Работы по листовому металлу
Обновлено: 05.05.2024
Листовая металлообработка — это комплекс технологических процессов, благодаря которому из листов металла разной толщины и марки можно получить готовые изделия или заготовки. Обработка металла производится механическим способом на специализированном технологическом оборудовании. Благодаря этому заказчик получает изделия с точными размерами и нужной формой согласно предоставленной проектной документации.
Компания СЕМЬ ТРЕУГОЛЬНИКОВ предоставляет услуги по обработке листового металла на собственных автоматизированных технологических линиях с ЧПУ. Мы гарантируем качество обработки и соответствие изделий предоставленному техническому заданию. Благодаря автоматизации процессов наши специалисты могут выполнять большие заказы в минимально возможные сроки.
Особенности технологии обработки листового металла
Листовой металл в зависимости от толщины поставляется на производство в виде листов определенной длины и ширины. При поставке с металлобаз нами как правило используются 3 стандартных формата раскроя:
- ● 2000*1000 мм
- ● 2500*1250 мм
- ● 3000*1500 мм
В таких раскроях обычно поставляются металлические листы толщиной от 0,5 мм до 25 мм. В дальнейшем они раскраиваются на заготовки, после чего передаются на другие этапы обработки.
Наше производственное предприятие может обрабатывать металл различными способами и с помощью разных инструментов в зависимости от задач, поставленных клиентом максимальным размером до 3000 мм.
Также оказываем услуги по обработке бронзы.
Разновидности технологических операций

В нашей компании доступны такие виды металлообработки листового металла:
- ● Раскрой металла — листы разрезаются на детали нужных размеров и формы. Наша компания использует высокопроизводительные станки лазерной резки мощностью 5 и 6 кВт со сменными столами размером 3 х 1,5 метра. С их помощью можно получить срез высокого качества и с минимальными допусками.
- ● Гибка металла — метод обработки, с помощью которого можно придать заготовкам нужную форму. Для сгибания нами используются специализированные станки с ЧПУ, которые могут гнуть сталь под определенным углом в зависимости от заданной программы с усилием до 300 тонн.
- ● Штамповка металла — процесс, по результатам которого можно получить большое количество изделий нужной формы и размеров. Штамповка позволяет быстро делать изделия.
- ● Лазерная перфорация листового металла — технология обработки, во время которой с помощью станка лазерной резки в металле прорезаются отверстия различной формы и размеров в нужном порядке.
Преимущества сотрудничества
Заказ услуги по листовой металлообработке в нашей компании дает такие плюсы:
- ● Минимальные сроки выполнения работ, время выполнения зависит от объема партии и сложности работы;
- ● Комплексный подход к обработке, выполнение всех необходимых технологических операций на одном заводе;
- ● Гарантия качества выполненных работ и соответствия требованиям действующих ГОСТ.
Как заказать обработку листового металла
Хотите заказать обработку листового металла? Свяжитесь с менеджерами отдела продаж нашей компании. Также можно заполнить форму обратной связи на сайте. Специалисты предприятия предоставят необходимые консультации и примут заявку на услугу. Стоимость металлообработки листового металла определяется индивидуально в зависимости от сложности технологических операций, характеристик металла, объема заказа и других факторов.
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
PCBWay: основы обработки листовых металлов
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Штамповка, гибка, вырубка и другие методы формования листовых металлов находят широчайшее применение в производстве самой разной техники. В этой статье мы поделимся некоторыми моментами, которые необходимо учитывать на этапе проектирования изделий из листовых металлов.
Пробивка листового металла
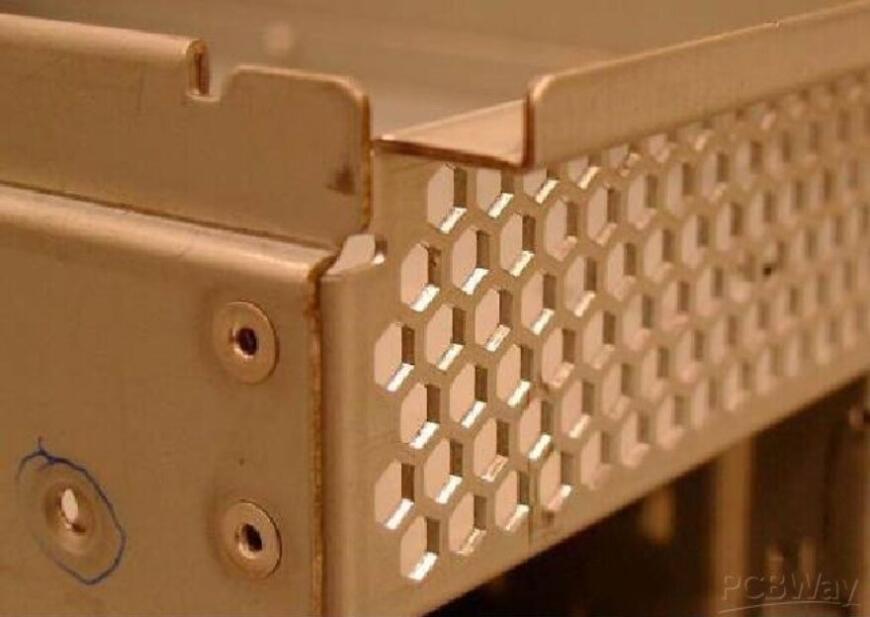
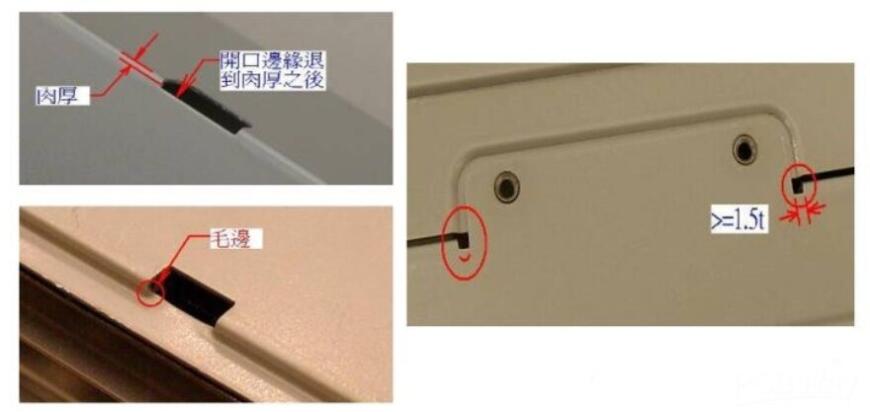
1. При изготовлении перфорированных листов желательно, чтобы расстояние между краями соседних отверстий было не меньше, чем полторы толщины листа, в противном случае возрастает риск повреждения матрицы, а это дополнительные расходы на ремонт. Если требуются меньшие расcтояния, необходимо использовать пробивку с неполным диаметром и дальнейшую механическую обработку.
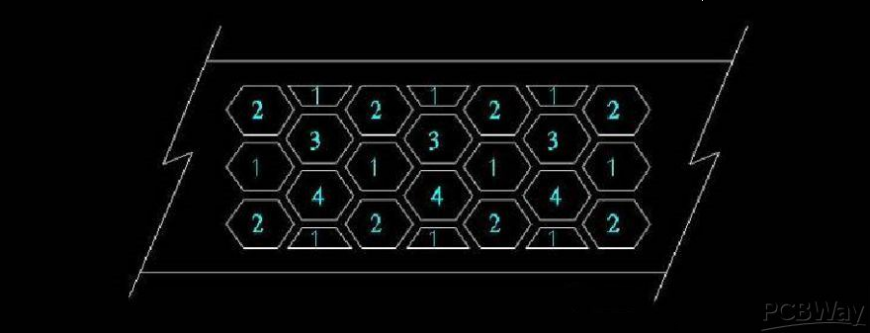
Круглые отверстия дают самую высокую прочность и простоту изготовления матриц, но наименьшую относительную площадь пробивки. Квадратные отверстия дают максимальную относительную площадь пробивки, но углы матриц наиболее подвержены износу. Правильные шестиугольные (гексагональные) отверстия, то есть с внутренними углами в 120 градусов, отличаются более высокой прочностью, но меньшей относительной площадью, чем квадратные.
2. При пробивке или вырубке листового металла будут образовываться закругления и облой. По мере износа пуансонов и матриц объемы облоя нарастают до такой степени, что могут вызывать порезы на незащищенных руках, поэтому при пробивке необходимо учитывать направление образования облоя в зависимости от назначения и планируемой установки изделия.
3. В зависимости от процесса — пробивки или вырубки — также необходимо закладывать необходимые допуски с учетом того, что размер и форма отверстий зависят от размера и формы пуансона, а размер и форма вырубки — от размера и формы матрицы.
Гибка листового металла
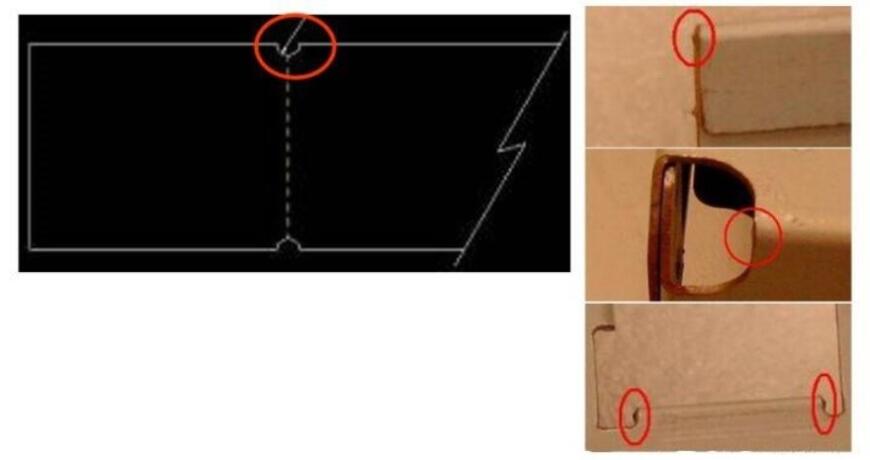
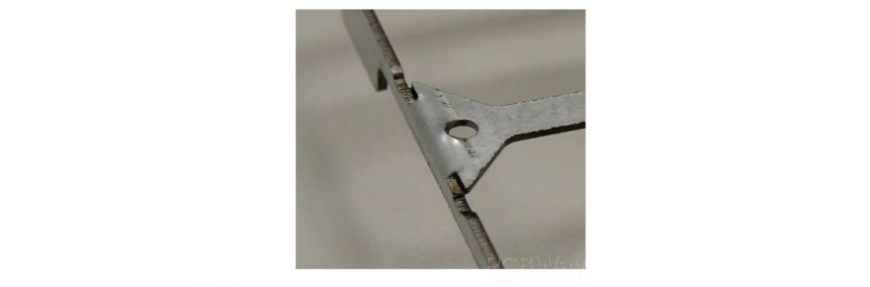
1. После гибки листа по краям на месте сгиба образуются выступы, чей размер напрямую зависит от толщины материала. Во избежание образования выступов можно заранее сделать полукруглые вырезы по краям на линии сгиба. Диаметр вырезов должен быть как минимум в полтора раза больше толщины листа.
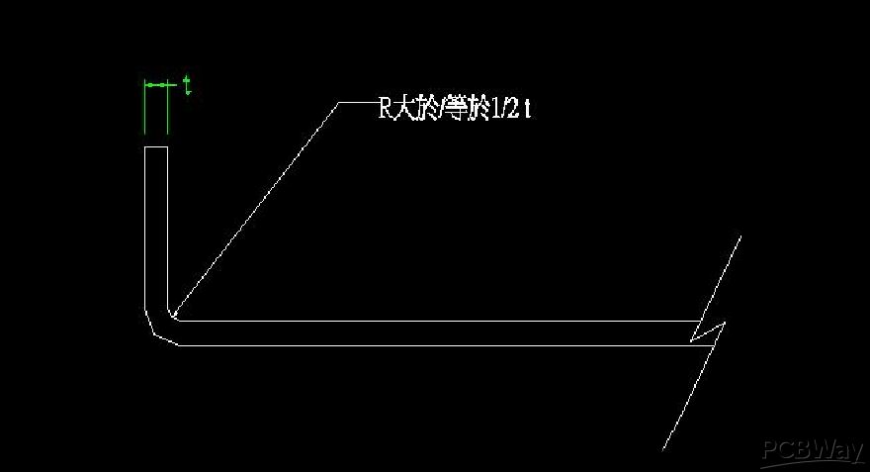
2. Внутренний диаметр сгиба оптимально должен быть равен или превышать половину толщины самого листа.
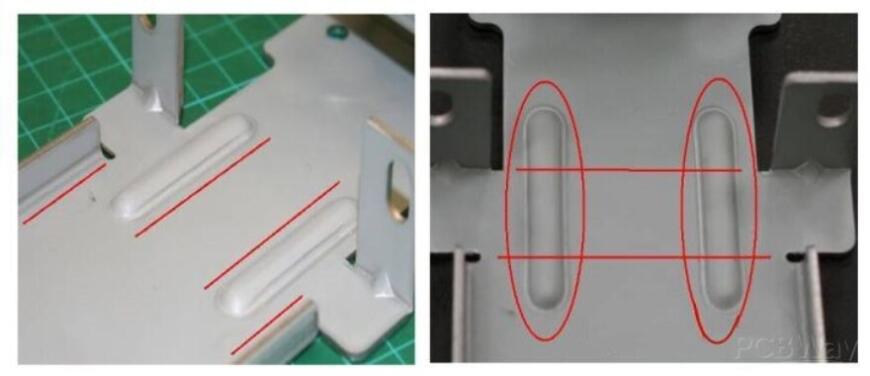
3. Так как листовой металл легко деформируется, угол сгиба можно зафиксировать 45-градусными ребрами жесткости в местах, где они не будут мешать сборке с другими деталями.

4. Плоские поверхности тоже подвержены деформациям под нагрузками, особенно когда речь идет об узких и длинных деталях. В таких случаях по возможности следует использовать листы, согнутые в L или П-образные профили. Также можно сформовать необходимые ребра жесткости, например в тех случаях, когда сгибание листов в профили по всей длине будет мешать сборке с другими деталями.
5. Во избежание образования облоя в местах сгиба желательно проделывать тонкие прорези, в противном случае может потребоваться дополнительная механическая обработка после сгибания. Длина прорезей должна быть равна или превышать полторы толщины листа. Не забывайте соблюдать минимальный внутренний радиус сгиба, так как матрицы с прямыми и острыми углами более подвержены растрескиванию.
6. Плавные сгибы также предпочтительны в целях безопасности, если только дизайн не требует прямых углов с острыми кромками на сгибе.
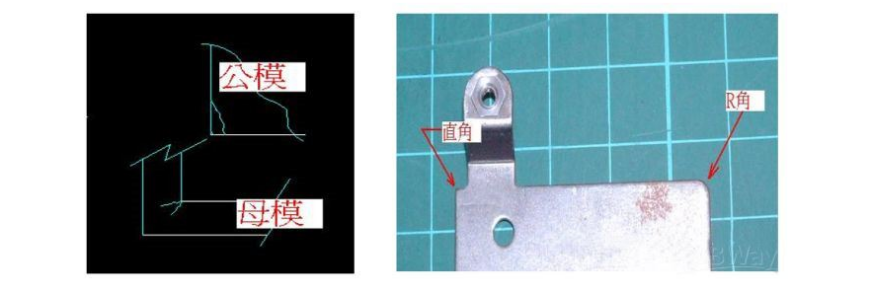
7. Загибание кромок разделяется на одно- и двухстороннюю бортовку. Двухсторонняя предпочтительна, если имеются повышенные требования к точности. Высота загнутой кромки в идеале должна быть не менее 3 мм, иначе возможны нестабильные результаты.
8. При сгибании кромок внутренние выступы не должны располагаться слишком близко к линии сгиба. Минимальное рекомендуемое расстояние — 10 мм, в противном случае радиус в этом месте будет выше, чем по остальной длине сгиба из-за неспособности проработать пуансоном участок под выступом. Если соблюдение этого условия не представляется возможным, образования выпуклости можно избежать предварительной вырубкой отверстия необходимой длины на линии сгиба под выступом.
9. Отверстия в кромках при отбортовке должны располагаться как минимум в трех миллиметрах от линии сгиба, иначе вероятна деформация кромок самих отверстий. При слишком близком расположении можно избежать деформаций, предварительно пробив на участке линии сгиба под отверстием щель аналогичной отверстию длины и шириной в полторы толщины сгибаемого листа.
Резьбовые отверстия
Обычно используются три способа создания резьбовых отверстий:
1. Можно пробить или наметить отверстие на плоскости, а затем использовать саморез. В таких случаях лучше всего подходят саморезы с треугольной резьбой, менее склонные к сдиранию и с более высоким запирающим усилием.
Если используется саморез диаметром 3 мм, диаметр отверстия должен быть 2,4-2,5 мм.
Если используется саморез диаметром 4 мм, диаметр отверстия должен быть 3,4-3,5 мм.
2. Можно пробить отверстие, а затем нанести резьбу метчиком, обычно M3 или M4. Если диаметр метчика 4 мм, диаметр отверстия перед нанеcением резьбы должен быть не выше 3,6 мм.
Если толщина листа невелика, порядка 1-1,2 мм, вместо пробивки отверстие желательно отбортовать для лучшего сцепления: при толщине в 1,2 мм резьба M3 даст всего два с половиной шага, а такую резьбу легко сорвать.
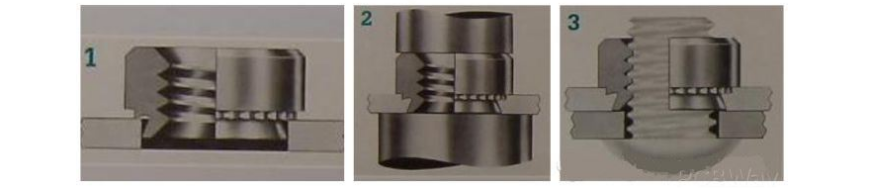
3. Можно пробить отверстие и установить резьбовую заклепку. Диаметр отверстия стоит подбирать по рекомендациям производителей гаечных заклепок. Установка таких крепежей — трудоемкая задача, поэтому на большинстве крупных профильных производств для соединения листовых металлов используются обычные заклепки.
Сборка шасси из листового металла
При точечной сварке шасси необходимо заранее точно подогнать соединяемые детали с помощью разметки, установочных штифтов или других приспособлений. При сборке с помощью винтов или шпилек дополнительные средства, как правило, не требуются, так как на деталях уже имеются совпадающие отверстия. В то же время стоит помнить, что зачастую отверстия имеют продолговатую форму для точной подгонки, которую необходимо выполнять перед затягиванием крепежных элементов.
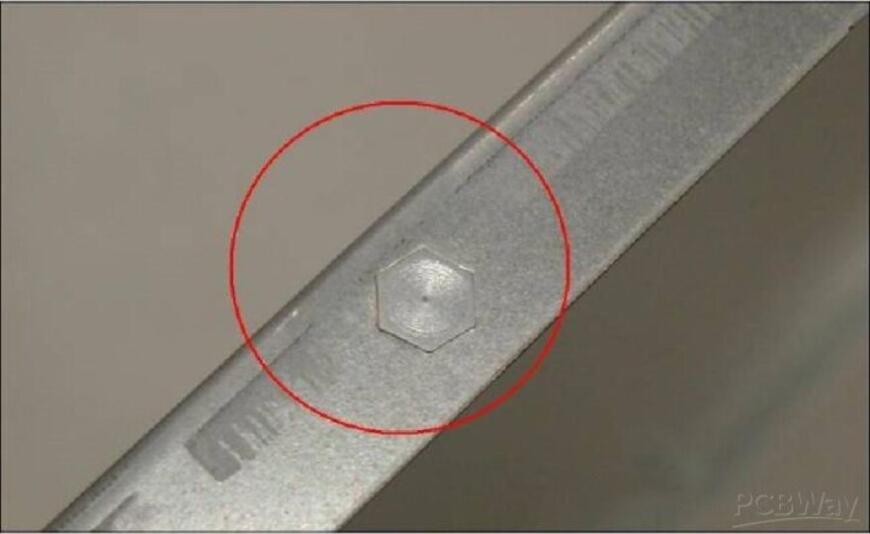
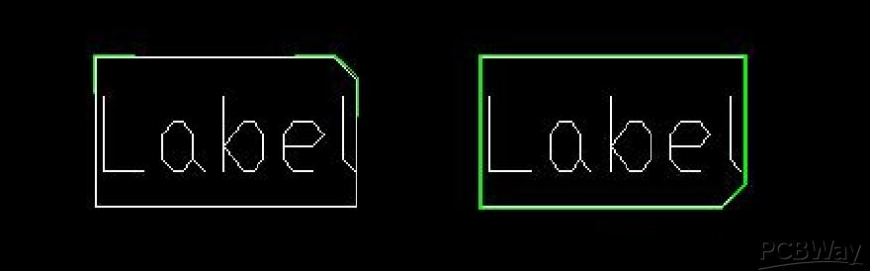
Перед раскройкой деталей шасси желательно заранее продумать нанесение маркировки. Можно нанести разметку — это просто и дешево, но тогда шильдик будет выступать над поверхностью и легко царапаться. Второй вариант — чеканка углубления под форму шильдика с допуском примерно в 0,3 мм. Так или иначе, рекомендуется предусмотреть защиту от дурака — скос на одном из углов шильдика и разметки или углубления, чтобы во время сборки кто-нибудь не установил табличку вверх ногами.
Внутренние стенки не только повышают прочность конструкции, но и могут служить основой для крепления различных компонентов, например вентиляторов. Пластиковые крепежи в местах соединения внутренних стенок с корпусом использовать нежелательно, так как они помешают выполнять дополнительные роли экранирования и шумозащиты.
Как заказать услуги по работе с листовыми металлами
PCBWay делает услуги промышленного прототипирования максимально доступными всем желающим, опираясь на богатый опыт а прототипировании и производстве печатных плат, а также постоянно модернизируя оборудование в сторону повышения качества и производительности.
Оформить заказ можно через удобный сайт: например, если вам требуется штамповка, необходимо лишь заполнить форму, выбрать необходимые параметры и залить CAD-файлы.
Партнерский материал
Подпишитесь на автора
Изделия из металлического листа

Изделия из металлического листа используются во многих промышленных и производственных сферах: в машиностроении, сельском хозяйстве, строительстве. Они незаменимы благодаря своим универсальным свойствам – простоте обработки, прочности, коррозионной стойкости.
В зависимости от типа металлопроката, способа обработки заготовки, вида готового изделия применяется различное оборудование: гибочные станки, сверлильные, оборудование для лазерной резки и т. д. Из нашего материала вы узнаете о типах изделий из металлического листа и способах их производства.
Виды и сферы применения листового металла
Благодаря своим характеристикам плоский металлопрокат широко используется во многих производственных сферах. Листовая сталь делится на виды, исходя из различных критериев:
- в зависимости от толщины листа выделяют тонкие (от 0,35 до 3,99 мм) и толстые (от 4 до 160 мм) листы;
- в соответствии с технологией производства сталь бывает холодно- и горячекатаная с маркировками ХК, ГК, оцинкованная, нержавеющая и просечно-вытяжная;
- исходя из назначения выделяют электротехническую, судостроительную, броневую, котельную, жаропрочную и пр.;
- в зависимости от профиля листовая сталь делится на прямую, штампованную или гофрированную, включая кровельную черепицу.
Изделия из плоского металлического листа используются в основном в строительстве и машиностроении. Предъявляемые к листовой стали требования меняются в зависимости от условий, в которых предполагается эксплуатация готовой продукции.

Изделия из толстолистового горячекатаного металлического листа используют в машиностроительной сфере. Обработка антикоррозионными составами придает деталям высокую прочность, долговечность, отличное качество, расширяя сферу их применения. Из металлических листов изготавливают профильные конструкции и заготовки для холоднокатаного проката.
Из холоднокатаного листового металла изготавливают автомобильные корпуса. Поскольку безопасности в автомобилестроении уделяется пристальное внимание, в процессе производства листы подвергаются постоянному контролю качества. Толщину листового железа определяет производитель автомобилей, она зависит от марки/модели будущего транспортного средства. Также изделия из тонколистового металлического листа используются в строительстве для ограждения стройплощадок, предотвращения проникновения на них посторонних лиц.
Кроме того, среди изделий из металлических листов можно отметить корпуса приборов, электрошкафы, сварные трубы и пр.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для гладких оцинкованных листов характерны высокая устойчивость к коррозии, перепадам температуры (от -70 °С до +250 °С), небольшой вес и приемлемая цена. Из них производят детали для авиастроительной и автомобильной промышленности, строительной сферы, конструкции для наружной рекламы.
На поверхности перфорированных металлических листов расположены отверстия, отличающиеся по форме и размерам. Изделия из перфорированного металла применяются для создания декоративных элементов фасадов, в дизайне интерьеров, для производства рекламных конструкций.

Кроме того, изделия из перфорированного металлического листа используются при изготовлении мебели, в производстве воздуховодов, сепарационного и фильтрационного сельскохозяйственного оборудования, в пищевой и химической промышленности.
Из нержавеющих металлических листов производят продукцию, которую предполагается эксплуатировать во влажной или агрессивной среде. Они используются для создания медицинского оборудования, инструментов, столов для приготовления пищи, баков и емкостей для хранения жидкостей. Более высокая стоимость нержавеющей стали окупается ее эксплуатационными характеристиками.
Гладкий стальной лист с окрашенной поверхностью может иметь разную толщину, габариты, вес, используется как в бытовых целях, так и на крупных производствах. Изделия из металлических листов используют для облицовки отдельных элементов фасадов зданий, а также для создания рекламных конструкций, вывесок, баннеров, указателей и пр.
Виды изделий из металлического листа
Изделия из металлического листа находят применение в самых разных сферах. Из материала изготавливают баки, шкафы, контейнеры, различные металлические емкости, кровельную металлочерепицу, превосходящую по уровню прочности и долговечности обычную черепицу.
Специальные станки с числовым программным управлением позволяют придавать металлическим заготовкам различную форму и размеры в соответствии с требованиями заказчика. Оборудование способно резать, изгибать, сверлить металл, придавать ему нужную форму.
Конечные изделия из металлического листа могут создаваться путем соединения нескольких заготовок.
Исходя из размеров готового продукта, проектировщик определяет наиболее подходящий способ соединения отдельных элементов листового металла. Для этого используются винты, заклепки, специальный клей, сварка и др. При выборе оптимального варианта соединения учитывается толщина, марка металла, а также дальнейшее использование изделия.
Нюансы проектирования изделий из листового металла
Некоторые инженеры по старинке вручную чертят схемы изделий из металлического листа и только потом приступают к компьютерному 3D-моделированию.

Однако практически все предприятия уже перешли на 3D-моделирование, так как использование CAD позволяет сэкономить время, при этом не переживая за качество будущих деталей из металлического листа.
Помимо визуальной составляющей, при проектировании изделий необходимо ориентироваться на их технологичность. Специалисты могут сделать развертку деталей из любого типа металлических листов. При этом готовый продукт будет полностью соответствовать требованиям заказчика по внешнему виду, форме и технологическим характеристикам.
Рекомендуем статьи по металлообработке
Специализированное программное обеспечение позволяет моделировать различные изделия из металлических листов, получаемые при помощи такой технологии обработки металла, как гибка. Ознакомиться с командами, позволяющими работать с листовыми материалами, можно в меню «Операции» на панели «Элементы листового тела». Благодаря наглядности и простоте управления сделать детали простой формы можно за несколько секунд. Но и для создания развертки сложного фигурного изделия из металла потребуется совсем немного времени.
Преимуществом компьютерного моделирования продукции из листового металла является также простота вносимых в чертежи изменений или создание новых вариантов детали на основе предыдущих. Полученная 3D-модель может использоваться неоднократно, при добавлении новых элементов можно очень быстро создавать уникальные изделия за короткое время.
Программы для моделирования позволяют 3D-специалистам проверять наличие пересечений между одной или несколькими частями будущих изделий из металлического листа.

Работник, занимающийся проектированием деталей из листового металла, должен обладать не только соответствующей квалификацией, но и опытом. При разработке проекта он должен ориентироваться не только на свойства материала, из которого будет создана заготовка, но и на то, как готовая деталь должна функционировать. С учетом этого он создает развертку изделия, способного выполнять свои функции в течение всего предполагаемого срока эксплуатации.
Для этого необходимо выполнить многочисленные расчеты, включая расчет прочности и силовых нагрузок. Чтобы их рассчитать, специалист должен определить как номинальную нагрузку (максимальную или наиболее длительно действующую), так и переменные рабочие нагрузки. На работоспособность изделий влияет ряд характеристик, включая прочность, жесткость, износостойкость, виброустойчивость. После того как будут выполнены все необходимые действия, можно будет определиться с формой детали и подходящим листовым металлом.
Множество изделий из металлического листа изготавливают с использованием технологии гибки. Это означает, что деталь можно разогнуть и получить ее развертку, т. е. ту самую модель. К детальным чертежам конструкции металлического листа предъявляются специфические требования, которые обычно включают в себя два комплекта конструктивных спецификаций. Один из них создается для плоской развертки детали, второй – для готового продукта.
Чертежи изделий из металлического листа напоминают схемы для зданий (развертки стен) или сложные конструкции оригами, состоящие из большого количества слоистых размеров. При создании планов деталей из листового материала специалистам нельзя забывать об ограничениях, накладываемых при использовании того или иного вида металла, а также о его способности к трансформации и возможности придания ему различных форм.
3D-модели изделий из металлического листа позволяют представить и понять самые сложные чертежи. Раньше для этого требовалось создать три эскиза будущей детали – вид спереди, вертикальную проекцию и вид сбоку. Также благодаря 3D-моделированию можно получить изометрические изображения продукции и ее виды в разрезе.
Способы изготовления изделий из металлического листа
Для обработки изделий из металлического листа используются токарные и фрезерные станки, оборудование лазерной резки и гравировки. Для работы с листовым металлопрокатом применяют технологии профилирования, гибки, штамповки, сварки и пр.
На сегодняшний день одной из наиболее эффективных технологий обработки металлических листов считается лазерная резка. С ее помощью можно получать изделия, точно соответствующие требованиям заказчика, при этом в процессе раскроя металла не нарушается его структура, края разреза остаются гладкими, без заусенцев.
Оборудование для лазерной резки позволяет изготавливать высококачественные детали с ровной кромкой и минимальной погрешностью. Кроме того, с помощью лазера можно не только выполнять раскрой листового металла, на и гравировать его, т. е. наносить на металлическую поверхность изображения и надписи.
За счет числового программного управления и высокой точности лазерного луча получаемые при помощи соответствующего оборудования изображения отличаются превосходным качеством и четкостью.
Гибочные станки используются для производства металлического профиля, который в дальнейшем находит применение в строительной сфере, в создании металлоконструкций, для изготовления пластиковых окон и пр.
Готовые изделия из металлического листа окрашивают или покрывают специальными полимерными составами. Конструкции, состоящие из нескольких элементов, на заключительном этапе собирают.
Многие компании, занимающиеся производством изделий из металлического листа, предлагают заказчикам как готовую продукцию, так и индивидуальное создание деталей в соответствии с предъявляемыми требованиями.
При индивидуальной работе заказчики могут дополнительно получить 3D-макет или 3D-визуализацию готового изделия, также в качестве дополнительной услуги компании предлагают разработку дизайн-проекта, подготовку чертежей, предоставление прочих дизайнерских и проектировочных работ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Гибка толстого листового металла

Гибка толстого листового металла осуществляется на профессиональном оборудовании и после составления проекта необходимого изделия. Только при таких условиях можно гарантировать, что будут сохранены необходимые эксплуатационные характеристики, а заказчик не понесет незапланированных трат на приобретение металла или переделку брака.
Сама операция гибки может быть реализована несколькими способами. В нашей статье мы расскажем, как осуществляется данный тип металлообработки, каков порядок расчета технических параметров, а также из чего складывается алгоритм заказа и изготовления гибки металла.
Ключевые правила гибки металла
Гибка толстого листового металла должна выполняться при соблюдении определенных правил:

- Для того чтобы на поверхности металлической заготовки не появились разрывы и трещины, минимальный радиус сгиба должен быть больше, чем толщина детали. В таком случае при возникновении риска образования дефектов можно сразу прекратить гибку и по возможности их устранить.
- В бытовых условиях возможна гибка только тонколистовых металлических листов толщиной не более 0,3–1 см. При работе с более толстыми заготовками требуется профессиональное дорогостоящее оборудование.
- Прежде чем приступить к гибке толстого листового металла, необходимо выполнить развертку будущей детали, учесть припуски, рассчитать необходимую длину рабочей поверхности. Последняя должна быть не более 4 м, в противном случае результат будет менее точным.
- Лучше всего для гибки подходят пластичные сплавы, например, листовое железо или заготовки, содержащие в своем составе примеси углерода. Ознакомиться с марками пластичных сплавов можно в специальных таблицах.
- При нагревании пластичность металлов повышается. В некоторых случаях требуемый угол изгиба можно получить только путем нагрева, без дополнительного механического воздействия. Кроме того, высокая температура при обработке минимизирует риск появления трещин на поверхности металлических заготовок.
- Гибка выполняется различными инструментами: как ручными (например, тисками для зажима листового железа), так и автоматическими (специальными станками, осуществляющими раскрой заготовок). Последние позволяют учитывать припуски и получать детали высокого качества.
Гибка толстого листового металла осуществляется медленно, поскольку необходимо следить за состоянием поверхности листа, не допуская появления трещин и других дефектов.
2 технологии гибки толстого листового металла
Обработка металлических листов выполняется двумя основными способами:
- Наиболее распространена «воздушная» (свободная) гибка. При этом способе обработки остается воздушный зазор между деталью и стенками матрицы V-образной формы.
- «Калибровка», в процессе которой заготовка плотно прижимается к стенкам матрицы. Технология используется уже длительное время, в ряде случаев она является наиболее предпочтительной.

1. Воздушная (свободная) гибка.
Достоинство это вида гибки толстого листового металла заключается в пластичности, недостаток – в невысокой точности результата.
Листовая заготовка траверсом с пуансоном вдавливается на нужную глубину канавки матрицы по оси Y. Между заготовкой и стенками матрицы остается воздушный зазор. Угол гибки при этом способе зависит от положения оси Y, а не от формы применяемого инструмента.
Точность настройки современных прессов составляет до 0,01 мм на оси Y. Однако на угол гибки влияют и другие показатели, в том числе настройка хода опускания траверсы, толщина металла, предел прочности, устойчивость заготовки к деформации, состояние рабочего инструмента.
К плюсам свободной гибки толстого листового металла относятся:
- высокая гибкость, позволяющая одним инструментом получить любой угол изгиба в пределах диапазона раскрытия V-образной матрицы (от 35° до 180°);
- доступная стоимость оборудования;
- меньшие усилия, прилагаемые для деформации заготовки, по сравнению с калибровкой;
- выбор усилия в зависимости от угла раскрытия матрицы (чем он больше, тем меньшее усилие требуется);
- небольшие вложения, так как достаточно пресса с меньшим усилием.
Средства, сэкономленные на приобретении гибочного пресса, можно вложить в дополнительное оборудование, к примеру, в покупку осей заднего упора или манипуляторов.

Минусы воздушной гибки листового металла заключаются:
- в недостаточной точности углов при обработке тонколистовых металлов;
- при разнице в качестве материалов заготовок результаты работы также будет различаться;
- технология не подходит для совершения специфических гибочных операций.
Воздушная гибка оптимальна для обработки металлических листов толщиной более 1,25 мм. Для заготовок меньшей толщины подходит калибровка.
Минимальный внутренний радиус гибки должен быть больше толщины детали. Если толщина листа равна радиусу гибки, то обработку следует выполнять методом калибровки. При работе с мягкими, легко деформируемыми материалами (например, с медью) допускается толщина листа большая, чем радиус изгиба.
Для того чтобы увеличить радиус, необходимо пошагово перемещать задний упор. Если техническое задание предполагает не только определенный радиус изгиба, но также высокую точность и качество детали, то следует воспользоваться калибровкой на специальном оборудовании.
2. Калибровка.
Калибровка – высокоточный способ гибки листового металла. Его недостаток заключается в небольшой гибкости. Угол изгиба зависит от прилагаемого усилия, а также используемого инструмента. Заготовка располагается в V-образной матрице, плотно прижимаясь к ее стенкам. Упругая деформация при этом способе нулевая, характеристики металла не влияют на угол изгиба.
Для получения качественного результата усилие гиба необходимо точно рассчитать. Лучше всего опробовать силу гибки испытательным гидравлическим прессом на пробном коротком образце.
Способ определения усилия для гибки толстого листового металла
Прилагаемые в процессе гибки толстого листового металла усилия зависят от таких параметров, как пластичность материала и интенсивность его упрочнения при деформации. Также необходимо учитывать направление прокатки первоначальной заготовки. По окончании прокатки остаточное напряжение вдоль ее оси ниже, чем в противоположном направлении. Это значит, что гибка металла по направлению волокон снизит риск разрушения заготовки. Учитывая это, ребро изгиба должно быть расположено так, чтобы направление проката имело минимальный угол к металлическому листу заготовки.

Чтобы рассчитать усилие, необходимо определиться со способом обработки толстого листового металла. Заготовка может располагаться в матрице на фиксаторах (упорах), деформация будет либо свободной, либо с приложением усилия, при котором в конечном моменте гиба деталь упирается в поверхность матрицы. Свободная гибка – более простой способ изгибания заготовок, но при этом результат будет хуже, чем при гибке с калибровкой.
При незначительном упрочнении металла (например, при работе с алюминиевой заготовкой) используется следующая формула:
в которой σт – предел текучести металла до штамповки.
Интенсивность упрочнения детали зависит от угла изгиба (более 45°) и размеров поперечного сечения. В этом случае необходимо воспользоваться формулой:
в которой b – ширина заготовки.
Для расчета технологического усилия Р при одноугловой свободной гибке используется формула:

в которой Ɛ означает наибольшую деформацию сечения заготовки и определяется следующим образом:

σb – предельное значение прочности металла.
При гибке с калибровкой усилие рассчитывается по формуле:
в которой Fпр – площадь проекции изгибаемой заготовки;
pпр – удельное усилие гибки с калибровкой. Этот параметр различается для разных металлов:
- для алюминия он составляет от 30 до 60 МПа;
- для малоуглеродистых сталей – от 75 до 110 МПа;
- для среднеуглеродистых сталей – от 120 до 150 МПА;
- для латуней – от 70 до 100 МПа.

Для правильного выбора оборудования для гибки толстого листового металла необходимо к полученным при расчетах значениям прибавить 25–30 %, а затем сравнить их с паспортными данными гибочных машин.
Оборудование для гибки толстого листового металла
Для гибки толстого листового металла используют различные виды оборудования. Самые простые станки подходят для производства уголков и швеллеров. На промышленных предприятиях пользуются прессами:
- Ротационными, в которых листовой металл изгибается, проходя между специальными валиками. Станки могут быть мобильными и стационарными. Подходят для производства небольшого тиража крупногабаритных деталей.
- Поворотными, в которых гибка осуществляется за счет гибочных балок и плит. В нижней части станка находится стационарная плита, в верхней – поворотная. Оборудование используется для работы с небольшими, простыми по форме изделиями из листового металла.
- Обыкновенными гидравлическими или пневматическими, в которых заготовка изгибается, располагаясь между матрицей и пуансоном. Станки подходят для изготовления как крупных, так и мелких партий деталей, для гибки толстого листового металла. Большинство предприятий использует гидравлические листогибочные прессы.
Самым современным считается ротационное оборудование для обработки толстого листового металла. Благодаря ЧПУ и автоматическому режиму работы оператору не нужно вручную рассчитывать оптимальное усилие гиба.
В автоматическом режиме работают также станочные аппараты с поворотной балкой. Оператор располагает в станке один оцинкованный или обычный металлический лист, который затем изгибается в соответствии с заданными параметрами. Такими станками оснащают небольшие металлообрабатывающие предприятия.
Этапы гибки толстого металла
До начала гибки толстого листового металла в несколько этапов разрабатывают технологические процессы:
- анализируют конструкцию детали;
- рассчитывают необходимое усилие и работу;
- выбирают типоразмер необходимого гибочного оборудования;
- готовят чертежи исходной заготовки;
- рассчитывают переходы деформации;
- оформляют проект технологической оснастки.
Перед тем как приступить к гибке толстого листового металла необходимо изучить материал заготовки, определить, соответствует ли он требованиям заказчика. Для того чтобы понять, возможна ли штамповка по заданным параметрам, необходимо обратить внимание на:
- пластичность материала, т. е. его способность изгибаться, не разрушаясь, под нужные параметры (для малопластичных металлов и сплавов используют термическую обработку и/или несколько переходов);
- возможность изгибания детали на требуемый угол, радиус гиба, при которых в месте деформации не появляются трещины;
- вероятность деформирования сложных по форме деталей при большом давлении.
При невозможности гибки представленного металла в соответствии с требованиями заказчика исполнитель предлагает ему несколько вариантов решения проблемы:
- подобрать металл или сплав с большей пластичностью;
- предварительно термически обработать заготовку;
- нагреть деталь до требуемой температуры.
До начала гибки толстого листового металла необходимо рассчитать следующие параметры: угол гиба, радиус сгибания, угол пружинения.
При расчете радиуса гибки учитывают пластичность металла, соотношение размера и скорости деформации. Чем тоньше заготовка, тем меньший радиус должен быть.
Коэффициент уменьшения толщины металла показывает, насколько тоньше станет деталь после окончания гибки. Если этот показатель окажется недопустимым, то необходимо использовать более толстую заготовку.
На минимальный радиус гибки влияют пластичность металла, его толщина, расположение волокон проката.
При обработке изделия из металла с небольшим радиусом гиба может деформироваться верхний слой металлических волокон, что отрицательно скажется на качестве готовой детали.
Поэтому для расчета минимального радиуса гиба необходимо использовать показатели максимальной деформации крайних элементов заготовки, учитывая относительное сужение металла, подвергаемого обработке.
Чтобы рассчитать пружинение, необходимо определить фактические углы пружинения с учетом усилия, прилагаемого для гибки толстого листового металла.
На силовые параметры влияют пластичность металла и интенсивность его упрочнения в процессе обработки. После завершения гибки физические свойства металла изменяются в зависимости от направления гибки.
Чтобы снизить риск появления трещин, заготовку следует изгибать вдоль волокон металлического проката.
Для более точного расчета силовых показателей необходимо учитывать способ гибки толстого листового металла:
- путем гибки металлического листа, расположенного между фиксаторами;
- с приложением усилия, когда в конце гибки заготовка упирается в поверхность матрицы.
Первая технология подходит для изготовления простых деталей, не требует серьезных энергозатрат, отличается простотой выполнения. Вторая – оптимальна для производства сложных изделий.
Гибка толстого листового металла возможна для любых сплавов, в том числе, с легирующими примесями в составе. Технологию невозможно использовать только в работе с хрупкими материалами, склонными к деформации.
Несмотря на достаточную сложность процедуры, технология помогает получить изделия нужной формы без деформаций, возникающих, к примеру, при сварке. Чтобы результат имел высокое качество, важно найти опытных специалистов, которые предварительно рассчитают необходимые параметры гибки, а затем выполнят и саму процедуру.
Читайте также: