Пуансоны для гибки листового металла
Обновлено: 04.10.2024
Для создания небольшого производства ручной листогиб является идеальным вариантом. Такой станок можно приобрести по доступной цене, для его размещения не требуется много пространства. Подобное оборудование обладает несложной конструкцией, поэтому пользоваться им может даже человек без опыта.
Устройство и принцип работы
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.
Мобильность – вот главное, что смог оценить современный пользователь.
Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.
По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.
Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.
В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Классификация
Листогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр.
По функциям
Ручные листогибы можно классифицировать по функциональности:
- роликовые;
- гибочные;
- сегментарные;
- отбортовочные.


По способу сгибания
Можно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком.
Обзор популярных моделей
Хорошие польские листогибочные станки стоят недешево. В последнее время стали востребованы модели российского производителя «Русич». Более дешевый вариант изготавливает Китай, но и качество сборки у таких моделей иногда сомнительное. В рейтинге лучших:
- Stalex;
- Tapco;
- Sahinler;
- Electrabrake.



Однако такие ручные агрегаты не каждый пользователь может себе позволить. Из более доступных вариантов стоит подробнее обратить внимание на другие станки.
ЛГС 26
Неплохой ручной агрегат, изготавливаемый отечественным производителем. Широко используется для работы с листовым металлом в месте монтажа строительной конструкции. Среди изделий, которые можно получить при помощи оборудования:
- отлив;
- откос;
- уголок;
- конек;
- фасадная панель;
- планка.
Такой агрегат можно установить в небольшом помещении. Его конструкция предельно проста, поэтому у пользователя не возникает проблем с эксплуатацией и обслуживанием оборудования.
Одно из достоинств, которое оценил современный пользователь – невысокая цена. При этом производитель позаботился о богатом функционале станка. Доступность обусловлена невысоким качеством механизмов, что также является минусом рассматриваемой модели. Из технических характеристик, которые обязательно нужно выделить:
- каркас изготавливается из стальной трубы с толстыми стенками, поэтому он считается усиленным;
- масса конструкции в разобранном виде 270 кг;
- габариты станка позволяют обрабатывать материал длиной 250 см;
- максимальная толщина заготовки 0.8 мм;
- угол сгиба 160 градусов, но можно догнуть деталь до 180 градусов.
Станок можно более подробно рассмотреть с конструктивной точки зрения. Производитель использовал улучшенный прижимной механизм. Именно благодаря ему заготовка остается на своем месте при ее обработке по всей длине. Механизм балки не сдвигается с места благодаря установленным пружинам. Для завершения цикла прогонки одной заготовки достаточно одного сотрудника. Во время работы с оборудованием угол гиба устанавливается точно. Чтобы это стало возможным, производитель предусмотрел удобную планку угломера.
В конструкции также предусмотрен ножной трап. Благодаря ему агрегат не опрокидывается даже при максимальном усилии гиба. В комплекте станок поставляется со специальным приспособлением, за счет которого производится поперечная резка металла. Это хорошая модель, если планируется наносить на заготовку дополнительно ребра жесткости. Для этого в конструкции есть прижимная балка.
Sorex 3160
Это польский сегментный станок, который широко используется для изготовления крупногабаритных элементов:
- вентиляция;
- панель для фасада;
- кровельные изделия.
Масса описываемого станка составляет 320 кг. Он может работать с нелегированной сталью, максимальная толщина которой составляет 0.9 мм. Если заготовки изготавливались из мягкого материала, такого как алюминий, тогда толщина листа металлопроката увеличивается до 1.4 мм. Максимальный угол сгиба составляет 180 градусов. Длина готовой детали достигает 316 см.
Среди основных достоинств, которыми может похвастаться описываемый станок – конкурентная цена, наличие богатого дополнительного функционала. Приспособления позволяют уменьшить производственные издержки, что немаловажно на начальных этапах построения бизнеса. Пользоваться оборудованием просто, для этого на корпусе есть специальные регулировочные элементы. С их помощью установленный угол меняется быстро и легко. В качестве основного материала для изготовления каркаса использовался стальной профиль. Чтобы продлить его долговечность, поверхность покрыта антикоррозийным составом.
Из особенностей, отличающих представленную модель от других, можно выделить особую конструкцию ножа. Когда он заканчивает отрезать материал, занимает положение на балке, что в конструкции выступает в качестве направляющей. Таким образом нет необходимости полностью его отводить в начальное положение.
Допуски производитель самостоятельно отрегулировал и отладил на заводе.
Во время эксплуатации оборудования прижимную балку можно зафиксировать на необходимой высоте. Это стало возможным благодаря установленному вертикальному подъемному механизму.


SNO-1,5/1300
Изготавливает станок чешская компания Proma. Представленное оборудование можно смело назвать универсальным. В его функционал входит возможность использовать агрегат в качестве гибочного станка с последующим вальцеванием или скручиванием в цилиндр. Ролики имеют особые проточки, которые легко наматывают проволоку. Масса оборудования больше, чем в остальных представленных моделях. Этот параметр составляет 530 кг.
Максимальная толщина обрабатываемой заготовки составляет 1.5 мм, минимальная – 0.4 мм. Длина стола для работы 132 см. Устройство используется для гиба продукции металлопроката под прямым углом. Диаметр роликов для обкатки составляет 7.6 см. Станок может свернуть нелегированную сталь толщиной 0.4 мм в цилиндр.
В производстве такой агрегат станет незаменимым помощником, поскольку он может изготавливать широкий ассортимент продукции. Станок обладает простым управлением, прекрасной износостойкостью. Из недостатков, которые отмечают пользователи:
- внушительная масса;
- немобильный;
- дорого стоит.
Как выбрать?
Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.
Обязательно конструкция должна быть устойчивой. Использование ручного станка предполагает мобильность, чтобы пользователь мог транспортировать оборудование на место проведения строительных работ.
Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции.
Как пользоваться?
Независимо от модели, к станку прилагается инструкция по эксплуатации, ее стоит строго соблюдать.
Следование правилам – залог безопасности пользователя.
Пользоваться ручным агрегатом просто. Нужно только поместить листовой металл между имеющимися роликами и начать крутить ручку. Заготовка проходит цикл гибки и выходит установленной формы. Менять угол гиба и регулировать другие параметры можно, увеличив расстояние между валиками.
Как сделать своими руками?
Существует много чертежей, как можно сделать вручную самодельный станок из уголка, рельсы или тавра. Для изготовления станка из тавра потребуется:
- тавр 7 см в количестве трех кусков по 25 мм;
- болты 2 см диаметром;
- кусок металла для укосин, толщина которого должна составлять 5 мм;
- одна пружина.
Порядок сборки выглядит следующим образом:
- складывают вместе два тавра, в них делают выемки, куда потом будут цепляться петли;
- третий кусок тавра оформляют так же, только глубина выемки должна быть больше;
- петли приваривают;
- приваривают укосины по две штуки с каждой стороны к одному тавру;
- гайка болта сваркой крепится к укосинам;
- устанавливается обрезанный тавр, что будет играть роль прижимной планки;
- вверху планки устанавливаются пластины с отверстием, их тоже приваривают;
- пружина должна быть такой высоты, чтобы планка могла подниматься на 7 мм.
- болт пропускают в отверстие планки, устанавливают пружину, закручивают гайку;
- то же самое проделывают с другой стороны;
- два отрезка арматуры приваривают к шляпке вкрученного винта, затем устанавливают ручку.


В следующем видео представлен обзор роликового листогиба WUKO Combo Bender 5000.
Какой инструмент выбрать для листогибочного пресса?

Многие не задумываются какое значение имеет оснастка листогибочного пресса и это большая ошибка. Разнообразие инструментов, наряду с тоннажем оборудования, определяет гибкость производства. Если вы производите что-то необычное, велика вероятность, что потребуется специальная оснастка или изделие будет невозможно изготовить. Поэтому самообразование в этой области может сэкономить вам время и деньги. Сначала мы начнем с различных типов гибочных пуансонов.
Примечание: данная стать является переводом.
Пуансоны для листогибочных прессов:
Знание типов пуансонов для гибки листового металла - это первый шаг к пониманию того, что можно изготавливать. Хотя вы можете не быть специалистом в области гибки, некоторые базовые знания могут помочь вам понять какие изгибы невозможно выполнить. Большинство этих пуансонов способны выполнить множества изгибов, но у каждого есть свои преимущества и особенности.
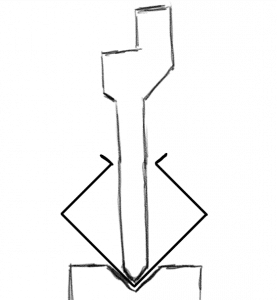
Стандартный пуансон:
Самый распространенный пуансон
Стандартный пуансон - это наиболее распространенный инструмент для листогибочного пресса. Применяется для гибки тупых углов на воздухе или гибки под углом 90 градусов. Стандартный пуансон имеет довольно коренастую конструкцию, поэтому он способен выдерживать высокие нагрузки, необходимые для более толстых металлов или более длинных линий гибки (см. таблицу масс в статье о гибке листового металла).
Острый пуансон:
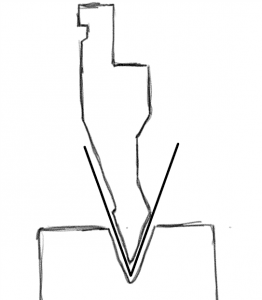
Пуансон для острых углов
Острый пуансон обычно используется для изгиба под углом от 30 до 60 градусов. Опять же, толщина матрицы допускает большие силы, поэтому он подходит для более толстых материалов. Он также используется для получения углов 30 ° перед подшивкой. Затем острый пуансон переключается на пуансон для подгибки/выравнивания для завершения работы.
При проектировании деталей необходимо учитывать механические свойства материалов . Например, с некоторыми типами металлов намного сложнее производить острые изгибы .
Узкий пуансон:
Предназначен для ограниченного пространства
По сути, узкий пуансон выполняет ту же работу, что и стандартный пуансон. Необходимость в таком инструменте возникает, когда для окончательного изгиба не так много места. В приведенном выше примере вы можете увидеть, как ширина матрицы играет важную роль.
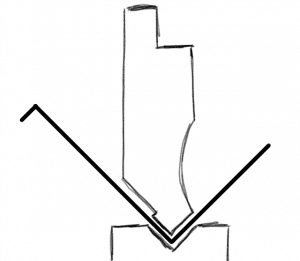
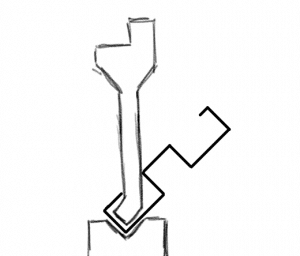
Пуансон гусевидного типа:
Ваш друг для создания каналов
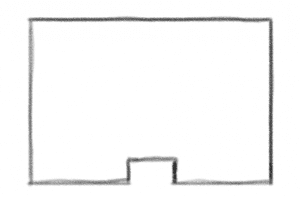
Пуансон гусевидного типа используется для создания U-образных профилей. Следовательно, это широко используемый инструмент, но нужно понимать его ограничения.
Многие хотят делать U-образные профили с высокими обеими сторонами. Глядя на картинку выше, вы можете видеть, что это возможно лишь до некоторой степени. Пуансон расширяется кверху и заканчивается U формой. Таким образом, более широкое основание позволяет использовать более высокие стороны, но все же есть ограничение, установленное формой пуансона.
Кроме того, он не такой прочный, как ваш стандартный пуансон. Несмотря на то, что он довольно прочный, силовая линия не поддерживается на пути к заготовке.
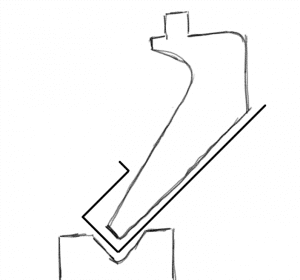
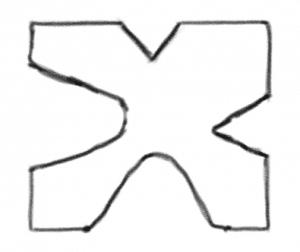
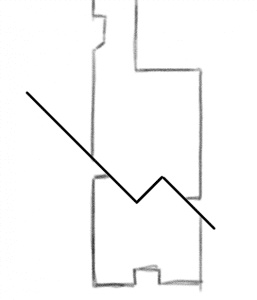
Пуансон для створок:
Пуансон для створок немного похож на пуансон гусевидного типа - он позволяет загибаться за угол. Но дает возможность, чтобы по обе стороны от изгиба были углы. Если вы посмотрите на изображение и попытаетесь представить себе, как сделать что-то подобное с помощью пуансона гусевидного типа вы поймете необходимость такого инструмента для листогибочного пресса.
Листогибочные матрицы:
Листогибочные матрицы составляют вторую часть инструмента листогибочного пресса. Хотя это в основном V-образные канавки, здесь тоже есть некоторое разнообразие.
Матрица 1V:
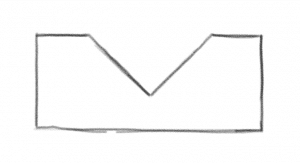
Матрица 1V или одиночная V-образная матрица листогибочного пресса - наиболее распространенный тип матрицы. Она имеет одну канавку, подходящую для определенных углов и радиусов. Если вам нужно выполнить несколько различных операций на одном листе, потребуется переоснащение инструмента, если гибка на воздухе не дает достаточной гибкости.
Матрица 2V:
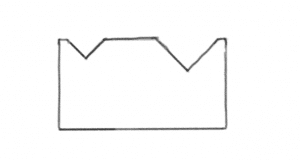
Матрицы 2V имеют две последовательные канавки. Таким образом, это позволяет непрерывно работать без переоборудования, если на листе есть много одинаковых изгибов, для которых все еще требуются различные инструменты. Канавки расположены близко к сторонам, что позволяет использовать короткие фланцы. Канавки имеют разную ширину и также могут иметь разные углы.
Многофункциональная V образная матрица листогибочного пресса:
Они также известны как многогранные V-образные матрицы. Они имеют 4 различных канавки на каждой стороне, предназначенные для различных радиусов и толщин материала. Тем не менее, вы должны повернуть матрицу, чтобы использовать другую канавку.
Еще один недостаток - канавка посередине, а боковые стороны не такие короткие. Таким образом, такая матрица не всегда подходит для гибки коротких фланцев.
Тем не менее, это очень хорошее дополнение к вашему ассортименту инструментов для листогибочного пресса, поскольку такая матрица обеспечивает большую гибкость возможностей в одном инструменте.
Ротационная матрица:
Вращающиеся матрицы позволяют выполнять гибку, аналогичную обычной V-образной гибке, но без повреждения материала. Вращающиеся вставки уменьшают трение - материал скользит по поверхности матрицы, а не соскабливается. Кроме того, он не оставляет следов, как V-образная матрица.

Следы, оставленные обычным V-образным пуансоном
Матрица для окантовки:
Хотя это определенно необходимая вещь, она просто слишком неинтересна для длинного описания. Поэтому вот картинка с пояснениями. Данная матрица предназначена для отделки сгибов под острым углом путем сплющивания.
Специальные пуансоны и матрицы:
Они идут в комплекте. Это то, что делает последовательную гибку намного быстрее, чем это можно сделать за одну операцию. Это также гарантирует, что изгибы параллельны, поскольку нет места для дислокаций.
Уретановые матрицы:
Еще один способ сгибать, не оставляя следов. В матрицах часто имеются отверстия, позволяющие легче прикладывать усилие в нужном направлении. Хотя этот способ может быть менее точным, он все же является хорошей альтернативой при воздушной гибке из-за конечного качества поверхности.
Длина инструмента для листогибочного пресса
Существуют стандартные длины пуансонов и матриц. Поначалу может показаться, что инженеру действительно не нужно это знать. Однако это не совсем так. Допустим, у вас есть металлический лист толщиной 2000 мм с множеством небольших фланцев или ушек, которые необходимо согнуть.
Теперь вы сделали вырезы, чтобы оператор пресса мог согнуть их, не касаясь окружающего листа. А вот вырезы у вас 28 мм. Может быть, вам стоит дважды подумать над их длиной. И для этого полезно знать стандартную длину.
В этом примере единственный способ - выбрать матрицы диаметром 20 мм, но это не гарантирует наилучшего качества. Всегда лучше, чтобы штампы имели точную длину линии изгиба. Если возможно, приведите свой дизайн в соответствие со стандартами.
Стандартные длины штампов листогибочного пресса: 835; 415; 370; 200; 100; 50; 40; 20; 15; 10 мм.
Стандартная длина пуансонов листогибочного пресса: 835; 415; 370; 100; 50; 40; 20; 15; 10 мм.
Матрица и пуансон для листогиба: характеристики и особенности применения
В статье мы поговорим о том, как настроить матрицу и пуансон для гибки листового металла. И профессионалам, и новичкам важно знать правила применения подобных приборов.


Характеристики
Матрица — это основа, которая придаёт форму изделию, изготавливается из металла и делится на несколько типов:
- простая;
- сложная;
- композитная;
- роликовая.



Матрицы изготавливают из высококачественных сплавов алюминия и стали, затем проводят обработку закаливанием и шлифовкой. Твёрдость рабочей поверхности доходит до 55-60 HRC.
Пуансон — это конструкция, замыкающая изготовление детали сверху. Профили обоих видов инструмента должны в точности совпадать. Задача пуансона для листогиба – продавливание металла, он исполняет роль пресса. Гибка листового металла подразумевает высокое давление. Поэтому для изготовления листогибочных пуансонов используют материалы следующих видов:
- сталь повышенной прочности, с высокой степенью износоустойчивости, антикоррозийности и закалкой 54-65 HRC;
- используются марки сталей — C45, C50, 42CrMo4, 1.2312. (легированный тип не подходит из-за хрупкости), качественные пуансоны имеют предельную твёрдость по всей высоте;
- при допустимых технологиях в изготовлении применяется полиуретан – материал прочный и эластичный, с повышенной твёрдостью по шкале Шора до 98 ед.
Для листогиба используют прямые пуансоны. Их задача — гибка деталей из листового металла. Закаливают рабочую поверхность индукционным методом. Все стыковочные места, крепёжные и сварочные выступы шлифуют. Гибочный инструмент позволяет гнуть металл на угол от 26° до 180°. Под высоким давлением он вдавливает сталь или железо в матрицу, вынуждая повторять изгибы и форму основы.
Правила выбора
Гибка металла, несмотря на простое звучание, процесс довольно сложный, требует специализированных знаний и опыта работы на соответствующем оборудовании. Даже при постоянной задаче получения угла 90° требуется точная настройка. В зависимости от обрабатываемого металла (лист разной толщины, алюминий или нержавеющая сталь) на выходе могут быть разные значения.
Длина листа тоже влияет на показатели, меняется точность от сгиба поперёк или вдоль волокна металла, от упругости деформации, от пружинения. Соблюдение точности зависит от множества параметров. Различают два вида холодной гибки:
Первым методом легко достигается гибкость, но у него есть недостаток в точности.
Пуансон вдавливает металл на заданную глубину в канавку матрицы, при этом лист не касается стенок — угол сгиба достигается не геометрическими показателями оборудования, а положением продольной оси.
Как настроить и пользоваться?
На гибочных станках и прессах с числовым программным управлением можно настраивать значения с точностью до 0,01 мм. Чтобы выставить нужное положение оси, учитывается множество параметров. Преимущество воздушного метода — высокая гибкость.
Различные сгибы угла достигаются вариантным давлением пресса. Таким методом можно получать разный радиус без замены инструмента, это уменьшает расходы на оборудование. В отличие от калибровки, свободная гибка требует меньше усилий. При методе калибровки соблюдается точность углов, при этом возможно изготовление фигурных профилей путём подбора специальных матриц и пуансонов.
Для получения длинных деталей на траверсе листогиба закрепляют несколько пуансонов, выставляя их по линии гиба и корректируя вылет при помощи переходников.
Вся система крепится зажимами. Для удобства рекомендуют использовать систему быстросменных креплений.
Листогибочные прессы, гибочные станки требуют качественно отшлифованного инструмента. Шлифовка необходима, чтобы исключить брак в изготовлении деталей, недопустимые неточности в радиусе внутреннего и внешнего угла. Кроме того, неотшлифованная поверхность может привести к порче оборудования. Для придания гладкости гибочному инструменту используют высокоточное оборудование, где качество шлифовки измеряется в микронах.
Помимо листогибочных прессов, есть несколько видов специализированных гибочных станков. У каждого из них свой принцип работы, в соответствии с назначением. На таких станках гнут профиль, проволоку, трубы, скобы, листовой прокат. На производстве, где требуется изогнутая металлическая поверхность, обойтись без гибочного оборудования невозможно, поэтому производители предлагают широкий ассортимент такого инструмента.
Обзор пуансона и матрицы для листогиба смотрите далее.
Матрицы и пуансоны для прессов
Длина матрицы, 835 мм. V Раскрытие, 8 мм. R Радиус, 2,75 мм. S Ширина, 14 мм.
Длина пуансона, 835 мм. H, 86 мм. A, 116 мм. R, 0,8 мм.
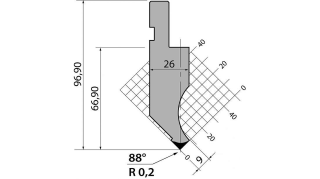
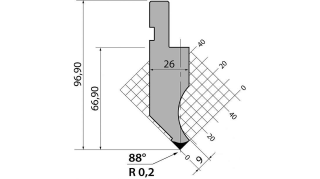
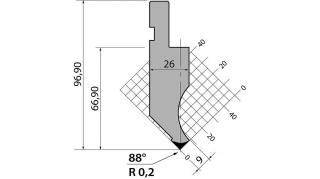
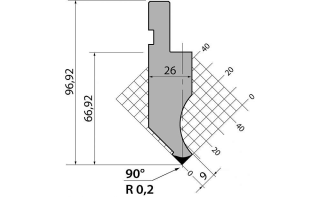
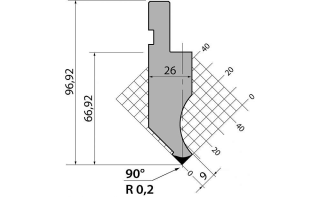
Н (высота), 97. Радиус гиба, 0.2. Градус гиба, 88. Тоннаж, 1000. Материал, C45:560-710 N/mm².
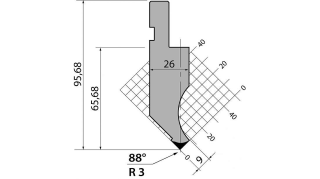
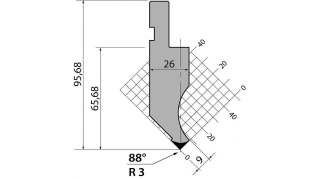
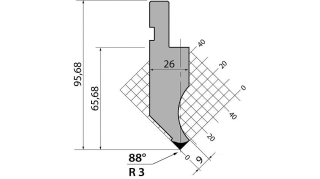
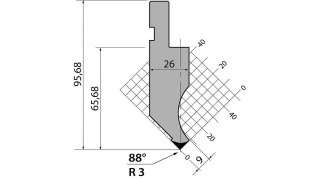
Н (высота), 95. Радиус гиба, 3. Градус гиба, 88. Тоннаж, 1000. Материал, C45:560-710 N/mm².
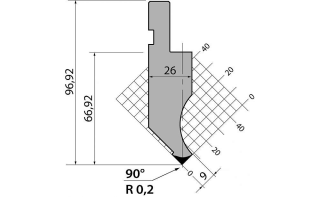
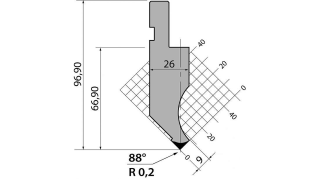
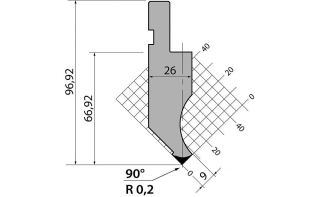
Н (высота) 97. Радиус гиба, 0.2. Градус гиба, 90. Тоннаж, 1000. Материал, C45:560-710 N/mm².
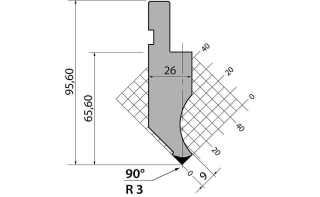
Н (высота), 95. Радиус гиба, 3. Градус гиба, 90. Тоннаж, 1000. Материал, C45:560-710 N/mm².

Наши преимущества
Пуансоны для листогиба
• Promecam
• Amada
• Boschert
• Baykal
• Durmazlar
• SMD и др.
Могут быть установлены на других листогибах при помощи переходников
Совместимы с листогибами следующих производителей:
• LVD
• Trumpf
• Darley
• Safan и любым листогибом с системой крепления Wila/Trumpf
С помощью адаптеров могут быть установлены на других листогибах
• Bystronic-Beyeler RFA
• Bystronic-Beyeler RF
• Bystronic-Beyeler R
• Bystronic-Beyeler S






При помощи пуансонов для пресса осуществляется гибка листового металла под заданным углом. На сайте Rolleri вы можете выбрать и купить по доступной стоимости оснастку для листогибочных станков.
Особенности использования
Применяется вместе с матрицей и выполняет функцию пресса. Металлический лист помещается между матрицей и пуансоном для листогиба. Он начинает давить на материал сверху, вдавливая его в матрицу. В результате лист сгибается по длине на нужный угол, полностью или примерно копируя очертания инструментов.
Пуансоны предназначены для закрепления на траверсе листогиба, где выставляются по линии сгиба. Вылет настраивается от перемещений клиньев переходников. После этого инструмент фиксируется зажимными винтами по боковым сторонам. Для быстрой установки и снятия используются системы быстросменных креплений.
Особенности продукции в наличии
- Пуансоны для пресса тип R1 - имеют стандартный паз размерами 8.4 x 3.5 мм, который предотвращает выпадение пуансона.
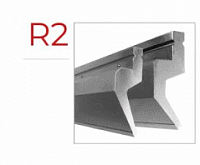
- R2 – поставляется в трех вариантах крепления: вертикальной заменой инструмента QuickLock, горизонтальной Safety Pins и вертикальной при помощи подпружиненных шариков в пуансоне системой Rol1. Передача усилия происходит через верхнюю площадку хвостовика или через плечики.
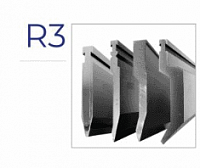
- R3 – включают радиусные инструменты, для гибки Z-профиля, с оригинальным креплением Bystronic, в том числе для плющения листа с преварительным гибом.
Лучшее в наших товарах
- Rolleri осуществляет продажу товаров, изготовленных на собственном производстве – компания не дилер или перекупщик, цена продукции формируется без сторонних наценок.
- после проверки качества на каждый пуансон для листогиба наносится серийный номер, по которому покупатель сможет отследить историю происхождения изделия.
- точная шлифовка +/-0,01 мм.
- повторяемость размеров.
- прецизионная параллельность плоскостей.
- стабильная рабочая высота.
- систему крепления можно доработать.
Заказывайте пуансоны для гибки у нас! В наличии на складе большой выбор готового инструмента с доставкой по РФ и круглосуточный сервис!
Читайте также: