Производство металлического порошка для 3d печати
Обновлено: 04.10.2024
Аддитивное производство является объектом пристального внимания во многих отраслях промышленности, как на коммерческом, так и на государственном уровне, а один из ключевых элементов его развития — разработка и производство специализированных материалов: пластиков, композитов, металлических порошков.
11 ноября ООО «НПО «Центротех» (предприятие «ТВЭЛ» Госкорпорации «Росатом») выпустило пресс-релиз о запуске в промышленную эксплуатацию установки «Капля» — оборудования для производства металлических порошков для 3D-печати. Чтобы выяснить подробности, а также узнать, какие порошки позволяет производить установка, мы поговорили с научным руководителем по направлению Аддитивные технологии ООО «РусАТ» Евгением Жуковым и руководителем проекта ООО «НПО «Центротех» Федором Плаксиным.
Евгений Жуков: Проект по созданию установки «Капля» входит в стратегическую программу отраслевого интегратора «Русатом — Аддитивные технологии». Мы выступаем в роли куратора проекта, а также основного бизнес-заказчика металлических порошков, производимых на установке.
Это не единственный проект, который мы курируем. Будучи единым отраслевым интегратором Госкорпорации «Росатом» по направлению «Аддитивные технологии», в феврале 2020 года был дан старт широкомасштабной программе по внедрению аддитивных технологий на предприятиях атомной отрасли. Первым шагом реализации этой программы стало формирование пула пилотных проектов применения аддитивных технологий. Перед каждым предприятием отрасли была поставлена задача — определить нишу для применения аддитивных технологий, внедрить их в существующий технологический процесс и сформировать пилотный проект. «Русатом — Аддитивные технологии» разработал методику определения таких ниш и совместно с предприятиями отрасли с февраля по август 2020 года формировал дорожную карту внедрения аддитивных технологий, в которую вошли как пилотные проекты, так и мероприятия по разработке технологий и обучению сотрудников.
Сейчас на предприятиях отрасли в рамках утвержденной в Госкорпорации «Росатом» дорожной карты от 7 августа 2020 года в работе находятся 10 пилотных проектов. Еще более 10 намечено к включению в дорожную карту. Их дальнейшая реализация запланирована до 2025 года.
Федор Плаксин: Конструкторская документация на установку по производству металлических порошков для 3D-печати была приобретена в Уральском Федеральном университете и затем доработана нашими конструкторами. Название установки «Капля» выбрано не случайно. Нам пришла идея связать его с рабочим процессом — металл во время плавления переводится в жидкое состояние и распыляется каплями.

Конструкция установки состоит из индукционной печи для плавления металла, тигля для приема расплавленного металла, форсунки, камеры распыления, сборника порошка и вспомогательных систем, которые отвечают за охлаждение, электроснабжение, подачу газа, безопасность.
Строительно-монтажные работы с привлечением строительных организаций велись более 1,5 лет. Затем еще год велась опытно-промышленная эксплуатация установки, во время которой проводилась отработка технологии получения порошков из нержавеющей стали.

Наша «Капля» состоит полностью из российских компонентов. Ее запуск — это заслуга слаженного труда команды, которая проделала большую работу: начиная от доработки КД до запуска установки и получения порошка. Как и во всех новых проектах, создание установки потребовало от участников максимум знаний, опыта и сил, при этом задача была выполнена эффективно и в срок.
Федор Плаксин: Оборудование сможет распылять и производить широкий спектр металлических порошков. Это могут быть алюминиевые сплавы, нержавеющие и высоколегированные стали, т.е. материалы для металлических 3D-принтеров и для порошковой металлургии в целом. Форма получаемых частиц порошка — сферическая (таких частиц более 95%), содержание кислорода — не более 0,1%, размер гранул варьируется от 5 до 400 мкм (далее мы «вырезаем» нужную заказчику фракцию заданного диапазона).
Евгений Жуков: Помимо удовлетворения внутренних потребностей Госкорпорации «Росатом» наша основная цель — выход на рынок порошков. В России он очень емкий, и мы надеемся занять свою нишу.
Федор Плаксин: По специализации пока сказать сложно. В настоящий момент идет отработка по стальным порошкам.
Федор Плаксин: Важно отметить, что для каждого нового порошка требуется отработка технологии. Когда появится опыт, тогда сможем производить нужный объем. А в целом одна плавка – это 60 кг металла и примерно 25 кг конечного продукта. Но, повторимся, при условии предварительной отработки технологии. Потенциал по увеличению производительности есть, и при необходимости мы можем увеличить объемы.
Также в декабре этого года планируется пуск лабораторной установки центробежного плазменного распыления «Шайба» для получения титановых порошков. Это станет одним из ключевых событий по направлению «аддитивные технологии» Госкорпорации «Росатом». В настоящий момент идет сборка и монтаж оборудования, планируются предварительные испытания и запуск отработки технологии.
Принцип работы этой установки следующий: цилиндрическая заготовка, расположенная вертикально, раскручивается до высокой скорости, и обдувается с торца плазмотроном, создающим тепловой поток с температурой порядка 5000 градусов. На торце заготовки образуется тонкий слой жидкого металла. За счет центробежной силы он перетекает к краю заготовки и срывается с нее в виде пленки и отдельных капель. Пленка в полете дробится на отдельные капли, которые кристаллизуются в шарики и падают вниз. Весь процесс происходит в среде инертной атмосферы аргона и гелия. Самое большое преимущество этой технологии –возможность получать почти идеально сферичные порошки металлов при крайне низкой доле примесей. Целевой продукт – порошки титановых сплавов ВТ6 и ВТ1-0.
Федор Плаксин: Буквально в декабре этого года планируем провести тестовую печать на первом российском двухпорошковом двухлазерном 3D-принтере, который был разработан в результате совместной работы нескольких предприятий и научных институтов Госкорпорации «Росатом». После подтверждения принципиальной возможности использования нашего порошка в 3D-принтерах по процессу SLM мы приступим к его валидации на других принтерах, в том числе на моделях иностранного производства. Уверен, что нашу продукцию можно будет использовать на всех наиболее распространенных моделях 3D-принтеров.
Федор Плаксин: Обслуживают «Каплю» 2 человека – оператор и сменный мастер. Все сотрудники, которые работают на установке, имеют компетенции в области металлургии, а именно в литье металлов. Многим нюансам работы с установкой мы учились во время опытной эксплуатации, особенно тонкостям процесса распыления.

С точки зрения компетенций в порошковой металлургии, на нашей Новоуральской производственной площадке уже более 50 лет производят порошки никеля и кобальта. Они применяются в порошковой металлургии как составляющие металлорежущих и буровых твердых сплавов, в производстве магнитов, аккумуляторов, фильтрующих элементов, электроконтактов, специальных покрытий, красителей, катализаторов, сварочных электродов, композиционных клеев, ферритов, а также при создании износоустойчивых покрытий на деталях авиационных двигателей. Безусловно, чтобы лучше ориентироваться, понимать отдельные процессы и разбираться в их тонкостях, необходимы серьезные знания в металлургии, знания в порошковой металлургии и в аддитивных технологиях.
Евгений Жуков: Цель поставлена амбициозная, но достижимая. Россия в целом и Госкорпорация «Росатом» в частности обладают достаточным потенциалом для реализации подобных задач.
Необходимо развивать компетенции во всех технологических переделах 3D-печати, и «Росатом» ведет активную деятельность по всем сегментам рынка: производство 3D-принтеров, выпуск оборудования для создания порошков и разработка ПО.
Запуск установки газового распыления «Капля» – это наглядный результат проделанной работы. Но «Росатом» не останавливается на достигнутом: также в г. Глазов под управлением отраслевого интегратора ООО «РусАТ» реализуется проект по созданию производства порошков титановых сплавов с применением технологии плазменной атомизации. Конкурентным преимуществом на мировом рынке аддитивных технологий для нас является наличие металлургической базы для производства металлических порошков. Также ведутся работы по созданию 3D-принтеров на основе различных технологий и основных наукоемких комплектующих – лазеров и сканаторов.
Развитие компетенции во всех переделах 3D-печати возможно лишь при объединении усилий компаний, которые активно развивают применение аддитивных технологий, а также при поддержке государства. Сейчас создается российская Ассоциация развития аддитивных технологий, соучредителями которой выступят Госкорпорация «Росатом», Госкорпорация «Роскосмос», Госкорпорация «Ростех», АО «Концерн ВКО «Алмаз-Антей», ПАО «Газпром нефть» и ФГУП «ВИАМ». Ассоциация призвана стать платформой для объединения усилий всех организаций, заинтересованных в развитии аддитивных технологий в России. Также 3 декабря в онлайн-режиме прошел уже второй Лидер-Форум «Аддитивные технологии. Расширяя горизонты», который собрал на своей площадке представителей крупнейших компаний и специализированных организаций для открытого профессионального диалога. Надеемся, что совместными усилиями мы сумеем вывести российскую отрасль аддитивных технологий на передовые позиции в мире.
Оборудование для производства металлических порошков для 3D принтеров с помощью индукционной вакуумной плавки и газовой атомизации


Наше динамичное время диктует свой жесткий ритм. Если раньше время от разработки до внедрения могло занимать долгие годы, то сейчас ведущие мировые производители сократили это время до месяцев и даже недель. В конкурентной борьбе выигрывает тот, кто быстрее изготовит комплектующие и произведет товарный образец. Все большую роль в процессе быстрого моделирования и прототипирования играют 3D принтеры по металлу. Мы предлагаем вам поставку оборудования для производства различных тонкодисперсных металлических порошков для 3D печати. Этот минизавод отлично подойдет для современного научно исследовательского института или для организации собственного производства металлических порошков для крупного центра 3D печати. Данное высококлассное оборудование позволит вам экспериментировать с разнообразными по компонентному составу тонкодисперсными порошками собственного производства.
Принцип работы атомайзера:
В вакуумной индукционной плавильной печи, установленной на крыше распылительной колонки, производится плавка необходимых металлов и их композиций. В процессе вакуумной плавки происходит очистка металла от газовых примесей и предохранение его от окисления. По окончании плавки тигель переворачивается и металл попадает в разогреваемый тигель откуда стекает через устье тонкой струей. Затем металл с помощью инертного газа, подаваемого под высоким давлением через форсунку специальной формы, разбивается на мелкодисперсные капли близкие к сферической форме.
Долетая до дна распылительной колонки, жидкие металлические капли кристаллизуются, превращаясь в металлический порошок требуемого фракционного состава. Диаметр сферических металлических частиц можно регулировать с помощью расположения форсунок и давления инертного газа.
Получаемые на предлагаемом оборудовании металлические порошки, обладают всеми необходимыми для 3D печати свойствами. Такими как: высокая сферичность, узкое распределение частиц по размерам, высокая чистота, низкое содержание кислорода, хорошая текучесть, высокая насыпная плотность.
Технические характеристики
Вес плавки: 10-15 кг
Потребляемая мощность: 70-75 кВт (Фактическая рабочая мощность может быть регулируемой).
Металлы распыляемые на порошки: железо, кобальт, никелевый сплав.
Температура плавления: 1700°С
Размер частиц: 0-120 мкм (160 мкм)
Содержание кислорода: 0,02%
Производительность до 50 кг порошка в день.
Гарантия на оборудование - 1 год.
Состав оборудования
Полный комплект оборудования по газовой атомизации разрабатывается и изготавливается в соответствии с вашими требованиями.
5 особенностей металлических порошков для 3D-печати
Одно из важных преимуществ технологии 3D-печати металлами – возможность создать изделие из практически любого сплава. Помимо стандартных металлов существует широкая номенклатура специальных сплавов – уникальных высокотехнологичных материалов, которые производятся под определенные задачи заказчика.
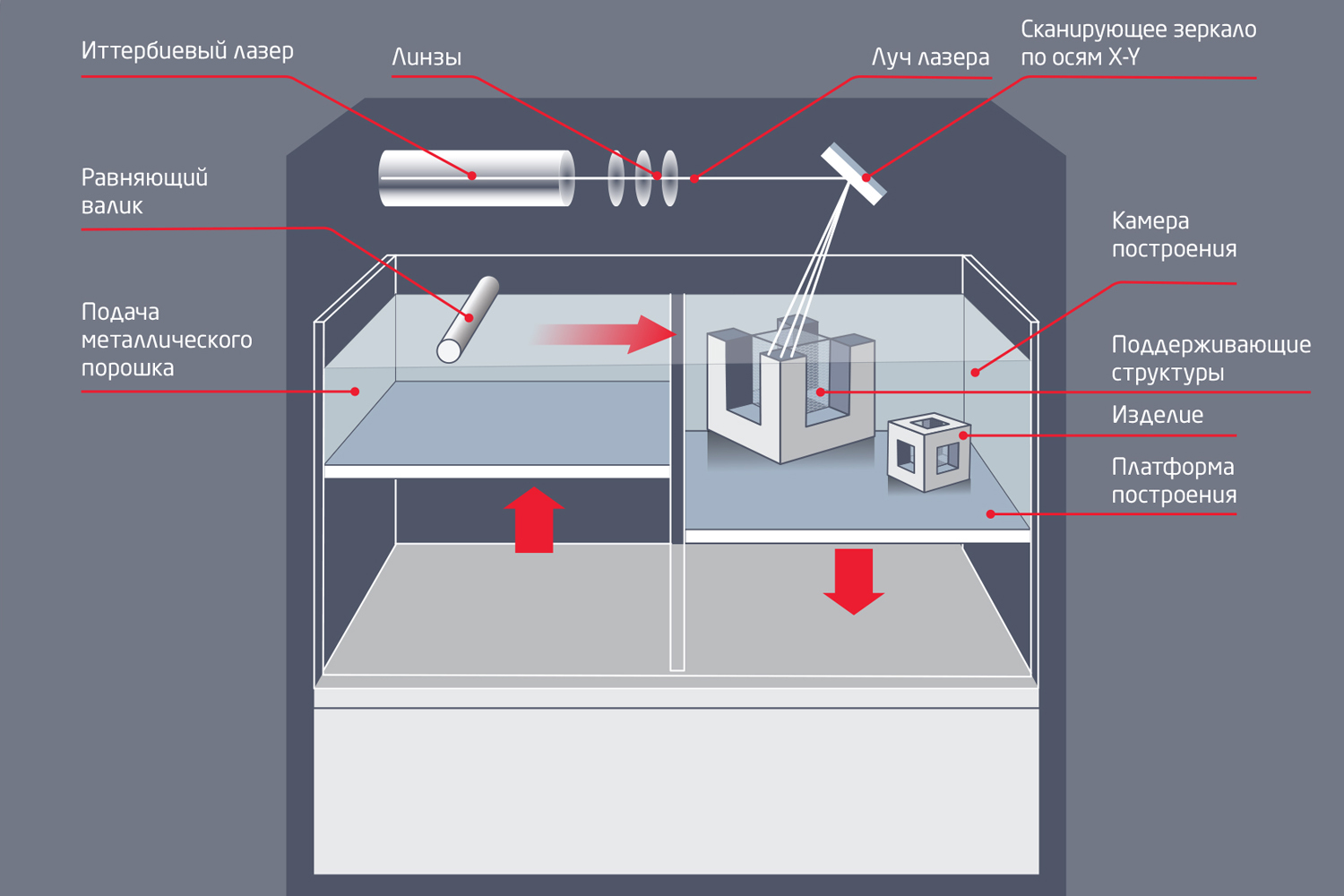
Наиболее прогрессивная и популярная из технологий 3D-печати металлами – селективное лазерное плавление (SLM/DMP). Она заключается в последовательном послойном сплавлении металлических порошков при помощи мощного излучения иттербиевого лазера.
Технология запатентована лидерами 3D-индустрии – компаниями SLM Solutions и 3D Systems. Металлические 3D-принтеры этих производителей, в зависимости от функциональных возможностей и решаемых задач, могут быть задействованы и как производственные машины для серийного изготовления, и как лабораторные установки с гибкими настройками и возможностью быстрой смены материалов для 3D-печати.
Оборудование:
SLM Solutions (SLM-технология): SLM 125, SLM 280, SLM 500, SLM 800;
3D Systems (DMP-технология): ProX DMP 100, ProX DMP 200, ProX DMP 300, ProX DMP 320, DMP 8500.
Основные преимущества 3D-печати металлами:
- высокие показатели плотности: в 1,5 раза выше, чем при литье;
- возможность создания миниатюрных и геометрически сложных объектов и других неповторимых форм в виде закрытых бионических структур;
- широкий выбор металлических сплавов, как стандартных, так и специальных;
- сокращение циклов производства и ускорение выхода готовой продукции.
- авиакосмическая индустрия;
- машиностроение; ;
- нефтегазовая отрасль;
- электроника;
- медицина;
- пищевая промышленность;
- исследования и экспериментальные работы в конструкторских бюро, научных и учебных центрах.
Виды металлов, применяемых в аддитивном производстве
Современные аддитивные технологии предполагают использование около двадцати протестированных и готовых к эксплуатации материалов, в их числе – инструментальные, нержавеющие, жароупорные сплавы, алюминиевые и титановые сплавы, медицинские кобальт-хром и титан.
Поскольку металлов очень много, и каждый из них обладает определенными свойствами, один металл можно заменить другим исходя из технологических задач. К примеру, если в технологической цепочке необходимо задействовать титановый сплав, то технолог сможет выбрать один из множества титановых сплавов с теми свойствами, которые нужны для производства конкретного изделия.
- Нержавеющие сплавы: 17-4PH, AISI 410, AISI 304L, AISI 316L, AISI 904L
В эту категорию входят сложнолегированные стали с содержанием хрома (не менее 12%). Оксид хрома образует на поверхности металла коррозионностойкую пленку, которая может разрушаться под воздействием механических повреждений или химических сред, но восстанавливается в результате реакции с кислородом. Нержавеющие сплавы применяются при производстве клапанов гидравлических прессов, арматуры крекинг-установок, пружин, сварной аппаратуры, работающей в агрессивных средах, и изделий, используемых при высоких температурах (+550…800°C). - Инструментальные сплавы: 1.2343, 1.2367, 1.2709
Основное предназначение инструментальных сплавов – изготовление различных видов инструментов (режущих, измерительных, штамповых и др.), вкладок в пресс-формы при горячем деформировании конструкционных сталей и цветных сплавов на крупносерийном производстве, пресс-форм для литья под давлением сплавов алюминия, цинка и магния. Эти сплавы содержат как минимум 0,7% углерода и обладают повышенной твердостью, износостойкостью, вязкостью, теплопроводностью и прокаливаемостью. - Никелевые сплавы: Inconel 625, Inconel 718
Никель обладает способностью растворять в себе многие другие металлы, сохраняя при этом пластичность, поэтому существует множество никелевых сплавов. Например, в соединении с хромом они широко применяются в авиационных двигателях, из них изготавливают рабочие и сопловые лопатки, диски ротора турбин, детали камеры сгорания и т.п. Наиболее жаропрочными являются литейные сложнолегированные сплавы на никелевой основе, которые выдерживают температуры до +1100°C в течение сотен и тысяч часов при высоких статических и динамических нагрузках. - Кобальт-хром: CoCr
CoCr представляет собой высококачественный кобальт-хромовый сплав для модельного литья, соответствующий современным техническим требованиям. Благодаря отличным механическим свойствам он хорошо подходит для изготовления корпусов сложной геометрии в электронике, пищевом производстве, авиа-, ракето- и машиностроении, а также кламмерных протезов. - Цветные металлы: CuSn6
CuSn6 – сплав из меди и 6% олова, который обладает высокими теплопроводящими свойствами и коррозионной стойкостью и идеален для создания уникальных систем охлаждения. - Алюминиевые сплавы: AlSi12
Это наиболее дешевые из литейных сплавов. К их преимуществам относятся высокая коррозионная стойкость, жидкотекучесть, электро- и теплопроводность. В промышленности используются, как правило, для изготовления крупногабаритных тонкостенных отливок сложной формы. - Титановые сплавы: Ti6Al4V, Ti6Al7Nb
Ti6Al4V – наиболее распространенный сплав титана с превосходными механическими свойствами. Считается самым прочным и жестким титановым сплавом, отличается особо высокой сложностью обработки. Имеет плотность 4500 кг/м³ и прочность на разрыв более 900 МПа. Сплав Ti6Al4V предоставляет неоспоримые преимущества в плане снижения веса изделий в таких отраслях, как аэрокосмическая промышленность, автомобилестроение и судостроение. Эти металлы применяются, в частности, при изготовлении вкладок в пресс-формы, турбинных лопаток, камер сгорания, а также изделий, предназначенных для работы при высоких температурах (до +1100°C).
Схемы установки SLM Solutions (вверху) и 3D Systems (внизу)
Особенности металлических порошков
- Металл для аддитивных установок выпускается в виде мелкодисперсных сферических гранул с величиной зерна от 4 до 80 микрон. Этот показатель определяет толщину объекта, который будет выращен в аддитивной установке. При создании порошка задается величина и состав зерна, так как необходимо соблюсти определенное процентное соотношение крупных и мелких зерен. Таким образом определяется текучесть металла, проверяемая с помощью прибора Холла (воронки с калиброванным отверстием). Если у зерна будет слишком мелкая фракция, металл не будет течь через воронку и, соответственно, плохо подаваться на стол построения, а это напрямую влияет на равномерность получаемых слоев и качество выращиваемого изделия.
- У каждой компании, производящей данный тип 3D-принтеров, свои требования к текучести в зависимости от принципа нанесения материала на платформу построения. В аддитивных установках SLM Solutions (технология SLM) металл на рабочий стол подается и сверху, из фидера (камеры с материалом), и переносится рекоутером. В этом случае текучесть очень важна для того, чтобы порошок поступал из фидера в рекоутер и слои наносились должным образом. Компания 3D Systems (технология DMP) использует немного другой принцип действия: емкость c порошком слегка приподнимается, при помощи валика он переносится на стол построения, затем емкость опускается. Благодаря такой конструкции показатели текучести не критичны (см. схемы построения изделий на рисунках).
- Разным металлам требуется разная термообработка, и иногда для этого используются специально подогреваемые платформы. В процессе построения, при плавлении металла, вырабатывается большое количество тепла, которое нужно отводить. Роль радиаторов, отводящих тепло, выполняют поддержки, применяемые при построении изделий. В некоторых случаях сама деталь без поддержек приваривается к рабочему столу, как к радиатору.
- Структура металлических изделий, полученных аддитивным способом, зависит как от технологии построения, так и от настроек оборудования. Ведущие производители добились плотности металла порядка 99,9% от теоретической. Наряду с селективным лазерным плавлением существуют и менее эффективные, уже устаревшие технологии, сходные с методом SLS, которые обеспечивают меньшую плотность.
- Внутренняя структура металла – мелкозернистая. Если в дальнейшем мы собираемся уплотнить деталь, то есть воздействовать на нее физически, надо учитывать, что маленькое зерно сжать гораздо сложнее, чем большое. Но при этом мы очень близко подходим к прокатному металлу – т.е. к металлу, который уже уплотнили. Плотность изделий, напечатанных на 3D-принтере, на 10-15% ниже, чем при прокате, но примерно на 50% выше, чем у литейных металлов.
Вопросы безопасности при работе на металлических 3D-принтерах
Как известно, металлы, попадающие в человеческий организм в микроскопических дозах, полезны. В макродозах они несут опасность для здоровья – получить отравление металлами очень легко, а кроме того, порошки взрывоопасны. При дисперсности порошка от 4 микрон он проникает сквозь поры кожи, органы дыхания, зрения и т.д. В связи с этим при работе на металлических 3D-принтерах необходимо строго соблюдать технику безопасности. Для этого предусмотрена защитная спецодежда – костюм, перчатки и обувь. Аддитивные машины, как правило, комплектуются пылесосом для удаления основного порошка, однако и после его использования некоторая взвесь металлов остается.
Производители стремятся улучшить условия безопасности, и сейчас наблюдается тенденция по созданию на аддитивном производстве так называемых закрытых циклов, т.е. полностью герметичных помещений, за пределы которого порошок не попадает. Оператор работает в специальной одежде, которая затем утилизируется.

Потенциал 3D-печати металлами
Итак, мы выяснили, что современные технологии позволяют получить порошок для 3D-печати металлом с определенными свойствами для решения конкретных производственных задач. А так как распылению можно подвергнуть практически любые металлы, то и номенклатура металлических материалов для 3D-принтеров чрезвычайно обширна.
Достижения металлургии в полной мере реализуются в аддитивном производстве, позволяя использовать уникальные сплавы для изготовления геометрически сложных изделий повышенной точности, плотности и повторяемости. В то же время, внедрение металлических аддитивных установок имеет и сдерживающие факторы, главный из которых – высокая стоимость порошков.
3D-печать металлами обладает серьезным потенциалом для повышения эффективности производства во многих отраслях промышленности и используется все большим числом компаний и исследовательских организаций. Пример для всемирной индустрии показывают такие промышленные лидеры, как General Electric, Airbus, Boeing, Michelin, которые уже перешли от изготовления единичных металлических изделий к серийному аддитивному производству.
Промышленные 3D принтеры для печати металлом по технологии электроннолучевой плавки EBM
Технология аддитивной 3D печати металлическим порошком методом электроннолучевой плавки (EBM – Electron Beam Melting)

Промышленные 3D принтеры для печати металлами с помощью электроннолучевой плавки (спекания) предназначены для производства готовых к эксплуатации металлических изделий (деталей). Напечатанные детали при этом могут иметь произвольную форму, внутренние полости, различный коэффициент заполнения (пористости), арочную конструкцию, детали в деталях, выполненные в бионическом дизайне для снижения веса и увеличения прочности изделий.
В мировой практике промышленные 3D принтеры EBM часто используют для производства остеоимплантов (искусственных имплантов костей) по индивидуальным размерам и геометрии костей пациента, снятых с помощью компьютерной томографии. И на то есть ряд серьезных причин. Для построения остеоимплантов используют сплавы титана и нержавеющей стали. В отличие от 3D принтеров SLM, где энергия спекания создается с помощью лазера, электроннолучевые принтеры могут использовать металлические порошки более грубой (крупной) фракции, например 75-120 мкм.
Для использования внутри организма человека шероховатость поверхности остеоимпланта не имеет решающего значения и даже может обеспечить лучшую сращиваемость с остальными тканями организма и прорастание при сетчатой и арочной конструкциях искусственных костей. Более крупные фракции металлических порошков имеют меньшую стоимость, что удешевляет процесс производства.
Так же 3D принтеры, печатающие металлами с помощью электроннолучевой плавки имеют более высокую скорость построения изделия. Сама печать происходит при высокой температуре в камере, в том числе и металлического порошка. Это дает возможность получать готовые изделия высокой степени спекаемости (сплавляемости) без необходимости дополнительной термообработки в вакуумных печах, как при печати по технологии SLM.
В самих изделиях отсутствуют остаточные температурные напряжения, способствующие образованию трещин и последующему разрушению при нагруженной эксплуатации изделий.
Что же представляет из себя аддитивная 3D технология электроннолучевой плавки ЕВМ?

На поршень элеваторной системы 3D принтера прочно закрепляется съемная платформа построения. В герметичной камере 3D принтера создается вакуум, необходимый для свободного движения электронов. Кстати, принцип работы электроннолучевого принтера сильно напоминает работу кинескопов первых телевизоров.
Рассеянный электронный луч производит прогрев съемной платформы и камеры. Движущаяся каретка наносит и разравнивает первый слой металлического порошка на платформу. Рассеянный луч электронов при необходимости производит дополнительный прогрев слоя порошка. Затем луч фокусируется в точку и на высокой скорости сканирования, в соответствии с программой, начинает сплавлять металлический порошок. Электроны испускаются разогретым до температуры свечения вольфрамовым катодом. Они ускоряются высоким напряжением в 60 кВ, подводимым к аноду, которым является платформа построения и камера с порошком.
Первичный анод служит для улучшения фокусировки электронного луча. Фокусирующая катушка сжимает луч, а сканирующая, производит его отклонение по оси X и Y. Сфокусированный в точку диаметром 0,2 мм, электронный луч мощностью до 3 кВт легко сплавляет даже увеличенный слой металлического порошка. Сканирование магнитным полем луча электронов, летящих со скоростью света абсолютно безинерционно, в отличие от сканирующей системы с зеркалами и лазерами. Оно позволяет перемещать электронный луч с огромной скоростью до 10 км/сек и сплавлять металлический порошок многолучевым способом одновременно на 100 точках!
Что соответствующим образом влияет на увеличение производительности принтера, которая как минимум в два-четыре раза превышает производительность аналогичных лазерных принтеров по металлу. Нужно понимать, что энергетическая насыщенность электроннолучевых 3D принтеров технологии EBM, многократно превышает энергетику существующих моделей лазерных 3D принтеров, работающих по технологии SLM. Хотя и уступает им в точности аддитивного построения изделий.
После сплавления первого слоя металлического порошка, поршень опускается на шаг построения (около 0,2 мм) вниз, каретка наносит и разравнивает следующий слой порошка и происходит следующий цикл зонной электроннолучевой плавки.
Для нивелирования неточности платформы на которой печатается изделие, и выравнивания горизонтальной поверхности, в начале процесса аддитивной печати печатаются ножки - подставки. Требования к их прочности и качеству невысокие, поэтому они печатаются с малой степенью заполнения объема. Следует учесть, что при печати в изделии выделяется большое количество теплоты, поэтому прогрев сканирующим лучом делается только по необходимости. А вообще температура предварительного нагрева поверхности порошка может варьировать в диапазоне 500 - 1000°С в зависимости от материала порошка.
По окончании производства готового изделия, поршень подается вверх, с него с помощью специального промышленного пылесоса и щеточки собирается не использованный металлический порошок.
Внимание! Открывать вакуумную камеру и запускать в нее насыщенный кислородом воздух можно только после остывания камеры. Металлические порошки чрезвычайно пожароопасны и мгновенно воспламеняются на воздухе, особенно когда они разогреты до высокой температуры.
Внимание! Работы по уборке неиспользованного порошка производятся в респираторе, для предотвращения поражения органов дыхания мелкодисперсным металлическим порошком.
После того, как камера остыла и неиспользованный порошок полностью удален, с поршня откручивается платформа построения с приваренным к ней готовым изделием. Затем с помощью вольфрамовой струны на электроэрозионном станке деталь отрезается от платформы. Производится ее дальнейшая механическая обработка для удаления остатков ножек. При необходимости производится пескоструйная обработка для уменьшения шероховатости поверхности изделия.
Дополнительная термообработка деталей в большинстве случаев не требуется. Изделие получается готовым к применению сразу после печати. И это так же влияет на уменьшение себестоимости аддитивной печати металлом на электроннолучевых 3D принтерах. Следует учесть, что в себестоимости аддитивной 3D печати металлическим порошком по лазерной технологии SLM, именно амортизация 3D принтера составляет до 70% себестоимости готового изделия. А вклад в себестоимость достаточно дорогостоящего, на первый взгляд, металлического порошка стоит на втором или третьем месте.
Электроннолучевые 3D принтеры, обладая более высокой производительностью, вносят значительно меньший вклад от амортизации принтера в себестоимость готового изделия и соответственно уменьшают его стоимость.
3D-печать металлами: краткие ответы на большие вопросы, часть 1

В каких отраслях рекомендуется применение 3D-принтеров?
Самые перспективные отрасли для внедрения аддитивных технологий, в том числе 3D-печати металлом, – высокотехнологичные, наукоемкие производства, где в приоритете оптимизация или создание сложных инновационных продуктов: авиакосмическая индустрия, оборонная промышленность, машиностроение, автомобилестроение, энергетика, судостроение, нефтегазовый сектор. Нельзя не упомянуть медицину и ювелирное дело, потому что 3D-печать не имеет себе равных в создании индивидуализированных изделий.
Какие задачи выполняются с помощью этой технологии?
Печать металлами в основном решает задачи опытного и мелкосерийного производства, прототипирования, НИОКР. Поэтому сегодня основными пользователями 3D-оборудования становятся крупные исследовательские центры, а также учебные заведения, готовые инвестировать в проекты внедрения новой технологии.
Изготовление конечных серийных изделий из металлов уже активно применяется такими крупными компаниями, как General Electric, Airbus, Boeing, BMW, Michelin, а с появлением супермощных машин типа SLM NXG XII 600 массовое аддитивное производство становится реалией не столь отдаленного будущего.
В чем разница между различными процессами 3D-печати металлом?
Принцип работы подавляющего большинства современных 3D-принтеров по металлуоснован на расплавлении порошков в заранее сформированном слое (Powder Bed Fusion), обычно с помощью мощного лазера.
Вы можете часто встретить такие торговые наименования, как SLM (Selective Laser Melting), DMLS (Direct Metal Laser Sintering), DMLM (Direct Metal Laser Melting) и Laser Cusing. На самом деле в современных системах всем этим названиям соответствует один и тот же процесс. Серьезные различия заключаются в том, как спроектированы и работают те или иные принтеры. Чаще всего используется термин «селективное лазерное плавление» (или SLM-технология).
Зачем моему предприятию 3D-принтер? Разве отливать не проще и дешевле?
Ошибочно думать, что 3D-печать призвана заменить литье или иные классические процессы. Она помогает решить специфические задачи, которые невыполнимы либо слишком трудоемки при использовании традиционных технологий, например:
изготовление уникальных деталей сложной геометрии, в том числе мельчайших деталей, изделий с внутренними полостями и каналами, тонкими стенками и т.п.;
снижение веса изделий;
сокращение числа единиц в сборке;
создание ячеистых структур.
Такие возможности обеспечивает топологическая оптимизация: проектировщики могут создавать практически любую геометрию.

S-образный кронштейн – элемент исполнительного механизма системы увеличения подъемной силы самолета, напечатанный на установке SLM 280 © ASCO Industries Результаты применения селективного лазерного плавления: • cнижение массы на 31% и сокращение общего времени сборки; • объединение трех деталей в одну; • уменьшение коэффициента использования материала с 17 до 1,5; • значительное сокращение времени механической обработки.
Субтрактивные методы будут и дальше применяться в тех случаях, когда это эффективно с точки зрения стоимости, типа изделий и других требований. Вопрос не в выборе между двумя технологиями, а в том, когда лучше применить аддитивную, а когда субтрактивную. Иногда при производстве одной детали уместно задействовать оба метода. К примеру, если вы понимаете, что для пресс-формы стоит изготовить вставку с конформным охлаждением, потому что это сократит цикл литья и улучшит качество изделия, используйте 3D-принтер. При этом другие компоненты вы будете производить по классической технологии.
3D-печать следует воспринимать как еще один вариант технологии получения изделий наряду с механической и пластической обработкой, литьем и др. При выборе вариантов производственного процесса взвешивайте тщательно все «за» и «против».
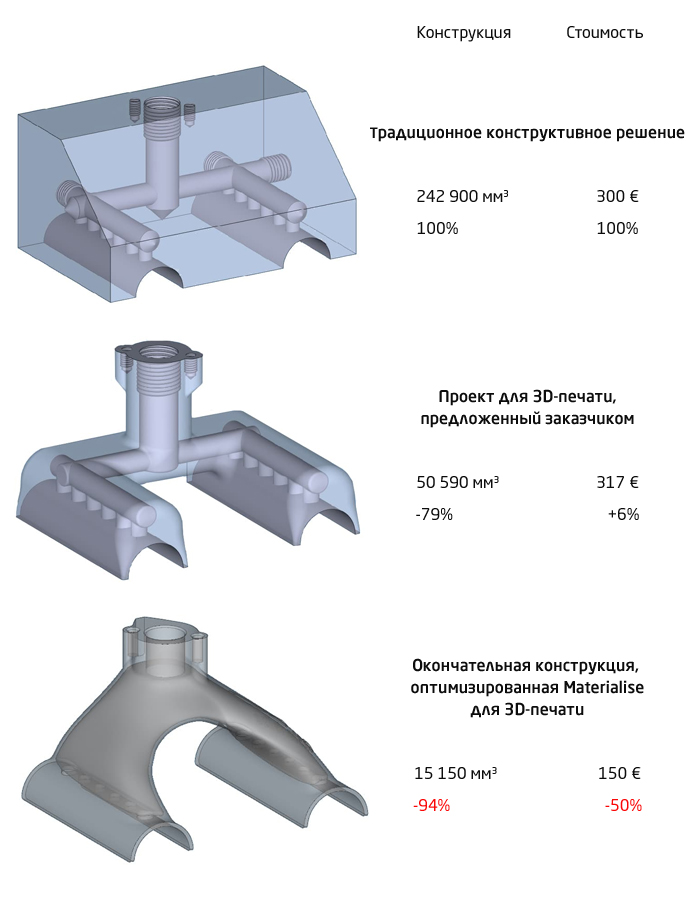
Как компания Materialise оптимизировала конструкцию металлического вакуумного захвата с целью снизить стоимость производства серии © Materialise
Какова экономическая эффективность аддитивного производства?
Технология SLM позволяет значительно сократить цикл производства изделия. С одной стороны, когда мы считаем стоимость материалов, аддитивное производство выходит дороже. Но если учитывать все экономические факторы, начиная с сокращения потребления электроэнергии и кончая уменьшением налоговой нагрузки, 3D-печать помогает сэкономить достаточно серьезные средства.
Кроме того, технология дает возможность резко снизить коэффициент Buy-to-Fly, то есть соотношение между количеством закупленного материала и количеством материала в готовой детали.
Приведите пример топологической оптимизации, показывающий выгоду SLM-технологии.
Возьмем две детали (см. рисунок ниже), выполняющие одну и ту же функцию с определенными нагрузками и имеющие определенный ресурс. По сути, это одна и та же деталь, но с разной геометрией. Геометрия первой детали оптимизирована для изготовления стандартными методами производства: на фрезерном, токарном станке и средствами других технологий металлообработки. Это простая и плоская геометрия, ее легко добиться при обработке на станке.

У второй детали геометрия более сложная, и сделать ее на станке представляет серьезные трудности. Согласно данным, у второй детали меньше напряжение, меньше перемещение под нагрузкой и, самое главное, вес уменьшился на 1 кг. Для одного изделия это немного, но если их выпускают сто тысяч в год, то суммарно можно сэкономить сто тонн металла только на одной детали.
Какие есть ограничения?
У предприятий, решивших внедрить аддитивную технологию печати металлом в свой производственный цикл, могут возникнуть следующие трудности:
необходимость в последовательных научных исследованиях (в том числе для изучения свойств металлов);
ограничения в размерах объектов;
большие первоначальные вложения из-за высокой стоимости оборудования и расходных материалов;
особые требования к помещению и условиям эксплуатации;
аттестация оборудования и сертификация изделий;
сложность в адаптации 3D-решений к существующим технологическим циклам на производстве.
Каковы максимальные габариты напечатанного изделия?
Исторически сложившимся отраслевым стандартом оборудования на базе селективного лазерного плавления является платформа размером 250 x 250 мм с высотой построения 250-300 мм.
На сегодня самые большие камеры построения у аддитивных установок SLM Solutions. У системы SLM 800 камера 500 х 280 х 850 мм, у новейшей машины SLM NXG XII 600 – 600 х 600 х 600 мм.
Одно из первых изделий, созданных с помощью 3D-принтера по металлу SLM NXG XII 600: корпус силового агрегата E-Drive для спорткара Porsche © SLM Solutions Размер: 590 х 560 x 367 мм Вес: 15,5 кг Материал: AlSi10Mg Время изготовления: 21 час
А минимальная толщина стенки?
Диаметр пучка лазера в аддитивной установке печати металлами – 70-80 микрон. Можно напечатать стенку детали толщиной в два прохода лазера, т.е. минимальная толщина будет всего лишь 140-150 микрон.
Сколько по времени выращивается модель? От чего зависит скорость печати?
Металлический предмет производит принтер по металлу от нескольких часов до нескольких суток. К примеру, модель высотой 3-4 см будет печататься от 2 до 8 часов, в зависимости от ее площади и высоты. Тестовая печать на промышленном 3D-принтере с камерой построения 280 х 280 х 360 мм занимает около суток.
Производительность аддитивных установок зависит от разных факторов:
Чем больше лазеров, тем выше скорость и больше количество производимых деталей (мощность лазера – 400, 700 или 1000 Вт).
В зависимости от конструкции системы порошок может распределяться в двух или только в одном направлении. Подача порошка в двух направлениях обеспечит значительную экономию времени производства.
Непрерывная или периодическая подача порошка. Системы с периодической подачей могут требовать остановку оборудования для дозаправки во время выполнения построения, что замедляет процесс.
Возможность настроить рабочие параметры системы для увеличения скорости.
Sharebot MetalONE – компактный DMLS-принтер нового поколения для НИОКР, образования, а также малого и среднего бизнеса. Идеально подходит для изучения новых материалов, а благодаря небольшой камере построения (65 x 65 x 100 мм) вы сможете создавать объекты из малого количества металлического порошка – всего 800 г.
Какие виды металлов применяются в аддитивном производстве?
Металлические порошки представляют собой мелкодисперсные сферические гранулы. Свойства получаемой продукции в значительной степени зависят от свойств используемого в принтерах порошка – степени чистоты, текучести и объемной плотности.
Современные аддитивные технологии предполагают использование около двадцати протестированных и готовых к эксплуатации материалов, в их числе – инструментальные, нержавеющие, жаропрочные сплавы, алюминиевые и титановые сплавы, медицинские кобальт-хром и титан.

Благодаря индивидуальному протезу тазобедренного сустава, созданного с помощью 3D-печати титаном, пациент смог вернуться к нормальной жизни © Materialise
Интересуют способы производства металлических порошков.
Есть несколько технологий изготовления сферического порошка. Основным способом является атомизация, а именно: ультразвуковой ударнокинетический метод макрокапельной атомизации и микрокапельной диспергации металлов и ультразвуковой капельноволновой метод ультразвуковой атомизации металлов. Процесс происходит в атомайзере, где металл распыляется в специальной камере.
Какая дисперсность у металлов для 3D-печати?
У каждого металла своя дисперсность. При 3D-печати используются порошки дисперсностью от 4 до 80 микрон. Например, в Европе порошки меньше 8 микрон запрещены, так как они слишком взрывоопасные.
Хотелось бы сравнить прочность изделий при использовании SLM и классических технологий.
Прочностные характеристики изделий зависят от самих изделий, точнее от их геометрии, от поставленных задач, нагрузки, условий применения (морская среда, космос и т.д.).
SLM-печать дает возможность добиться прочностных показателей, сопоставимых с традиционными технологиями. Но примерно в 50% случаев отлитое или отфрезерованное изделие из идеального блока материала прочнее в сравнении с результатом 3D-печати. Причина – в пористости, которая получается по аддитивной технологии. Но при этом напечатанные объекты становятся более упругими и выдерживают более высокие нагрузки, особенно если мы говорим о таких материалах, как титан, сталь и даже различные сплавы алюминия. Алюминий – достаточно мягкий материал, пористость добавляет ему упругости.
Необходимо сделать 3D-модель, прочитать все синтетически, провести анализ и получить предварительные данные по изделию, а затем задуматься о возможности его изготовления и тестирования в лаборатории. Такой подход поможет оптимизировать производство и не будет слишком затратным.
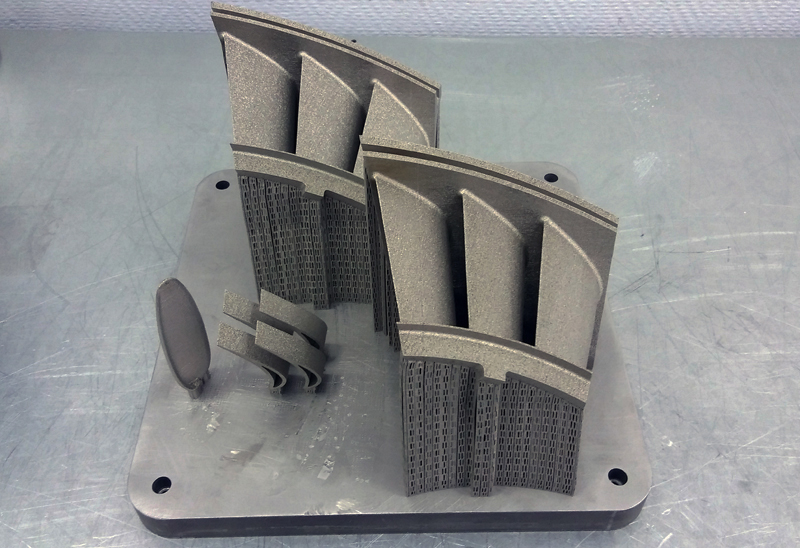
Проект Самарского университета: сопловый аппарат 2 ступени газотурбинного двигателя © iQB Technologies
Изготовление соплового аппарата 1 и 2 ступеней ГТД из порошка сплава Inconel 738
Читайте также: