Прокатный стан для листового металла
Обновлено: 05.07.2024
Компания ИТЦ (Инженерно-Технический центр) специализируется на проектировании, изготовлении и запуске прокатных станов машиностроительных и металлургических производств, а также их шеф-монтаже, пуско-наладке и выпуске пробной партии готовой продукции.
Мы работаем с ведущими мировыми поставщиками прокатного оборудования, конструкторское бюро ИТЦ также способно разработать и изготовить нестандартное оборудование.
Прокатный стан
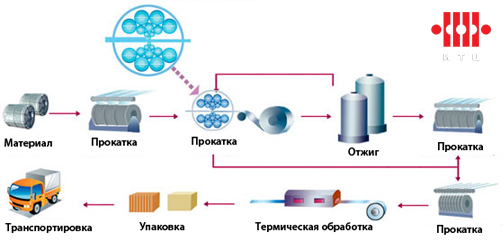
Машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки, в более широком значении — автоматическая система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции:
- транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана,
- передачу прокатываемого материала от одного калибра к другому,
- кантовку,
- транспортирование металла после прокатки,
- резку на части,
- маркировку или клеймение,
- правку,
- упаковку,
- передачу на склад готовой продукции и др.
Классификация и устройство прокатных станов
Главный признак, определяющий устройство — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса.
По сортаменту продукции станы разделяют на:
- заготовочные, в том числе станы для прокатки слябов и блюмов,
- листовые и полосовые,
- сортовые, в том числе балочные и проволочные,
- трубопрокатные
- деталепрокатные (бандажи, колёса, оси и т.д.).
По технологическому процессу делят на следующие группы:
- литейно-прокатные (агрегаты),
- бжимные (для обжатия слитков), в том числе слябинги и блюминги,
- реверсивные одноклетевые,
- тандемы,
- многоклетевые,
- непрерывные,
- холодной прокатки.
Основное оборудование прокатного стана
Размер прокатного стана, предназначенного для прокатки листов или полос, характеризуется длиной бочки валков, для заготовки или сортового металла — диаметром валков, а трубопрокатного стана — наружным диаметром прокатываемых труб.
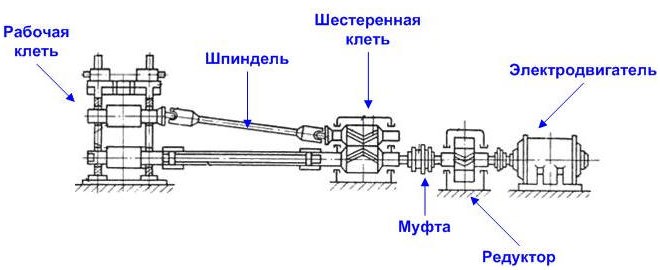
Оборудование стана, служащее для деформации металла между вращающимися валками, называют основным, а для выполнения прочих операций — вспомогательным. Основное оборудование состоит из одной или нескольких главных линий, в каждой из которых располагается 3 вида устройств : рабочие клети (одна или несколько) — к ним относятся прокатные валки с подшипниками, станины, установочные механизмы, плитовины, проводки; электродвигатели для вращения валков; передаточные устройства от электродвигателей к прокатным валкам, состоящие большей частью из шестерённой клети, шпинделей и муфт. Между шестерённой клетью и электродвигателем часто устанавливают ещё редуктор. Если каждый валок имеет свой электродвигатель, передаточные устройства состоят лишь из шпинделей. Наибольшее распространение получили станы с горизонтальными валками: двухвалковые (дуо), трёхвалковые (трио), четырёхвалковые (кварто) и многовалковые . Для обжатия металла по боковым поверхностям используют клети с вертикальными валками, называемые эджерами. Станы, у которых вблизи горизонтальных валков расположены вертикальные, называются универсальными. Они служат для прокатки широких полос и двутавровых балок с широкими полками. В станах винтовой прокатки валки располагаются в рабочей клети косо — под углом подачи. Такие станы применяют для прокатки труб, осей, шаров и т.д.
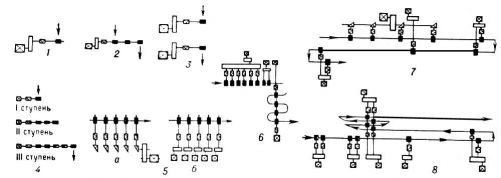
Число и расположение рабочих клетей определяются его назначением, требуемым числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относится большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. В случае, когда в одной рабочей клети не удаётся расположить необходимое число калибров (см. Калибровка прокатных валков) или когда требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенный многоклетевой стан — непрерывный, в котором металл одновременно прокатывается в нескольких клетях . Непрерывные станы служат для горячей прокатки заготовки, полос, сортового металла, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей.
Скорости прокатки весьма различны и зависят главным образом от требуемой производительности, сортамента прокатываемой продукции и технологического процесса. У обжимных, заготовочных, толстолистовых, крупносортных станов скорость прокатки около 2—8 м/сек. Наибольшие скорости характерны для непрерывных станов: при прокатке сортового металла 10—20 м/сек; полосового 25—35 м/сек; проволоки 50—70 м/сек; при холодной прокатке жести 40 м/сек. Данные о производительности, мощности приводов и массе оборудования некоторых прокатных станов, получивших наибольшее распространение в СССР для производства горячекатаной стали, приведены в таблице.
Виды и применение прокатных станов

Заготовочные станы строятся двух типов в зависимости от исходного материала — слитков, отлитых в изложницах, или непрерывно-литых заготовок. В первом случае заготовочный стан одновременно является также обжимным станом. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных сечений (слябы), и блюминг с установленным за ним собственно заготовочным непрерывным станом, если требуется прокатывать заготовку для сортовых или трубопрокатных станов. За последней клетью этих станов находятся летучие ножницы для разрезки заготовки на куски требуемой длины или пилы и стеллажи для разрезки, охлаждения и осмотра заготовки. При использовании непрерывно-литой заготовки заготовочный стан устанавливается рядом с машиной для непрерывного литья в целях использования тепла неостывшего металла. Некоторые заготовочные станы выполнены так, чтобы литая заготовка поступала из кристаллизатора в валки непрерывного стана без разрезки, т. е. в этом случае осуществляется прокатка заготовки бесконечной длины и деление её на куски требуемой длины летучими ножницами или пилами при выходе из валков стана.
Листовые и полосовые станы горячей прокатки предназначены для получения плит толщиной 50—350 мм, листов толщиной 3—50 мм и полос (сматываемых в рулоны) толщиной 1,2—20 мм. Толстолистовые станы обычно состоят из 1—2 клетей дуо и кварто с длиной бочки валков 3500—5500 мм, иногда с установленными перед ними дополнительными клетями, имеющими вертикальные валки для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосовые непрерывные или полунепрерывные станы, состоящие из 10—15 клетей кварто с длиной бочки валков 1500—2500 мм и нескольких клетей с вертикальными валками. Весь прокатываемый материал сматывается в рулоны по 15—50 т. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых листов (4—20 мм),которые изготовляются путём разматывания рулонов и их последующей разрезки. Со стороны выхода прокатанного металла из валков устанавливаются выходные рольганги и большое количество др. вспомогательного оборудования для последующей обработки проката и его транспортирования: у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосовых станов — моталки для сматывания полос в рулоны, конвейер для транспортирования рулонов и оборудование для разматывания рулонов, их правки и разрезки на карточки (листы).
Сортовые станы весьма разнообразны по своей характеристике и расположению оборудования. Основные типы: универсальные станы для прокатки широкополочных балок, состоящие обычно из 3 или 5 клетей, расположенных последовательно одна за другой, из которых 2 или 3 клети универсальные, с горизонтальными валками диаметром около 1350мм,а 1 или 2 — дуо, с валками диаметром около 800 мм; рельсо-балочные станы ступенчатого типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 800 мм; крупносортные станы ступенчатого и полунепрерывного типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 650 мм; среднесортные станы ступенчатого типа в 2 или 3 линии, полунепрерывные и непрерывные; мелкосортные станы, большей частью непрерывные или полунепрерывные; узкополосовые станы непрерывные; проволочные станы непрерывные.
Литейно-прокатные - для производства проволоки из алюминиевых и медных сплавов наиболее эффективны, в которых осуществляется непрерывный процесс получения проволоки из жидкого металла. Вначале происходит кристаллизация бесконечного слитка между ободом вращающегося колеса и обтягивающей его стальной лентой, а затем прокатка его на непрерывном стане. Производительность стана 5—8 т/ч.
Сортовые станы и листовые, имеют разнообразное вспомогательное оборудование, установленное по движению потока прокатываемого металла и выполняющее в общем ритме, без участия ручного труда, все вспомогательные технологические и транспортные операции, начиная с выдачи со склада исходной заготовки и кончая передачей проката на склад готовой продукции.
Трубопрокатные агрегаты состоят обычно из 3 станов. Первый стан производит прошивку отверстия в заготовке или слитке методом винтовой прокатки, второй служит для вытяжки прошитой заготовки в трубу и третий — для калибровки (редуцирования), т. е. уменьшения диаметра прокатанной трубы. Конструкция трубопрокатных агрегатов определяется главным образом выбранным технологическим процессом второго стана, т. е. вытяжного. Наиболее производительным является непрерывный стан; находят применение также станы дуо, работающие на короткой оправке, пилигримовые и трёхвалковые винтовой прокатки.
Станы холодной прокатки стали и цветных металлов изготовляются следующих типов: листовые — для штучной прокатки; листовые широкополосовые — для рулонной прокатки; ленто-прокатные — для прокатки ленты толщиной от 1 мкм до 4 мм и шириной от 20 до 600 мм, сматываемой после прокатки в бунты или рулоны; фольгопрокатные — для прокатки полосы толщиной менее 0,1 мм; плющильные — для обжатия проволоки в узкую ленту; станы для холодной прокатки труб. При рулонной прокатке полос с обеих сторон рабочей клети устанавливаются намоточно-натяжные барабаны — моталки, которые служат для разматывания рулонов перед подачей металла в валки и сматывания при выходе из валков. Наиболее производительные листовые станы — непрерывные; они также выгоднее в отношении использования моталок и др. вспомогательного оборудования. Моталки у непрерывных станов располагаются только сзади, а спереди находятся механизмы для подачи рулонов, разматывания их и направления металла в валки первой рабочей клети.
Деталепрокатные станы работают в основном на принципе поперечной и винтовой прокатки и служат для производства точных заготовок деталей машиностроения — круглых периодических валов, шаров, винтов, ребристых труб, зубчатых колёс, а также инструмента — червячных фрез, свёрл и др. Эти станы разнообразны по конструкции и характеризуются высокой степенью механизации и автоматизации.
Оборудование прокатных станов
Конструкция основных деталей и механизмов, несмотря на их различное назначение и многообразие, во многих случаях одинакова. Главные элементы рабочей клети — валки прокатные, подшипниковые узлы, механизмы для установки валков, станина, шпиндели, муфты и проводки.
Подшипники прокатных валков работают при очень больших нагрузках, доходящих на некоторых станах до 30—60 Мн (3000—6000 тс) на валок. Возможные габариты их ограничиваются диаметром валков. Подшипники (качения или жидкостного трения) устанавливаются в массивных корпусах, называются подушками, которые располагаются в проёмах станины.
Станина рабочей клети воспринимает все усилия, возникающие при прокатке металла, и поэтому выполняется массивной — до 60—120 т и более. Материал станины — стальное литьё с 0,25—0,35% С. Станина устанавливается на фундаментных стальных плитах (плитовинах), которые прикрепляются болтами к бетонному или железобетонному фундаменту. Для сортовых станов получают распространение предварительно напряжённые рабочие клети, в которых повышение жёсткости достигается не увеличением массивности станины, а с помощью специальных стяжных механизмов.
Передача вращения прокатным валкам производится посредством универсальных шпинделей с шарнирами Гука.
Вспомогательное оборудование стана предназначено для подачи металла от нагревательных устройств к приёмному рольгангу стана (слитковозы), поворота слитка на рольганге (поворотные устройства), транспортирования металла в соответствии с технологическим процессом (рольганги или транспортёры), перемещения металла вдоль валка для подачи его в соответствующий калибр (манипуляторы), поворота металла относительно его продольной оси (кантователи), охлаждения металла (холодильники), травления металла (травильные установки), разматывания рулонов (разматыватели), сматывания полосы в рулон или проволоки в бунт (моталки), резки металла (ножницы и пилы), а также для отделки металла: правки (правильные машины и прессы), дрессировки, клеймения, укладки, промасливания, упаковки и т.д.
Электрооборудование характеризуется большими мощностями и размерами главных приводов (мощность одного электродвигателя доходит до 6—7 Мвт и более, а общая мощность — до 200—300 Мвт), сложностью систем управления электроприводами, вызываемой главным образом необходимостью автоматического регулирования в широких пределах скорости большинства машин.
Смазочное оборудование стана обеспечивает бесперебойную автоматическую подачу смазки ко всем трущимся деталям механизмов, а в станах для прокатки цветных металлов и холодной прокатки стали — также подачу технологической смазки к рабочей поверхности прокатных валков. Смазочные системы обычно располагаются в специальных подвалах.
Автоматика крупных станов состоит из ряда объединённых локальных систем для управления всем ходом технологического процесса, начиная от подачи исходного материала на склад и со склада и кончая поступлением проката на склад готовой продукции и погрузкой его в вагоны. Каждая локальная система имеет многочисленные и разнообразные приборы-датчики, собирающие и передающие информацию о ходе технологического процесса, в том числе о температуре металла, давлении металла на валки, параметрах обрабатываемого материала, в частности о размерах прокатываемого профиля, его положении и характере перемещения. Вся эта информация поступает в вычислительные машины локальных систем, где перерабатывается, после чего выдаются команды для управления машинами и механизмами, относящимися к данной локальной системе, а также информация общей вычислительной машине, объединяющей локальные системы, для соответствующей корректировки работы машин и механизмов др. участков, управляемых остальными локальными системами. Одна из главных задач автоматизации (и экономически наиболее выгодная) — автоматизация регулирования размеров прокатываемого профиля, осуществляемая путём соответствующего автоматического изменения междувалкового пространства на основании показаний непрерывно действующего измерителя размеров профиля. Благодаря этому резко повышается точность размеров профиля, в связи с чем снижается поле допусков, повышается качество металла, снижаются удельные расходы металла. Особенно большой эффект достигается при производстве тонколистовой продукции.
Успешное решение этой задачи стало возможным благодаря использованию вычислительной техники, т.к. обычные адаптивные системы (самоприспосабливающиеся системы) вследствие высоких скоростей прокатки (около 30—40 м/сек) не обеспечивают своевременную корректировку междувалкового пространства.
Большой экономический эффект даёт также автоматизация контроля качества готового проката и нанесения защитных покрытий. Прокатный стан в связи с непрерывностью процесса и выпуском однотипной продукции в больших количествах имеют все необходимые предпосылки, чтобы быть одними из первых полностью автоматизированных промышленных объектов.
Прокатные станы – основные виды и конструкция
Сложно назвать отрасль промышленности, где не применяется металл и изделия из него, для производства которых активно используется прокатный стан. Металлургические предприятия сегодня предъявляют достаточно высокие требования к оборудованию. Именно поэтому современные промышленные машины, в частности прокатные станы, значительно отличаются от моделей, которые выпускались ранее.
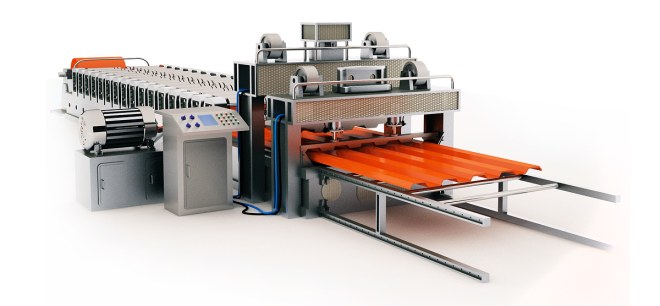
Прокатный стан для производства профнастила
Для чего необходимо это оборудование
Потребность в таком прочном и надежном материале как металл постоянно растет, что приводит к необходимости открытия новых металлургических предприятий и модернизации уже работающих. Список отраслей промышленности, в которых без применения металла просто не обойтись, можно продолжать до бесконечности. Это машиностроение, автомобиле- и судостроение, строительная сфера и многие другие.
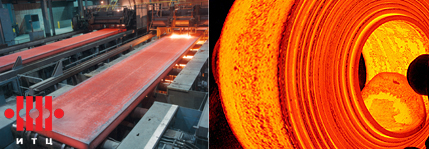
Для того чтобы металлическая руда превратилась в металлопрокат определенной марки, необходимо выполнить массу основных и вспомогательных операций, для каждой из которых используется специальное оборудование. Одним из основных типов металлургического оборудования, на котором в результате пластической деформации из раскаленной заготовки получается лист металла, является прокатный стан. Именно на нем производится основной объем работ, выполнением которых занимаются металлургические предприятия.
Разновидности прокатных станов
Как мы уже выяснили, прокатный стан — это оборудование, на котором за счет последовательно выполняемых операций металлическая заготовка превращается в сортовой прокат с требуемыми геометрическими параметрами. В зависимости от параметров конечного продукта, эти машины могут быть нескольких типов. Заготовочные и обжимные (слябинги и блюминги) предназначены для получения из крупного слитка металла заготовки, которая поступает для дальнейшей обработки на специальное прокатное устройство. К оборудованию последнего вида, на котором уже получают металлический прокат требуемой конфигурации, относятся сортовые, трубные и проволочные станы.
К категории сортовых станов относится оборудование для производства различных видов проката. Так, это могут быть станы для производства листовой стали, уголков, швеллеров, рельсов и др. В зависимости от своих функциональных возможностей, такие станы могут быть крупно- и среднесортными, рельсопрокатными и категории MPS, на которых получают профили различного сечения. Листовые прокатные станы, способные обрабатывать заготовки методом холодного или горячего деформирования, используются для получения металлических плит (толщина 50–350 мм), листового металла (3–50 мм) и полос (1,2–20 мм). Готовые изделия после производства сматываются в рулоны массой до 50 тонн.
Классификация прокатных станов, на которых производятся различные виды бесшовных труб, разделяет их на следующие категории:
- непрерывно-удлинительные, на которых производят трубы сечением до 110 мм;
- короткоправочные станы, необходимые для производства труб диаметром 60–450 мм;
- оборудование трехвалкового типа — для изготовления толстостенных труб диаметром 35–200 мм (трубы, получаемые на таком оборудовании, отличаются пониженной степенью разностенности);
- пилигримовые станы, используемые для изготовления бесшовных труб значительного диаметра (400–700 мм).

Прокатная клеть листопрокатного стана
На современных предприятиях применяются также станы деталепрокатного или специального типа. Используются они для производства профильных и трубных заготовок, длина которых не превышает 3 метров. Кроме того, возможности такого оборудования позволяют изготавливать с его помощью заготовки в виде шаров, гнутых профилей, зубчатых колес, винтов, труб с ребристым сечением и др. Доработка заготовок осуществляется уже на предприятиях, которые используют их для производства своей продукции.
Составные элементы прокатного стана
Конструкция любого прокатного стана включает в себя три основных элемента: так называемые рабочие клети, передаточные устройства и приводные электродвигатели. Валки, по которым перемещается листовой или профильный металл, входят в состав рабочих клетей. Также они включают в себя установочные механизмы, станины, плитовины и проводки. Движение всех рабочих частей прокатного стана обеспечивают мощные электродвигатели, которые соединяются с ними посредством элементов передаточного устройства: муфт, шпинделей и шестерен.
Следует знать, что основной характеристикой прокатных станов заготовочного и обжимного типа является диаметр рабочего валка. Если же в процессе обработки заготовки используется сразу несколько рабочих клетей, то в качестве такой характеристики используется диаметр валка, на котором выполняется финишная операция.
Сортовой прокатный стан, где получают изделия сложной формы и с достаточно точными геометрическими параметрами, включает в себя сразу несколько клетей, через которые прокат проходит последовательно в процессе своей обработки.
На современных предприятиях сегодня применяют универсальные прокатные станы, оснащенные 3-мя или 5-ю рабочими клетями. Часть валков таких станов (2–3) имеет диаметр 1350 мм, остальные — 800 мм. Оборудование для получения листового проката значительной толщины, как правило, оснащается одной или двумя рабочими клетями. Рабочая ширина таких станов, формируемая длиной валков, находится в диапазоне 3,5–5,5 метров. Стан для листового металла, чаще всего, оснащается дополнительными рабочими клетями с вертикальными валками, которые обеспечивают обжатие боковых кромок формируемого листа металла. Листовой металл в виде полос производится на устройстве, оснащенном 10–15 рабочими клетями, оборудованными горизонтальными валками с длиной 1,5–2,5 метров и вертикальными валками для обжимания торцов.
У прокатного стана, как видно из его конструкции, может быть значительная длина. Наиболее примечательно в этом плане трубопрокатное оборудование, в состав которого включено одновременно три стана. На первом из них выполняется прошивка отверстия в металлической заготовке, на втором — вытяжка заготовки в трубу, на третьем — калибровка, которая осуществляется для придания готовому изделию требуемого диаметра. На деталепрокатных станах заготовка подвергается как винтовой, так и поперечной обработке.
Устройство прокатного стана
Изготовление прокатного стана своими руками
Если вам необходим маломощный прокатный стан для использования в домашней мастерской, то его вполне возможно сделать своими руками. Использовать такое оборудование, несмотря на простоту его конструкции, можно для выполнения различных видов работ. Так, с его помощью получится самостоятельно изготавливать проволоку различного диаметра, рихтовать или резать листовой металл, толщина которого не превышает 0,5 мм.
Для того чтобы изготовить такое прокатное оборудование, понадобятся следующие конструкционные элементы: две мощные стойки, стальной прут диаметром 5 см, верхняя плита, болты с гайками (М10), две шестерни и зубчатое колесо, бронзовые втулки и подшипники, пружины и упоры.
Собирается конструкция такого самодельного прокатного стана в следующей последовательности:
- из стоек и стальной плиты путем их соединения при помощи болтов и гаек создается подобие клети;
- на стойках монтируют два рабочих вала, которые предварительно вытачивают из стального прутка и закаляют для придания им повышенной твердости;
- нижний вал устанавливается между стоек при помощи втулок с подшипниками, а верхний вал, являющийся подвижным, монтируется на специальные ползуны, движение которых вверх ограничивается упорами;
- постоянное сжатие двух рабочих валов обеспечат пружины, которые следует закрепить одновременно на плите-основании и верхнем валу.
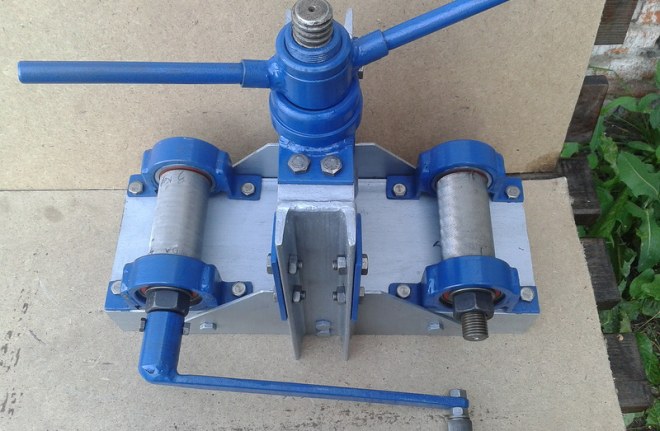
Вариант исполнения ручного прокатного стана
Для того чтобы такой прокатный стан работал, необходимо обеспечить синхронное вращение рабочих валов. Решается эта задача за счет зубчатой передачи, которая передает крутящий момент от шестерни, закрепленной на нижнем валу, к шестеренке, установленной на одной оси с верхним валом. Чтобы привести в движение весь механизм, необходимо прокрутить рукоятку, жестко соединенную с нижней шестерней. Что удобно, зазор между рабочими валами такого стана можно регулировать.
Универсальность такого оборудования обеспечивается за счет установки на него валов разной конструкции. Так, использование валов в виде дисковых ножей дает возможность резать листовой металл, а рабочие элементы с канавками требуемого размера позволяют производить проволоку. Можно использовать такое несложное оборудование и для того, чтобы формировать ребра жесткости на заготовке. Для этого необходимо установить на него рабочие валы, которые будут соприкасаться своими поверхностями по принципу «паз-гребень».
Прокатный стан для листового металла
Toggle navigation
Ремонт в регионах
Прокатный стан Машина для обработки давлением металла между вращающимися валками, т. е. для осуществления процесса прокатки, в более широком значении — автоматическая система или линия машин, выполняющая не только прокатку, но и вспомогательные операции:
По сортаменту продукции станы разделяют на:
По технологическому процессу делят на следующие группы:
Прокатка заключается в том, что нагретый слиток (или заготовка) обжимается между вращающимися валками прокатного стана, при этом уменьшается площадь поперечного сечения слитка, изменяется его форма и увеличивается длина.
Виды прокатных станов
По конструкции
Прокатные станы по конструкции разделяются на:
- а) дуостаны, имеющие два валка для прокатки, причем есть дуостаны постоянные, т. е. с неизменным направлением вращения валков, и реверсивные с переменным направлением вращения валков;
- б) триостаны, с тремя валками и неизменным направлением вращения, причем заготовку в одном направлении пропускают, например, между нижним и средним валками, а в другом между средним и верхним;
- в) универсальные станы, имеющие кроме горизонтальных валков для вертикального давления также вертикальные валки для бокового давления;
- г) специальные станы (трубопрокатные, рельсо-балочные, бандажные) ;
- д) проволочные станы.

По роду продукции
прокатное производство можно разделить на три основных вида:
Более подробно
- Заготовочные станы
- Листовые и полосовые станы горячей прокатки - для получения плит и листов
- Сортовые станы
- Литейно-прокатные - для производства проволоки из алюминиевых и медных сплавов
- Сортовые станы и листовые
- Трубопрокатные агрегаты
- Станы холодной прокатки стали и цветных металлов - для штучной прокатки, для прокатки ленты, для обжатия проволоки
- Деталепрокатные станы - для производства точных заготовок деталей машиностроения

Изготовление проката
Сортовой прокат изготовляют в следующей последовательности. Нагретый слиток поступает сначала в прокатку на блуминг, который представляет собой полностью механизированный мощный реверсивный дуостан. На блуминг подаются слитки весом 4—15 т. Прокатный слиток разрезают и получают заготовки (блумсы) квадратного сечения или прямоугольного сечения (слябы). Блумсы поступают далее на заготовочные станы, где осуществляется прокатка заготовки для сортовых станов, или непосредственно на крупносортные и рельсо-балочные станы.

Рельсо-балочные станы катают рельсы, балки и швеллеры крупных номеров.
Сортопрокатные станы катают: круглую, квадратную, полосовую сталь, швеллеры и двутавры средних и малых номеров, уголки равнобокие и неравнобокие. Проволочные станы катают круглую катанку диаметром от 10 до 5 мм для изготовления проволоки.
Чтобы получить при прокатке изделия сложного профиля (уголки,- швеллеры и т. п.), на рабочей поверхности валков делаются вырезы (ручьи).

Кроме блумингов имеются прокатные станы — слябинги, которые из плоского слитка катают слябы (заготовки прямоугольного сечения); затем из сляб на листопрокатных станах получают листы.
Вес слитков для листового проката достигает 50 т (для прокатки толстых броневых листов).
В строительном деле применяется главным образом прокатная низкоуглеродистая сталь.
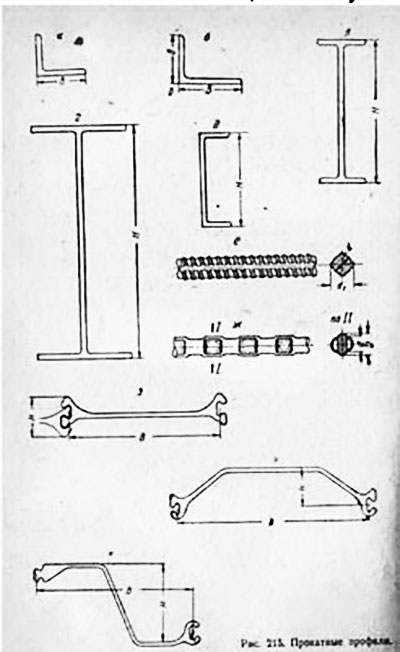
Прокатные и штампованные профили
В России приняты следующие основные прокатные и штампованные профили, из которых составляются элементы строительных конструкций.
Прокатные станы
В рабочем слое имеет мелкий междукристаллический графит. Размер, форма и размещение графита и карбида можно управляется путем кокильзации и содержания сплава.
Доставка из г. Благовещенск В наличии Новое
Прокатные станы используются для прокатки металла для производства конструкционных профилей,листовых материалов,трубчатых продуктов и.т.д.У нас доступны станы
Доставка из г. Подольск В наличии Новое
Подушки представляют собой специальное литье (возможно из поковок), корпусные детали подшипников качения с входящими деталями: крышками, узлами уплотнений и
Доставка из г. Раменское В наличии Новое
Завод металлоконструкций продает листоправильную машину. Правка волнистости от 8 до 25мм, ширина до 3150 мм, количество валов- 7шт, рольганги в комплекте. Станок
Доставка из г. Киров В наличии Новое
Станы для проката металлической ленты ("EW/VRW") применяются для сокращения толщины лент или пластин различных размеров. Предявляемые к ним высокие требования по
Доставка из г. Челябинск В наличии
Трубоэлектросварочный стан предназначен для производства труб диаметром 20-144 мм из стальных рулонированных полос, а также производства замкнутых профилей типа
Доставка из г. Москва В наличии Новое
Доставка из г. Пенза В наличии Новое
Мобильный расточно-наплавочный станок BM-40 предназначен для восстановления изношенных проушин, посадочных мест и отверстий с диаметрами от 42 до 400 мм.
Доставка из г. Алушта В наличии Новое
Китайская известная надёжная компания ООО“Цзинь Бинь” занимается поставкой станков для профнастила и металлочерепицы уже много лет. Наше профилегибочное
Состав линии: Разматыватель, прокатный стан, гидравлические ножницы, система управления, приемный стол. Материал для линии: оцинкованный лист,
Основные характеристики Толщина стали: 0.3-1.2mm Ширина ленты: 305mm Скорость производства: 0-20 m/min Состав оборудования: Автоматический разматыватель, пресс, штамп,
Толщина стали: 0.3---1.2mm Ширина ленты: 450мм Скорость производства: 0-20 m/min Состав оборудования: Автоматический разматыватель, пресс, штамп, станок для
Данное оборудование работает по технологии электрического синхронного контроля. Процесс сварки и время сварки контролируются цифровой интегральной
Автоматическая линия для производства профиля типа КНАУФ предназначена для изготовления высококачественных стальных холодногнутых строительных
Китайская компания ООО «Цзинь Бинь» предоставляет Вам станок для изготовления пресса 40т 63т 100т 160т 600т 3600т и. т. Д. Помимо станок для изготовления пресса Вы
Прокатные станки
Доставка из г. Челябинск В наличии Новое
В продаже станок для производства хомутов в Челябинске Станок предназначен для серийного производства изделий специального криволинейного профиля из рулонной
Линия для производства оребрённых спирально-навивных
Доставка из г. Липецк В наличии Новое
Для производства металлических сайдингов и фасадных панелей с различной геометрией профиля, наш завод выпускает широкий модельный ряд высокопроизводительного
Доставка из г. Калуга В наличии Новое
Компания «ISTMAX» производит и реализует: Ролики конвейерные от D-57 до D-250, Рольганги; Роликоопоры направляющие и поддерживающие; Конвейерные барабаны, Редукторы,
Компания «ISTMAX» производит и реализует запчасти на конвейерное оборудование: Ролики конвейерные от D-57 до D-250, Рольганги; Роликоопоры направляющие и
Компания EFESCO осуществляет поставки высокотехнологичного оборудования из Китая такого как: Оборудование для алмазного бурения и сверления, Оборудование для
Доставка из г. Липецк Под заказ 60 дней Новое
Стан поперечно-винтовой прокатки УСВП60 предназначен для производства калиброванных металлических прутков методом радиально-сдвиговой прокатки в трехвалковой
Станок для изготовления полосы 6*12 мм из круглого прутка диаметром 10
KOCKS твердосплавное прокатное кольцо подходит для трехвалковых прокатного стана, главно для производства специальной стали как подшипниковой стали, рессорной
По сути своей, «ФАСАД-250» является мобильной фабрикой по производству сайдинга, что позволит Вам удешевить и упростить облицовку. Ваши клиенты получат
Доставка из г. Ижевск В наличии Новое
Продам оборудование для бизнеса. Комплект оборудования для проката Металлоизделий и изготовления Линеарных фасадных панелей, металлосайдинга. Аналогов данного
Усиленный станок для сборки отводов SBWT 1250х1,5 предназначен для изготовления и сборки сегментных отводов, переходов, заглушек и других фасонных изделий путем
Металлосайдинг «Корабельная доска» предназначен для обшивки лицевой части зданий и представляет собой двухполочную панель с замком и перфорированной кромкой
Станы прокатные для сокращения площади сечения проволоки ("MW") применяются с большим успехом для прокатки любых материалов, пригодных к обработке давлением.
Линии предназначены для производства металлического сайдинга из оцинкованной стали, и металла с лакокрасочным, декоративно – защитным
Доставка из г. Ростов-на-Дону В наличии
Стан работал в Европе. В России не монтировался. Находится в России в упаковке.
Доставка из г. Петропавловск-Камчатский В наличии Новое
Пресс ножницы, Гильотины, прокатные и листогибочные станки Компания Недбокс Реализует все виды станков по работе с металлом такие как: Пресс ножницы всех видов
В наличии Новое

Хотите подать объявление?
Типы прокатного оборудования
- Готовые линии для производства металлических профилей. Они позволят в короткие сроки оснастить предприятие всем необходимым и приступить к выпуску продукции крупными партиями. Автоматизированные линии обеспечивают высокую точность металлообработки.
- Линии для изготовления профлиста. Этот материал активно используется в строительстве заборов и ограждений, укладке кровель, обшивке стен, профилированный лист пользуется постоянным спросом, и его популярность продолжает расти. Готовая линия для производства профлиста станет гарантированным источником прибыли.
- Ручные профилегибы, предназначенные для сгибания профилей различного размера и толщины. Оборудование может стать частью автоматизированной линии, такая техника позволяет одновременно работать с тремя заготовками.
- Отдельные комплектующие для прокатных станов. Любая поломка оборудования приводит к остановке работы и убыткам, поэтому важно позаботиться о качественных запчастях. Поставщики предлагают различные детали, в каталоге представлено подробное описание каждой позиции.
На нашем сайте вы без труда найдете все необходимое для оснащения современного производственного комплекса, приобретенная техника прослужит годы и принесет немалую прибыль. Для уточнения цены и условия продажи вы сможете напрямую пообщаться с поставщиками и найти постоянных партнеров.
Условия поставок оборудования
Читайте также: