Прошивка для квадратных отверстий в металле
Обновлено: 27.09.2024
Слесари, механики, автолюбители и обычные люди умеющие пользоваться инструментом, при своей работе нередко сталкиваются с ситуациями, когда у них может возникнуть необходимость в той или другой металлической (стальной) детали, изделии сделать квадратное отверстие. Приобретать специальное оборудование или заказывать подобную работу на заводе - достаточно дорого. Есть бюджетная альтернатива – изготовление специального пробойника из доступных всем материалов.
Используемый инструмент и материалы
- арматурный прут или его замена (из хорошей марки стали) 20-30 см длиной требуемого диаметра (выбирается так чтобы квадрат нужных размеров мог быть «вписан» в его круг);
- тиски;
- маркер;
- линейка;
- штангенциркуль;
- круглый напильник
- ручная шлифовальная машинка («болгарка») с кругом по металлу;
- металлическая емкость с водой;
- пропановая горелка;
- дрель или сверлильный станок;
- молоток.
Изготовление пробойника
На арматурном пруте, размечается одна из боковых сторон (круглая) в виде «вписанного» квадрата нужных размеров. Далее арматура зажимается в тисках параллельно его «губкам» и при помощи болгарки обтачивается по 4-м сторонам до нужных размеров. Для получения максимальной точности используется штангенциркуль, который дает возможность проверять текущий размер детали.
Изготовив заготовку квадратного типа на части арматурного прутка, необходимо ее будет «заточить» особым образом, используя совсем маленький круг болгарки и круглый напильник. Надо будет вертикально закрепить деталь в тисках, и постепенно создать полукруг между соседними вершинами квадрата. В центре торцевой части изделия должна при этом образоваться круглая впадина.
После того как вершины квадрата (торцевая часть детали) стали острыми «шпилями», необходимо будет закрепить горизонтально деталь в тисках, и закалить - деталь, используя обычную пропановую горелку, с помощью которой квадратная часть изделия нагревается до покраснения, и затем остужается водой.
После подобной обработки квадратная часть детали (пробойник) становиться более крепкой и жесткой.
Изготовление квадратных отверстий
В нужном месте заготовка, в которой нужно будет сделать квадратное отверстие, при помощи дрели или сверлильного станка просверливается сверлом тем диаметром, который «вписывается» в нужный квадрат определенного размера. После этого заготовку размещают или закрепляют на надежной, крепкой поверхности (например тиски, широкий лист металла и т.д.), и с помощью полученного квадратного пробойника и молотка, делается нужное отверстие. Саму заготовку надо разместить так, чтобы та часть, где будет квадратное отверстие не прилегала к самой поверхности основы.
Удары молотком осуществляются по центру арматурного прутка и со средней силой. Таким образом из круглого отверстия «выбивается квадрат», и «лишний» металл просто выдавливается по ударами пробойника.
Важно знать, что изготовить пробойник можно не только «заостренным» со всех четырех граней. а и с одной. В таком случае он будет выглядеть как обычная стамеска, и при выбивании квадрата в заготовке надо будет его при каждом ударе молотка поворачивать на 90 градусов. Кроме того, по мере использования такого пробойника он затупляется, и его надо будет время от времени затачивать.
Смотрите видео
Инструмент BRIGHETTI

Технология ротационной прошивки позволяет выполнять отверстия различных форм: шестигранных, квадратных, треугольных, Torx, а так же специальных форм в соответствии с техническим заданием заказчика.
Прошивная головка устанавливается в револьверную головку либо в пиноль задней бабки токарного станка. В прошивной головке закрепляется сменный рабочий инструмент - прошивка. Прошивки могут применяться с различными видами покрытий.
Читать далее Обрабатываемая деталь с предварительно просверленным отверстием закрепляется в токарном патроне, детали сообщается вращательное движение на рекомендуемых оборотах. Далее подачей станка (перемещением по оси Z) прошивная головка состыкуется закрепленной прошивкой с предварительным отверстием в детали.
Устройство прошивной головки обеспечивает вращение установленной в ней прошивки вокруг своей оси и одновременно колебательное движение прошивки (величиной от 0,5 до 1,5 градусов в зависимости от типоразмера прошивной головки). После состыковки прошивки с торцем предварительного отверстия, прошивка начинает совершать вращательно-колебательное движение, что резко снижает усилие, необходимое для формообразования круглого отверстия в нужную форму. подачей задней бабки или револьверной головки по оси Z осуществляется продвижение прошивки внутри предварительного отверстия и формообразование прошиваемого отверстия в нужную форму.
Прошивные головки так же используются и на фрезерных станках, при этом вращается закрепленная в шпинделе станка прошивная головка, а закрепленная на столе фрезерного станка деталь неподвижна.
Ротационная прошивка головками Brighetti реализуется как на станках с ЧПУ, так и на универсальных станках.







Технические характеристики прошивных головок
| ТИП ПРОШИВНОЙ ГОЛОВКИ: BR | G5 | G8S | G8M | G8 | G12B | G12 | G12A* | G16 | G16L | G25 | |
| ХВОСТОВИК | Ø | 5 | 8 | 8 | 8 | 12 | 12 | 12 | 16 | 16 | 25 |
| РАЗМЕР КВАДРАТНЫХ ОТВЕРСТИЙ | мм | 1 - 4 | 1 - 6 | 1 - 6 | 1 - 8 | 1 - 10 | 1 - 12 | 1 - 12 | 1 - 16 | 5 - 22 | 10 - 25 |
| РАЗМЕР ШЕСТИГРАННЫХ ОТВЕРСТИЙ | мм | 1 - 6 | 1 - 8 | 1 - 8 | 1 - 10 | 1 - 14 | 1 - 14 | 1 - 14 | 1 - 24 | 5 - 28 | 10 - 40 |
| РАЗМЕР ОТВЕРСТИЙ TORX | Т | Т5-Т15 | Т5-Т15 | Т5-Т20 | Т5-Т30 | Т5-Т50 | Т5-Т50 | Т5-Т60 | |||
| ПОЛЕЗНАЯ ГЛУБИНА ПРОШИВАНИЯ (L1 рис. 2) | мм | ≤ 7 | ≤ 10 | ≤ 12 | ≤ 12 | ≤ 20 | ≤ 20 | ≤ 20 | ≤ 22 | ≤ 40 | ≤ 65 |
| MAX. ГЛУБИНА РАБОТЫ (L1 рис. 2) | мм | 7 | 14 | 14 | 14 | 20 | 20 | 25 - 60 | 21 | 40 | 65 |
| ТИП ПРОШИВНОЙ ГОЛОВКИ: BR | G5 | G8S | G8M | G8 | G12B | G12 | G12A* | G16 | G16L | G25 | |
| ХВОСТОВИК ЦИЛИНДРИЧЕСКИЙ | Ø | 8 | 10 | 10 | 12 | 19,05 | 25 | 19,05 | 25 | 32 | 32 |
| Ø | 10 | 12 | 12 | 16 | 20 | 32 | 20 | 32 | 40 | 40 | |
| Ø | 12 | 15,875 | 16 | 19,05 | 22 | 25 | |||||
| Ø | 15,875 | 16 | 19,05 | 20 | 25 | 25,40 | |||||
| Ø | 16 | 19,05 | 20 | 22 | 25,40 | 30 | |||||
| Ø | 19,05 | 20 | 25 | 25 | |||||||
| Ø | 20 | 25 | 25,40 | 25,40 | 32 | ||||||
| Ø | 22 | 25,40 | |||||||||
| ХВОСТОВИК КОНУС МОРЗЕ | 2 - 3 | 2 - 3 | 3 | 4 | 4 | ||||||
| ХВОСТОВИК ISO - DIN 69871 / DIN 2080 / BT | 30 - 40 | 30 - 40 | 40 | 40 - 50 | 40 - 50 | ||||||
| ХВОСТОВИК VDI | VDI 20 | VDI 30 | VDI 30 | VDI 40 | VDI 40 | ||||||
| VDI 30 | VDI 40 | VDI 40 | |||||||||
| ХВОСТОВИК HSK | HSK 40 | HSK 40 | |||||||||
| HSK 50 | HSK 50 | HSK 50 | HSK 50 | HSK 50 | |||||||
| HSK 63 | HSK 63 | HSK 63 | HSK 63 | HSK 63 |
| ТИП ПРОШИВНОЙ ГОЛОВКИ: BR | G5 | G8S | G8M | G8 | G12B | G12 | G12A* | G16 | G16L | G25 | |
| ДИАМЕТР ХВОСТОВИКА ПРОШИВКИ ("d" рис. 1) | Ø | 5 | 8 | 8 | 8 | 12 | 12 | 12 | 16 | 16 | 25 |
| РАЗМЕРЫ КОРПУСА ("AxD" рис. 1) | мм | 34x22 | 27.5x35 | 48x28 | 46x35 | 55x45 | 78x58 | 80x72 | 95x70 | 105x90 | 105x98 |
| ВЫЛЕТ ПРОШИВКИ ("B" рис. 1) | мм | 10 | 18 | 18 | 18 | 25 | 25 | 25-60 | 25 | 45 | 70 |
| ВЕС | гр | 110 | 410 | 225 | 470 | 750 | 1460 | 1580 | 2550 | 4400 | 5100 |
Формообразование поверхности участков валов





Прошивные головки применяются для формообразования участков наружных цилиндрических поверхностей формы вала в профиль с заданным поперечным сечением с применением специальных матриц, устанавливаемых на головку через адаптер. Матрица в адаптере совершает колебательно-поступательные движения формируя профиль, соответствующий форме отверстия матрицы. Технология позволяет получать точные шлицевые, эвольвентные, звездообразные и другие виды поперечных сечений в соответствии с техническим заданием заказчика.
Сверление квадратных отверстий в металле
К сожалению, мы не можем предложить Вам “Сверло для квадратных отверстий (Уаттса/Рело)”, но вы можете выбрать другой инструмент в нашем каталоге.
Содержание
Сверление квадратных отверстий в металле
- Инструмент для сверления квадратных отверстий
- Особенности применения сверл для квадратных отверстий
- Что используют на производстве
- Что используют в быту
Тема этой статьи — сверление квадратных отверстий в металле. Для этого есть различные способы. О том, как сделать квадратное отверстие в металле, мы расскажем ниже.
![01_Квадратное отверстие в металлической заготовке.jpg]()
Фотография №1: квадратное отверстие в металлической заготовке
Инструмент для сверления квадратных отверстий
Для сверления квадратных отверстий применяют специальные сверла Уаттса. Они отличаются от обычных инструментов рабочими частями, имеющими особую конструкцию. В ее основе – треугольник Рело.
![02_Трегуольник Рело и его свойства.jpg]()
Изображение №1: треугольник Рело и его свойства
Эта фигура представляет собой пересечение трех равных кругов. Самое важное свойство треугольника Рело заключается в том, что если провести к такому треугольнику пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Как видно на рисунке выше, если вращать треугольник Рело по траектории, описываемой 4-мя эллипсоидными дугами, получается квадрат с незначительными скруглениями в углах.
Наработки Рело использовал английский инженер Г. Уаттс. Именно он создал сверло для квадратных отверстий, названное в его честь — сверло Уаттса. Рабочая часть имеет вот такой профиль.
![03_Сверло Уаттса и профиль его рабочей части.jpg]()
Изображение №2: сверло Уаттса и профиль его рабочей части
Особенности применения сверл для квадратных отверстий
Стандартные сверла Уаттса, предназначенные для сверления квадратных отверстий в металле, изготавливают из стали У8. Закалка производится до получения твердости инструментов в пределах от HRC 52 до HRC 56. В тяжелых условиях эксплуатации используют инструменты из легированной стали Х12. Твердость материала варьируется в пределах от HRC 56 до HRC 60.
Самая важная особенность применения этих сверл для квадратных отверстий на производстве и в быту заключается в необходимости использования дополнительных приспособлений для фиксации инструментов и перемещения рабочих частей по вышеописанной траектории.
Что используют на производстве
Для фиксации сверл для квадратных отверстий в металле на станках используют специальные шпиндели-переходники. Они состоят из:
- корпусов;
- зубчатых венцов;
- переходников под основные шпиндели;
- приводных шестерней;
- шестерней зацепления;
- качающихся втулок.
![04_Сверление квадратного отверстия в металле на станке.jpg]()
Изображение №3: сверление квадратного отверстия в металле на станке
Что используют в быту
При использовании дрелей сверла для квадратных отверстий закрепляют при помощи специальных рамок. Их соединяют с патронами карданными передачами. Для этого используют особые переходники, состоящие из:
- корпусов;
- плавающих хвостовиков;
- качающихся колец;
- сменных втулок;
- опорных шариков;
- крепежных винтов.
![05_Принцип получения квадратных отверстий сверлами Уаттса в домашних условиях с применением обычных дрелей.jpg]()
Изображение №4: принцип получения квадратных отверстий сверлами Уаттса в домашних условиях с применением обычных дрелей
Иные способы получения квадратных отверстий в металле
Кроме обработки заготовок сверлами Уаттса для получения квадратных отверстий в металле используют следующие методы и технологии.
- Лазерная резка. Это наиболее эффективный способ получения квадратных отверстий в металле с заданными параметрами. Точность находится на максимальном уровне. Лазерная резка квадратных отверстий производится на сложных и дорогостоящих станках с ЧПУ.
Применение обычных сверл и напильников. Метод выглядит так.
- На поверхность заготовки наносят разметку (вычерчивается квадрат).
- В углах квадрата при помощи керна намечают центры вспомогательных отверстий.
- Их высверливают сверлом малого диаметра.
- При помощи крупного сверла удаляют большую часть материала внутри отверстия.
- Углы и поверхности будущего квадратного отверстия выравнивают напильником.
![06_Лазерная резка - наиболее эффективная технология!.jpg]()
Фотография №2: лазерная резка — самая эффективная технология!
Где купить приспособления для сверления квадратных отверстий в металле
К сожалению, мы не можем предложить Вам “Сверло для квадратных отверстий (Уаттса/Рело)”, но вы можете подобрать и купить другие сверла по металлу или подобрать другой инструмент из нашего каталога.
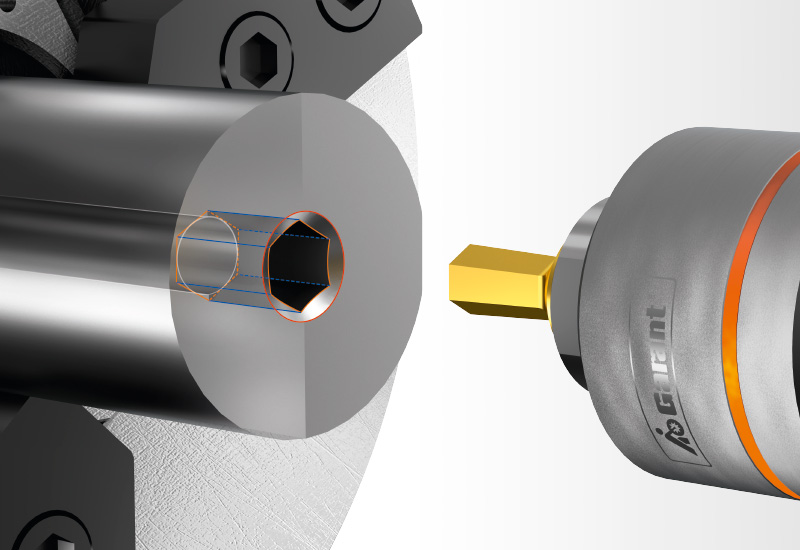
Ротационная прошивка GARANT
![LP_Profilraeumen_Intro_800x550r.jpg]()
Всегда подходящая инструментальная система для изготовления профильных отверстий.
На данный момент под маркой GARANT представлены полные линейки инструмента для долбления и ротационного прошивания профилей на токарных станках и обрабатывающих центрах. В зависимости от соответствующего варианта применения, имеется две разных инструментальных системы для экономичного изготовления профильных отверстий.Ротационные прошивки GARANT
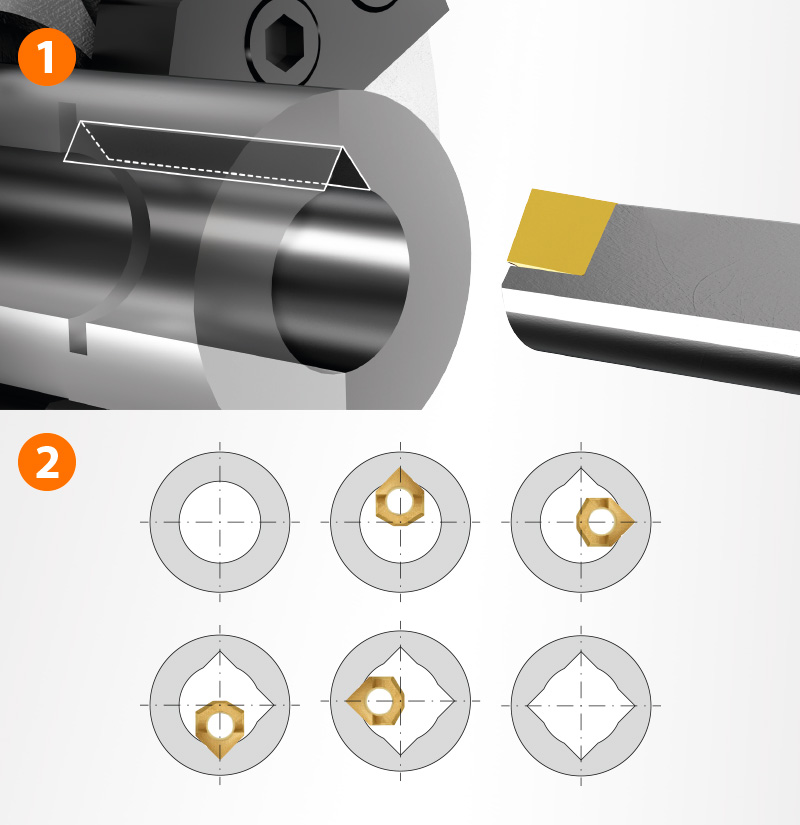
![LP_Profilraeumen_01_1164x375.jpg]()
За несколько секунд можно изготовить отверстия шестигранной, квадратной или звездообразной формы (Torx®):
1. Эксцентричная конструкция: подходит для токарных и фрезерных станков с ЧПУ и обычных станков
2. Различные варианты крепления на станке: цилиндрический хвостовик, конус Морзе и хвостовик VDI. Другие хвостовики доступны по запросу.
3. Опорная плокость: повышает устойчивость и надежность процесса
4. Закаленный и отшлифованный: прецизионная посадка долбяка
5. Все долбяки в качестве стандарта имеют покрытие TiN
6. Буртик на долбяке для дополнительной устойчивости
7. Лыска на хвостовике долбяка для надежного крепленияМетод работы
![LP_Profilraeumen_02_800x550.jpg]()
Этап 1 Подготовка отверстия:
Для продления срока службы режущей кромки и сокращения времени обработки следует выбирать предварительное отверстие максимально возможной величины. При большем диаметре отверстия контур отверстия остается видимым на плоскостях. При этом нет никаких технических или качественных ограничений функциональности профиля.
Этап 2 Ротационное прошивание:
При обработке следует использовать токарный станок с ЧПУ с небольшой частотой вращения (n ок. 100 об/мин – 200 об/мин) и высокой подачей (f ок. 0,1 - 0,3 мм/об). После достижения глубины обработки около 0,5 мм необходимо увеличить подачу и частоту вращения в соответствии с таблицей (см. информацию на странице об инструменте для ротационного прошивания). Начать обратное движение при увеличенной подаче.
Необходимо применение СОЖ. При небольшой глубине профиля достаточно наружного охлаждения.
Этап 3 Чистовая обработка:
Удаление остатков стружки из отверстия.Долбление профилей GARANT
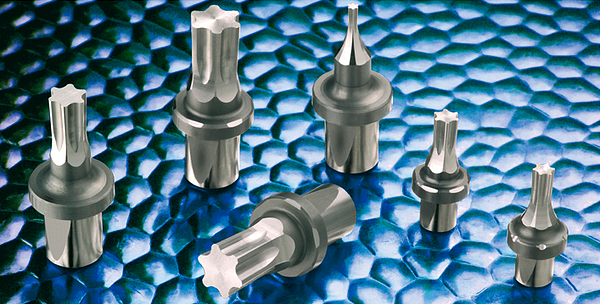
![LP_Profilraeumen_03_800x825.jpg]()
1. Точные профили – даже при применении материалов с высокой прочностью
2. Изготовление квадрата: четыре этапа по 90°Видео
У Вас есть вопросы? Свяжитесь с нами!
Консультации специалистов: лучшие эксперты проконсультируют Вас по интересующим вопросам, предоставят информацию о продуктах и услугах, оперативно ответят на запросы. Вы можете связаться с нами по телефону, по электронной почте или по факсу.
Osnastka.pro
Ротационные прошивные головки (производители).
Изготовление различных многогранных (фасонных) отверстий (квадратных, шестигранных, треугольных, TORX и др., в т.ч. специальных форм) в деталях, методом ротационной прошивки известно с давних времен. При использовании специального адаптера, данным методом можно получать и наружные шестигранники, квадраты, звездочки и другие различные фасонные поверхности по чертежам, в соответствии с техническим заданием заказчика . Обрабатывать данным инструментом можно различные материалы: сталь, нержавейку, титан, алюминий и т.д.
![]()
![]()
![]()
![]()
![]()
Как правило таким методом получают отверстия не высокой степени точности (допуск на размер находится в пределах от десятки и выше), так же есть ограничения по глубине обработки. Для более точных отверстий применяют иные методы обработки, такие как протягивание (прошивка), долбление или электроэрозионную обработку.
![]()
![]()
![]()
![]()
Принцип работы ротационной прошивки заключается в обработке заранее подготовленной поверхности по траектории движения инструмента вдоль обрабатываемой поверхности, при этом заготовка и инструмент получают синхронное вращение, с контактом резца в заготовке практически стремящемся к "одной точке" (при этом сам резец инструмента в прошивке конструктивно установлен под небольшим углом).
![]()
В статье МГТУ им. Н.Э. Баумана "Aнализ точности гранных отверстий, получаемых методом качающегося прошивания" от 04.04.11 г. (авторы: Зубков Н. Н., Ломакин А. В.; УДК 621.9.04) более детально описан принцип работы прошивных головок и приведен анализ точности получаемых многогранных отверстий. Читать статью.
![]()
![]()
![]()
![]()
![]()
Прошивная головка может использоваться на большинстве станков с вращательным движением, как на станках традиционных (токарный станок, дрель, фрезерный станок), так и на станках с программным управлением, и может работать как по вертикали, так и по горизонтали.
Головки поставляются с различными видами хвостовиков для установки на токарные и фрезерные станки.
![]()
Перед тем как перейти к прошиванию, необходимо сделать отверстие на заготовке, слегка превышающее (от 0,1 до 0,3 мм.) по размеру готовое фасонное отверстие, более глубокое в несквозных отверстиях для выхода стружки. При выполнении особенно сложной обработки, рекомендуется использовать соответствующее масло для резки.
Рекомендуемые режимы обработки можно увидеть ниже.![]()
![]()
![]()
Демонстрационное видео работы прошивного инструмента
Данную оснастку производят многие производители, но зачастую качественная работа таких головок определяется не только качественным изготовлением резцов, качественной сборкой, но и в большей степени качеством изготовления деталей таких головок (это и точность, и соответствующая термообработка и выбор материалов), и что наиболее важно! качеством установленных подшипников, а отсюда и существенный разброс цен на данную оснастку.
Читайте также: