Производство металла в домашних условиях
Обновлено: 04.10.2024
Микроволновые печи… Они достаточно давно вошли в нашу жизнь и занимают в ней прочное место, благодаря своим уникальным качествам, которые дают возможность любому пользователю быстро и беспроблемно согревать любые продукты, а также производить их готовку.
Однако, многие даже не догадываются, что их обычный бытовой аппарат — способен на гораздо большие «подвиги», чем принято считать. Вот об этом мы и поговорим ниже.
Автор статьи также является многолетним владельцем микроволновой печи, впрочем, как и достаточно большое число людей в России (рискнем сделать такое смелое предположение).
Как и у любой техники, у микроволновой печи существует свой срок эксплуатации, по истечении которого, она выходит из строя или подаёт симптомы к скорому наступлению данного события.
На написание такой статьи автора подтолкнуло то, что его микроволновая печь стала подавать явственные признаки, что конец её близок. В нашем случае, это заключается не в выходе из строя электронной части, а скорее в физическом износе самой камеры нагрева: износилось лакокрасочное покрытие, ввиду чего, есть риск получить пищу, с кусочками краски в её составе (Ммм вкуснотишша! Всё, как мы любим! Sarcasm mode: off).
Справедливо рассудив, что этот ингредиент никоим образом не может улучшить вкус приготовляемых продуктов, а встроенная на уровне прошивки жаба не даёт автору выкинуть микроволновку, — он решил «пуститься во все тяжкие». А именно: посмотреть, а что ещё можно сотворить на базе микроволновки, если её полностью разобрать или же использовать как-то в других целях. Для этого было решено «прошерстить» просторы YouTube, который дал пищу для размышлений относительно того, какую судьбу для микроволновки стоит выбрать…
Следствием данных поисков стал личный хит-парад поделок, среди которых наблюдаются весьма любопытные применения микроволновой печи. Предлагаем вам тоже знакомиться с данными «поделиями».
Сразу оговоримся, что данная подборка не претендует на исключительную полноту и корректность ранжирования. Возможно даже, кто-то может посчитать мнение автора некорректным. Будем рады, если Вы выскажите своё мнение в комментариях к статье.
Автор также предупреждает, что для выполнения всего нижеописанного строго обязательно выполнение техники безопасности. Осуществляя какие-либо эксперименты, описанные в статье, вы делаете это на свой страх и риск,
автор не несёт ответственности за последствия.
▍ Итак, начнем!
Проводя любой поиск на тему самоделок, на основе микроволновки, любой исследователь обязательно натолкнется на такого известного блогера, как «Креосан». Это имя является нарицательным и широко известно на просторах Рунета. Поэтому он не нуждается в специальном представлении. Мнения относительно его опытов, как правило, достаточно полярны. Однако сейчас мы сосредоточимся не на особенностях рассмотрения субъективных оценок его опытов.
В своё время он провел достаточно любопытный опыт, который поднял широкую волну на просторах интернета. Опыт заключался в том, что магнетрон микроволновки был использован в качестве излучающего устройства, которое позволяло (по утверждениям его автора) создать некую дальнобойную микроволновую пушку. Ввиду запрета на встраивание видео, вы можете его посмотреть по ссылке, на youtube.
Видео вызвало нешуточный вал споров. Вал дошел даже до зарубежного сегмента интернета и ряд блогеров, в частности, известный блогер Allen Pan взялся проверить утверждения, изложенные в ролике выше.
Судя по анализу этого блогера, показанное в рассматриваемом ролике — «не совсем соответствует» реальности :-).
Но автор статьи решил пойти дальше, так как не планировал поджаривать соседей микроволновой пушкой.
Следующее видео, которое заставляет задуматься, это рассказ о том, как на основе трансформатора микроволновки сделать свой сварочный аппарат.
Кстати, если интересно, можно ознакомиться с устройством типичного трансформатора микроволновки:
Хммм уже интересней… Если кратко обобщить изложенную информацию, то переделка трансформатора под сварочный аппарат, как правило, заключается в том, что видоизменяется вторичная обмотка, в целях понижения напряжения и увеличения силы тока.
Однако, ввиду того, что у автора уже есть хороший сварочный аппарат инверторного типа, — такие самоделки его не заинтересовали. Это связано с тем, что современные инверторные сварочные аппараты дают своему пользователю достаточно широкие возможности по регулировке как силы тока, так и обеспечивают его интеллектуальными алгоритмами зажигания дуги. Не говоря уже о том, что физические размеры таких аппаратов весьма скромны и цена их более чем приемлема.
А вот следующая поделка , является достаточно полезной и заинтересует многих: создание аппарата точечной сварки. Для любого домашнего мастера, такой аппарат является весьма полезным, так как позволяет быстро соединять различные детали. Аппарат точечной сварки может быть весьма полезным в разработке собственных блоков питания (пауэрбанков), для чего потребуется быстрая приварка контактных пластин к различным аккумуляторным батареям, в частности, литий-ионным. Батареи такого типа весьма не рекомендуется перегревать, ввиду чего, в заводских сборках широко используется точечная сварка для прикрепления контактов:
Как можно было легко понять из предыдущих опытов, трансформатор микроволновки является достаточно мощным и легко переделывается в целях разнообразных самоделок. Благодаря этому, он является частой основой для создания разнообразных систем питания, таких широко известных и эффектных конструкций, работающих на основе токов высокого напряжения, — как катушка Тесла и лестница Иакова:
Говоря о первой самоделке, — катушке Тесла, можно сказать, что она является весьма частой в изготовлении различными «энтузиастами высокого напряжения». Такая катушка позволяет производить разнообразные интересные опыты, в числе которых широко известный опыт по созданию «поющего» разряда:
Этот опыт широко вышел за пределы разнообразных лабораторий и комнатушек самодельщиков, с применением данного эффекта проводятся даже разнообразные шоу (весьма эффектные, надо сказать):
Если кто заинтересовался этой темой, то по следующему адресу можно найти достаточно подробное описание по созданию катушек Тесла, с длиной получаемых разрядов до полутора метров!
И потихоньку, мы начинаем приближаться к самым интересным, на взгляд автора, самоделкам на базе микроволновки, — первой из которых является способ плавления стекла.
Способ выглядит так — предварительно измельченное стекло помещается в специальный теплоизолированный корпус печки для плавления, в котором и происходит его последующее спекание:
Работа печей для фьюзинга базируется на 2 различающихся способах:
1) на дно специальной камеры для плавления укладывается кружок из карбида кремния или несколько подобных кружков. Они и являются тепловыделяющим(и) элементом(элементами), которые преобразуют энергию микроволн — в тепло;
2) камера плавления представляет собой герметичную теплоизолированную камеру, которая изнутри выложена слоем карбида кремния. Данное покрытие также играет роль тепловыделяющего элемента, который и нагревает собственно камеру — изнутри.
Это занятие является достаточно увлекательным и занимаются им широкие слои, преимущественно женского, населения и их можно понять!
Если посмотреть на результаты удачных примеров «фьюзинга», то бишь спекания стекла, — то они поражают своей эстетической красотой и осознанием того факта, что подобные изделия могут быть получены в домашних условиях!



Если вы всерьез заинтересовались этим занятием, то на известном сайте имеются наборы начинающего.
При анализе информации, доступной в интернете по теме фьюзинга, была выявлена явная проблема , с которой сталкивается большинство энтузиастов этого дела: отсутствие четко контролируемого процесса нагрева и охлаждения. Такая проблема приводит к тому, что в получившемся изделии остаются остаточные напряжения, которые могут в любой момент привести к неожиданному его разрушению. Легко представить себе последствия, если предположить, что данное изделие является некой декоративной подвеской на шее, или серьгами в ушах!
Поэтому, здесь наблюдается явная возможность для знатоков программирования и физической «железной» части, такой, как плата Arduino или более продвинутой версии — esp32. С использованием данного подхода, можно, после проведения ряда тестовых итераций, разработать соответствующую программу оптимального нагрева и охлаждения, которая позволит получать достойные стеклянные изделия с минимальным содержанием остаточных напряжений или совсем без оных.
И наконец, мы подошли к самому интересному моменту нашего хит-парада: плавление металла в обычной микроволновке! (на этом месте автор начинает ходить из угла в угол, с безумным взглядом, что то бормочет и машет руками. Успокоившись – продолжает дальше…)
В это сложно поверить, однако существует способ, который позволяет легко плавить металлы, имеющие температуру плавления до 1200 градусов в обычной микроволновке, мощностью не менее 700 Вт!
Способ заключается в том, что для плавления используется тигель из графита, с покрытием из карбида кремния, который и является радиопоглощающим материалом, эффективно переводящим энергию микроволнового излучения — в тепло. Это позволяет плавить металлы (если на примере бронзы), — то в районе 80 грамм, за одну закладку.
Способ плавления металлов с использованием микроволновки является особенно интересным в связи с тем, что эта технология практически полностью укладывается в один из принципов ТРИЗ (теории решения изобретательских задач), который, утрированно, звучит примерно так: «идеальная машина — это та, которой не существует, однако её функции – выполняются».
Под этим подразумевается, что для плавления можно использовать специализированные устройства, однако лучше использовать обычное бытовое устройство, которое изначально не предназначено для данных целей и по сути, можно сказать, что мы «плавим металл в отсутствующей плавильной печи».
Рассмотренный в микроволновом способе плавки тигель у автора выдерживал 50 плавок без каких-либо признаков разрушения.
Там же, продаются доступные по цене комплекты для плавления. Да, конечно, можно приобрести на известном сайте Aliexpress «муфельную плавильную печь», однако она тоже не лишена существенных недостатков.
Если же брать индукционную плавильную печь, то она требует подключения воды — для охлаждения и так же не является слишком дешевой, а также требует времени на доставку.
Плавление же с использованием микроволновки является особенно интересным, если учесть возможность литья металла по выплавляемой модели, например, как в этой статье.
Или же в этих видео:
Единственной проблемой при таком подходе, на взгляд автора, является то, что при литье по выплавляемой модели, — требуется предварительно выплавить данную модель из подготовленных для литья форм. Даже если мы используем для предварительной 3D печати легкоплавкий пластик PLA, его удаление из готовой формы может стать определенной проблемой. А именно, потребуется достаточно высокая температура, чтобы выплавить его или даже выжечь из такой формы.
Проанализировав опыт других людей, автор пришел к выводу, что наиболее приемлемым подходом в данном случае является использование высокотемпературной горелки, в качестве которой можно воспользоваться, например, паяльной лампой.
Конечно, этот процесс вряд ли можно воспроизвести «в ванной комнате, пока жена спит» и потребуется, как минимум, выйти во двор.
Однако сама вероятность создания металлических изделий с использованием 3D принтера и имеющейся в наличии микроволновки, — является весьма примечательной и достойной внимательного рассмотрения!
Творчески сочетая 2 рассмотренных выше способа , а именно, — плавление металла и стекла, можно получать весьма интересные вещи, как например, заливка расплавленным стеклом — металлических форм. В итоге получаются практически ювелирные изделия. Способ базируется на заполнении пустот в металлической форме — специальной «горячей эмалью», которая представляет собой смесь стеклянного порошка различных цветов со связующим:
Освоив данную связку двух технологий, вы сможете делать весьма любопытные вещи, как в видео ниже. Автор для прогрева использует горелку, но у вас есть способ лучше — микроволновка! Это видео вы можете использовать для ориентира, что вообще возможно делать:
Примечание. Температура плавления силикатного стекла составляет в районе 425 — 600°C. Выше температуры плавления стекло становится жидкостью. Температура плавления металла, например, бронзы — составляет в районе 950°C.
Таким образом, зная температуру плавления металла, который вы используете и снимая показания температуры с помощью термопары (например), возможно плавить только стекло и не доводить до плавления металл. И стекло заполнит все нужные места в металле, а сам металл — не повредится!
▍ Бонус
Завершая рассказ, нельзя не упомянуть еще одну достаточно забавную поделку, которая была в своё время изготовлена упомянутым ранее блогером Allen-ом Pan-ом. Для её создания он использовал трансформатор от микроволновки, который был переделан в электромагнит.
Кроме того, в её составе были использованы следующие компоненты: плата Arduino Pro Mini, аккумулятор на 12 вольт, твердотельное реле, емкостной датчик, подключенный к рукоятке и сканер отпечатка пальца. Всё это было помещено в компактный корпус в форме молота («Мьёльнир»-а), принадлежащего Богу грома «Тору» (согласно Вселенной «Марвел»).
Работает устройство следующим образом: как только кто-либо берется за рукоятку, срабатывает емкостный датчик и включается электромагнит, благодаря чему молот намертво приклеивается к любой металлической поверхности, на которую он был предварительно установлен.
Любой, кто попытается оторвать молот от поверхности — потерпит неудачу, так как касание рукоятки включает электромагнит!
Оторвать же молот от поверхности и отключить его магнит, — может только хозяин, так как система откалибрована на распознавание отпечатка именно его пальца, которым он должен предварительно коснуться сканера. Получилось смешно:
Если кто-то задумает повторить такую самоделку, следующее видео может ему в этом помочь: здесь достаточно подробно показывается процесс изготовления электромагнита — из трансформатора микроволновки:
Также, в настоящее время возможно упростить конструкцию молота, если взять вместо платы Arduino Pro Mini — плату esp32: она содержит сенсорные пины, к которым можно подключить металлические площадки на рукоятке молота (предусмотрительно размещенные ранее). И вести обработку события «отпустить молот» исключительно логическим путём («если площадка 1 удерживается и по площадке 2 в этот момент — два раза постучали пальцем, то отпустить молот» и т.д.). В таком случае, самоделка будет еще привлекательней, так как пропадет существенный демаскирующий признак — сканер отпечатка пальца.
Как можно видеть из этого длинного рассказа, микроволновка, — это не только средство для приготовления и разогрева пищи, но и неисчерпаемый кладезь компонентов, которые позволят вам создать свои экспериментальные и даже вполне полезные вещи.
Для некоторых из этих неординарных применений, даже не требуется каких-либо её переделок!
Что же касается самого автора рассказа, то в списке его предпочтений, так сказать, «личного хит-парада», — первое место прочно занимает методика плавки металла в микроволновке.
К описанной технологии плавки хотелось бы добавить еще одно примечание, что в микроволновке плавится партия металла не более 80 грамм за один раз. Соответственно — для заливки такого объема металла не нужна слишком большая форма, и форма может быть легко обожжена на обычной бытовой газовой плите кухонного назначения (если у вас в наличии имеется таковая, а не электрическая плита).
При таком подходе, — процесс плавки металла становится поистине домашним и, можно даже сказать, уютным (в этом месте на заднем плане должен звучать зловещий хохот безумного учёного).
В любом случае, надеемся, что этот рассказ был для вас полезным и интересным, дав каждому читателю пищу для размышлений!
Литьё металла по выплавляемым моделям на кухне
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.

Изготовление мастер-модели
Модели я печатал из PLA - самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
В качестве моделей взял стандартные "кораблик" и "кубик", к которым прилепил литники из воска от сыра.
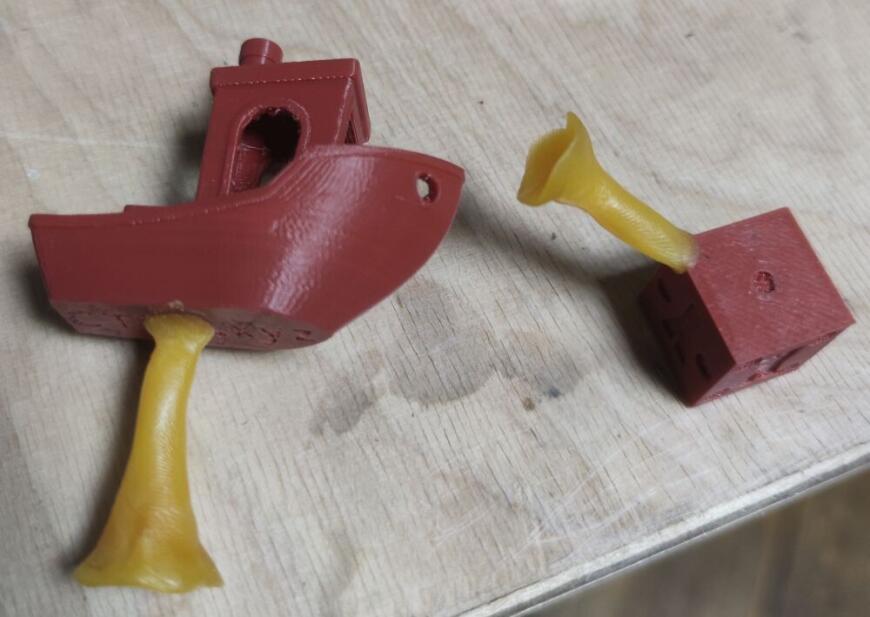
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании - правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй - проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования - но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав - смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию "менее 0.25 мм" (облепливал ею модель) и "0.25-0.5 мм" (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С - так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь - но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.

Вот так выглядят формы после выплавления:

Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия - около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.
Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля - примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия - даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:

Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса - после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял - но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.

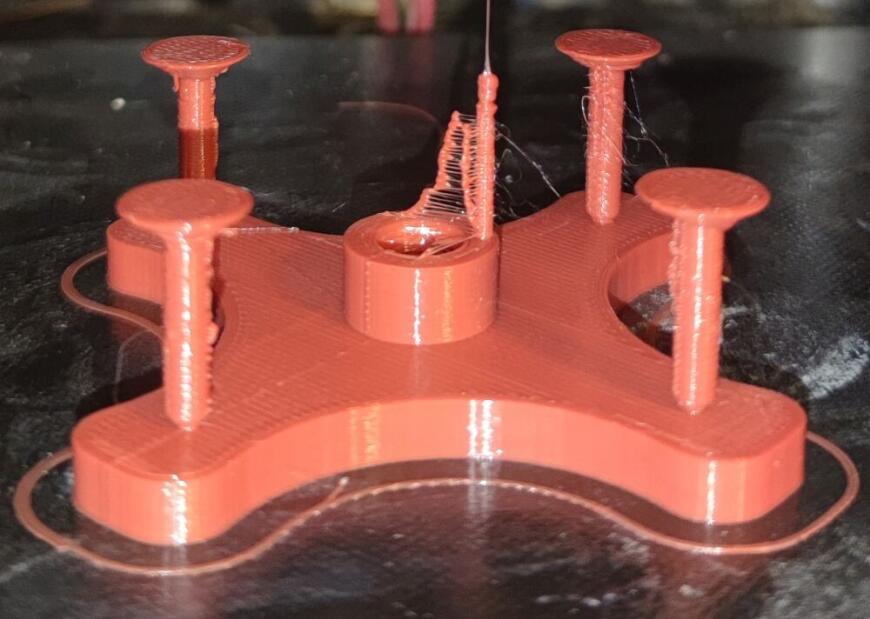
Вот так выглядят формы, в которые уже залит металл:

Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:

В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:

Кораблик спереди. Видны непроливы:

Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):

0. Всё нижеперечисленное - мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция "менее 0.5 мм" достаточна, хотя для более тонкого литья можно попытаться взять фракцию "менее 0.25 мм".
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
Подпишитесь на автора
Плавка металла в домашних условиях
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.

Плавка металла в домашних условиях
Оборудование и материалы, которые понадобятся
Для того, чтобы произвести плавку металла необходимо купить следующие компоненты для изготовления:
- огнеупорный кирпич;
- гвозди;
- трансформатор;
- медный провод;
- графит;
- слюда;
- асбестовые и цементные плитки;
- газовая горелка;
- тигель.
Размеры будут варьироваться от желания собирающего ее. Лучше создать небольшую печь для переплавки металлов, если вы хотите ее использовать только для своих нужд. Вы потратите меньше времени на ее изготовление, и на разогрев ее будет тратиться малое количество киловатт. Если вы делаете ее на солярке или на угле, то не забудьте про установку теплоизоляции и поддува воздуха.

В электропечи плавятся такие металлы, как железо, никель, олово, медь. Напряжение на выходе в электропечи должно быть больше, а значит и расстояние между электродами будет увеличиваться. Щетки от электромотора подойдут вместо электродов.
Пошаговая инструкция
Как сделать плавильную печь в домашних условиях -прочтите в следующей инструкции:
- Устанавливается высокочастотный генератор переменного тока.
- Обмотка в виде спирали. Изготавливается из медной проволоки.
- Тигель.
Все эти элементы помещаются в один корпус. Чашечка для плавления помещается в индуктор. Обмотка подключается к источнику питания. Когда включается ток, то появляется электромагнитное поле. Образовавшиеся вихревые токи проходят сквозь метал в чашечке и нагревают его. Происходит плавление.

Самодельная муфельная печь
Положительные свойства индукционной печи в том, что при переплавке металлов получается однородный расплав, не испаряются легирующие компоненты, а плавление происходит довольно быстро. К тому же установка такой печи не вредит экосистеме и безопасна для использующего ее.
Охлаждение можно сделать с помощью вентилятора. Только последний должен располагаться как можно дальше от печи, иначе обмотка его будет служить дополнительным замыканием вихревых потоков. Это понизит качество плавления.

Печь из колесного диска
Особенности плавления некоторых металлов
Для того, чтобы расплавить металл в домашних условиях этот элемент необходимо поместить в небольшую чашечку или тигель. Чашка с материалом вставляется в печь. Затем начинается его плавка. Чтобы расплавить драгоценные элементы их помещают в ампулу из стекла. Для того, чтобы сделать сплав из нескольких компонентов следуют такой инструкции:
- Вначале в чашечку для плавления кладется тугоплавкий элемент – медь или железо.
- Затем кладется более легкоплавкий компонент – олово, алюминий.

Плавка алюминия в самодельной печи
Сталь является тугоплавким материалом. Ее температура плавления составляет тысячу четыреста градусов по Цельсию. Поэтому, чтобы расплавить сталь в домашних условиях надо следовать следующей инструкции:
- Для плавки стали в домашних условиях ввести дополнительные регенераторы. Если печь работает на электричестве, то используется электроэнергия.
- При индукционном нагреве добавляются шлаки. Они увеличивают быстроту плавки.
- Постоянно вести наблюдение за показаниями приборов. Если необходимо, то понижать температуру плавления, переходя на более умеренный режим.
- Всегда верно определять готова ли сталь к работе или к плавлению. Выдерживать все вышеперечисленные шаги. Только тогда металл на выходе будет качественного изготовления.

Для плавки железа в домашних условиях печь необходимо заранее прогреть. Вначале помещается крупный кусок, а потом мелкие. Железо необходимо вовремя переворачивать. А правильно расплавленный металл будет иметь шаровидную форму.
Если вы собираетесь сделать бронзу, то вначале необходимо поместить в лунку для плавления медь. Так как этот компонент более тугоплавкий. Когда медь расплавилась добавляется олово.
Ни в коем случае нельзя плавить такие элементы, как кадмий, свинец или цинк. При выгорании они образуют ядовитый дым желтоватого цвета.
А при плавке алюминия, олово или железа необходимо соблюдать неспешность. Расклепывать медленно и делать это надо небольшим молотком. Часто нагревайте материал до покраснения и остужайте в холодной воде. Только тогда вы получите идеальный сплав на выходе.
Литье алюминия в домашних условиях
Литье алюминия в домашних условиях является отличным хобби, которое поможет скоротать свободное время и может выручить в самый неожиданный момент. Существует несколько методик подобного литья, множество из которых применяется в промышленном производстве, но некоторые также подходят для домашнего применения.
Алюминий обрел большую популярность у домашних умельцев. Это связано с его эксплуатационными характеристиками, легким весом и простотой литья. С помощью литья можно легко и быстро изготовить различные детали, необходимые для бытовых нужд.

Литье алюминия в домашних условиях
Наиболее распространенными способами являются: литье под давлением и литье с помощью форм. Первый способ требует особого оборудования, поэтому более популярным является второй. Это очень простая технология, которую можно применять в домашних условиях.
Характеристики алюминия
Алюминий – серебристо-серый металл, отличающейся пластичностью и легкостью, очень хорошо поддается штамповке и неплохо гнется. Температура плавления алюминия составляет около 660 градусов, а точка кипения 2500 градусов.
Этот металл отличается высокой степенью проводимости тепла. Ему характерно активное взаимодействие с кислородом, из-за чего на поверхности алюминия образуется оксидная пленка. Она отличается цветом и физическими характеристиками, защищает металл от полного окисления под воздействием агрессивной внешней среды. Имеет высокую температуру плавления, превышающую температуру алюминия, что влияет на конечный результат.
Этот металл имеет свойство изменения структуры после плавки. Резкое его охлаждения не желательно, так как оно может привести к усадке полученного изделия. Это свойство стоит учитывать про домашнем литье изделий из алюминия.
Технология
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.

Парафиновая форма для литья
При работе с парафином следует учитывать некоторые особенности:
- Залитый в форму парафин очень быстро остывает, поэтому не следует ускорять этот процесс. Деталь должна остыть самостоятельно, это позволит сохранить однородную структуру. Для полного остывания нужно подождать около суток, после чего можно перейти к его обработке.
- Парафин может сильно просесть в центре заготовки, поэтому нужно учитывать этот факт при оценке необходимых габаритов заготовки.
Чтобы не терять время, рекомендуется изготавливать сразу несколько заготовок, чтобы в случае неудачи можно было быстро залить новую форму.
Форму для заливки алюминия следует изготовить из оргстекла, который прочно скрепляется с помощью герметика. После этого на дне подготовленного «аквариума» располагается заготовка, которую нужно закрепить, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно с помощью пластилина.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному). Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия.
Смесь должна быть однородной, густота должна напоминать сметану. Важно, чтобы смесь полностью покрывала парафиновую заготовку.
Стоит помнить, что гипс очень быстро застывает, поэтому выполнять работы нужно в быстром темпе. Полностью залив форму, ее стоит встряхнуть, чтобы избавиться от пузырьков воздуха.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить.
Существует несколько способов расплавления алюминия, но технология литья в домашних условиях предусматривает самостоятельное изготовления тигельной печи или использование муфельной. Тигельная печь изготавливается только из огнеупорного кирпича.

Плавка алюминия в домашних условиях
После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
После застывания форма извлекается из гипса, очищается и полируется.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно добиться оптимальной технологии.
Подготовка деталей
Домашнее литье требует особой подготовки, а также наличия определенных инструментов, среди которых нужно выделить:
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.

Самодельный горн для плавки
Основные ошибки при литье алюминия
Многие новички при изготовлении алюминиевых отливок совершают банальные ошибки, поэтому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базовые ошибки:
- Следует тщательно изготавливать гипсовую форму. Очень важно, чтобы из нее полностью испарилась вся влага. Если этого не произойдет, то во время заливки металла влага испарится, оставив поры и пустоты. Это значительно влияет на качество готового изделия.
- Недостаточный нагрев металла может привести к плохой заполняемости формы, из-за чего могут остаться незаполненные пустоты.
- Не нужно дополнительно остужать металл, процесс охлаждения должен происходить естественным путем.
Предупредив появление вышеуказанных ошибок, можно получить качественный результат.
Литье бронзы
Литье бронзы используется издревле. На протяжении многих столетий сплавы из меди (бронза, латунь) использовались для изготовления орудий труда, охоты и украшений.
Совершенствование литейной технологии привели на современном этапе к возникновению множества методов литья металлов, в особенности цветных. Технологические возможности литья бронзы позволяют получать не просто предметы, а произведения искусства, которые с давних времен считались верхом совершенства.

Разработанные технологии позволяют производить плавку медных сплавов не только в условиях промышленного производства, но и в домашних условиях, в небольших мастерских.
Основные этапы
Чтобы получить качественные литые изделия требуется строгое соблюдение технологической последовательности. Процесс литья выглядит следующим образом:
- Изготовление модели или копии по эскизу, чертежу. Материалы для модели –легко плавящиеся при невысоких температурах: стеарин, парафин, воск и прочие. Способность полного заполнения объема внутреннего пространства в форме сделало эти материалы широко используемыми.
- Примыкание к модели литниковой системы производится приклеиванием, спаиванием или механическим креплением. Таким образом, формируют питатели, каналы, выпоры и другие элементы.
- Изготовление литьевой формы производится из огнеупорной смеси. В основной состав смесей водит глина шамотная или глиноземная и кварцевый песок.
- Освобождение формы от модельного состава производится путем нагревания паром или погружением в нагретую воду.
- Обыкновенно литье бронзы производится свободной заливкой с использованием центробежных машин, избыточного или недостаточного давления (вакуума).
- Охлаждение производится на воздухе или с использованием термостата.
- После остывания, модельная форма разрушается. Производится обрубка литниковой системы. Заготовка отправляется на чистку с помощью промывки или химическими составами.
Литейные модели
Художественное литье бронзы и латуни предусматривает получение максимально гладкой поверхности, поэтому для воссоздания модели используются достаточно твердые материалы:
Для получения максимально гладкой поверхности, она подвергается устранению пористости шпатлеванием, грунтованием и покрытием лаком.
Литейные модели изготавливаются разъемными; неразъемными — подходят для отливки изделий простой формы; специальными для деталей имеющих достаточно сложную конфигурацию.
Литейные формы
Литейные формы бывают двух типов: одноразовыми и многоразовыми. Все зависит от материала из которого они изготовлены. Если для изготовления используется глинисто-песчаная смесь, то для сохранения ее формы требуются металлические опоки, предотвращающие разрушение смеси.
Многоразовые формы изготавливаются из сталей с горизонтальной или вертикальной линией разъема. Для повышения литейных способностей медного сплава используются смазки, которые предотвращают появление спаев, пригаров и прочих дефектов.
Температуры плавления
Температура плавления бронзы напрямую зависит от наполняемости химическими элементами сплава. Ведь в качестве легирующих компонентов могут выступать тугоплавкие элементы. Так, максимальная температура для разлива бронзы составляет 1350 °С.
Маркировка легирующих элементов, добавляемых в сплавы меди:
- алюминий (А);
- бериллий (Б);
- железо (Ж);
- кремний (К);
- марганец (Мц);
- никель (Н);
- свинец (С);
- селен (О);
- титан (Т);
- цинк (Ц).
Для деления бронзовых сплавов пользуются двумя определениями – это оловянистые и безоловянистые бронзы. Температура плавления пригодного для литья, в зависимости от ее химического состава приведена в таблице.
| Сплав, обозначение | Температура для литья, °С |
| БрОФ4-0,25 | 1300 |
| БрОЦ4-3 | 1250 |
| БрОЦС4-4-4 | 1200 |
| БрАЖ9-4 | 1200 |
| БрА9Мц2Л | 1150 |
| БрА10Ж8Л | 1190 |
| БрА11Ж6Н6 | 1185 |
| БрАЖС7-1,5-1,5 | 1150 |
| БрС3О | 975 |
| БрА5 | 1200 |
| БрКН1-3 | 1050 |
| БрБНТ1,7 | 1050 |
| БрАМц10-2 | 1150 |
| БрКМц3-1 | 1150 |
| БрМц5 | 1150 |
| БрБ2 | 1100 |
| БрСН60-2,5 | 1100 |
Это далеко не полный перечень литейных бронзовых сплавов.
Если плавка бронзы производится в домашних условиях, то особое внимание следует обращать на температуру плавления сплава. Оловянистым бронзам не требуется преодолевать тысячеградусный порог. Им достаточно 900°С — 950 °С. Безоловянистым сплавам уже требуется 950 °С — 1100 °С.

Детали, получаемые из бронзы методом центробежного литься
При выплавке бронзовых деталей стоит учитывать их высокую вязкость. Поэтому для качественного литья нагревать их следует выше температуры плавления примерно на 100 градусов. Бронзы обладают минимальной усадкой, которая не превышает 1,5%. Данная характеристика является преимуществом перед латунями и позволяет получать фасонные отливки.
Для сравнения можно посмотреть на температуру плавления латуней. Выделяются две категории латуней – это двухкомпонентные и многокомпонентные латуни. В состав двух компонентных сплавов кроме меди входит цинк. Его количество влияет на температуру плавления, которая находится в диапазоне 880°С — 965°С.
Для много компонентных температурные режимы повышаются до 895 °С — 1070 °С из-за ввода легирующих компонентов с высокой температурой плавления.
Технологии литья бронзовых изделий
Плавка, как и обработка резанием, широко распространенная операция получения деталей. Для плавки рекомендуется использовать индукционные плавильные или тигельные нагревательные печи. Выбор обуславливается экономным потреблением электричества.
Чтобы сохранить химический состав сплавов применяются флюсы. С их помощью можно:
- Защитить внешний слой поверхности расплава:
- от окисления;
- повысить объем годного расплава;
- исключить неметаллические компоненты;
- Дегазировать состав из-за чего снижается образование:
- газовых пор;
- раковин.
Для получения гладких поверхностей на отливке и легкости ее извлечения после охлаждения используются антипригарные краски. Их использование обеспечивает:
- смазку пресс-форм;
- защиту от разрушения при контакте с расплавом;
- отсутствие пригаров.
Литье под давлением
Литье под давлением происходит при воздействии избыточного или недостаточного (вакуумического) давления. Для подачи расплава под избыточным давлением используется прессовый принцип. На поршень действует усилие от гидро- или пневмосистемы. Высокая скорость подачи наряду с высокой вязкостью создают высокое давление, позволяющее полностью заполнить форму. У полученных отливок высокая точность и мелкозернистая структура.
За счет вакуумного всасывания расплав втягивается в форму кристаллизатора.Охлаждение происходит к центру формы. Требуемое количество расплава втягивается за определенный промежуток времени.
Кристаллизатор — емкость с тонкими стенками, которые охлаждаются водой.
После восстановления нормального (атмосферного) давления излишки расплава стекают. После охлаждения за счет усадки деталь самостоятельно извлекается из формы. Автоматизация процесса вакуумного всасывания позволяет заполнять форму в минимальное количество времени, вплоть до 0,1 секунды.

Готовое изделие из бронзы
Центробежное литье
Целесообразно использовать центробежное литье, разливая бронзу и латунь при изготовлении деталей типа тел вращения. Формирование деталей происходит на машинах с горизонтальной и вертикальной осями вращения. На машинах с горизонтальной заливкой отливают:
На машинах с вертикальной заливкой отливают:
- шестерни;
- червячные колеса;
- гребные винты.

В основе технологии лежит центробежная сила, которая образуется при вращении формы. Расплав уплотняется под действием сил, вытесняя сторонние компоненты.
Художественное литье
Современные тенденции диктуют применять литье не только при производстве деталей к механизмам и агрегатам, но и при получении элементов интерьера. Так, используя технологию художественного литья можно изготавливать:
- барельефы, скульптуры;
- элементы оград, решеток, ограждений ворот;
- сувенирную продукцию;
- светильники, бра;
- элементы интерьера.
Этапы технологии получения отливок следующие:
- изготовление модели;
- изготовление формы;
- подготовка формы;
- плавка шихты;
- подготовка расплава к заливке;
- охлаждение;
- извлечение из формы;
- обрубка;
- чистка и придание товарного вида.
Готовые отливки, по замыслу мастера, соединяются в единое изделие, если оно является многокомпонентным. После чего могут хромироваться, никелироваться, покрываться патиной и другими металлами.
Литье в домашних условиях
Многие мастера занимаются отливкой изделий из бронзы в домашних условиях. В основном это детали интерьера и фигурное литье. Кроме основных приспособлений, требуется приобрести вспомогательные инструменты и материалы. Среди них:
- щипцы;
- уголь (древесный, каменный);
- тигель;
- горн.

Плавильная печь, использующаяся в домашних условиях
Горном подается воздух, необходимый для поддержания горения угля, который создает необходимую температуру для плавления бронзы. Щипцами производится изъятие тигеля из камеры нагрева и разлив расплава. В связи с тем, что бронза плавится при невысоких температурах, то плавильную печь можно заменить газовым резаком (автогеном) или паяльной лампой.
Художественное литье из бронзы предполагает проведение работ в отдельном помещении, которое должно быть оборудовано средствами пожаротушения, приточно-вытяжной вентиляцией. Кроме того, в нем необходимо организовать места хранения для инструмента, приспособлений, материалов, а также организовать условия для личной гигиены.
Изделия из бронзы, после того как их извлекли из литейной формы, выглядят как черный, обугленный, оплавленный кусок металла. Для придания презентабельного вида на первоначальном этапе пользуются металлической щеткой или машинкой с насадками из абразивного материала.
Достаточно хорошая текучесть бронзы, в отличие от латуни, не способствует полному заполнению формы при ручном разливе в домашних условиях, в следствие чего рисунок на поверхности отливки нечеткий.
Для устранения данного дефекта мастера используют чеканку. Она помогает придать окончательный вид изделию, если на нем множество ажурных орнаментов. Чеканка занимает довольно много времени.
Читайте также: