация листовой штамповки
- формат djvu
- размер 10.56 МБ
- добавлен 26 апреля 2010 г.
Учебник для вузов/ Издательство МГТУ им. Н. Э. Баумана, 2000г. 480с., ил. Изложены тенденции современного развития процесса листовой штамповки, включая вопросы механизации и автоматизации. Показаны особенности применения штамповки в мелкосерийном производстве и использования гибкого автоматизированного производства. Даны научные основы проектирования рациональных технологических процессов, устройств и штампов с помощью ЭВМ. Для студентов высших у.
Читайте также: