Пуансон матрица гибка листового металла
Обновлено: 05.10.2024
В первой части этой серии рассматривались минимальные требования к инструменту и системе зажима, а также некоторые аспекты выбора пуансона.
Правила выбора пуансона
В случае изготовления L-образных деталей таких правил нет. Пуансон практически любой формы выполнит свою функцию. Таким образом, выбирая пуансоны для группы деталей, всегда следует рассматривать детали L-образной формы в последнюю очередь, принимая во внимание тот факт, что для их изготовления подойдет пуансон практически любой формы.
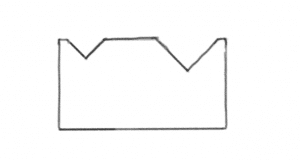
При изготовлении таких L-образных деталей используйте пуансон, который также можно применять для производства других деталей, вместо того чтобы добавлять лишние инструменты в комплект инструментов. Помните, что при выборе инструмента меньше всегда лучше, учитывая не только аспект минимизации затрат на инструмент, но также и сокращение времени наладки благодаря уменьшению количества инструментов необходимой формы на рабочем месте (см. рис. 1).
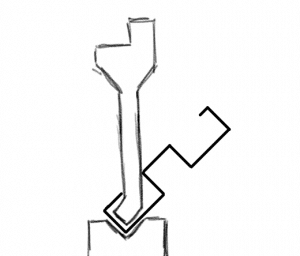
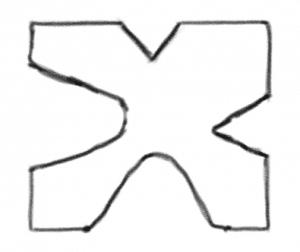
Для деталей другой формы правила выбора пуансона все-таки существуют. Например, в случае изготовления J-образных деталей эти правила следующие (см. рис. 2):
- Если небольшая верхняя часть длиннее, чем нижняя, потребуется рихтовочный пуансон.
- Если небольшая верхняя часть короче, чем нижняя, подойдет пуансон любой формы.
- Если небольшая верхняя часть имеет такую же длину, как нижняя, потребуется остроконечный пуансон.
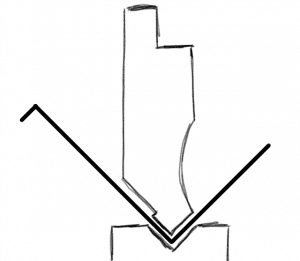
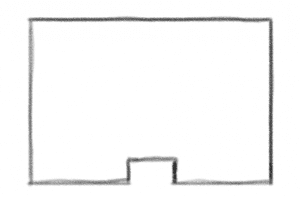
Как вы заметили, правила выбора пуансона связаны в основном с особенностями заготовки, и именно поэтому важную роль здесь может играть программное обеспечение, моделирующее процесс гибки. Если у вас нет программного обеспечения, моделирующего процесс гибки, можно воспользоваться чертежами поставщика инструмента с размерной сеткой на заднем плане, чтобы проверить влияние пуансона вручную (см. рис. 3).
Правила изготовления Z-образных профилей
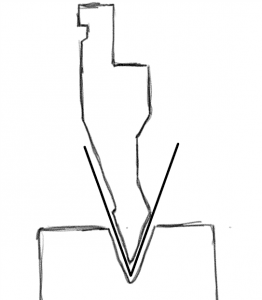
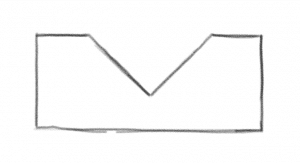
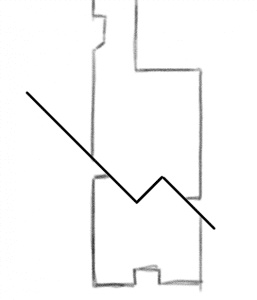
Если вы используете обычный набор инструментов, для изготовления Z-образных профилей потребуется два прохода траверсы. Для изготовления деталей такой формы правила следующие (см. рис. 4):
- Размер центральной части (полки) должен быть больше, чем половина ширины корпуса V-образной матрицы; обратите внимание, что это ширина всего корпуса матрицы, а не канала V-образной матрицы.
- Боковая часть должна быть меньше, чем сумма высоты V-образной матрицы и высоты райзера.
- Если размер центральной части (полки) меньше, чем половина ширины корпуса V-образной матрицы; для формирования обоих сгибов за один проход балки потребуется специальный инструмент. Преимуществом использования этих листогибочных инструментов является то, что не требуется переворачивать заготовку. Недостатком является то, что для их применения требуется усилие в три раза превышающее стандартное усилие воздушной гибки
Правила, касающиеся гибки деталей с вырезами и угловыми надрезами
Любой материал, не имеющий опоры внутри V-образных матриц, подвержен деформации; в случае отверстий или других вырезов эта деформация проявляется в форме вздутий (см. рис. 5). Когда отверстия рядом с линией изгиба небольшие, соответствующее вздутие также небольшое. Кроме того, для большинства применений допустимы некоторые искажения формы, поэтому окончательного правила выбора наилучшей ширины V-образной матрицы, когда вырез находится на линии сгиба или рядом с ней, не существует.
Когда фланцы, вырезы и угловые надрезы располагаются слишком близко к линии сгиба с учетом толщины металла, можно использовать качающуюся матрицу. Качающиеся матрицы вращаются и поддерживают материал в течение всего процесса гибки, предотвращая тем самым вздутие.
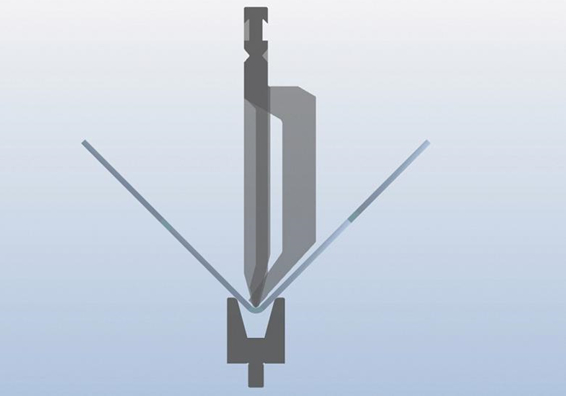
Рис. 1. Для изготовления многих деталей форма пуансона не является ограничивающим фактором при гибке.
На рис. 5 показаны идентичные детали с вырезами, расположенными рядом с линией сгиба; на переднем плане деталь с показательным вздутием, которая была изготовлена с помощью обычной V-образной матрицы, а на заднем плане – деталь, изготовленная с использованием качающейся матрицы. Обратите внимание также на то, что овалы слева имеют одинаковую ширину (от передней до задней кромки) и располагаются на одном расстоянии от линии сгиба; только их длина разная. На более длинном овале явно видно большое вздутие.
Высота пуансона для заданной глубины профиля
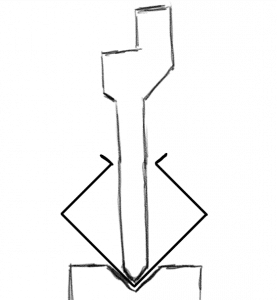
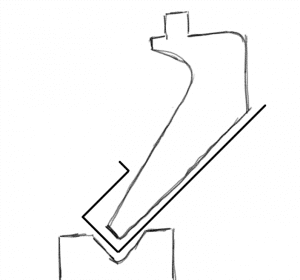
Высота пуансона становится критически важным параметром при изготовлении трех- и четырехсторонних профилей. В некоторых случаях короткие пуансоны можно использовать для изготовления трехсторонних профилей, если одна из сторон может свисать с листогибочного пресса во время окончательной (третьей) гибки. Если требуется изготовить четырехсторонний профиль, необходимо выбрать пуансон с высотой, большей чем высота профиля, измеренная по диагонали (см. рис. 6):
Минимальная высота пуансона для изготовления профилей = (глубина профиля/0,7) + (толщина траверсы/2)
Если верхние (возвратные) фланцы отсутствуют или они выдаются вперед, для снятия детали после гибки не требуется большого зазора между нижним и верхним штампом. Однако, если возвратные фланцы (сдвинутые назад верхние фланцы) имеются на всех четырех сторонах, необходим достаточный зазор, чтобы повернуть и снять профиль после гибки.
Сочетание гибки и подгиба
Инструменты для гибки и подгиба позволяют изготавливать детали с подогнутыми кромками за один проход, как показано на рис. 7. Но помните, что для подгиба кромок листа толщиной более 0,125 дюйма (3,2 мм), могут потребоваться специальные инструменты, рассчитанные на требующиеся повышенные усилия.
В этом случае правила выбора V-образной матрицы, в целом, такие же, как для стандартных листогибочных инструментов. Для предварительного изгиба на 30 градусов, требующегося для подгиба, в связи с острыми углами, необходимы фланцы несколько большей длины, размер которых составляет примерно 115% от размера канала V-образной матрицы. Например, для гибки материала с использованием V-образной матрицы размером 0,375 дюйма (9,5 мм), необходим фланец длиной, как минимум, 0,431 дюйма (0,375 × 1,15) или 10,9 мм.
Детали без царапин
Почти все обычные листогибочные V-образные матрицы оставляют царапины на деталях, просто потому что металл втягивается в матрицу в процессе гибки. В большинстве случаев эти царапины минимальные и допустимые, а увеличение радиуса приложения усилия может уменьшить их количество.
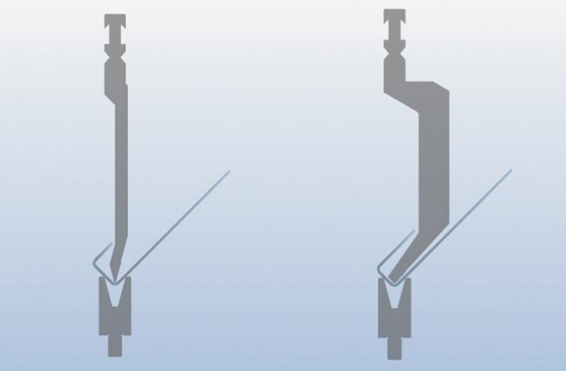
Рис. 2. Для определенных J-образных деталей применяются особые правила выбора пуансона. Если небольшая верхняя часть имеет такую же длину, как нижняя, потребуется остроконечный пуансон (показан слева). Если небольшая верхняя часть длиннее, чем нижняя, потребуется рихтовочный пуансон (показан справа).
Для областей применения, в которых недопустимо даже минимальное количество царапин, например при гибке окрашенных или полированных материалов, можно использовать нейлоновые вставки для предотвращения появления царапин (см. рис. 8). Гибка без царапин особенно важна при изготовлении критически важных деталей в аэрокосмической промышленности, так как при визуальной проверке инспектору очень трудно отличить царапину от трещины.
Простота – это достоинство
Современный прецизионный инструмент и листогибочные прессы могут обеспечивать непревзойденную точность. При использовании надлежащих инструментов и материалов стабильного качества листогибочные прессы позволяют загибать фланцы под заданным углом с требуемым внутренним радиусом изгиба. Однако подчеркнем еще раз, что создаваемый при воздушной гибке внутренний радиус изгиба составляет измеряемую в процентах долю от размера канала матрицы, и поэтому очень важно использовать надлежащие инструменты. Соблюдение требований, в которых указывается множество различных радиусов с жесткими допусками, приводит к росту затрат на инструмент. И чем больше инструментов требуется, тем больше объем работ по перенастройке пресса, что приводит к дополнительному увеличению затрат.
Учитывая все вышесказанное, разработчики технологий обработки листового металла могут упростить выбор инструмента и весь процесс гибки, следуя нескольким основным правилам при проектировании деталей:
- Внутренний радиус изгиба должен быть в 1,5 раза больше толщины металла.
- Длина фланца должна быть, как минимум, в 6 раз больше толщины металла. Это применимо также и к отверстиям в детали; то есть, отверстия должны располагаться в стороне от линии сгиба на расстоянии, как минимум, в 6 раз больше толщины материала.
- Размер полки Z-образного профиля должен быть, как минимум, в 10 раз больше толщины металла.
Существует множество исключений для этих правил, и каждое имеет свои ограничения. Можно использовать более узкий канал V-образной матрицы, чтобы изготовить детали с меньшим радиусом изгиба или более коротким фланцем, однако при слишком маленьком радиусе изгиба появляется риск искажения линии сгиба и превышения предельно допустимой нагрузки инструмента и листогибочного пресса. Можно изготовить деталь с более узким смещением, но опять-таки для этого потребуется специальный инструмент и значительное усилие, прикладываемое при гибке.
Но к чему усложнять, если не требуется изготавливать деталь с коротким фланцем, узким смещением или малым радиусом? Следуя этим трем простым правилам, вы улучшите угловые характеристики, сократите время наладки и уменьшите затраты на инструмент.
Матрица и пуансон для листогиба: характеристики и особенности применения
В статье мы поговорим о том, как настроить матрицу и пуансон для гибки листового металла. И профессионалам, и новичкам важно знать правила применения подобных приборов.


Характеристики
Матрица — это основа, которая придаёт форму изделию, изготавливается из металла и делится на несколько типов:
- простая;
- сложная;
- композитная;
- роликовая.



Матрицы изготавливают из высококачественных сплавов алюминия и стали, затем проводят обработку закаливанием и шлифовкой. Твёрдость рабочей поверхности доходит до 55-60 HRC.
Пуансон — это конструкция, замыкающая изготовление детали сверху. Профили обоих видов инструмента должны в точности совпадать. Задача пуансона для листогиба – продавливание металла, он исполняет роль пресса. Гибка листового металла подразумевает высокое давление. Поэтому для изготовления листогибочных пуансонов используют материалы следующих видов:
- сталь повышенной прочности, с высокой степенью износоустойчивости, антикоррозийности и закалкой 54-65 HRC;
- используются марки сталей — C45, C50, 42CrMo4, 1.2312. (легированный тип не подходит из-за хрупкости), качественные пуансоны имеют предельную твёрдость по всей высоте;
- при допустимых технологиях в изготовлении применяется полиуретан – материал прочный и эластичный, с повышенной твёрдостью по шкале Шора до 98 ед.
Для листогиба используют прямые пуансоны. Их задача — гибка деталей из листового металла. Закаливают рабочую поверхность индукционным методом. Все стыковочные места, крепёжные и сварочные выступы шлифуют. Гибочный инструмент позволяет гнуть металл на угол от 26° до 180°. Под высоким давлением он вдавливает сталь или железо в матрицу, вынуждая повторять изгибы и форму основы.
Правила выбора
Гибка металла, несмотря на простое звучание, процесс довольно сложный, требует специализированных знаний и опыта работы на соответствующем оборудовании. Даже при постоянной задаче получения угла 90° требуется точная настройка. В зависимости от обрабатываемого металла (лист разной толщины, алюминий или нержавеющая сталь) на выходе могут быть разные значения.
Длина листа тоже влияет на показатели, меняется точность от сгиба поперёк или вдоль волокна металла, от упругости деформации, от пружинения. Соблюдение точности зависит от множества параметров. Различают два вида холодной гибки:
Первым методом легко достигается гибкость, но у него есть недостаток в точности.
Пуансон вдавливает металл на заданную глубину в канавку матрицы, при этом лист не касается стенок — угол сгиба достигается не геометрическими показателями оборудования, а положением продольной оси.
Как настроить и пользоваться?
На гибочных станках и прессах с числовым программным управлением можно настраивать значения с точностью до 0,01 мм. Чтобы выставить нужное положение оси, учитывается множество параметров. Преимущество воздушного метода — высокая гибкость.
Различные сгибы угла достигаются вариантным давлением пресса. Таким методом можно получать разный радиус без замены инструмента, это уменьшает расходы на оборудование. В отличие от калибровки, свободная гибка требует меньше усилий. При методе калибровки соблюдается точность углов, при этом возможно изготовление фигурных профилей путём подбора специальных матриц и пуансонов.
Для получения длинных деталей на траверсе листогиба закрепляют несколько пуансонов, выставляя их по линии гиба и корректируя вылет при помощи переходников.
Вся система крепится зажимами. Для удобства рекомендуют использовать систему быстросменных креплений.
Листогибочные прессы, гибочные станки требуют качественно отшлифованного инструмента. Шлифовка необходима, чтобы исключить брак в изготовлении деталей, недопустимые неточности в радиусе внутреннего и внешнего угла. Кроме того, неотшлифованная поверхность может привести к порче оборудования. Для придания гладкости гибочному инструменту используют высокоточное оборудование, где качество шлифовки измеряется в микронах.
Помимо листогибочных прессов, есть несколько видов специализированных гибочных станков. У каждого из них свой принцип работы, в соответствии с назначением. На таких станках гнут профиль, проволоку, трубы, скобы, листовой прокат. На производстве, где требуется изогнутая металлическая поверхность, обойтись без гибочного оборудования невозможно, поэтому производители предлагают широкий ассортимент такого инструмента.
Обзор пуансона и матрицы для листогиба смотрите далее.
Какой инструмент выбрать для листогибочного пресса?

Многие не задумываются какое значение имеет оснастка листогибочного пресса и это большая ошибка. Разнообразие инструментов, наряду с тоннажем оборудования, определяет гибкость производства. Если вы производите что-то необычное, велика вероятность, что потребуется специальная оснастка или изделие будет невозможно изготовить. Поэтому самообразование в этой области может сэкономить вам время и деньги. Сначала мы начнем с различных типов гибочных пуансонов.
Примечание: данная стать является переводом.
Пуансоны для листогибочных прессов:
Знание типов пуансонов для гибки листового металла - это первый шаг к пониманию того, что можно изготавливать. Хотя вы можете не быть специалистом в области гибки, некоторые базовые знания могут помочь вам понять какие изгибы невозможно выполнить. Большинство этих пуансонов способны выполнить множества изгибов, но у каждого есть свои преимущества и особенности.
Стандартный пуансон:
Самый распространенный пуансон
Стандартный пуансон - это наиболее распространенный инструмент для листогибочного пресса. Применяется для гибки тупых углов на воздухе или гибки под углом 90 градусов. Стандартный пуансон имеет довольно коренастую конструкцию, поэтому он способен выдерживать высокие нагрузки, необходимые для более толстых металлов или более длинных линий гибки (см. таблицу масс в статье о гибке листового металла).
Острый пуансон:
Пуансон для острых углов
Острый пуансон обычно используется для изгиба под углом от 30 до 60 градусов. Опять же, толщина матрицы допускает большие силы, поэтому он подходит для более толстых материалов. Он также используется для получения углов 30 ° перед подшивкой. Затем острый пуансон переключается на пуансон для подгибки/выравнивания для завершения работы.
При проектировании деталей необходимо учитывать механические свойства материалов . Например, с некоторыми типами металлов намного сложнее производить острые изгибы .
Узкий пуансон:
Предназначен для ограниченного пространства
По сути, узкий пуансон выполняет ту же работу, что и стандартный пуансон. Необходимость в таком инструменте возникает, когда для окончательного изгиба не так много места. В приведенном выше примере вы можете увидеть, как ширина матрицы играет важную роль.
Пуансон гусевидного типа:
Ваш друг для создания каналов
Пуансон гусевидного типа используется для создания U-образных профилей. Следовательно, это широко используемый инструмент, но нужно понимать его ограничения.
Многие хотят делать U-образные профили с высокими обеими сторонами. Глядя на картинку выше, вы можете видеть, что это возможно лишь до некоторой степени. Пуансон расширяется кверху и заканчивается U формой. Таким образом, более широкое основание позволяет использовать более высокие стороны, но все же есть ограничение, установленное формой пуансона.
Кроме того, он не такой прочный, как ваш стандартный пуансон. Несмотря на то, что он довольно прочный, силовая линия не поддерживается на пути к заготовке.
Пуансон для створок:
Пуансон для створок немного похож на пуансон гусевидного типа - он позволяет загибаться за угол. Но дает возможность, чтобы по обе стороны от изгиба были углы. Если вы посмотрите на изображение и попытаетесь представить себе, как сделать что-то подобное с помощью пуансона гусевидного типа вы поймете необходимость такого инструмента для листогибочного пресса.
Листогибочные матрицы:
Листогибочные матрицы составляют вторую часть инструмента листогибочного пресса. Хотя это в основном V-образные канавки, здесь тоже есть некоторое разнообразие.
Матрица 1V:
Матрица 1V или одиночная V-образная матрица листогибочного пресса - наиболее распространенный тип матрицы. Она имеет одну канавку, подходящую для определенных углов и радиусов. Если вам нужно выполнить несколько различных операций на одном листе, потребуется переоснащение инструмента, если гибка на воздухе не дает достаточной гибкости.
Матрица 2V:
Матрицы 2V имеют две последовательные канавки. Таким образом, это позволяет непрерывно работать без переоборудования, если на листе есть много одинаковых изгибов, для которых все еще требуются различные инструменты. Канавки расположены близко к сторонам, что позволяет использовать короткие фланцы. Канавки имеют разную ширину и также могут иметь разные углы.
Многофункциональная V образная матрица листогибочного пресса:
Они также известны как многогранные V-образные матрицы. Они имеют 4 различных канавки на каждой стороне, предназначенные для различных радиусов и толщин материала. Тем не менее, вы должны повернуть матрицу, чтобы использовать другую канавку.
Еще один недостаток - канавка посередине, а боковые стороны не такие короткие. Таким образом, такая матрица не всегда подходит для гибки коротких фланцев.
Тем не менее, это очень хорошее дополнение к вашему ассортименту инструментов для листогибочного пресса, поскольку такая матрица обеспечивает большую гибкость возможностей в одном инструменте.
Ротационная матрица:
Вращающиеся матрицы позволяют выполнять гибку, аналогичную обычной V-образной гибке, но без повреждения материала. Вращающиеся вставки уменьшают трение - материал скользит по поверхности матрицы, а не соскабливается. Кроме того, он не оставляет следов, как V-образная матрица.

Следы, оставленные обычным V-образным пуансоном
Матрица для окантовки:
Хотя это определенно необходимая вещь, она просто слишком неинтересна для длинного описания. Поэтому вот картинка с пояснениями. Данная матрица предназначена для отделки сгибов под острым углом путем сплющивания.
Специальные пуансоны и матрицы:
Они идут в комплекте. Это то, что делает последовательную гибку намного быстрее, чем это можно сделать за одну операцию. Это также гарантирует, что изгибы параллельны, поскольку нет места для дислокаций.
Уретановые матрицы:
Еще один способ сгибать, не оставляя следов. В матрицах часто имеются отверстия, позволяющие легче прикладывать усилие в нужном направлении. Хотя этот способ может быть менее точным, он все же является хорошей альтернативой при воздушной гибке из-за конечного качества поверхности.
Длина инструмента для листогибочного пресса
Существуют стандартные длины пуансонов и матриц. Поначалу может показаться, что инженеру действительно не нужно это знать. Однако это не совсем так. Допустим, у вас есть металлический лист толщиной 2000 мм с множеством небольших фланцев или ушек, которые необходимо согнуть.
Теперь вы сделали вырезы, чтобы оператор пресса мог согнуть их, не касаясь окружающего листа. А вот вырезы у вас 28 мм. Может быть, вам стоит дважды подумать над их длиной. И для этого полезно знать стандартную длину.
В этом примере единственный способ - выбрать матрицы диаметром 20 мм, но это не гарантирует наилучшего качества. Всегда лучше, чтобы штампы имели точную длину линии изгиба. Если возможно, приведите свой дизайн в соответствие со стандартами.
Стандартные длины штампов листогибочного пресса: 835; 415; 370; 200; 100; 50; 40; 20; 15; 10 мм.
Стандартная длина пуансонов листогибочного пресса: 835; 415; 370; 100; 50; 40; 20; 15; 10 мм.
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ГИБКИ МЕТАЛЛОВ
При этом методе между листом металла и стенками V-образной матрицы существует воздушный зазор, лист остается "в воздухе" и не соприкасается со стенками матрицы.
Пуансон воздействует на металл сверху в одной точке, а матрица только двумя точками вверху V-образного паза.
Геометрия гиба формируется только за счет глубины погружения пуансона в матрицу.
Ширина ручья на матрице чаще всего выбирается из расчета 10-15 толщин металла, а инструмент имеет угол намного более острый, чем деталь после гибки.
Преимущества «свободной гибки»:
- Высокая гибкость: без смены гибочных инструментов вы можете получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы.
- Меньшие затраты на инструмент, можно обойтись одним комплектом для многих задач.
- Меньшее требуемое усилие гибки по сравнению с другими методами гибки.
Недостатки «свободной гибки»:
- Менее точные углы. В связи с тем что инструмент воздействует на металл только в трех точках то заготовка может повести себя непредсказуемо и угол гиба по всей длине будет неравномерный,
- Меньшая точность повторений, на которую сильно влияют различия в качестве материала заготовок.
- Больший эффект обратного пружинения за счет большей упругой деформации.
- Меньшая универсальность и качество гибки. Раскрытие матрицы при свободной гибке 10-15 толщин листа, это является причиной увеличения минимального отгиба. Отсутствие соприкосновения со стенками матрицы является причиной деформации отверстий («выворот») расположенных близко к линии гиба.
В каких случаях «свободная гибка» предпочтительнее:
- Большая номенклатура изделий, мелкосерийное производство.
- Разные углы гибов (в том числе острые).
- Минимальные требования к точности и качеству гибов.
- Геометрия конечных деталей не содержит маленьких минимальных отгибов и допустимы внутренние радиусы гибов равные двум толщинам и более.
ГИБКА НА ОСНОВЕ
Данный метод гибки некоторые объединяют с «свободной гибкой», но у него много своих особенностей.
В отличии от классической «воздушной гибки» заготовка в самом конечном положении контактирует со стенками V-образного паза и нижней частью пуансона.
Требуемое усилие выше чем при «свободной гибке» до трех раз. Раскрытие матрицы выбирается из диапазона 6-10 толщин металла.
Преимущества «гибки на основе»:
- Более точные углы по сравнению с «воздушной гибкой», теоритические значения ±300.
- Меньший эффект обратного пружинения и большая повторяемость за счет большего воздействия на металл и уменьшения упругих деформаций. Несмотря на это пружинение немного остается, поэтому если необходимо получать на готовой детали 90°, то инструмент следует выбирать 88°-85°.
- Лучшее качество гибки: «выворот» отверстия уменьшается при достижении пуансоном нижнего положения, относительно небольшие раскрытия матриц позволяют делать небольшие минимальные отгибы и довольно точные внутренние радиусы равные от 1 до 2 толщин металла.
Недостатки «гибки на основе»:
- Большее требуемое усилие гибки по сравнению со «свободной», не применим для толстых металлов.
- Меньшая гибкость по сравнению с «воздушной гибкой», чтобы достичь всех преимуществ данного метода на другом профиле или угле необходим другой инструмент.
В каких случаях «гибка на основе» предпочтительнее:
- Ограниченная номенклатура изделий, мелкосерийное и серийное производство.
- Повышенные требования к точности и качеству гибов.
- Внутренние радиусы гибов должны быть от 1 до 2 толщин металла.
- Часто используется один угол гибов, например 90° и изредка более тупые.
- Оптимальные минимальные отгибы.
Данный метод заключается в максимальном пространства между пуансоном и матрицей в конечном положении.
Угол гиба определяется усилием и геометрией гибочного инструмента.
Давление продолжается даже при достижении нижней точки, за счет этого отсутствует упругая деформация, лист металла пластически деформируется под давлением инструмента.
Преимущества «чеканки»:
- Точность углов гиба, несмотря на разницу в толщине и свойствах материала.
- Маленький внутренний радиус, до 0,5 толщины металла, бывает недостижим другими способами.
- Обратное пружинение практически отсутствует, максимальная повторяемость.
- Доступные специльные исполнения, например Z-гибка, U-гибка, несколько гибов за один раз, сложные формы.
Недостатки «чеканки»:
- Максимальные требования по усилию, причем не только к станку, но и к инструменту и системе крепления.
- Отсутствие гибкости, один инструмент - один вид профиля.
- Только тонкий металл, в основном используют на толщинах до 2 мм.
- Повышенный износ инструмента и оборудования.
В каких случаях «чеканка» предпочтительнее:
- Крупносерийное производство.
- Самые высокие требования к точности и повторяемости.
- Внутренние радиусы гибов должны быть меньше толщины металла.
- Необходимо не зависеть от качества заготовок.
- Сложная форма гибов, которую не получить другими методами.
2. РАСЧЕТ УСИЛИЯ ДЛЯ ГИБКИ
Чтобы гибочный инструмент служил долго, необходимо ограничивать нагрузку на инструмент в соответствии с максимально допустимой. На инструменте этот параметр указывается в тоннах или килоньютонах на метр.
Важно понимать, что с уменьшением длины заготовки и инструмента уменьшается максимально допустимое номинальное усилие. Например, инструмент выдерживает нагрузку 60 тонн/метр, соответственно 10 сантиметров такого инструмента выдержит давление только 6 тонн.
Расчитать требуемое усилие для гибки металла можно только примерно, на практике используют таблицы или формулу.
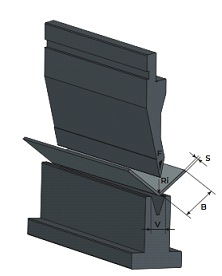
S - толщина металла, мм
V - раскрытие матрицы, мм
Ri - внутренний радиус гиба на детали, мм
В - минимальный отгиббез толщины металла при 90°, мм
Rm - предел прочности в кг/мм2
F - необходимое усилие, т/м
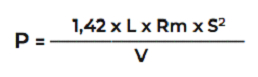
Формула расчета усилия:
1,42 - это коэффициент, учитывающий̆ трение заготовки о кромки матриц, у горячекатаного и несмазанного металла трение больше чем у холоднокатаного, если металл ржавый̆, то следует добавлять 10-15% к расчетному усилию.
L - длина заготовки, чтобы получить результат в тоннах длину надо указывать в метрах.
Таблица зависимости минимального отгиба от градуса гиба

Где В - минимальный отгиб без толщины металла при 90°, указанный в таблицах усилий
Читайте также: