Радуга на металле как называется
Обновлено: 19.05.2024
Бытует мнение, что цвета побежалости при сварке углеродистых сталей являются дефектом. Мне лично пару раз приходилось такое слышать и однажды, увидев комментарии к фотографии шва с яркими цветами побежалости, что это явный дефект, решил разобраться в вопросе более подробно. Этакий MYTHBUSTERS предлагаю посмотреть под катом.
Начнем с определения.
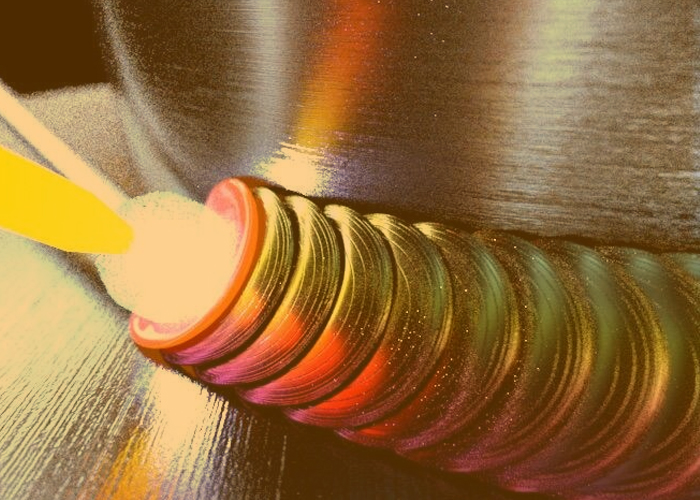
Цвета побежалости — радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате формирования тонкой прозрачной поверхностной оксидной плёнки (которую называют побежалостью) и интерференции света в ней. [1]
Эти цвета ранее использовали для определения температуры при термообработке стали. Но это не очень точный индикатор. На окрас влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы. [1]
Между толщиной плёнки и длиной волны отраженного ею света существует прямая зависимость: чем больше толщина пленки, тем более коротковолновый отраженный свет мы получаем. Например, синий цвет образуется, когда из белого «вычитаются» более длинные волны, например, красный и оранжевый, а жёлтый образуется при «вычитании» из спектра коротковолнового излучения, например, фиолетового и синего (закройте правую часть радуги, что показана выше). Получается, что синий цвет соответствует более высокой температуре нагрева, а жёлтый — более низкой. [2]
Интересно про цвета побежалости написано здесь.
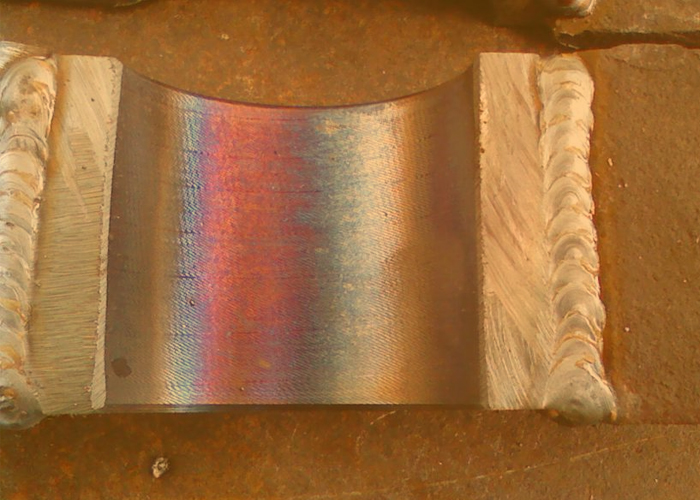
Рассмотрим схему участков сварного соединения и их термический цикл. [3]
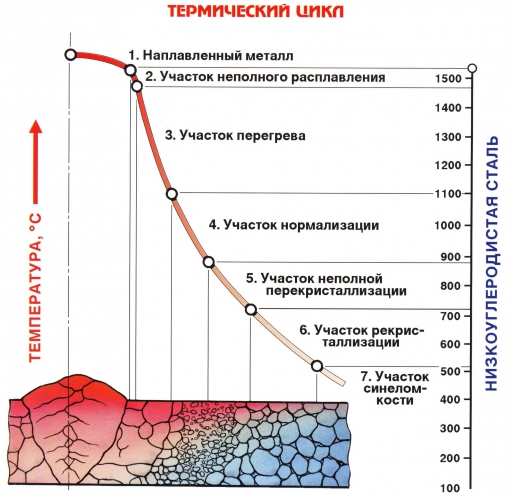

Нам интересен участок №7. Он также называется участком синеломкости и охватывает температурный диапазон от 200 до 400 °С. На этом участке наблюдаются синие цвета побежалости на поверхности металла (откуда и название). При сварке низкоуглеродистых сталей основной металл в этой зоне не имеет видимых структурных изменений, но наблюдается резкое падение ударной вязкости из-за снижения пластичности. Это происходит в тех случаях, когда в сталях содержится кислород, азот и водород в несколько избыточном количестве. Размеры отдельных участков ЗТВ и общая ширина ее зависят от условий нагрева, охлаждения и способов сварки. [4, 5]
При сварке нержавеющих сталей цвета побежалости также проявляют себя, но в других диапазонах температур. Для нержавеющих сталей изменение цвета при нагреве на воздухе наблюдается: светло-соломенный (300°C), соломенный (400°C), красно-коричневый (500°C), фиолетово-синий (600°C), синий (700°C). [1]
Побежалость для коррозионностойких сталей является более критичной, т.к. является показателем того, что пассивный (защитный) слой поврежден, и в этом месте могут возникнуть очаги точечной (питтинговой) коррозии. [6] Поэтому поврежденный слой необходимо зачищать либо лепестковыми кругами, либо щеткой с ворсом из нержавейки (не допускается зачистка стальной щеткой), либо травление.
Итак, получается, что цвета побежалости - неизбежное явление при сварке сталей. Кроме того, в Инструкции по визуальному и измерительному контролю (РД 03-606-03) такой дефект не определен. Они указаны там лишь только как загрязнение, препятствующее контролю и которое должно быть зачищено.
Вероятно, это считают дефектом по ошибке — путают со сваркой титана. Здесь должна обеспечиваться надежная газовая защита поверхности металла нагретой свыше 400°C. О хорошей газовой защите свидетельствует блестящая серебристая поверхность. Появление на шве желто-голубых цветов побежалости указывает на нарушение защиты, а серый налет свидетельствует о плохой защите. [7]
Интересен тот факт, что цвет побежалости считается дефектом сварного соединения, появляется и в нормативных документах. Например, в СТО-ГК "Трансстрой" 005-2007 Стальные конструкции мостов. Технология монтажной сварки.
Также мне попалась интересная статья по разработке метода определения сварочных напряжений по цветам побежалости. [8] Нюанс в том, что исследована модель однопроходного шва. Будет ли этот метод работать на многопроходных швах?
В следующей статье мы попытаемся выяснить, можно ли определить был или не был перегрет металл, исходя из ширины участка синеломкости. Что касается вопроса в заголовке статьи, то, я думаю, ответ очевиден — наличие цветов побежалости не является дефектом для углеродистых сталей.

Список использованных материалов:
3. В.А. Лосев, Н.А. Юхин. Иллюстрированное пособие сварщика. Москва: Соуэло, 2004. 59 с.
4. Костенко Е.М. Сварочные работы: Практическое пособие для электрогазосварщика.
5. В.А. Чебан. Сварочные работы: учеб. пособие. Изд. 3-е. Ростов-на-дону: Феникс, 2006. 412 с.
6. Ю. П. Солнцев, Е.И. Пряхин. Материаловедение: учебник для вузов. Изд. 4-е, перераб. и доп. Спб.: Химиздат. 2007. 784 с.
7. С.М. Гуревич. Сварка химически активных и тугоплавких металлов и сплавов. Москва: Машиностроение. 1982. 95 с.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Цвета побежалости металла
Цвета побежалости – это цвета, которые становятся различимы на гладкой металлической или минеральной поверхности из-за появления тончайшей окисной пленки или световой интерференции в ней. Зачастую их появление связано с тепловым воздействием. О том, что такое побежалость, далее.
Происхождение цветов побежалости металла
Цвета побежалости металла распространяются из-за перераспределения интенсивности света в утонченных пленках на структуре отражения. По ходу развития пленочной толщины появляются условия погашения лучей с какой-либо волновой длины. Вначале из белоснежного появляется сиреневое свечение, обнаруживается желтое свечение. По ходу того, как пленка растет в толщину, увеличивается волновая длина погашенных лучей. Из непрерывного спектра солнца появляется зеленое и красное свечение.
Яркость оттенков побежалости нержавейки зависит от размера оксидной пленки с протяженностью солнечной волны, которая идет на спецматериал. Одни из ярчайших оттенков находятся на материалах медного типа. Цвета побежалости стали, которые получаются из-за физического процесса, зависят от металлического состава. Если в микроэлементе есть много металлических ионов, то он прокрашивается в синий. В присутствии хромофоров можно обнаружить красные оттенки – следы побежалости на металле.
Искусственная цветовая побежалость видна на структуре при повышенных показателях. Непременным условием образования следов побежалости считается отсутствие воды с иными спецжидкостями. В ходе нагревания появившаяся пленочная структура окиси снижается. Это объясняется диффузией, то есть перемешиванием микроэлементов или внедрением одного химического элемента в иной. В ситуации с металлической пленкой окиси становится видно, как взаимодействуют атомы кислорода со спецметаллом.
Как искусственно создать цвета побежалости
При металлообработке активным образом применяется воронение. Технология спецпокрытия металлов пленками окиси хорошо известная и активным образом применяемая на протяжении десятков лет. Вороненый материал отличается устойчивостью ко ржавчине, прочностью к повышенным нагрузкам и обладает эстетичным окрасом, без добавочных покрытий с красками.
Чтобы выполнить воронение, необходимо:
- обмакнуть заготовку, протереть ее минеральным маслом;
- нагреть на металлическом листе до температурного показателя (для различных металлов со сплавами она различается);
- после сделать закалку в охлажденном участке – во избежание металлического отпуска.
Получившийся окисленный слой на структуре металлического изделия будет устойчивым к воздействию воды. Он будет иметь повышенную прочность к действию внешних факторов.
В нижеследующей таблице приведены составы растворов и требуемая температура для бесщелочного оксидирования черных металлов:

Пленка окисления образуется как с большой, так и с малой скоростями. На образование пленки влияют такие факторы, как:
- мера закаленности обрабатываемой детали (закалка способствует ускорению появления необычного эффекта);
- загрязнение (при появлении грязи она обугливается, и, в результате, образуется неравномерный пленочный слой оксида);
- шероховатость (заготовка, которая имеет выемку, получает уплотненную пленку; эстетичное цветовое различие обнаружить невозможно, а полированная деталь создает разноцветный эффект);
- технология нагревания (в зависимости от спецоборудования, применяемого для нагрева деталей, с большой скоростью и шириной формируются пленки окисления; для нагревания деталей лучше применять оборудование, которое позволяет поддерживать требуемый температурный показатель и контролировать его).
Тонкие пленки оксида поглощают солнечные волны с наименьшей длиной волны, но отражают с наибольшей. Цвет металла при нагреве изменяется в зависимости от температуры. Чем больше температура пленки оксида, тем светлее цвет металла при нагревании. Синий и фиолетовым цвета получаются, когда из спектра отображается перечень длинных волн. При отражении пленки из оксидов волны с минимальной волновой длиной, металлическая поверхность прокрашивается в желтоватый оттенок. Светлые оттенки соответствуют повышенной температуре нагревания. Поэтому мастер нередко определяет с помощью цветов побежалости нержавейки закалку материалов со стальной стружкой и колющим инструментарием. Они применяются при работе токаря.
Несмотря на указанные факторы, при содействии цветов побежалости нержавеющей стали невозможно точно определить температуру металла, поскольку на показатель влияют разные факторы:
- период нагрева (промежуток времени, на протяжении которого деталь из металла прогревается до показателя помещения, если отсутствует тепловая отдача);
- разная примесь в переливающемся металле;
- особенность освещения в помещении, где производилась сварка с закалкой заготовок;
- скорость прогрева (температурное изменение в единицу времени во время прогрева).
Среди различных электроприборов есть пирометры, обеспечивающие конкретный температурный контроль. Они функционируют на лучевом анализе лазера. В электроприборах находятся особые датчики, которые анализируют отраженные лучи и отражают металлическую температуру, которой равны измеренные параметры излучений.
Температура цветов побежалости металла
Температура и цвет металла изменяются на протяжении всего процесса нагрева заготовки. Причем у каждого сплава или вида металла своя температура появления побежалости. Вследствие этого технологи пользуются большим количеством таблиц соотношения цвета и температуры цветов побежалости. Некоторые из них приводим в нашей статье.
В данной статье мы рассказали о том, откуда появляются цвета побежалости на металле и как изменение температуры влияет на цвет побежалости. Выяснили, как избавиться от побежалости на нержавеющей стали
Цвета побежалости металла представляют собой пленки разной плотности и толщины на поверхности обрабатываемых металлических сплавов. Появляются при нагреве материала до определенной температуры. Подобную пленку практически каждый видел на бензине в луже или на мыльных пузырях.
Явление на металле соответствует теории из физики «тонких пленок»; причиной является оптическое взаимное увеличение или уменьшение окисленных пленок, которая колеблется в зависимости от размеров молекул. При этом металл может приобретать самые разные оттенки и охватывать поверхность только частично.
Побежалостями называют именно те участки, которые поменяли цвет. Расскажем, о чем сигнализирует появление окисной пленки и как применять эту информацию с пользой.
О чем говорят цвета побежалости
Раньше цвета преимущественно использовали, чтобы определять температуру при термообработке стали. Однако нельзя сказать, чтобы этот индикатор имеет высокую точность. На окрас влияет масса факторов, например:
- Насколько быстро происходит рост температуры;
- Как долго сталь находится в таких температурных условиях;
- Компоненты окружающей газовой среды;
- Тип освещения и пр.
Наблюдается непосредственная связь между толщиной слоя пленки и длиной волны света, который она отражает. Если пленка толстая, то свет будет коротковолновым. Особенно критичной считается побежалость при обработке коррозионностойких сталей — она показывает повреждение защитного слоя, где может образоваться коррозия. Поэтому данный участок нужно зачистить либо протравить.
В общем и целом, образование побежалости при сварке и обработке сталей неизбежно. Это не является дефектом. В инструкциях обычно характеризуется как загрязнение, которое мешает контролю, поэтому его желательно устранить. Дефектом же данное явление считается только при обработке титана. Здесь поверхность должна быть идеально серебристой и блестящей, что является признаком надлежащей газовой защиты.
Изменение температуры по цветам побежалости металла
У различных металлов и сплавов при влиянии разных температур образуются побежалости оттенков радуги; их насыщенность может быть выше или ниже. Поскольку чрезмерный нагрев способен отразиться на физических и механических характеристиках материала, его стойкости, важно знать, какие визуальные эффекты, о чем говорят.
Анализировать переливающийся цвет рекомендуется в оптимальной естественной инсоляции, поскольку отдельные источники электрического освещения немного искажают передачу оттенка. В продаже есть специальные шаблоны-палитры, с помощью которых можно определить интерференционные оттенки. Также можно воспользоваться приведенными здесь данными шкалы соответствия цвета и температуры.
Цвета побежалости углеродистой стали:
- Светлый серый — от 330 до 350°С;
- Светлый голубой — 320°С;
- Ярко-синий — 300°С;
- Фиолетовый — 280°С;
- Пурпурный — 260°С;
- Коричнево-красный — 250°С;
- Коричневатый — 240°С;
- Золотой — 230°С;
- Соломенный — 220°С.
Цвета побежалости нержавеющей стали:
- Пепельный — 630°С;
- Темный синий — 600°С;
- Синий — 540°С;
- Темный фиолетовый — 450°С;
- Фиолетово-коричневый — 420°С;
- Коричневатый — 390°С;
- Интенсивный желтый — 370°С;
- Соломенный желтый — 340°С;
- Светлый желтый — 290°С.
Синие и соломенные части поверхности изделий из нержавейки необходимо зачищать специализированными химическими аэрозолями или пастами при помощи щетки из металла. Темный и пепельный наплавленный металл полностью удаляют путем срезки абразивным кругом, затем проводят окончательную зачистку шраблением и полировкой.
Титан — серебристо-белый металл, который прекрасно сваривается и поддается обработке давлением при высокой температуре. При этом на нем также нередко возникает побежалость. Существенное отличие титана от стали заключается в том, что он химически активен относительно воздушных газов, а при температуре выше восьмисот градусов склонен к увеличению зерна. Вот почему нежелательно возникновение радужной пленки на титане, и все оттенки, за исключением соломенного и серебряного, сигнализируют о неверной техники обработки.
- Серовато-синий — 500°С;
- Темный синий — 450°С;
- Желто-голубоватый — 320°С;
- Соломенный — 240°С.
Помимо перечисленных металлов и сплавов, цветные переливы могут возникнуть на вольфраме, железе для ковки, чугуне, сталях закаленных и пр. При этом на цветовую гамму влияет множество разных факторов, в том числе примеси. Поэтому перечисленные показатели — не строгая инструкция, а лишь ориентир. В реальности температура цветов побежалости металла индивидуальна.
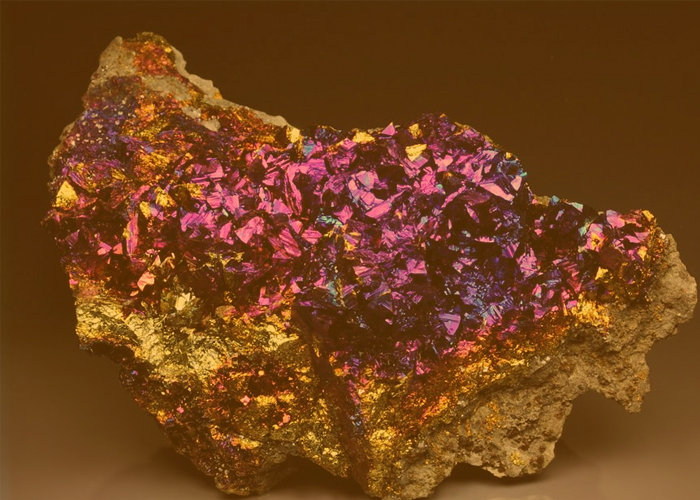
Цвета побежалости в природе
В натуральных условиях без вмешательства человека явление тоже весьма распространено.
Так, на пирите и других металлах разной твердости тоже возникает тонкий оксидный слой. При этом часто возникают интерференционные цвета, близкие к минеральным. На халькопирите при взаимодействии с рядом минералов из меди наблюдается особенно яркий эффект.
Необходимо иметь в виду, что если на побежалость смотреть на сразу, а через время, то истинный минеральный оттенок может скрыться. Если пленка схожих оттенков, то можно допустить ошибку. Цвета побежалости зачастую возникают на старых монетах и других предметах, долго лежащих под землей, включая стеклянные.
Как избавиться от побежалости на нержавеющей стали
Существует три основных способа устранить с нержавейки цвета побежалости:
Химический
А именно – практически любая кислота. Например, в домашней мастерской допускается применения уксуса. Сталь требуется нагреть, затем протирать уксусом в течение некоторого времени.
Также можно использовать любые кислотные растворы, такой как концентрированная азотная кислота. Она не только очистит поверхность сплава, но и пассивирует его.
В профессиональных компаниях мастера применяют последовательность таких продуктов:
- Обезжириватель для металлов и сплавов;
- Травильные гели, спреи;
- Средства для пассивации;
- Либо для регенерации пассивного слоя.
Механический
Визуальные дефекты вместе с цветовыми переливами возможно убрать при помощи паст ГОИ и войлочного круга для шлифмашинки. Круг даже не обязательно покупать – отлично выходит его изготовление из ненужных валенок. При обработке на круг наносится паста ГОИ, после чего осуществляется полировка
Также заменой войлоку может выступить муслиновый полированный круг либо круг скотч-брайт.

Если в процессе очистки используется болгарка, то важно оснастить ее механизмом регулирования оборотов.
Электрохимический
- Раствор воды с лимонной кислотой (2:1);
- Трансформатор 30V;
- Электрод.
Один контракт трансформатора помещается на электрод, а второй на деталь.
Далее, смочив кусок войлока в растворе лимонной кислоты, следует протереть ею сварные швы или иные проблемные участники. В результате можно добиться вполне эстетичного внешнего вида. Следует сразу отметить, что работа требует терпения, но результат порадует зеркальным чистым блеском. Специальная аппаратура действует как на сам шов, так и на поверхность вокруг него.

В этой ситуации есть еще тот положительный момент, что в полной мере соблюдается внешний вид сварного шва заготовки – неважно, была она шлифованной, матовой или же глянцевой. По окончании процесса регенерируется пассивный слой на шве, что обеспечивает защиту от коррозии. Технология дает возможность существенно снизить трудозатраты и избежать возникновения на детали каких-либо дефектов.
Заключение
Иногда цвета побежалости металлов даже вызывают специально — например, при создании украшений (бижутерии), архитектурных деталей, предметов декора для дома. Выглядит это очень красиво и стильно. Для этого применяются различные технологии, инструменты и химические элементы. Есть все шансы, что в ближайшие годы металлурги совместно с химиками изобретут инновационные технологии, используя физические и химические свойства металлов.

Это очень интересное и перспективное направление.
Напоминаем, что при обработке металла на станках необходимо использовать смазочно-охлаждающие жидкости. Их можно выбрать в нашем каталоге. Грамотно подобранные СОЖ — залог долгой и успешной эксплуатации станка. Предлагаем к продаже также вспомогательные детали для организации подачи СОЖ к месту обработки.
Цвета побежалости

Цвета́ побежа́лости — радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате формирования тонкой прозрачной поверхностной оксидной плёнки и интерференции света в ней.
- Чаще всего термин используют в металлообработке, термообработке стали.
Содержание
Происхождение
Цвета побежалости возникают из-за интерференции белого света в тонких плёнках на отражающей поверхности, при этом по мере роста толщины плёнки последовательно возникают условия гашения лучей с той или иной длиной волны. Сначала из белого света вычитается фиолетово-синий цвет (λ~400 нм), и мы наблюдаем дополнительный цвет — жёлтый. Далее, по мере роста толщины плёнки, и, соответственно, увеличения длины волны «погасившихся» лучей, из непрерывного солнечного спектра вычитается зелёный цвет, и мы наблюдаем красный, и т. д.
Применение
Цвета побежалости возникают чаще всего при окислении, в результате термической обработки металлов. Обычно, при быстром нагреве, они столь же быстро сменяют друг друга, в типичной последовательности: светло-соломенный, золотистый, пурпурный, фиолетовый, синий, и затем, по мере роста толщины плёнки, вновь проявляются, но в несколько приглушённом виде: коричневато-жёлтый, красный…
Цвет побежалости (а также цвета каления) раньше, до появления пирометров, широко использовали в качестве индикатора температуры нагрева железа и стали при термообработке. По цветам побежалости также судили о температуре нагрева стальной стружки, и, следовательно, резца при операциях точения, сверления, резания.
Для углеродистой стали характерны следующие переходы цвета: соломенный (220 °C), коричневый (240 °C), пурпурный (260 °C), синий (300 °C), светло-серый (330—350 °С).
Цвета побежалости — не очень точный индикатор. На них влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы.
На легированных сталях цвета побежалости обычно появляются при более высоких температурах, так как нередко легирование повышает стойкость стали к окислению на воздухе.
Цвета побежалости применяются при декоративной отделке стальных изделий, а также при их лазерной маркировке.
На поверхности некоторых минералов (пирит и др.) в результате появления тонкого слоя оксидов нередко наблюдаются интерференционные цвета, аналогичные цветам побежалости (см. Цвет минералов).
Те же цвета иногда образуются на старых образцах стекла, особенно на тех, что долго пролежали в земле; на старинных монетах.
Ссылки
Wikimedia Foundation . 2010 .
Полезное
Смотреть что такое "Цвета побежалости" в других словарях:
цвета побежалости — радужная окраска, появляющаяся на чистой поверхности нагретой стали в результате образования на ней тончайшей оксидной плёнки. Толщина плёнки зависит от температуры нагрева стали: плёнки разной толщины по разному отражают световые лучи, чем и… … Энциклопедия техники
цвета побежалости — радужные цвета (соломенный, золотистый, пурпурный, фиолетовый и др.), возникающие на чистой поверхности нагретой стали, а также на поверхности некоторых минералов в результате появления тонкого слоя оксидов. * * * ЦВЕТА ПОБЕЖАЛОСТИ ЦВЕТА… … Энциклопедический словарь
ЦВЕТА ПОБЕЖАЛОСТИ — радужные цвета (соломенный, золотистый, пурпурный, фиолетовый и др.), возникающие на чистой поверхности нагретой стали, а также на поверхности некоторых минералов в результате появления тонкого слоя оксидов … Большой Энциклопедический словарь
цвета побежалости — Дефект поверхности в виде пятнистой, от желтого до синевато серого цвета окисной пленки, образовавшейся на поверхности металла при нарушениях технологии охлаждения после прокатки или при термической обработке, а также при травлении и зачистке… … Справочник технического переводчика
цвета побежалости — 3.7 цвета побежалости: Окисленные участки в виде пятен и полос различной окраски, обусловленной термическими условиями охлаждения катодов после промывки. Источник: ГОСТ 546 2001: Катоды медные. Технические условия оригинал документа Цвета… … Словарь-справочник терминов нормативно-технической документации
Цвета побежалости — Oxidized steel surface Цвета побежалости. Поверхность, имеющая тонкую оксидную пленку от соломенного до синего цвета, распространяющуюся от края рулона или листа. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО… … Словарь металлургических терминов
цвета побежалости — ГОСТ 21014 88 Цвета побежалости Deutsch: Anlauffarben English: Heat tints, Oxidation tints Français: Couleurs de recuit Ндп. Недокал, Прижоги, Травильные пятна, Участки разной тональности Дефект поверхности в виде пятнистой, от желтого до… … Металлургия. Терминология ГОСТ
цвета побежалости — karštinės spalvos statusas T sritis chemija apibrėžtis Vaivorykštinės spalvos, atsirandančios įkaitinto plieno ar kai kurių mineralų paviršiuje. atitikmenys: angl. heat colors; heat colours; heat tint; temperature colors; temperature colours rus … Chemijos terminų aiškinamasis žodynas
цвета побежалости — nykstančiosios spalvos statusas T sritis fizika atitikmenys: angl. annealing colors; annealing colours; heat colors; heat colours; tempering colors; tempering colours vok. Anlaßfarben, f; Anlauffarben, f rus. температурная окраска, f; цвета… … Fizikos terminų žodynas
цвета побежалости стали — [annealing (temper) colors] 1. Радужная окраска, появляющаяся на чистой поверхности нагретой стали в результате образования на ней тончайшей оксидной пленки. Толщина пленки зависит от температуры нагрева; пленки разной толщины по разному отражают … Энциклопедический словарь по металлургии
Что такое цвета побежалости
Результатом хорошей и профессиональной работы сварщика можно любоваться достаточно долго. Особенно интересным для созерцания является цвет сварных швов, способный принимать самые причудливые оттенки – от голубого или синего до розового или светло-желтого. При этом многих мастеров интересует, является ли цвет побежалости шва при сварке признаком производственного дефекта или же можно его считать побочным эффектом при работе с защитными газами, способным указать на качество соединения металлических делателей. В этой статье мы постараемся найти ответ на эти вопросы.

Что такое цвета побежалости?
Это цвета радуги, которые возникают на гладкой поверхности металлического изделия при образовании на ней особой оксидной пленки. Именно эта пленка, которую так же называют побежалостью, представляет собой очень тонкий слой оксида металла, толщина которого может варьироваться от нескольких миллиметров до величины всего в нескольких молекул. Являясь прозрачной, такая пленка обеспечивает процесс интерференции в ней световых лучей, что и приводит к появлению радужных цветов, а также их оттенков. Как правило, побежалость возникает при термическом воздействии на металлическое изделие, например, при термообработке стальных сплавов или же сваривании металлов.

Цвета побежалости для отделки металлической поверхности
При подготовке регламентов стоит предпочесть более низкие температуры и более продолжительную выдержку, так как пленки окислов в этом случае получаются более прочными и исключается создание дополнительных термических напряжений, которые могут приводить к короблению изделий.
Цвета побежалости используют для декорирования поверхности изделий из стали, чугуна и цветных металлов: пряжек, поковок, солнечных коллекторов, холодного оружия и обрабатывающего инструмента. Это и всем известный процесс воронения.
Для закаленной стали и не закаленной образование окисных пленок будет происходить по-разному. На скорость образования окисных пленок значительное влияние оказывают:
- структура. Закаленные стали окисляются медленнее,
- загрязненность поверхности. Масляные пленки обугливаются до сажи, поэтому пленки получатся рыхлыми и неплотными,
- шероховатость поверхности. На полированной поверхности пленка получится тоньше, чем на шершавой при одинаковых условиях.
Для получения плотной, равномерной пленки окислов необходимы нагревательные печи, способные удерживать стабильную температуру в течение длительного времени.
В домашних условиях это или горн, или паяльная лампа, или качественная плита с духовкой. И в таком случае режим чернения подбирается для каждого изделия индивидуально. Необходимо помнить, что переход из одного цвета в другой происходит быстро, поэтому процесс требует самого пристального внимания.
Автор Ирина Файдюк
О чем свидетельствует цвет сварного шва?
Раньше цвета сварного шва использовали для определения температуры при термической обработке стальных сплавов. При этом нужно понимать, что это весьма неточный показатель, так как цвет будет зависеть не только от самой лишь температуры, но и от других факторов, к примеру:
- скорости нагрева материала;
- того, какие компоненты входят в состав газовой среды, в которой происходит процесс термообработки;
- продолжительности выдержки стального сплава;
- особенностей освещения и прочего.

Стоит отметить, что существует четкая зависимости между получаемым цветом побежалости и толщиной самой пленки, ведь чем она будет толще, тем короче будут волны отражаемого ей света. К примеру, синие оттенки шва появляются в том случае, когда из белого «вычитают» волны более значительной длины, к примеру, оранжевые или красные. А вот желтый цвет возникает, когда из цветового спектра вычитаются цвета коротких волн – синего и фиолетового. Таким образом синий цвет побежалости свидетельствует о том, что температура нагрева является достаточно высокой, в то время как желтый указывает на более низкий температурный показатель.

Как по цвету раскаленной детали определить ее температуру
Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо, наоборот, сделать металл более мягким, легче поддающимся механической обработке. В зависимости от температур нагрева и способа последующего охлаждения различают следующие виды термической обработки: закалка, отпуск и отжиг.
В любительской практике для определения температуры раскаленной детали по цвету можно использовать приведенную таблицу.
| Цвет каления стали | Температура нагрева, град. С |
| Темно-коричневый (заметен в темноте) | 530—580 |
| Коричнево-красный | 580—650 |
| Темно-красный | 650—730 |
| Темно-вишнево-красный | 730—770 |
| Вишнево-красный | 770—800 |
| Светло-вишнево-красный | 800—830 |
| Светло-красный | 830—900 |
| Оранжевый | 900—1050 |
| Темно-желтый | 1050—1150 |
| Светло-желтый | 1150—1250 |
| Ярко-белый | 1250—1350 |
Закалка стальных деталей. Закалка придает стальной детали большую твердость и износоустойчивость. Для этого деталь нагревают до определенной температуры, выдерживают некоторое время, чтобы весь объем материала прогрелся, а затем быстро охлаждают в масле (конструкционные и инструментальные стали) или воде (углеродистые стали). Обычно детали из конструкционных сталей нагревают до 880—900 градусов (цвет каления светло-красный), из инструментальных — до 750—760 градусов (цвет темно-вишнево-красный), а из нержавеющей стали — до 1050—1100 градусов (цвет темно-желтый). Нагревают детали вначале медленно (примерно до 500 градусов), а затем быстро. Это необходимо для того, чтобы в детали не возникли внутренние напряжения, что может привести к появлению трещин и деформации материала.
В каких случаях происходит появление цветов побежалости?
Цвета побежалости проявляются при температуре нагрева от 200 до 400 градусов по Цельсию. Они возникают на так называемом участке №7 – зоне синеломкости. Если речь идет о сваривании низкоуглеродистых стальных сплавов, отличающихся высоким содержанием кислорода, азота и водорода, то именно на участке №7 происходит снижение уровня ударной вязкости, а также пластичности материала.

Интересным является и тот факт, что во многих нормативных документах появление цветов побежалости не является признаком некачественной работы или дефекта при сварке. В то же время в таких документах идет речь о том, что сама побежалость мешает проведению качественного контроля и поэтому ее рекомендуют удалять.

Тем не менее в некоторых видах технической документации для сварки металлов говорится, что побежалость все же является дефектом. Но здесь скорее всего возникает путаница, так как для некоторых типов сплавов, например, титана, появление цветов побежалости действительно можно считать дефектом, свидетельствующим о недостаточном уровне газовой защиты. Но когда речь заходит о низкоуглеродистых сталях, то побежалость никак нельзя назвать дефектом.

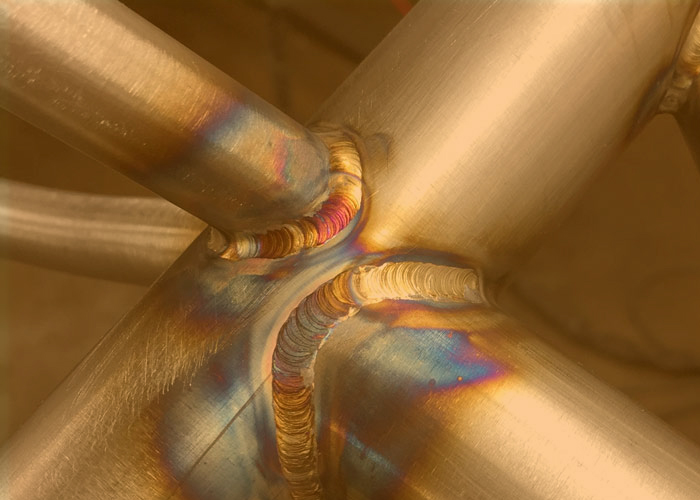
Цвета побежалости сварных швов. Дефект или искусство?
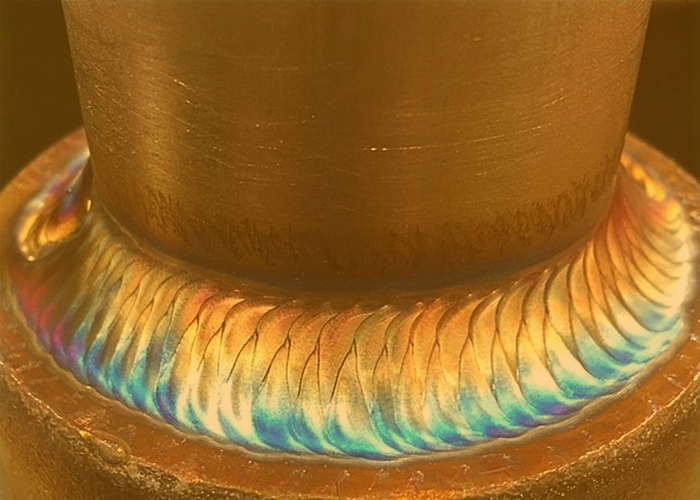
Когда смотришь на фотографии сварных швов, создается впечатление, что сварщики устроили своеобразное соревнование, у кого «круче раскраска». Здесь присутствуют все цвета и их оттенки: соломенный, розовый, зеленый, синий. Задаются ли они вопросом: как влияют цвета побежалости сварного шва на его свойства и могут ли они являться браковочным признаком? Задумываются ли над этим, кода получают красивые узоры, покрывающие металл в месте термического воздействия, или просто получают эстетическое удовольствие? Трудно сказать, но некоторые творения выглядят как картины Леонардо да Винчи.
Побежалостью называют тонкие прозрачные оксидные пленки, образующиеся на поверхности металла. Цвета возникают в результате физического процесса интерференции света в пленках, которые имеют разную толщину и способны отражать свет различной длины волны. Самые толстые пленки отражают короткие волны, по мере их утонения λ света увеличивается. Синему цвету соответствуют более разогретые участки, желтому – более низкотемпературные.

Появляются цвета побежалости в диапазоне температур от 400 оС до 200 оС на участке номер семь, который называют еще зоной синеломкости. Для низкоуглеродистых сталей при высоком содержании в ней кислорода, азота, водорода в этом месте наблюдается снижение величин пластичности и ударной вязкости.
В ряде нормативных документов, в частности в РД 03-606-03 цвета побежалости не определены как дефект, а только как образование препятствующее контролю и предписывается их удаление, зато в СТО-ГК «Трансстрой» 005-2007 они уже определяются как дефектный признак. Должно быть в последнем документе имеет место быть путаница: действительно, появление цветов побежалости на титане свидетельствует о его недостаточной газовой защите (что важно обеспечить в полной мере для этого металла), для низкоуглеродистых сталей недостаток защиты не является такой уж критичной вещью.
Отдельно нужно сказать о появлении радужных пленок на поверхности коррозионостойких сталей в народе называемых нержавеющими. Появляются они в более широком диапазоне. Цветовая гамма меняется от синего (700 оС) до светло-соломенного цвета (300 оС) и свидетельствует о том, что слой оксида хрома, защищающий металл от коррозии нарушен. Ни один из цветов не является «безопасным» и может привести к образованию питтинговой коррозии. Стремитесь к серебристо-белому «блестящему хрому». Все остальное обязательно подлежит зачистке лепестковым кругом, металлической щеткой из нержавейки или вытравливается химически.

Несколько советов по сварке нержавейки:
- Используйте газовую линзу, вместо цангового тела, чтобы обеспечить направленный поток защитного газа.

- Трубы из нержавейки малого диаметра сваривайте с использованием сопла из кварцевого стекла, что позволяет вам лучше видеть и контролировать дугу.

- Варите в пульсовом режиме, если есть такая функция в вашем инверторе, что уменьшит тепловложение и увеличит глубину проплавления.
- Подбирайте режимы в соответствии с толщиной изделия.
Что нужно знать о цветах побежалости для нержавеющей стали?
При проведении сварки нержавеющего стального сплава радужные цвета швов могут возникать при более широком диапазоне нагрева (от 300 до 700 градусов). Цвет может варьироваться от синего до светло-желтого в зависимости от степени нагрева. Но в случае коррозионностойких сталей это признак, указывающий на то, что был нарушен слой оксида хрома, выполняющий функцию защиты металлического изделия от возникновения ржавчины. Поэтому какой бы цвет сварного шва не возникал бы в этом случае, следует помнить, что в последствии может возникнуть коррозия.

Кроме того, вас может заинтересовать наша отдельная статья, посвященная особенностям обслуживания сварочного оборудования.
При какой температуре краснеет железо?
ЦВЕТА КАЛЕНИЯ — цвета свечения металла, зависящие от температуры нагрева. Цвета каления, характерные для стали, смотри в таблице Температуpa, ° С Цвет каления 550 Темно-коричневый 630 Коричнево-красный 680 Темно-красный 740 Темно-вишневый 770 Вишневый 800 Ярко- или светло-вишневый 850 Ярко- или светло-красный 900 Ярко-красный 950 Желто-красный ЦВЕТА ПОБЕЖАЛОСТИ — радужная окраска, возникающая на чистой поверхности нагретого металла в результате появления на нем тонкого слоя оксидов. цвета побежалости, характерные для углеродистой стали, смотри в таблице Температуpa, °С Цвет побежалости 220 Соломенный 230 Золотистый 240 Коричневый 250 Красно-коричневый 260 Пурпурный 280 Фиолетовый 300 Синий (васильковый) 320 Светло-голубой 330-350 Светло-серый На легированных сталях эти цвета побежалости появляются при более высоких температурах.
ну судя по тенам в печке градусов в 150
Не понятно, почему ответ дан про металл, когда вопрос про железо. И на эту тему есть замечательный анекдот.: — Товарищи солдаты, на разгрузку люмини, на прааа-во! — Извините, товарищ прапорщик, не люминь, а алюминий. — А шипко грамотные, на разгрузку чугуния, на леее-во! Да ещё кто-то ответ выбрал лучшим. А это, как говорят, -«Я Тебя про Фому, а Ты мне про Ерёму.» Так какова же температура раскалённого до красна железа?
Типы сплавов
В зависимости от интенсивности нагрева, требуемого для перехода металла из одного состояния в другое, сплавы разделяют на несколько видов.
Легкоплавкие. Их обработка может производиться даже без специального оборудования. Температура плавления стали в градусах Цельсия составляет 600. К числу легкоплавких металлов относятся свинец, олово и цинк.
Особого внимания заслуживает ртуть, способная переходить в жидкое состояние при -39°С.
Среднеплавкие. Температура плавления сталей находится в пределах 600°С-1600°С. К этой категории относятся алюминий, медь, олово, некоторые виды нержавейки и различные сплавы с небольшим содержанием хрома. Среднеплавкие соединения получили наибольшее распространение в промышленности и в быту.
Тугоплавкие. Соединения, входящие в данную категорию, способны переходить из твердого состояния в жидкое при нагреве свыше 1600°С. Это высоколегированные металлы, в состав которых входят вольфрам, титан и хром. Благодаря этим добавкам металл приобретает повышенную прочность, устойчивость к коррозии и химическим воздействиям. В частности, к тугоплавким сплавам относится нержавейка.
При наиболее низких температурных показателях плавятся щелочные металлы. Соответственно, для перехода в жидкое состояние не щелочных металлов температурный диапазон значительно увеличивается.
Градус кипения
В процессе нагрева материала важно не достичь его кипения, при котором из жидкого состояния он переходит в газообразное. Поэтому градус кипения является не менее важным технологическим показателем.
Градус кипения, как правило, вдвое выше градуса, при котором материалы расплавляются, и определяется при нормальном атмосферном давлении. При увеличении давления увеличивается и интенсивность нагрева. При уменьшении давления показатели уменьшаются.
Особенности углеродистой стали
Углеродистые соединения являются основным видом продукции, производимой на металлургических комбинатах. Кроме железа, в их состав входит углерод. Его концентрация не должна превышать 2,14%. В них присутствует небольшое количество примесей и легирующих компонентов в виде марганца, кремния и магния. Такие добавки позволяют улучшить их физические и химические показатели.
В зависимости от концентрации углерода углеродистые соединения делятся на следующие виды:
- низкоуглеродистые (содержание углерода не превышает 0,29%);
- среднеуглеродистые (до 0,6%);
- высокоуглеродистые (более 0,6%).
Углеродистые соединения используются в различных промышленных отраслях. В зависимости от сферы применения в них добавляются легирующие компоненты, позволяющие достичь специфических свойств, включая жаропрочность, коррозийную стойкость и пр. По этим критериям они подразделяются на следующие категории:
В инструментальные добавляется марганец, позволяющий значительно повысить качество металла. Температура плавления углеродистой стали составляет 1535°С.
Особенности легированной стали
В состав легированных соединений вводят дополнительные компоненты. В определенных количествах они придают им требуемые свойства. В зависимости от концентрации таких элементов они подразделяются на следующие виды:
- низколегированные (с концентрацией 2,5%);
- среднелегированные (до 10%);
- высоколегированные (свыше 10%).
За счет добавления дополнительных компонентов удается повысить прочность, коррозийную стойкость и улучшить другие характеристики. В качестве легирующих компонентов выступают хром, медь, никель, азот, ванадий и пр. Температура плавления легированной стали колеблется в пределах 1400°С-1480°С.
Особенности нержавейки
Нержавейка – это сплав, устойчивый к сухой и влажной коррозии, и невосприимчивый к воздействию агрессивных веществ. Чтобы придать ему необходимые свойства, в металл добавляются различные легирующие компоненты в виде хрома, никеля, магния, титана и пр. Температура плавления нержавеющей стали по Цельсию составляет 1350-1500 градусов.
Ниже представлена таблица, в которой указана температура плавления жаропрочной нержавеющей стали наиболее популярных марок.
| Марка | t°С |
| 12Х18Г9 | 1410 |
| Х20Н35 | 1410 |
| 12Х18Н9Т | 1425 |
| Х25С3Н | 1480 |
| 15Х25Т | 1500 |
Особенности инструментальной стали
Этот материал предназначен исключительно для изготовления инструментов. От конструкционного он отличается увеличенным содержанием углерода в количестве более 0,7%. Такие соединения в основном используются в машиностроении для обработки чермета и цветмета. Температура плавления нержавеющей стали, предназначенной для изготовления инструмента, составляет 1500°С.
Заключение
Температура плавления стали находится в промежутке 1350°С-1600°С. Но существуют и особо тугоплавкие металлы (молибден, вольфрам и пр.), способные переходить из одного состояния в другое только при нагреве свыше 2000°С. Данный показатель определяется наличием легирующих элементов и примесей, определяющих их способность к расплавлению.
Читайте также: