Производство конусов из металла
Обновлено: 18.05.2024
Чтобы уточнить стоимость конуса, нужного вам размера, а так же сделать заказ, вы можете:
Для чего используется конус
Мы подробно разобрали самые простые варианты как сделать правильный конус из бумаги. Для чего используется эта поделка? Направления у нее самые различные:
- геометрических выставок;
- объемных поделок;
- изготовления маскарадных шляп.
Ваша фантазия подскажет вам, где еще может применяться конус. А мы поможем вам вдохновиться с помощью простой конусной поделки елочки.
Для нее потребуется:
- картон;
- бумага для подарков;
- скотч;
- декоративные предметы;
- ножницы.
В основе изделия, как вы уже поняли, лежит конус. Изготовьте его по одной из предложенных выше инструкций.
Далее работаем по схеме:
- Полученный конус, оборачиваем бумагой для подарков. Крепим кончик материала к верхушке скотчем и аккуратно оборачиваем бумагу по фигуре. Отрезаем лишний материал.
- Крепим концы с помощью скотча.
- Вы не поверите, но елочка готова. Осталось ее украсить как настоящую. С этой целью могут подойти пуговицы, большие бусины и миниатюрные новогодние игрушки.
В ёлке можно сделать отверстия. И если она достаточно широка, поместите внутрь конуса новогодние огоньки. В темноте, они будут приятно мелькать, создавая приятную атмосферу.
Видео гибки конусной обечайки
После сборки проверяется сварочный зазор и выполняются сварочные прихватки (рис.21). Параметры прихваток приведены в таблице 2. Заходные и выводные планки применяются для обеспечения качественного сварного шва по торцам обечайки.
При сборке обечаек используются роликовые стенды (рис.22) и кантователи. Сварку кольцевых и продольных швов обечаек производят ручным способом, механизированным способом или с применением сварочных роботов. Для ликвидации остаточных напряжений в сварных швах обечайки подвергают термообработке в шахтных печах. После сварки производится калибровка обечайки на вальцах — прокатка ее в несколько заходов. При окончательном контроле изготовленных обечаек проверяют их геометрические размеры, отсутствие деформаций и поверхностных дефектов детали.
Установлен сертификат профессионализма, соответствующий занятию промышленного кипятильника, профессиональной семьи тяжелой промышленности и металлических конструкций, который будет иметь официальный характер и действительность на всей территории страны.
Сертификат профессионализма. Аккредитация учебного контракта. Только переходное положение. Адаптация к национальному учебному и профессиональному плану внедрения. Министр труда и социальных дел настоящим уполномочен издавать такие положения, которые могут потребоваться для осуществления этого Королевского указ.
Более подробно об изготовлении отдельных видов обечаек, читайте в разделах «Вентиляция», «Водосток» и «Для гибки металла».
Вальцовка обечаек – важнейший технологический процесс, без которого нельзя даже представить производство цилиндрических деталей. Рассмотрим более подробно его особенности, технологию и используемый инструмент.
Этот Королевский указ вступает в силу на следующий день после его опубликования в Официальном государственном бюллетене. В Мадриде 24 января. Министр труда и социальных дел. Профессиональный профиль профессии. Для строительства различных элементов используются режущие и формовочные машины, а также электросварочное оборудование, а также организует рабочее оборудование для получения продуктов в условиях безопасности и требуемых качественных характеристик. Построить металлические конструкции.
Построить наборы цилиндрических каналов. Компетентность 1: сборка металлоконструкций. Компетентность 2: построение наборов цилиндрических трубопроводов. Компетентность 3: построение конусов и бункеров. Наблюдение при формовании в горячем состоянии не превышает предельную температуру молекулярной структуры материала.
Расчёт развёртки конуса
Введите размеры в мм, и тип конуса:
Результат расчёта:
Значение конусности
Рассматривая конусность следует учитывать, что этот показатель напрямую связан с уклоном. Этот параметр определяет отклонение прямой лини от вертикального ил горизонтального положения. При этом конусность 1:3 или конусность 1:16 существенно отличается. Определение уклона характеризуется следующими особенностями:
- Под уклоном подразумевается отношение противолежащего катета прямоугольного треугольника к прилежащему. Этот параметр еще называют тангенс угла.
- Для расчета примеряется следующая формула: i=AC/AB=tga.
Стоит учитывать, что нормальные конусности несколько отличаются от рассматриваемого ранее параметра. Это связано с тем, что конусностью называется соотношение диаметра основания к высоте.
Рассчитать этот показатель можно самым различным образом, наибольшее распространение получила формула K=D/h. В некоторых случаях обозначение проводится в процентах, так как этот переменный показатель применяется для определения всех других параметров.
Технология производства конусов
Современное изготовление металлических конусов на вальцах позволяет выпускать продукцию диаметром 70-3200 мм. Заготовки из металла вырезаются на нашем предприятии на высокоточных столах термического раскроя с ЧПУ.
Поэтапное производство конусов из нержавеющей стали выглядит следующим образом:
- в соответствии с чертежами, предоставленными клиентов, производится раскрой стальной, нержавеющей стали до необходимого размера с точностью до 0,5 мм;
- заготовки из стали проходят процедуру обработки фасок, удаляются заусенцы, оказывающие негативное влияние на качество конечной продукции;
- металлический лист обрабатывается на специальных вальцах, приобретает форму стандартного, усеченного, эксцентрического, концентрического конуса, цилиндра;
- боковые грани заготовки свариваются между собой, образуют готовую для дальнейшей обработки деталь;
- после калибровки по требованию заказчика изделие шлифуется и полируется, производится обрезка припусков и передача готовой продукции клиенту.
Благодаря использованию современного оборудования, наша компания может организовать производство изделий сложной формы любых размеров. Доступно изготовление усеченных конусов, полуколец, обечаек, желобов, труб, сегментов различной конфигурации. В производстве соблюдаются требования действующих нормативных документов.
Деформация металлопроката по линейному или радиальному направлению осуществляется на специальных станках. Настройки оборудования производятся в соответствии с предоставленными клиентами чертежами. Минимальный радиус гибки составляет 35 мм. Толщина металлопроката варьируется от 0,5 до 50 мм. Высота заготовок достигает 3 м.
В качестве материалов для вальцовки используется как нержавейка, так и черный листовой прокат следующих марок: Ст-3, Ст-20, Ст-45, 40Х, 65Г, 09Г2С, 30ХГСА, Hardox . Детали, полученные с помощью технологии вальцевания, могут использоваться в качестве заготовок для обечаек, брони для бетоносмесителей, корпусов, емкостей и резервуаров. Готовые изделия используются в пищевой, химической, нефтегазовой промышленности, фармацевтике, сфере изготовления косметических изделий.
Использование вальцовочных станков и другого современного оборудования обеспечивает высокое качество продукции. Точность заготовок и прочность готовых изделий подтверждаются сертификатами и нашей гарантией. Технология гибки и последующей обработки позволяют получить изделия без дефектов, шероховатостей и неровностей, готовые к дальнейшему использованию в различных сферах промышленности.
Нужна помощь в подборе?
Оставьте номер телефона, и мы с Вами свяжемся
Вопросы – ответы
Чем отличается промышленная и самостоятельная гибка листового металла?
Промышленная гибка выполняется на современном оборудовании, готовые изделия имеют минимальные допуски, соответствуют требованиям нормативных документов, идеально подготовлены и обработаны для дальнейшего использования.
Какой листовой металл подлежит обработке на вальцовочных станках?
Технические возможности предприятия позволяют работать с черными и цветными металлами. Возможна гибка черной и нержавеющей стали, алюминия. Максимально допустимая толщина металла составляет 50 мм.
Какие существуют варианты вальцовки металла?
Оборудование на производственной площадке предприятия способно выполнять вальцовку заготовок, поданных в продольном и поперечном направлении. Также возможна гибка металла при винтовой подаче.
Какие особенности есть у технологии гибки металла с помощью вальцовки?
Деформация и придание заготовкам нужной формы осуществляется с помощью крутящего момента. Характеристики готового изделия зависят от диаметра валков, параметров стали, условий контактного трения. Скорость выполнения гибки не влияет на энергетические затраты. От качества поверхности валков зависит уровень шероховатости продукции.
Требуется ли нагрев металла для вальцовки?
Обработка заготовок небольшой толщины, сечением не более 30 мм, выполняется в холодном состоянии. При увеличении толщины металла необходим нагрев заготовок. Требования к гибке листового металла приведены в действующих нормативных документах.
Изготовление конуса из листового металла
*Указанные цены не являются публичной офертой.
Для уточнения итоговой стоимости услуги свяжитесь с нашими специалистами по телефону
Вальцовка арматуры
Вальцовка швеллера по радиусу
| Прокат балки | Цена |
| № 5 | 150 руб. |
| № 6 | 170 руб. |
| № 7 | 180 руб. |
| № 8 | 220 руб. |
| № 10 | 226 руб. |
| № 12 | 240 руб. |
| № 14 | 296 руб. |
| № 16 | 320 руб. |
| № 18 | 380 руб. |
| № 20 | 400 руб. |
| № 22 | 420 руб. |
| № 24 | 435 руб. |
Вальцовка алюминиевого профиля
Вальцовка нержавеющих труб
| Количество, шт | Наружный диаметр | Цена |
| от 50 до 400 | от 18 до 20 | от 118 до 148 руб. |
| от 50 до 400 | от 22 до 30 | от 118 до 178 руб. |
| от 50 до 500 | от 32 до 40 | от 148 до 218 руб. |
| от 50 до 400 | от 42 до 50 | от 178 до 218 руб. |
Вальцовка алюминиевых труб
| Количество, шт | Наружный диаметр | Цена |
| от 50 до 500 | от 18 до 25 | от 118 до 148 руб. |
| от 40 до 500 | от 28 до 34 | от 135 до 178 руб. |
| от 50 до 500 | от 38 до 42 | от 138 до 218 руб. |
| от 50 до 500 | от 44 до 50 | от 168 до 230 руб. |
Вальцевание конструкционных труб
| Количество, шт | Наружный диаметр | Цена |
| от 50 до 500 | от 18 до 25 | от 118 до 150 руб. |
| от 45 до 500 | от 27 до 34 | от 144 до 180 руб. |
| от 20 до 1000 | от 35 до 40 | от 180 до 220 руб. |
| от 10 до 500 | от 41 до 50 | от 150 до 235 руб. |
Вальцовка медных трубок
| Количество, шт | Наружный диаметр | Цена |
| от 10 до 500 | от 18 до 25 | от 60 до 150 руб. |
| от 10 до 1000 | от 26 до 35 | от 70 до 190 руб. |
| от 50 до 500 | от 36 до 40 | от 95 до 210 руб. |
| от 10 до 500 | от 41 до 50 | от 100 до 230 руб. |
Вальцевание профильных труб
| Диаметр | Цена |
| от 8 до 12 мм | от 12 до 28 руб. |
| от 13 до 18 мм | от 15 до 30 руб. |
| от 19 до 28 мм | от 30 до 35 руб. |
| от 29 до 36 мм | от 35 до 42 руб. |
| от 37 до 50 мм | от 42 до 47 руб. |
| от 50 мм | от 50 руб. |
Вальцовка труб больших диаметров
| Количество, шт | Наружный диаметр | Цена |
| от 50 до 500 | от 50 до 75 | от 178 до 220 руб. |
| от 50 до 500 | от 76 до 90 | от 221 до 240 руб. |
| от 50 до 500 | от 90 до 120 | от 240 до 300 руб. |
| от 50 до 500 | от 122 до 140 | от 302 до 370 руб. |
| от 50 до 500 | от 140 | от 370 руб. |
Как согнуть конус из металла своими руками
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение. В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3). Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно. Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так. У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону. Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом. Последовательный ход работы схематически изображен на следующем рисунке:
Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом. В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку. Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.
Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Как изготовить конус из листового металла. Как сделать развертку – выкройку для конуса или усеченного конуса заданных размеров
Иногда в ходе выполнения тех или иных хозяйственных работ мастер встаёт перед проблемой изготовления конуса – полного или усеченного. Это могут быть операции, скажем, с тонким листовым металлом, эластичным пластиком, обычной тканью или даже бумагой или картоном. А задачи встречаются самый разные – изготовление кожухов, переходников с одного диаметра на другой, козырьков или дефлекторов для дымохода или вентиляции, воронок для водостоков, самодельного абажура. А может быть даже просто маскарадного костюма для ребенка или поделок, заданных учителем труда на дом.

Калькуляторы расчета размеров развертки конуса
Чтобы из плоского материала свернуть объёмную фигуру с заданными параметрами, необходимо вычертить развертку. А для этого требуется рассчитать математически и перенести графически необходимые точные размеры этой плоской фигуры. Как это делается – рассмотрим в настоящей публикации. Помогут нам в этом вопросе калькуляторы расчета размеров развертки конуса.
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Калькуляторы расчета размеров развертки конуса
Несколько слов о рассчитываемых параметрах
Понять принцип расчета будет несложно, разобравшись со следующей схемой:

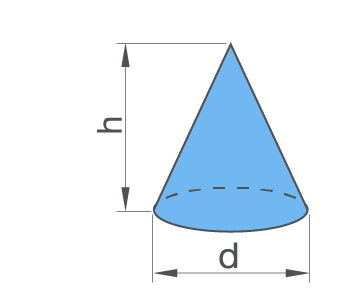
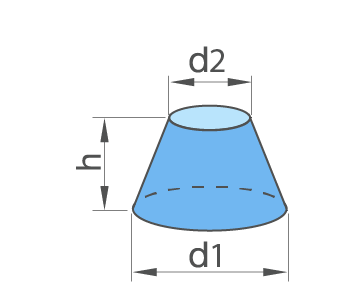
Усеченный конус с определяющими размерами и его развёртка. Показан усеченный конус, но с полным — принцип не меняется, а расчеты и построение становятся даже проще.
Итак, сам конус определяется радиусами оснований (нижней и верхней окружности) R1 и R2, и высотой Н. Понятно, что если конус не усеченный, то R2 просто равно нулю.
Буквой L обозначена длина боковой стороны (образующей) конуса. Она в некоторых случаях уже известна – например, требуется сделать конус по образцу или выкроить материал для обтяжки уже имеющегося каркаса. Но если она неизвестна – не беда, ее несложно рассчитать.
Справа показана развёртка. Она для усеченного конуса ограничена сектором кольца, образованного двумя дугами, внешней и внутренней, с радиусами Rb и Rs. Для полного конуса Rs также будет равен нулю. Хорошо видно, что Rb = Rs + L
Угловую длину сектора определяет центральный угол f, который в любом случае предстоит рассчитать.
Все расчеты займут буквально минуту, если воспользоваться предлагаемыми калькуляторами:
Шаг 1 – определение длины образующей L
(Если она уже известна – шаг пропускается)
Шаг 2 – определение радиусов внутренней и внешней дуги развертки
Радиусы рассчитываются поочередно – с выбором в соответствующем поле калькулятора.
Гибка металла на вальцах
07 Дек 2013 Рубрика: Механика |
За последнее время ко мне было несколько обращений от читателей блога за помощью в решении одной и той же задачи: как при работе на трехвалковых листогибочных вальцах и профилегибах определить окончательное местоположение среднего ролика (валка)…
…относительно положения крайних роликов (валков), которое обеспечит гибку (вальцовку) заготовки с определенным заданным необходимым радиусом? Ответ на этот вопрос позволит повысить производительность труда при гибке металла за счет уменьшения количества прогонов заготовки до момента получения годной детали.
В этой статье вы найдете теоретическое
решение поставленной задачи. Сразу оговорюсь – на практике я этот расчет не применял и, соответственно, не проверял результативность предлагаемого метода. Однако я уверен, что в определенных случаях гибка металла может быть выполнена гораздо быстрее при использовании этой методики, чем обычно.
Чаще всего в обычной практике окончательное местоположение подвижного центрального ролика (валка) и количество проходов до получения годной детали определяется «методом тыка». После длительной (или не очень) отработки технологического процесса на пробной детали определяют координату положения центрального ролика (валка), которую и используют при дальнейших перенастройках вальцев, изготавливая партию этих деталей.
Метод удобен, прост и хорош при значительном количестве одинаковых деталей – то есть при серийном производстве. При единичном или «очень мелкосерийном» производстве, когда необходимо гнуть разные профили или листы разной толщины разными радиусами, потери времени на настройку «методом тыка» становятся катастрофически огромными. Особенно эти потери заметны при гибке длинных (8…11м) заготовок! Пока сделаешь проход…, пока проведешь замеры…, пока перестроишь положение ролика (валка)… — и все сначала! И так десяток раз.
Расчет в Excel местоположения подвижного среднего ролика
Запускаем программу MS Excel или программу OOo Calc, и начинаем работу!
С общими правилами форматирования электронных таблиц, которые применяются в статьях блога, можно ознакомитьсяздесь.
Прежде всего, хочу заметить, что листогибочные вальцы и профилегибы разных моделей могут иметь подвижные крайние ролики (валки), а могут — подвижный средний ролик (валок). Однако для нашей задачи это не имеет принципиального значения.
На рисунке, расположенном ниже изображена расчетная схема к задаче.
Вальцуемая деталь в начале процесса лежит на двух крайних роликах (валках), имеющих диаметр D
. Средний ролик (валок) диаметром
d
подводится
до касания с верхом заготовки
.
Далее средний ролик (валок) опускается вниз на расстояние равное расчетному размеру H
, включается привод вращения роликов, заготовка прокатывается, производится гибка металла, и на выходе получается деталь с заданным радиусом изгиба
R
! Осталось дело за малым – правильно, быстро и точно научиться рассчитывать размер
H
. Этим и займемся.
Исходные данные:
1. Диаметр подвижного верхнего ролика (валка) /справочно/ d
в мм записываем
в ячейку D3: 120
2. Диаметр опорных с приводом вращения крайних роликов (валков) D
в ячейку D4: 150
3. Расстояние между осями опорных крайних роликов (валков) A
в ячейку D5: 500
4. Высоту сечения детали h
в ячейку D6: 36
5. Внутренний радиус изгиба детали по чертежу R
в ячейку D7: 600
Расчеты и действия:
6. Вычисляем расчетную вертикальную подачу верхнего ролика (валка)Hрасч
в мм
без учета пружинения
в ячейке D9: =D4/2+D6+D7- ((D4/2+D6+D7)2- (D5/2)2)(½)=45,4
Hрасч=D/2+h+R— ((D/2+h+R)2- (A/2)2)(½)
7. Настраиваем вальцы на этот размер Hрасч
и делаем первый прогон заготовки. Измеряем или высчитываем по хорде и высоте сегмента получившийся в результате внутренний радиус, который обозначим
R
и записываем полученное значение в мм
в ячейку D10: 655
8. Вычисляем какой должна была бы быть расчетная теоретическая вертикальная подача верхнего ролика (валка)H0расч
в мм для изготовления детали с радиусом
R
без учета пружинения
в ячейке D11: =D4/2+D6+D10- ((D4/2+D6+D10)2- (D5/2)2)(½)=41,9
H0расч=D/2+h+
R0— ((D/2+h+R0)2- (A/2)2)(½)
9. Но деталь с внутренним радиусом изгиба
Rполучилась при опущенном верхнем валке на размерHрасч, а неH0расч.
Считаем поправку на обратное пружинение
x
в мм
в ячейке D12: =D9-D11=3,5
x=Hрасч —
H0расч
10. Так как радиусы R
и
R
имеют близкие размеры, то можно с достаточной степенью точности принять эту же величину поправки
x
для определения окончательного фактического расстояния
H
, на которое необходимо подать вниз верхний ролик (валок) для получения на вальцованной детали внутреннего радиуса
R
.
Вычисляем окончательную расчетную вертикальную подачу верхнего ролика (валка)H
в мм c учетом пружинения
в ячейке D13: =D9+D12=48,9







Развертка наклонного конуса
Рассмотрим порядок построения развертки боковой поверхности наклонного конуса методом аппроксимации (приближения).

- Вписываем в окружность основания конуса шестиугольник 123456. Соединяем точки 1, 2, 3, 4, 5 и 6 с вершиной S. Пирамида S123456, построенная таким образом, с некоторой степенью приближения является заменой конической поверхности и используется в этом качестве в дальнейших построениях.
- Определяем натуральные величины ребер пирамиды, используя способ вращения вокруг проецирующей прямой: в примере используется ось i, перпендикулярная горизонтальной плоскости проекций и проходящая через вершину S. Так, в результате вращения ребра S5 его новая горизонтальная проекция S’5’1 занимает положение, при котором она параллельна фронтальной плоскости π2. Соответственно, S’’5’’1 – натуральная величина S5.
- Строим развертку боковой поверхности пирамиды S123456, состоящую из шести треугольников: S16, S65, S54, S43, S32, S21. Построение каждого треугольника выполняется по трем сторонам. Например, у △S16 длина S1=S’’1’’, S6=S’’6’’1, 16=1’6’.
Степень соответствия приближенной развертки действительной зависит от количества граней вписанной пирамиды. Число граней выбирают, исходя из удобства чтения чертежа, требований к его точности, наличия характерных точек и линий, которые нужно перенести на развертку.
Перенос линии с поверхности конуса на развертку
Линия n, лежащая на поверхности конуса, образована в результате его пересечения с некоторой плоскостью (рисунок ниже). Рассмотрим алгоритм построения линии n на развертке.

- Находим проекции точек A, B и C, в которых линия n пересекает ребра вписанной в конус пирамиды S123456.
- Определяем натуральную величину отрезков SA, SB, SC способом вращения вокруг проецирующей прямой. В рассматриваемом примере SA=S’’A’’, SB=S’’B’’1, SC=S’’C’’1.
- Находим положение точек A, B, C на соответствующих им ребрах пирамиды, откладывая на развертке отрезки SA=S’’A’’, SB=S’’B’’1, SC=S’’C’’1.
- Соединяем точки A, B, C плавной линией.
От ровного листа до круглой обечайки:
Вальцы с асимметричным расположением валков (рис.11) производят практически полную гибку обечайки. Наиболее современными являются четырехвалковые машины (рис.12), на которых за один цикл осуществляется вальцовка и подгибка краев. Радиус гибки обечаек проверяют шаблонами. Возможные дефекты вальцовки цилиндрических обечаек приведены на рис.14.
Также способы получения нужной формы бывают разные.
Гибка конических обечаек производится несколькими способами:
1) Установкой под углом среднего валка у симметричных трехвалковых машин и бокового валка у асимметричных трехвалковых и четырехвалковых вальцев (рис.15). 2) Гибкой по средней линии последовательно по различным участкам (рис.16) на вальцах. Сначала осуществляют подгибку кромок, затем гнут середину заготовки на каждом участке с переустановками. Такой способ приводит к повышенному износу оборудования. 3) Гибка обечаек на вальцах со сменными коническими валками. Этот способ оправдан в серийном и массовом производстве. 4) Безвальцевым способом для листа толщиной до 20 мм. На рис. 17 показан метод свертывания. Кромки 3 и 4 заготовки закрепляют в опорах 2 и 5, сводят друг к другу, одновременно поворачивают опоры в разных направлениях. Далее кромки конической обечайки соединяют на прихватках и снимают со станка. 5) Наиболее производительным способом является изготовление конических обечаек в штампах (рис.18). Перед сваркой частей обечаек производят их предварительную фиксацию для исключения деформации элементов и обеспечения сварочных зазоров. Совмещение кромок обычно производится струбцинами и сборочными кольцами для тонкого листа (рис.19). На одну обечайку устанавливается две струбцины по торцам. Цилиндричность обечаек обеспечивается специальными приспособлениями с домкратами, распирающими деталь. При сборке габаритных деталей используются стяжные планки и клиновые соединения (рис.20).
Как сделать дымник – защиту для трубы?
Чтобы в дымовую трубу не попадали осадки, чтобы она не разрушалась льдом, её нужно защитить дымником. Мастера-жестянщики могут изготовить дымник на трубу самых причудливых форм, иногда на дымник устанавливают флюгер, указывающий направление ветра. Но сделать дымник простой конструкции на дымоходную трубу из металла или кирпича можно и своими руками.
С давних времен дымники защищали дымоходы домов, не потеряли они своей актуальности и в наши дни. Если дровяные печи в домах сегодня редкость, то почти в каждом загородном доме есть камин, вытяжную трубу которого необходимо оградить от попадания в неё атмосферных осадков, птиц, осенней листвы и других посторонних предметов.
Нуждаются в такой же защите и все остальные трубы, выходящие на крышу: вентиляционные и дымовые трубы газовых отопительных приборов. Кроме защитной и декоративной функции, дымники способны выполнять ещё одну: они улучшают циркуляцию горячего воздуха в каминах и печах. Разберемся, как сделать дымник на трубу своими руками.
Виды дымников
Дымники могут отличаться друг от друга формой крыши, материалом изготовления, наличием дополнительных конструктивных элементов. Поэтому, прежде чем приступить к выполнению работ своими руками, стоит познакомиться с их разновидностями.
Формы крыши дымников
Достаточно внимательно посмотреть на крыши домов в какой-нибудь деревне или загородном поселке, чтобы убедиться в том, что человеческая фантазия неистощима на разные выдумки. Дымовые трубы украшают дымники самых разных форм, а некоторые умельцы приспосабливают вместо них дырявые чугунки, чайники, ведра и даже молочные фляги.
Если же вы хотите сделать настоящий красивый дымник своими руками, вам будет интересно узнать о том, какую форму ему можно придать. Различают следующие формы крыш дымников:
- Шатровая.
- Сводчатая (полуцилиндрическая).
- Двускатная.
- Четырехскатная (вальмовая).
- Четырехщипцовая.
- Шпилеобразная.
- Плоская и т. д.
На фотографиях ниже вы можете увидеть некоторые из перечисленных вариантов.
Дымник с вальмовой крышей
Дымник с четырехщипцовой крышей
Материалами для изготовления дымников чаще всего служат оцинкованная или нержавеющая сталь, листовая медь. Они могут иметь полимерное покрытие различных оттенков для защиты от коррозии.
Для справки: если ваша печь или камин топятся дровами, не имеет смысла устанавливать на трубе окрашенный дымник. Он быстро потеряет цвет, покрывшись копотью и сажей.
Конструктивные особенности
Независимо от формы, дымники часто оснащаются дополнительными конструктивными элементами.
- Флюгер. Это и элемент декора, и указатель направления ветра. Нередко флюгер соединяют с заслонкой, которая прикрывает дымоход от ветра и обеспечивает свободный выход дыма с подветренной стороны. Таким образом, флюгер увеличивает печную тягу и обеспечивает эффективное отведение дыма. Изготавливают флюгер исключительно из металла. Чтобы флюгер свободно вращался, в конструкцию включают подшипники, которые придется периодически смазывать. Дымник с флюгером
- Защитная сетка или решетка. Птицы часто используют дымовые трубы для устройства в них гнезд. Чтобы не допустить этого, а также защитить дымоход от попадания в него мусора, по периметру дымника крепят сетку. Дымник с защитной сеткой
- Вставка под основную крышу дымника. Устанавливается на некотором расстоянии под основной крышей дымника и используется для её защиты от горячего дыма.
- Откидная крышка. Чтобы упростить работу по регулярной чистке дымохода (см. Как прочистить дымоход), дымники могут снабжаться открывающейся крышкой. Либо сами дымники имеют съемную конструкцию
Как самостоятельно устроить дымник?
Рассмотрим, как сделать дымник на трубу своими руками на самых простых примерах. Такие дымники сможет сделать своими руками даже человек, никогда не имевший дела с изготовлением изделий из металла.
Сводчатый дымник
Для изготовления такого дымника своими руками вам потребуется всего пять простых деталей: согнутый дугой прямоугольный лист металла и четыре стойки.
Читайте также: