Протяжка отверстий в металле
Обновлено: 21.09.2024
В массовом, крупносерийном и среднесерийном производстве широко применяется протягивание отверстий цилиндрических, шлицевых и других форм.
Цилиндрические отверстия протягиваются после сверления или зенкерования. Протягивание заменяет развертывание отверстий на сверлильных и револьверных станках.
Для протягивания цилиндрических отверстий пользуются круглим и протяжками, которые обеспечивают обработку отверстий с точностью до 2-го класса и по Ra=0,32—5мкм
Протяжки квадратные, одношпоночные, шлицевые применяются для обработки отверстий соответствующих форм.
Для выполнения калибровочных операций, а также для обработки глухих отверстий применяются прошивки. Прошивки проталкиваются через отверстие и в отличие от протяжек, работающих на растяжение, работают на продольный изгиб. Длина прошивок 150—300 мм они значительно короче протяжек.
Станки, применяемые для протягивания, делятся на: 1) механические и гидравлические; 2) горизонтальные и вертикальные; 3) одно-и многошпиндельные.
Механические протяжные станки имеют механическую подачу, осуществляемую реечной зубчатой парой или ходовым винтом. Реечный механизм не обеспечивает плавного, спокойного хода, что плохо отражается на работе протяжки. Ходовой винт дает более равномерный и спокойный ход протяжки.
Протяжные механические станки бывают с двумя ходовыми винтами, которые при вращении осуществляют тяговую силу путем передачи движения салазками с закрепленной на них протяжкой. Механические протяжные станки все более заменяют высокопроизводительными гидравлическими станками, гидравлическая подача которых дает более спокойный и равномерный ход протяжки по сравнению с механическими станками.
Отечественные горизонтально-протяжные станки развивают тяговую силу 10 000 кГ (98 060 н) при рабочей скорости 1,5—13 м/мин: 20000 кГ (196 120 н) при рабочей скорости 1,5—11 м/мин, 40 000 кГ (392 240 н) при рабочей скорости 1,0—6,8 м/мин, 100 000 кГ (980600 н) при рабочей скорости 0,3—3,7 м/мин.
Вертикальные протяжные станки занимают значительно меньшую площадь, чем горизонтальные (примерно в два-три раза). На этих станках устанавливать для обработки деталь удобнее; снятие детали можно автоматизировать; после протягивания не требуется переносить протяжку в первоначальное положение, так как она автоматически закрепляется поочередно то за верхний конец, то за нижний.
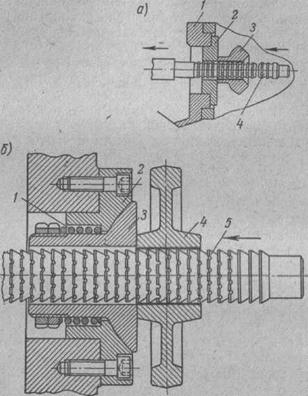
Рис. 20. Установка деталей при протягивании.
а — на жесткой опоре: 1 — лобовая часть станка; 2 — опорная шайба; 3 — обрабатываемая деталь; 4 — протяжка; б — на шаровой опоре: 1 — пружина; 2 — опорная шайба; 3 — шаровая опора; 4 — обрабатываемая деталь; 5 — протяжка
Двух- и трехшпиндельные вертикальные протяжные станки позполяют протягивать одновременно 2—3 детали.
Для одновременного протягивания двух отверстий в одной детали [например, в шатуне двигателя) применяются специальные горизонтальные или вертикальные двухшпиндельные протяжные станки.
Толкающие станки для прошивания применяются для выполнения калибровочных операций. Прошивание сквозных и глухих отверстий обычно осуществляется на прессах гидравлических, пневматических, механических и ручных.
Установка детали для протягивания на протяжных станках произзводится на жесткой или шаровой опоре. Установку детали на жесткой опоре (рис. 20, а) применяют, когда торец детали подрезан перпендикулярно оси отверстия. Если торец детали не подрезан (черная, необработанная поверхность) или подрезан неперпендикулярно оси отверстия, деталь устанавливают для протягивания на шаровой опоре (рис. 20, б).
Применяя шаровую опору для деталей с одним подрезанным торцом, деталь опирают на другой необработанный торец; таким образом зубья протяжки будут врезаться с обработанного торца и благодаря этому будут меньше тупиться.
Одновременно протягивание нескольких деталей повышает производительность станка. Если длина отверстия у детали меньше 2-3 шагов протяжки, следует протягивать отверстие одновременно у нескольких деталей.
Основное время для обработки протягиванием определяется по следующей формуле:
где L- длина рабочей части протяжки в мм; l — длина протягиваемой поиерхности детали в мм; Vp— скорость резания (рабочего хода), м/мин;Vо.х.— скорость обратного хода в м/мин.
Скорость обратного хода принимается в 2—3 раза больше скорости рабочего хода.
Протягиванием можно выполнять спиральные канавки в отверстии, для чего во время протягивания протяжку поворачивают на определенный угол.
Протяжки и протяжные станки для обработки металла протягиванием
Протяжка – это инструмент, при помощи которого выполняется обработка металла протягиванием (одна из наиболее распространенных технологических операций по обработке металлов резанием). Такая технология применяется для деталей, используемых во многих отраслях промышленности.
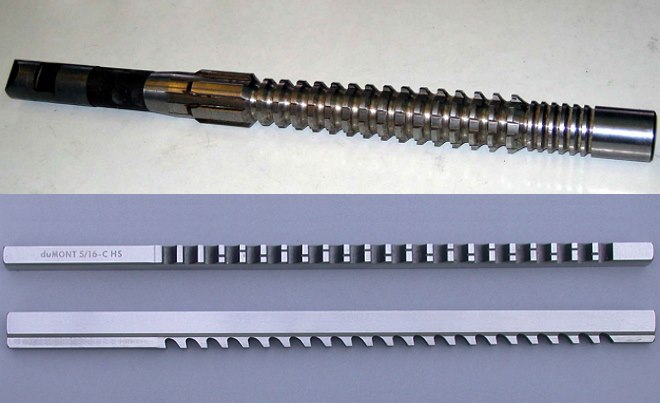
Рабочая поверхность протяжек может иметь различный профиль в зависимости от назначения и типа инструмента
Для чего необходимо протягивание
Такая технологическая операция, как протягивание, считается одним из наиболее эффективных способов обработки металлов резанием. Для ее выполнения необходимы протяжной станок и специальный инструмент, использование которого дает поверхность с шероховатостью порядка 0,32 мкм и точностью геометрических параметров, соответствующей 6 квалитету.
Инструмент, при помощи которого выполняется протяжная металлорежущая обработка, состоит из множества зубьев. Каждый из них выше другого, если измерять их высоту в плоскости, перпендикулярной направлению, в котором осуществляется основное движение резки. Оснащение протяжки множеством режущих лезвий и расположение их в определенном положении позволяют использовать всего один такой инструмент для того, чтобы снимать весь необходимый объем стружки как в процессе черновой обработки поверхности, так и при ее калибровке.

Большинство протяжных станков налаживаются под обработку однотипных деталей
Применяя протяжные станки, а также специализированный инструмент, можно обрабатывать как наружные, так и внутренние поверхности изделий различной конфигурации. При протягивании не используется движение подачи: вся обработка осуществляется за счет совершения протяжкой главного движения, которое может быть вращательным или поступательным. По похожему принципу работает инструмент для прошивания отверстий. Несмотря на всю схожесть этих технологических операций, принципиальная разница между ними заключается в том, что инструмент для прошивки работает на сжатие, а протяжка – на растяжение.
Протягивание, если сравнивать его с другими методами обработки металлов резанием, обладает целым перечнем преимуществ, к которым следует отнести:
- возможность уменьшения затрат на эксплуатацию используемого оборудования;
- высокую износостойкость протяжки;
- высокий показатель минутной подачи благодаря тому, что обработка выполняется сразу несколькими режущими зубьями;
- возможность работы на протяжных станках даже специалистов с невысоким уровнем профподготовки;
- снятие припуска с поверхности с высокой относительной скоростью (это означает высокую производительность обработки);
- возможность устранять любые виды брака обрабатываемой поверхности;
- высокую точность обработки металлических изделий.
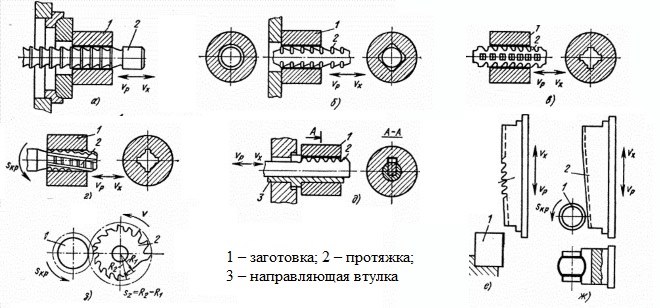
Схемы различных типов протяжки отверстий и поверхностей
Инструмент, которым оснащаются протяжные станки, изготавливается преимущественно из быстрорежущих сталей со средним уровнем легирования, отличающихся достаточно высокой стоимостью. По этой причине его применение рекомендовано для производств, выпускающих свою продукцию крупными и массовыми сериями.
Между тем использовать протяжные станки и протяжку могут и при мелкосерийном и единичном производстве изделий из металла, если их геометрические параметры стандартизированы. Не обойтись без такой технологической операции и в тех случаях, когда она является единственно возможным либо самым выгодным способом обработки.
Разновидности и конструкция протяжек
Протяжки классифицируются по целому ряду параметров. Выделяют следующие виды протяжек:
- с режущей частью, изготовленной из быстрорежущей, инструментальной стали или твердого сплава;
- цельные или сборные – в зависимости от конструктивного исполнения;
- одно- или многопроходные – в зависимости от того, сколько протяжек содержится в одном рабочем комплекте;
- работающие по ступенчатой, профильной или прогрессивной методике – в зависимости от того, каким способом с поверхности детали снимается припуск;
- с прямым и наклонным или винтовым и кольцевым расположением режущих лезвий на рабочей части.
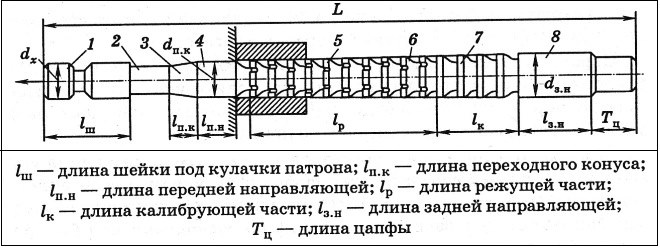
Значимые элементы круглой протяжки
Различные типы протяжек выделяют и по их основному назначению, причем такую классификацию можно назвать одной из самых важных. Так, в зависимости от данного параметра различают протяжки для наружных и внутренних поверхностей. При помощи инструмента, предназначенного для выполнения наружных работ, можно выполнять обработку поверхностей различной конфигурации (шестерни, профили елочного типа, пазы, в том числе и Т-образного типа, цилиндрические валы, канавки различной формы, в том числе и «ласточкин хвост», шлицевые валы и др.).
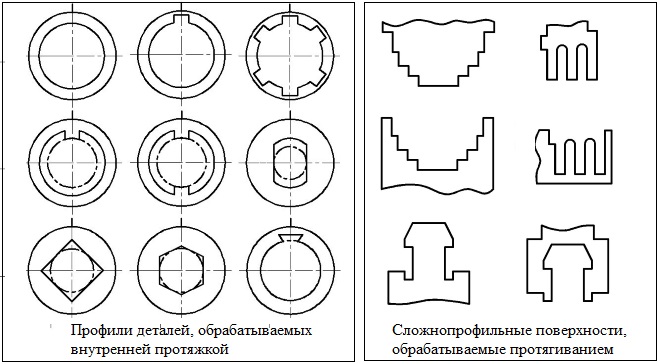
Протяжкой могут обрабатываться поверхности различного профиля
Обработка протягиванием отверстий является более распространенной технологической операцией, чем обработка протягиванием наружных поверхностей. Используя протяжной станок и протяжку, можно обрабатывать внутренние поверхности следующих типов:
- шпоночные пазы;
- канавки винтового типа;
- отверстия круглой формы (протяжки для круглых отверстий);
- отверстия с различным количеством граней (гранные протяжки);
- отверстия со шлицами (протяжки шлицевые).

Шлицевая протяжка для обработки отверстий
Несмотря на то, что для обработки внутренних поверхностей используются различные типы протяжек, конструкция этих инструментов практически идентична и включает в себя несколько составных элементов.
Это направляющий элемент. Перед обработкой деталь фиксируется именно на передней части инструмента, которая затем плавно передает обрабатываемую поверхность на режущие кромки протяжки. Номинальное сечение передней части инструмента и размер обрабатываемого отверстия должны совпадать, а выбор степени посадки осуществляется с учетом требуемой величины зазора между протяжкой и стенками отверстия.
При помощи этого элемента протяжку фиксируют в патроне используемого оборудования. Для протяжек как круглого, так и плоского типа размеры хвостовиков строго оговариваются положениями соответствующих нормативных документов (ГОСТы 4043-70 и 4044-70).

Стандартный хвостовик шлицевой протяжки
Данный элемент протяжки состоит из множества зубьев и отвечает за снятие с обрабатываемой поверхности требуемого припуска. Геометрические параметры режущих зубьев протяжки, начиная от ее передней части и заканчивая задней, постепенно изменяются. Так, передний зуб имеет форму и размеры отверстия, которое предстоит обрабатывать, а задний режущий элемент отличается геометрическими параметрами, соответствующими характеристикам уже готового отверстия. За счет того, что высота зубьев протяжки постепенно увеличивается к ее задней части, при выполнении обработки отсутствует движение подачи, при этом припуск с обрабатываемой поверхности эффективно снимается.
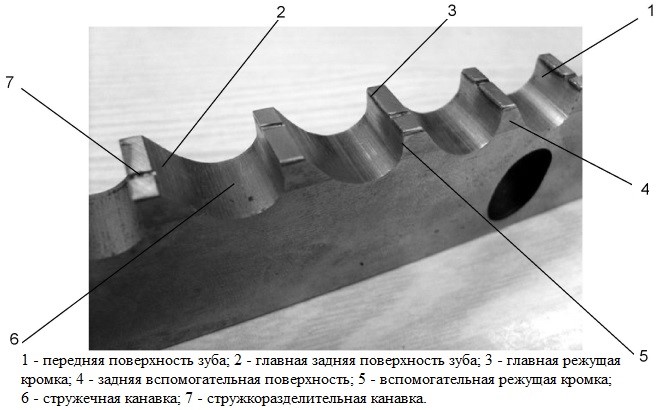
Основные элементы режущей части шпоночной протяжки
Этим элементом оснащаются длинные и тяжелые протяжки для того, чтобы обеспечить их поддержку при помощи люнета.
Задняя направляющая часть
Данная часть протяжки необходима для того, чтобы обрабатываемую деталь не перекосило при выходе из ее отверстия последнего режущего зуба.
Этот элемент характеризуется меньшим количеством зубьев, чем режущая часть протяжки. Форма и размеры зубьев, расположенных на калибрующей части, полностью идентичны аналогичным параметрам готового отверстия.
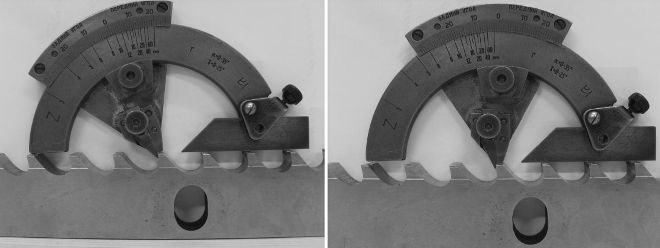
С целью выявления погрешностей параметры протяжек периодически контролируются. На фото показана проверка переднего и заднего углов шпоночной протяжки
Виды шлицевых протяжек и сферы их применения
Шлицевая протяжка, как уже говорилось выше, применяется для обработки внутренних поверхностей, на которых имеются шлицевые элементы. Такие инструменты в зависимости от количества и типа резцов, которыми они оснащены, могут быть:
Шлицевая протяжка в зависимости от ее типа может быть произведена по одному из следующих нормативных документов:
В отдельных случаях, когда подобрать стандартный инструмент не представляется возможным, изготовление протяжек может выполняться по специально разработанной конструкторской документации.
Используя протяжки шлицевого типа, можно эффективно выполнять следующие технологические операции:
- нарезку шпоночных канавок и шлицев;
- обработку стволов нарезного оружия;
- калибрование внутренних отверстий различного типа;
- производство элементов турбин самолетных двигателей;
- протягивание наружных поверхностей, отличающихся сложной конфигурацией.
Оборудование для протягивания
Станки для протягивания разделяются на различные типы по целому ряду параметров. Такими параметрами, в частности, являются:
- назначение – для выполнения обработки наружных или внутренних поверхностей;
- степень универсальности – станки общего и узкоспециализированного назначения;
- направление, в котором двигается протягиваемый элемент (рабочее движение), – горизонтально-протяжные станки или вертикально-протяжные;
- тип выполняемого рабочего движения – с круговым движением, с движением протяжки или заготовки;
- количество установленных на станке кареток – одно- или многокареточные;
- количество занимаемых рабочим механизмом станка позиций – одно- и многопозиционные (с поворотным рабочим столом);
- уровень автоматизации – с ЧПУ и без.
Основные части протяжных станков
Наиболее распространенными типами такого оборудования являются:
- горизонтально-протяжной универсальный станок, используемый для обработки внутренних поверхностей;
- станки вертикального типа, которые могут применяться как для наружных, так и для внутренних поверхностей;
- оборудование с ЧПУ, которое может быть как горизонтально-протяжным станком, так и вертикально-протяжным (на таком оборудовании автоматизированы процессы установки и снятия обрабатываемых заготовок, а также замены рабочего инструмента).
Выбирая оборудование для выполнения протягивания, специалисты ориентируются на два основных параметра таких станков: развиваемую тяговую силу, величина которой может находиться в интервале 50–1000 кН, и длину хода протяжки, которую можно выбрать в диапазоне 1000–2000 мм.
Элементы и геометрия режущей части протяжек
Протягивание – лезвийная обработка резанием открытых поверхностей; главное движение, прямолинейное возвратно-поступательное, придается режущему инструменту (протяжке или прошивке), движение подачи заложено в конструкции режущего инструмента в виде подъема на зуб.
Подъем на зуб – превышение по высоте или ширине размера режущей части зуба по отношению к предыдущему зубу.
По характеру движения режущего инструмента различают протяжки (инструмент вытягивается из отверстия) и прошивки (инструмент проталкивается в отверстие).
Протягивание – высокопроизводительный процесс обработки наружных и внутренних поверхностей, обеспечивающий высокую точность формы и размеров обработанной поверхности. При протягивании профиль обработанной поверхности копируется профилем режущих зубьев, поэтому протяжки – узкоспециальный инструмент, применяемый для обработки поверхностей со строго заданными формой и размерами.
По характеру обработанной поверхности различают внутренние и наружные протяжки.
Внутренние протяжки предназначены для обработки круглых, квадратных, многогранных и шлицевых отверстий, а также шпоночных и других фигурных пазов. Промышленностью выпускаются стандартные внутренние протяжки: круглые переменного резания диаметром 10–90 мм; обрабатываются отверстия по 7–9-му квалитетам, Ra 0,63–2,5 мкм; для протяжки квадратных отверстий со стороной квадрата 10–60 мм; обрабатываются отверстия по 11–12-му квалитетам, Ra < 20 мкм; шлицевые – для обработки отверстий с прямобочным профилем, с центрированием по наружному диаметру 20–88 мм, комбинированные, переменного резания; для обработки шлицов с числом шлицов 6, 8, 10; для шлицевых отверстий с эвольвентным профилем, с центрированием по наружному диаметру 12–90 мм, модулем 1–5 мм.
Наружные протяжки предназначены для обработки наружных поверхностей, пазов, уступов, являются специальным видом инструмента, поэтому не стандартизованы. При наружном протягивании, которое применяется вместо строгания, фрезерования, шлифования, за одну операцию обрабатывают как можно больше сопряженных поверхностей, для этого протяжки соединяют в блоки.
Круглая протяжка (рис. 10.31) состоит из следующих элементов. Замковая часть 1 (хвостовик) служит для закрепления протяжки в патроне тягового устройства станка; шейка 2 – соединительная поверхность. Направляющий конус 3 и передняя направляющая часть 4 служат для центрирования заготовки в начале резания. Режущая часть 5 состоит из режущих зубьев, высота или ширина которых увеличиваются на высоту срезаемого слоя, и служит для срезания основной доли припуска. Для облегчения образования стружки на режущих зубьях в шахматном порядке выполняются стружколомные канавки. Калибрующая часть 6 предназначена для придания обработанной поверхности окончательной формы, необходимой точности и шероховатости. Она состоит из калибрующих зубьев, форма и размеры которых соответствуют форме и размерам обработанной поверхности. Задняя направляющая часть 7 необходима для поддержания протяжки при выходе ее из обработанного отверстия.
Круговая протяжка (рис. 10.32) – сложный специальный инструмент, предназначенный для наружного протягивания фасонных поверхностей (обычно для нарезания зубчатых венцов). На образующей вращающегося корпуса 9 болтами 10 закреплены блоки 8 с черновыми режущими зубьями.
По направляющим паза корпуса перемещается подвижный элемент 5, на образующей которого размещены блоки 6 с чистовыми (профилирующими) зубьями. Между последним чистовым и первым черновым зубьями находится свободный сектор 7, необходимый для подвода (отвода) протяжки в зону резания (и из нее) и для делительного поворота заготовки при нарезании зубчатого венца. Корпус 9 протяжки крепится к инструментальному шпинделю станка 1 болтами 12.
Прямолинейное перемещение чистовых зубьев относительно заготовки обеспечивается суммированием вращательного движения корпуса протяжки и возвратно-поступательного перемещения подвижного элемента. Последнее достигается взаимодействием следящих роликов 3 с копиром 13, установленным на станине 2 станка. Следящие ролики, прижимаемые к копиру пружиной 11, установлены под каждым чистовым зубом.
Прошивка 3 (рис. 10.33) проталкивается в отверстие заготовки 4 штоком поршня 2 пресса. Заготовка устанавливается на столе 1 пресса. Поскольку прошивка работает на сжатие, ее длина ограничена (не более 15 диаметров), поэтому прошивки обычно применяются для получистовой правки цилиндрических отверстий.
Черновые и чистовые зубья протяжек имеют различную геометрию. Черновые зубья (см. рис. 10.31, сечение А–А) выполняются острозаточенными.
Задний угол для внутренних протяжек равен 3°, для наружных – 3–8º. Передний угол выбирается в зависимости от свойств обрабатываемого материала в пределах 10–20°. Шаг между зубьями выбирается из требования одновременности работы не менее трех зубьев. Подъем на зуб – 0,06–0,3 мм/зуб.
Рис. 10.31. Круглая протяжка: 1 – замковая часть; 2 – шейка; 3 – направляющий конус; 4, 7 – пер дняя и задняя направляющие части соответственно; 5 – режущая часть (режущие зубья); 6 – калибрующая часть (калибрующие или чистовые зубья); V – движение резания; f – ленточка; Sz – подъем на зуб; t – шаг между зубьями; α, γ – главные задний и передний углы соответственно
Рис. 10.32. Круговая протяжка: 1 – инструментальный шпиндель; 2 – станина; 3 – следящие ролики; 4 – упор; 5 – подвижный элемент; 6, 8 – резцовые блоки; 7 – свободный сектор; 9 – корпус; 10, 12 – болты; 11 – пружина; 13 – копир
Рис. 10.33. Прошивание: 1 – стол; 2 – шток поршня; 3 – прошивка; 4 – заготовка; V – движение резания
Рис. 10.34. Схемы срезания припуска: а – профильная; б – генераторная; в – групповая
Чистовые зубья (см. рис. 10.31, сечение Б–Б) выполняются с ленточкой, равной 0,02–0,3 мм. Передний угол выбирается в зависимости от свойств обрабатываемого материала в пределах 0–15°. Нулевой передний угол обычно назначается для профильных протяжек, что позволяет не потерять геометрическую точность зубьев при переточках. Шаг между зубьями t выбирается из требования участия в работе только одного зуба. Подъем на зуб – 0,015–0,03 мм/зуб.
При протягивании фасонных внутренних поверхностей в заготовке сверлится цилиндрическое отверстие. Затем производится протягивание до получения необходимого профиля. При протягивании применяются несколько схем срезания припуска, а следовательно, и профилирования зубьев протяжки.
При профильной схеме (рис. 10.34, а) черновые и чистовые зубья профилируются по кривой, эквидистантной (равноудаленной) обработанной поверхности. Такая схема обеспечивает высокую геометрическую точность обработанной поверхности, очень простое профилирование и переточку зубьев. Но от зуба к зубу возрастает длина режущей кромки, что приводит к необходимости уменьшать подъем на зуб. Протяжки получаются настолько длинными, что приходится разбивать обработку на несколько этапов.
При генераторной схеме (рис. 10.34, б) черновые зубья профилируются дугами окружности или сочетанием дуга окружности – кривая, эквидистантная профилю, т. е. обрабатываемый профиль генерируется зубом протяжки.
Тема 8.1. Процесс протягивания
Протягивание является технологическим способом обработки металлов резанием с помощью специальных инструментов — протяжек, прошивок и протяжных блоков.
Протяжками называются специальные инструменты для завершающей обработки (профилирования) сквозных отверстий в обрабатываемых заготовках, предварительно изготовленных сверлением. С помощью протяжек получают отверстия круглого, квадратного и шестигранного поперечного сечения, а также отверстия со шпоночным пазом, шлицевые и фасонные отверстия сложного профиля. Протяжка 1 (рис. 8.1.1) — многолезвийный металлорежущий инструмент, имеющий при относительно малых поперечных размерах большую длину (l≤ 1500 мм). На режущей части l4 протяжки размещается большое число режущих зубьев, расположенных друг за другом. При обработке внутренних центрально симметричных отверстий зубья протяжки имеют кольцевую форму соответствующего профиля. Наружный размер каждого режущего зуба протяжки больше размера предшествующего и меньше размеров последующих режущих зубьев. Полуразность размеров (разность высот) последнего и первого зубьев режущей части протяжки равна припуску на обработку протягиванием. Кроме режущей части протяжка имеет калибрующую часть l5, переднюю l3, и заднюю l6 направляющие, шейку l2 и замковую часть l1 предназначенную для закрепления протяжки в патроне.
В процессе резания протяжка 1 (рис. 8.1.1) с силой Р, приложенной тяговым патроном к замковой части, в буквальном смысле слова протягивается(протаскивается) через неподвижную заготовку 2, установленную на опорном приспособлении 3 стола 4 протяжного станка. При этом в теле протяжки между замковой частью и зубом, выполняющим в данный момент срезание слоя металла с внутренней поверхности заготовки, действуют напряжения растяжения.
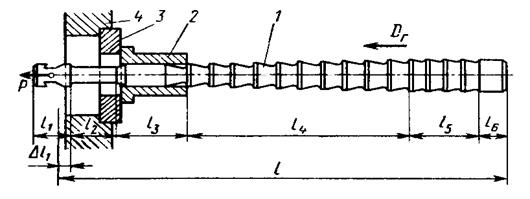
Рис. 8.1.1. Протяжка для протягивания внутреннего отверстия
Прошивками (рис. 8.1.2) называются инструменты меньшей, чем протяжки, длины, имеющие на режущей части l4 режущие зубья. В процессе работы прошивки с силой Р проталкиваются через предварительно изготовленные отверстия и, срезая оставленный на обработку припуск, изменяют их форму и размеры. В теле прошивки возникают напряжения сжатия. По этой причине ограничена и длина прошивки, так как при большой длине может произойти потеря устойчивости из-за продольного изгиба. При срезании больших припусков протягивание отверстия ведут последовательно комплектом прошивок с увеличивающимся наружным размером зубьев. Схема нагружения определяет и конструкцию прошивок, имеющую только режу щую часть l4 и направляющие части переднюю l3 и заднюю l6 (рис. 8.1.2).
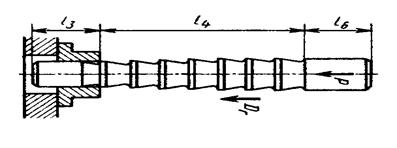
Рис.8.1.2. Прошивка для протягивания внутреннего отверстия
Протяжными блоками называются комплекты протяжек призматической формы, предназначенные для обработки наружных поверхностей заготовок. На протяжных блоках монтируются протяжки, составляющие комплект для полной обработки за один проход наружных обрабатываемых поверхностей. Например, на корпусе 1 протяжного блока (рис. 8.1.3) закреплены три секции протяжек 2, которые на заготовке 3 обрабатывают одновременно три поверхности.
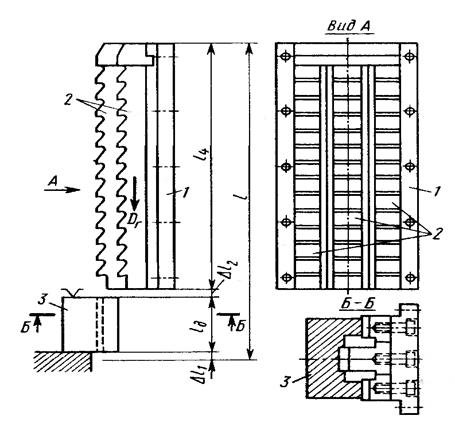
Рис 8.1.3. Протяжной блок для протягивания наружной поверхности
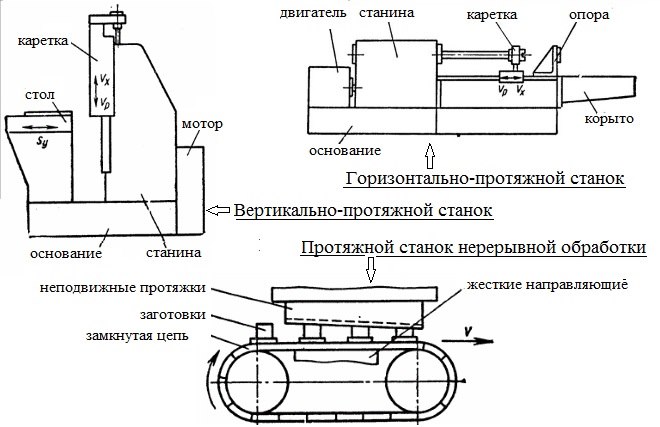
Принципиальная кинематическая схема протягивания. Протягивание основано на использовании простейшей принципиальной кинематической схемы резания (рис. 8.1.4). Прямолинейное главное движение Dr, сообщаемое протяжным инструментам или обрабатываемым заготовкам, может быть направлено вдоль горизонтальной оси х (рис 8.1.4, а), если протягивание ведут на горизонтально-протяжных станках. При работе на вертикально-протяжных станках прямолинейное движение направлено вдоль вертикальной оси z (рис. 8.1.4,б). Прямолинейное движение Dr на принципиальной кинематической схеме резания количественно характеризуется скоростью резания. Кинематическое исполнение протяжных станков в соответствии с принципиальной кинематической схемой резания предусматривает только прямолинейное возвратно-поступательное движение рабочих органов. Прямое поступательное движение всегда является рабочим ходом; возвратное движение — холостым ходом.
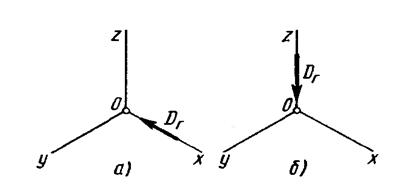
Рис.8.1.4. Принципиальные кинематические схемы при протягивании:


На видео ниже показан процесс обработки внутренней поверхности трубы методом протягивания.

Чем отличаются протяжки для кабеля?

Устройство закладки кабеля или устройство для протяжки кабеля представляет собой специальный инструмент, который часто бывает необходим при прокладке кабельных систем. Протяжка используется в том случае, если надо проложить кабель в труднодоступных местах. Если в следствии изгиба или других изменений геометрии кабель не может пройти сам, используют этот инструмент. УЗК имеет довольно большую жесткость и всегда стремится стать ровным, поэтому спокойно проходит через трубы и стояки. После этого к протяжке прикрепляют провод и начинают его вытягивать.



Несмотря на то, что для обработки внутренних поверхностей используются различные типы протяжек, конструкция этих инструментов практически идентична и включает в себя несколько составных элементов.
Передняя часть
Это направляющий элемент. Перед обработкой деталь фиксируется именно на передней части инструмента, которая затем плавно передает обрабатываемую поверхность на режущие кромки протяжки. Номинальное сечение передней части инструмента и размер обрабатываемого отверстия должны совпадать, а выбор степени посадки осуществляется с учетом требуемой величины зазора между протяжкой и стенками отверстия.

Стандартный хвостовик шлицевой протяжки
Режущая часть
Данный элемент протяжки состоит из множества зубьев и отвечает за снятие с обрабатываемой поверхности требуемого припуска. Геометрические параметры режущих зубьев протяжки, начиная от ее передней части и заканчивая задней, постепенно изменяются. Так, передний зуб имеет форму и размеры отверстия, которое предстоит обрабатывать, а задний режущий элемент отличается геометрическими параметрами, соответствующими характеристикам уже готового отверстия. За счет того, что высота зубьев протяжки постепенно увеличивается к ее задней части, при выполнении обработки отсутствует движение подачи, при этом припуск с обрабатываемой поверхности эффективно снимается.

Основные элементы режущей части шпоночной протяжки
Опорная цапфа
Этим элементом оснащаются длинные и тяжелые протяжки для того, чтобы обеспечить их поддержку при помощи люнета.
Задняя направляющая часть

В отдельных случаях, когда подобрать стандартный инструмент не представляется возможным, изготовление протяжек может выполняться по специально разработанной конструкторской документации.
Видеоурок
Нам кажется, что одних только фото протяжки с гантелями и текстового описания данного упражнения будет недостаточного для полного понимания того, как стоит делать это движение. Для усвоения материала мы советуем вам ознакомиться с видеоуроком, в котором подробно показана техника и нюансы протяжки.
Думаем, что на этом можно поставить точку. Надеемся, что информация, представленная в этой публикации, была вам интересна. Используйте ее на практике и тогда вы добьетесь успеха в накачке больших плеч!
Читайте также: