Расчет развертки листового металла
Обновлено: 18.05.2024
Подскажите, какой коэффициент (должны быть табличые данные) принимают для длины 3,14 D окружности развертки толстостенного цилиндра, т.е. интересует, как точно рассчитать номинальную длину развертки в зависимости от толщины металла? Например, диаметр D=365мм, толщина листа 10мм, тогда длина развертки теоретически 3,14 * 365 = 1146,1мм. Чему равно к? При расчете толстого листа программа автоматически считает по средней линии толщины металла (получается 1114мм, что меньше расчетного 1146,1мм), но не нашел этому действию логического подтверждения.
Обычно к определяют экспериментально для конкретного оборудования и материала
При расчете толстого листа программа автоматически считает по средней линии толщины металла (получается 1114мм, что меньше расчетного 1146,1мм), но не нашел этому действию логического подтверждения.
Логическое подтверждение следующее - программа (кстати, непонятно какая) считает для сферического листа в вакууме, т.к. не задан нужный пользователю к-т к.
Артиллерист - вертолётчик. Дипломированный инженер-механик. Technologist
Подскажите, какой коэффициент (должны быть табличые данные) принимают для длины 3,14 D окружности развертки толстостенного цилиндра.
Только вчера проверяли расчетные данные с фактически согнутыми заготовками. Глобального коэффициента, устраивающего всех и во всех случаях, не обнаружено.
Гнули различные материалы (черная сталь, нержавейка, жаропрочный сплав, алюминий), различной толщина (от 0,8.. до 80мм) и на различном оборудовании. В целом можно считать что близко к средней линии, но это как "средняя температура по больнице", ничего не означает, поскольку отклонения были и в ту и в другую сторону.
Как говорит сопромат, изгиб проходит через центр масс, т.е., наружные волокна растягиваются, а внутренние - сжимаются. Для листа это и будет средняя линия.
Это теоретически. Фактически же металл проще растянуть, чем сжать. Поэтому по средней линии считать развертку тоже не совсем верно. Есть таблицы, в которых указана зависимость между радиусом гибки, толщиной листа и длиной развертки. Все конечно зависит и от оборудования, на котором производится гибкая.
Умом я понимаю, что свернуть нулевым внутренним радиусом цилиндр из листа по сопромату не получится, но для солидных радиусов - вполне применимо: технологи ни разу не жаловались. Может, кто подскажет, где есть таблицы с поправочным коэффициентом?
Эти таблицы я и хотел бы посмотреть, чтобы потом можно было на них сослаться, а здесь ранее уже выложена Программа расчета длины развертки (Excel), но мне этого маловато.
К-т к -многофакторный эмпирический коэффициент, для каждой конкретной единицы оборудования, при прочих равных, он может оказаться различным.
Ориентировочные значения даны в "Справочник по холодной штамповке" Романовского Глава II. п.11 Нейтральный слой.
Расчет на заводе я всегда беру по средней линии. Нужно учесть, как будете вальцевать, те. какой припуск (прямой участок) оставить для вальцовки. Абсолютной расчетной точности не будет, потому что каждый металл, даже одной и той же марки и толщины бывает что ведет себя по-разному, оять же имеет значение-вдоль волокон или поперек. Мех. обработка предусматривается по-любому, так что считай по средней-не ошибешься.
так и считал, кстати, в РТМ 34-65 для конфигурации круглой гнутой детали при отношении r/s=10 и более коэффициент равен 0,5 , что соответствует средней линии.
Еще с 80-х годов, осталась у меня шпаргалка (в бумажном исполнении). Привожу из нее выдержки (в сокр. варианте):
При отношении R/S . 15 и более . k=0,5
. от 10 до 14 . k=0,47
. от 7 до 9 . k=0,44
. от 4 до 6 . k=0,42
. от 3 до 5 . k=0,40
. от 1,8 до 2,8 . k=0,38
. от 1,0 до 1,6 . k=0,36
На практике, для сырой углеродистой холоднокатанной стали, диапазоном толщин от 2 до 10 мм, и когда не требуется слишком точный расчет - приведенные значения k - себя оправдали. При работе с более мягким матералом, например горячекатанной сталью, значение k можно повышать: +0,02 . +0,04.
Определение длины развертки при гибке
Элементы заготовки, расположенные в деформируемой зоне и прилегающие к внутренней поверхности изгибаемой детали (со стороны пуансона), подвергаются сжатию, а прилегающие к внешней поверхности (со стороны матрицы)—растяжению. Между растянутыми и сжатыми волокнами находится нейтральная линия длина которой не изменяется (Черт. 106).

Черт. 106
Радиус нейтральной линии R в мм (черт. 106) определяется по формуле
где r — радиус гибки, мм;
s— толщина материала мм;
x — коэффициент, величина которого зависит от отношения r/s (табл. 48).
Таблица 48
При завивке шарниров (петель) вследствие наличия внешних сил трения, препятствующих деформированию, коэффициент х определяется по табл. 48а.
Таблица 48а
Длина развертки изгибаемой детали Lр в мм (черт. 107) определяется по формуле
R1; R2; R3 — радиусы нейтральной линии, определяемые по формуле (46).

Черт. 107
При гибке материалов толщиной свыше 3 мм под углом 90° с радиусом гибки r≤s радиус нейтральной линии R, рассчитанный по формуле (46), должен быть скорректирован до величины R1 (черт. 108), исходя из условия целостности материала и сопряжения в точках а и а1 криволинейного участка радиусом R1 с прямыми а—а и а1—а1, преходящими через середину толщины s. На участке С—С1 пунктиром показан внешний контур при расчете без учета утонения материала. В связи с утонением при гибке толщина s1 на этом участке меньше исходной s.

Черт. 108
Значения R1 радиуса скорректированной нейтральной линии и длину дуги abа1, следует подсчитать по формулам
R — определяется по формуле (46); r — радиус гибки, мм; остальные обозначения показаны на черт. 108.
Элементы для определения размеров разверток часто применяемых гнутых деталей приведены в табл. 49.
Таблица 49

- y, y1, y2 — величины, учитывающие изменение длины развертки при гибке под углом 90°. При толщине материала до 2,5 мм принимаются по табл. 50, а при толщине 3 и более мм при r
- х — коэффициент, принимается по табл. 48а.
Таблица 50

Таблица 50а

Пример. Определить длину развертки для детали, изображенной нa черт. 109.

Черт. 109
где l и l1 —длины прямых участков гнутой детали;
у —находим по табл. 50а
При s=4 мм и r= 3,5 мм
Если в рабочем чертеже детали заданы односторонние допуски, то для подсчета длины развертки эти допуски должны быть пересчитаны на двухсторонние, с сохранением заданного поля допуска. При этом должны быть также пересчитаны номинальные размеры детали (черт. 110).

Черт. 110
В табл. 51 и 52 приведены формулы для расчета длины развертки гнутых деталей при различных исходных данных на рабочем чертеже и различных формах сопряжения.
Таблица 51

Примечание: х — коэффициент, определяется по табл. 48.
Таблица 52






Размеры разверток гнутых деталей, рассчитанных по формуле (47), следует уточнить опытным путем в случаях:
- когда в одном штампе совмещены две или несколько гибочных операций (черт. 111 и 112,а).
- при гибке ушков, петель и т. п. (черт. 112,б);
- когда допуски на размеры гнутых деталей меньше допусков 5-го класса точности.
Необходимость уточнения размеров разверток вызывается смешением нейтральной линии в процессе гибки вследствие колебания механических свойств материала, различных условий трения на контактных поверхностях обрабатываемого материала и рабочих деталей штампа и т.п.
Расчет длины развертки
Как я и обещал в комментариях к статье «Расчет усилия листогиба», сегодня поговорим о расчете длины развертки детали, согнутой из листового металла. Конечно, процессу гибки подвергают не только детали из листов. Гнут детали круглого и.
. квадратного сечений, гнут и все прокатные профили – уголки, швеллеры, двутавры, трубы. Однако холодная гибка деталей из листового металлопроката, безусловно, является наиболее распространенной.
Для обеспечения минимальных радиусов, детали перед гибкой иногда нагревают. При этом повышается пластичность материала. Используя гибку с калибрующим ударом, добиваются того, что внутренний радиус детали становится абсолютно равным радиусу пуансона. При свободной V-образной гибке на листогибе внутренний радиус получается на практике больше радиуса пуансона. Чем более у материала детали ярко выражены пружинные свойства, тем более отличаются друг от друга внутренний радиус детали и радиус пуансона.
На рисунке, представленном ниже, изображен согнутый из листа толщиной s и шириной b уголок. Необходимо найти длину развертки.

Расчет развертки выполним в программе MS Excel.
В чертеже детали заданы: величина внутреннего радиуса R , угол a и длина прямолинейных участков L1 и L2 . Вроде все просто – элементарная геометрия и арифметика. В процессе изгиба заготовки происходит пластическая деформация материала. Наружные (относительно пуансона) волокна металла растягиваются, а внутренние сжимаются. В середине сечения – нейтральная поверхность…
Но вся проблема в том, что нейтральный слой располагается не в середине сечения металла! Для справки: нейтральный слой – поверхность расположения условных волокон металла, не растягивающихся и не сжимающихся при изгибе. Более того – эта поверхность (вроде как) не является поверхностью кругового цилиндра. Некоторые источники предполагают, что это параболический цилиндр…
Я более склонен доверять классическим теориям. Для сечения прямоугольной формы по классическому сопромату нейтральный слой располагается на поверхности кругового цилиндра с радиусом r .
r = s /ln(1+ s / R )
На базе этой формулы и создана программа расчета развертки листовых деталей из сталей марок Ст3 и 10…20 в Excel.
В ячейках со светло-зеленой и бирюзовой заливкой пишем исходные данные. В ячейке со светло-желтой заливкой считываем результат расчета.

1. Записываем толщину листовой заготовки s в миллиметрах
в ячейку D 3 : 5,0
2. Длину первого прямого участка L1 в миллиметрах вводим
в ячейку D 4 : 40,0
3. Внутренний радиус сгиба первого участка R1 в миллиметрах записываем
в ячейку D 5 : 5,0
4. Угол сгиба первого участка a1 в градусах пишем
в ячейку D 6 : 90,0
5. Длину второго прямого участка детали L2 в миллиметрах вводим
в ячейку D 7 : 40,0
6. Все, результат расчета — длина развертки детали L в миллиметрах
в ячейке D 17 : =D4+ЕСЛИ(D5=0;0;ПИ()/180*D6*D3/LN ((D5+D3)/D5))+ +D7+ЕСЛИ(D8=0;0;ПИ()/180*D9*D3/LN ((D8+D3)/D8))+D10+ +ЕСЛИ(D11=0;0;ПИ()/180*D12*D3/LN ((D11+D3)/D11))+D13+ +ЕСЛИ(D14=0;0;ПИ()/180*D15*D3/LN ((D14+D3)/D14))+D16 =91.33
L = ∑( Li +3.14/180* ai * s /ln(( Ri + s )/ Ri )+ L(i +1) )
Используя предложенную программу, можно рассчитать длину развертки для деталей с одним сгибом – уголков, с двумя сгибами – швеллеров и Z-профилей, с тремя и четырьмя сгибами. Если необходимо выполнить расчет развертки детали с большим числом сгибов, то программу очень легко доработать, расширив возможности.
Важным преимуществом предложенной программы (в отличие от многих аналогичных) является возможность задания на каждом шаге различных углов и радиусов гибки.
А «правильные» ли результаты выдает программа? Давайте, сравним полученный результат с результатами расчетов по методике изложенной в «Справочнике конструктора-машиностроителя» В.И. Анурьева и в «Справочнике конструктора штампов» Л.И. Рудмана. Причем в расчет возьмем только криволинейный участок, так как прямолинейные участки все, надеюсь, считают одинаково.
Проверим рассмотренный выше пример.
«По программе» : 11,33 мм – 100,0%
«По Анурьеву» : 10,60 мм – 93,6%
«По Рудману» : 11,20 мм – 98,9%
Увеличим в нашем примере радиус гибки R1 в два раза — до 10 мм. Еще раз произведем расчет по трем методикам.
«По программе» : 19,37 мм – 100,0%
«По Анурьеву» : 18,65 мм – 96,3%
«По Рудману» : 19,30 мм – 99,6%
Таким образом, предложенная методика расчетов выдает результаты на 0,4%…1,1% больше, чем «по Рудману» и на 6.4%…3,7% больше, чем «по Анурьеву». Понятно, что погрешность существенно уменьшится, когда мы добавим прямолинейные участки.
«По программе» : 99,37 мм – 100,0%
«По Анурьеву» : 98,65 мм – 99,3%
«По Рудману» : 99,30 мм – 99,9%
Возможно Рудман составлял свои таблицы по этой же формуле, которую использую я, но с погрешностью логарифмической линейки… Конечно, сегодня «на дворе» двадцать первый век, и рыскать по таблицам как-то не с руки!
В заключение добавлю «ложку дегтя». Длина развертки — это очень важный и «тонкий» момент! Если конструктор гнутой детали (особенно высокоточной (0,1 мм)) надеется расчетом точно и с первого раза определить ее, то он зря надеется. На практике в процесс гибки вмешается масса факторов – направление проката, допуск на толщину металла, утонение сечения в месте изгиба, «трапециевидность сечения», температура материала и оснастки, наличие или отсутствие смазки в зоне гибки, настроение гибщика… Короче, если партия деталей большая и дорого стоит – уточните практическими опытами длину развертки на нескольких образцах. И только после получения годной детали рубите заготовки на всю партию. А для изготовления заготовок для этих образцов, точности, которую обеспечивает программа расчета развертки, хватит с лихвой!
Программы расчета «по Анурьеву» и «по Рудману» в Excel можете найти в Сети.
Жду ваших комментариев, коллеги.
Для УВАЖАЮЩИХ труд автора — скачать файл можно ПОСЛЕ ПОДПИСКИ НА АНОНСЫ СТАТЕЙ (подписная форма — чуть ниже и наверху страницы).
К-фактор в расчете развертки
Возвращение к старой теме расчета длины развертки детали из листового металла при гибке обусловлено необходимостью консолидации некоторой новой и старой информации по этому вопросу. Обобщение и анализ имеющихся данных, думаю, будут полезными для принятия.
. правильных решений на практике.
Длину развертки криволинейного участка принято определять как длину дуги окружности радиусом r по известной со школы формуле:
Lг =π* r * α /180, где
π =3,14…
r – радиус нейтрального слоя, который не растягивается и не сжимается при изгибе
α – угол изгиба в градусах

Главная проблема – как максимально точно вычислить этот радиус r ? Ведь просто взять и измерить его по понятным и очевидным причинам нельзя!
Если представить радиус r в виде суммы R и t (смотри рисунок выше), а размер t в виде произведения толщины материала s на некоторый коэффициент K , то получим формулы:
r = R + t
t = K * s
r = R + K * s
Задача сведена к тому, что для ее решения необходимо знать значение коэффициента К .
Коэффициент смещения условного нейтрального слоя K во многих источниках принято ныне называть коротко: К-фактором.
K =f ( R / s )
На графиках ниже наглядно представлена информация, собранная из ряда доступных популярных источников.

Значения К-фактора, как видите, несколько отличаются у разных авторов.
АСКОН (в старых версиях) «согласен» с немецким стандартом DIN 6935, наш РТМ 34-65 опирается на данные Рудмана и Романовского, Анурьев и «примкнувший» к нему T-flex занимают свою позицию в этом вопросе.
Формула из классического сопромата:
K =1/ln(1+ s / R ) — R / s
— кривая красного цвета, которой, к слову, я раньше пользовался всегда, близка к значениям Рудмана, но всё же выдает несколько большие значения К-фактора в зоне наиболее распространенных на практике отношений R / s .
Данные Рудмана считаются многими коллегами и экспертами в Сети наиболее точными. Возможно. Несколько смущает странный непонятный перегиб кривой Рудмана в весьма интересной для практики области 0,8< R / s . Если данные – результат опытов, то, что такое происходит нестандартное с металлом в этой области?
Некоторые CAD-программы, работающие с листовыми телами, «ждут» решения от пользователя по вводу и подтверждению значения К-фактора. На сегодня, видимо, есть два варианта действий по принятию решения. Первый – поверить какому-либо из вышеназванных источников. Второй – на опыте в результате эксперимента определить значение К-фактора для конкретного материала и условий гибки.
Избравшие второй путь при обеспечении чистоты эксперимента и высокой точности замеров получат истинное значение К-фактора для конкретной детали при строгом соблюдении и повторении определенной технологии.
В помощь решившимся идти по пути эксперимента могу порекомендовать небольшую простую программу BendWorks Олафа Дигеля из Новой Зеландии написанную ещё в 2003 году.
Во-первых, программа считает длину развертки по заданной вами величине К-фактора.
Длина изогнутого участка в развернутом состоянии определяется по формуле:
Lг =π*( R + K * s )* α /180

Во-вторых, если вы не знаете значения K , то программа, определяя длину развертки, в зависимости от способа гибки и жесткости материала предлагает приближенные значения К-фактора согласно таблице, приведенной ниже.


С одной стороны учет свойств металла и способов гибки детали – это несомненный шаг вперед. Но, с другой стороны, жестко фиксированные значения К-фактора в достаточно широких диапазонах R / s – это «минус» точности расчета развертки. Хотя для случаев, не требующих особой точности, определение К-фактора по предложенной автором таблице может быть успешно применено на практике.
В-третьих, программа помогает легко вычислить по результатам экспериментальных замеров реальное значение К-фактора для вашего материала, инструмента, оснастки, технологии. Именно этот вариант определения коэффициента смещения нейтрального слоя K настоятельно рекомендует автор при жестких допусках на размеры гнутой детали.
K =( Lг *180/(π* α ) — R )/ s

Обратите внимание: на графике в начале статьи область, выделенная зеленым цветом, соответствует данным из вышеприведенной таблицы программы. Все-таки она ближе к данным Рудмана, Романовского и классического сопромата в диапазоне 0 < R / s !
В Сети программа легко находится по поисковому запросу «BendWorks».
На старинной страничке автора сказано, что программа «абсолютно бесплатна», и помещены координаты для связи и адрес электронной почты:
Хотя английский интерфейс программы прост и интуитивно понятен, для упрощения работы прилагаю ссылку на файл с переводом статьи-справки автора «The fine-art of Sheet Metal Belding»:
Гибка трубы. Длина развертки в Excel!
При проектировании и изготовлении гнутых деталей из труб и прутков всегда возникает задача определения длины развертки – длины прямолинейной заготовки до начала технологического процесса гибки.
. расчета длины разверток деталей, согнутых из листового металла прямоугольного сечения, представляю расчет в Excel длины развертки деталей из прутков и труб круглого сечения.
Программа расчета написана по формуле классического сопромата! Практические результаты будут немного отличаться от рассчитанных значений из-за целого ряда факторов, о которых уже упоминалось в статье о гибке листовых заготовок (ссылка на эту статью в предыдущем абзаце). Однако точность при гибке трубы для изготовления опытного образца представленная ниже программа обеспечит.
Ниже этого текста на рисунке представлена расчетная схема.
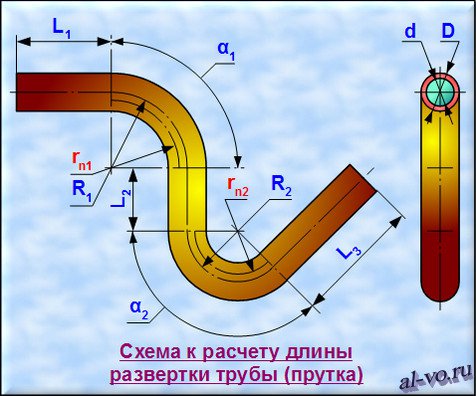
Радиусы нейтральных слоев каждого из изогнутых участков рассчитываются по формуле:
rni =((4* Ri 2 — D 2 ) 0,5 +(4* Ri 2 — d 2 ) 0,5 )/4
Нейтральный слой – это поверхность, ближе которой к центру радиуса изгиба материал трубы при гибке сжимается, а дальше которой от центра радиуса изгиба – растягивается.
Длина кривых участков при гибке трубы определяется по формуле:
Здесь угол αi должен быть в градусах.
Общая длина развертки вычисляется суммированием длин прямых и изогнутых участков:
L = ∑( Li + li )
Программа расчета в Excel длины развертки при гибке труб.
Для выполнения расчетов используем программу MS Excel. Можно воспользоваться табличным процессором Calc из свободно распространяемых пакетов Apache OpenOffice или LibreOffice.
Исходные данные:
Положим, что в рассматриваемом примере деталь состоит из трех прямых и двух изогнутых участков (как на схеме вверху).
1. Записываем наружный диаметр трубы D в миллиметрах
в ячейку D4: 57,0
2. Значение внутреннего диаметра трубы d в миллиметрах заносим
в ячейку D5: 50,0
Внимание. Если рассчитывается длина развертки прутка сплошного круглого сечения, то d =0!
3. Длину первого прямого участка L1 в миллиметрах вводим
в ячейку D6: 200,0
4. Осевой радиус сгиба первого кривого участка R1 в миллиметрах записываем
в ячейку D7: 300,0
5. Угол сгиба первого кривого участка α1 в градусах пишем
в ячейку D8: 90,0
6. Длину второго прямого участка детали L2 в миллиметрах вводим
в ячейку D9: 100,0
7. Осевой радиус сгиба второго изогнутого участка R2 в миллиметрах записываем
в ячейку D10: 200,0
8. Угол сгиба второго изогнутого участка α2 в градусах пишем
в ячейку D11: 135,0
9. Длину третьего прямого участка детали L3 в миллиметрах вводим
в ячейку D12: 300,0
10-15. Ввод исходных данных в Excel для нашего примера завершен. Ячейки D13…D18 оставляем пустыми.
Программа позволяет рассчитывать развертки деталей, содержащих до пяти прямых участков и до четырех изогнутых. Гибка трубы с большим количеством участков требует для расчета развертки незначительной модернизации программы.

Результаты расчетов:
16. Длину первого изогнутого участка L1 в миллиметрах вычисляем
в ячейке D20: =ЕСЛИ(D7=0;0;ПИ()*D8/180*((4*D7^2-$D$4^2)^0,5+(4*D7^2-$D$5^2)^0,5)/4) =469,4
17. Длину второго изогнутого участка L2 в миллиметрах вычисляем
в ячейке D21: =ЕСЛИ(D10=0;0;ПИ()*D11/180*((4*D10^2-$D$4^2)^0,5+(4*D10^2-$D$5^2)^0,5)/4) =467,0
в ячейке D22: =ЕСЛИ(D13=0;0;ПИ()*D14/180*((4*D13^2-$D$4^2)^0,5+(4*D13^2-$D$5^2)^0,5)/4) =0,0
в ячейке D23: =ЕСЛИ(D16=0;0;ПИ()*D17/180*((4*D16^2-$D$4^2)^0,5+(4*D16^2-$D$5^2)^0,5)/4) =0,0
20. Общая длина развертки детали L в миллиметрах суммируется
в ячейке D24: =D6+D9+D12+D15+D18+D20+D21+D22+D23 =1536,3
Длина развертки изогнутой трубы рассчитана с помощью программы MS Excel.
Заключение.
УВАЖАЮЩИМ труд автора скачать файл можно ПОСЛЕ ПОДПИСКИ НА АНОНСЫ СТАТЕЙ (подписные формы — чуть ниже и наверху страницы).
Читайте также: