Расход кислорода при лазерной резке металла
Обновлено: 14.05.2024
где Т ш – штучное время на операцию, мин; Т о – основное время резки на 1 пог. м реза, мин; К о – коэффициент, учитывающий чистоту кислорода, род горючего и марку разрезаемой стали: t в.р – вспомогательное время, зависящее от длины реза; L – расчетная длина реза, м; Т’ о – время на подогрев металла в начале реза на одну деталь, мин; t в.и – вспомогательное время, связанное о изделием и оборудованием, мин; К – коэффициент, учитывающий время на обслуживание рабочего места, на отдых и личные надобности газорезчика.
Основное время резки на 1 пог. м реза рассчитывается по формуле Т о = 1000/v мин,
где v – скорость резки, м/мнн.
Рассчитанное по этой формуле основное время ручной кислородной резки низкоуглеродистой стали приведено в табл. 82, а основное время машинной однорезаковой фигурной резки низкоуглеродистой стали приведено в табл. 83.
82. Основное время ручной кислородной резки низкоуглеродистой стали
Примечание. При фигурной резке стали норму времени следует увеличивать на 10%.
83. Основное время машинной однорезаковой фигурной кислородной резки низкоуглеродистой стали
Примечание. При резке деталей в замкнутом контуре к длине реза нужно прибавить длину на вывод резака с места прожигания отверстия до начала фигурной резки.
Примерный удельный расход газов при ручной ацетилено-кислородной резке низкоуглеродистой стали приведен в табл. 84
84. Примерный удельный расход газов при ручной ацетилено-кислородной резке низкоуглеродистой стали
Рассмотрим три способа термической резки металла: газокислородная, плазменная и лазерная как наиболее распространенные.
Кислородно-разделительная резка применяется для раскроя сортового и листового углеродистого и низколегированного метал-лопроката, обрезки прибылей стального литья, обработки кромок под сварку и др. Не применяется для резки нержавеющих и высоколегированных сталей, чугуна и цветных металлов.
Плазменно-дуговая резка применяется для раскроя проката как низкоуглеродистых, так и высоколегированных сталей, а также алюминия, меди и их сплавов.
Лазерная резка значительно расширяет область применения термической резки и является эффективным способом резки тонколистового проката, тонкостенных труб и специального профильного проката из металлических и неметаллических материалов.
Каждый из способов имеет свои технически и экономически обоснованные области применения, но для всех способов существует общая технологическая схема расходования технических газов.
При упомянутых выше способах резки нормируются расходные газы, используемые для подогрева металла, собственно резки или плазмообразования. К таким газам относятся: кислород, ацетилен или его заменители (пропан-бутан, природный газ) и азот. Применение водорода и аргона при резке весьма ограничено и в статье не рассматривается.
При плазменно-дуговой резке необходимо планировать расход специальных сменных электродов (катодов) с гафниевыми или циркониевыми вставками. Нормы расхода таких электродов зависят от интенсивности их эксплуатации и составляют 1-4 шт./смену. Для более точного нормирования их расхода необходимо исходить из требований руководства по эксплуатации соответствующего оборудования. В общем случае норма расхода газа на рез или вырезку детали (Рдет) определяется по формуле:
где Н — норматив расхода газа в процессе резки, м3 на 1 м ре-за; L — длина реза (вырезаемого контура), м; Кн — коэффициент, учитывающий расход газов на начальных этапах резки, на подогрев, зажигание плазменной дуги, продувки и регулировки, может быть принят равным 1,1 при единичном производстве и 1,05 — при серийном.
Норматив расхода газа (H, м3 на 1 м реза) в процессе резки в зависимости от характеристик оборудования и режимов резки определяется по формуле:
где Р — номинальный расход газов согласно техническим характеристикам применяемого оборудования, м3/ч; V — скорость резки, м/ч.
Значения номинальных расходов газов в диапазоне скоростей резки для некоторых видов оборудования, которые можно использовать для укрупненных расчетов, приведены в таблице ниже.
Использование того или иного газа обуславливается требованиями технологического процесса и применяемым оборудованием.
Зависимость номинального расхода газа от толщины и скорости резки практически линейная пропорциональная и необходимое значение легко определяется интерполированием.
Таким образом, при необходимости можно укрупненно, оценочно определить расход газов при различных видах термической резки расчетным путем, исходя из используемого вида оборудования, разрезаемого материала и его толщины.
Тепловая резка металла
| Толщина листа, мм | Мощность лазера [1] , Вт | Фокусное расстояние | Диаметр режущего сопла, мм | Избыточное давление азота [2] , бар | Скорость резки [3] , м/мин |
|---|---|---|---|---|---|
| 2 | 1500 | 5″ | 1,4 | 10 | 2,0. 4,0 |
| 4 | 1500 | 7,5" | 1,7 | 15 | 1,0. 1,2 |
| 12 | 3000 | 7,5" | 2,5 | 19 | 0,3. 0,4 |
Сноски к таблице выше:
[*] Указанные в таблице данные являются ориентировочными.
[1] При использовании более мощного лазера скорость резки, скорее всего, удастся увеличить.
[2] Давление азота указывается на режущей головке.
[3] Подразумевается относительно медленная, качественная резка.
Резка лазером в кислороде
Если при резке лазером с азотом металл подвергается воздействию только самого лазерного луча и просто плавится, то кислород, попадая на нагретую лазерным лучом поверхность металла, вступает с ним в реакцию окисления, сопровождающуюся выделением тепла. Это тепло увеличивает общую температуру резки, в результате чего, во-первых, увеличивается скорость резки, во-вторых, увеличивается возможная толщина разрезаемого листа, а в-третьих, при некоторых условиях, может произойти и частичное испарение (сублимация) металла.
Кислород обычно используется для резки низко- и среднесплавных сортов стали, кроме деталей, подлежащих последующей окраске по срезам. Фокусное расстояние лазера при резке с кислородом меньше, и фокус луча должен обычно находиться на верхней стороне поверхности стали.
Интересно, что при использовании кислорода, в противоположность азоту, при увеличении толщины металла давление кислорода следует не увеличить, а уменьшить, для предотвращения слишком сильных экзотермических реакций, могущих выйти из-под контроля и испортить разрез и всю заготовку. Как правило, при толщине стали свыше 12 мм достаточно давления кислорода не более 1 бара. В то же время, в столь низком давлении кроется и потенциально возможное неприятное последствие: даже небольшие вариации давления в этом случае могут оказать заметное влияние на равномерность разреза – для предотвращения этих нежелательных вариаций, следует использовать надежные редукторы-регуляторы давления.
Примеси в кислороде, в том числе и остаточный, недоудаленный из воздуха азот, замедляют окисление и, соответственно, скорость резки. Наоборот, чем выше чистота кислорода, тем выше скорость резки лазером.
| Толщина листа, мм | Мощность лазера [1] , Вт | Фокусное расстояние | Диаметр режущего сопла, мм | Избыточное давление кислорода, бар | Скорость резки [3] , м/мин |
|---|---|---|---|---|---|
| 2 | 1000 | 2,5" | 0,6. 1,2 | 2,5. 5,0 | 7 |
| 8 | 1500 | 5" | 1,0. 1,5 | 0,5. 1,0 | 5 |
| 20 | 2600 | 7,5" | 2,0. 2,5 | 0,4. 0,6 | 0,7 |
Сноски к таблице выше:
[*] Указанные в таблице данные являются ориентировочными.
[1] При использовании более мощного лазера скорость резки, скорее всего, удастся увеличить.
[2] Давление кислорода указывается на режущей головке.
Если «кликнуть» мышью на изображения ниже, они откроются в большем разрешении:
Основы лазерной резки — знания, которые вам пригодятся

Лазеры впервые были использованы для резки в 1970-х годах.
В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост.
Во-первых, давайте посмотрим, как работает лазерная резка.
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал.
Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал.
Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой.
Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч.
Примечание: данная статья является переводом
Газовая резка
Газовая резка - это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород.
Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться.
В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера).

Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза
Резка плавлением
Резка плавлением - это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики.
В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез.
Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно.
Между тем, инертный газ может защитить режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе.
Поскольку почти 80% воздуха - это азот, резка сжатым воздухом - это, по сути, резка плавлением.
Плазменная резка
Если параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака.
Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки.
Поэтому процесс резки также называют высокоскоростной плазменной резкой.
Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2.

Газифицирующая резка
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт.
Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и резко нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла.
В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев.

Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза
На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются.
Степень поляризации
Степень поляризации показывает, какой процент лазера преобразуется.
Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки.
Диаметр фокусировки
Диаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы.
Фокусное положение
Положение фокуса определяет диаметр луча, плотность мощности и форму надреза на поверхности заготовки.

Рис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки.
Мощность лазера
Мощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.

Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Рабочий режим
Непрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра.
Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
Скорость резки
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата.

Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет форму потока газа и воздушного потока из сопла.
Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла.
Чистота и давление газа
Кислород и азот часто используются в качестве газов для резки.
Чистота и давление газа влияют на эффект резки.
При резке кислородным пламенем чистота газа составляет 99,95 %.
Чем толще стальной лист, тем ниже давление газа.
При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов.
Технические параметры
На ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции.
Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки.
Для каждого типа и толщины материала имеются соответствующие данные.
Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки.
Оценка качества резки
Существует множество критериев для определения качества кромок лазерной резки.
Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом.
Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами.
Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки.

Перспективы в будущем
Непрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Важные факторы связанные с лазерной резкой [Часть 2]

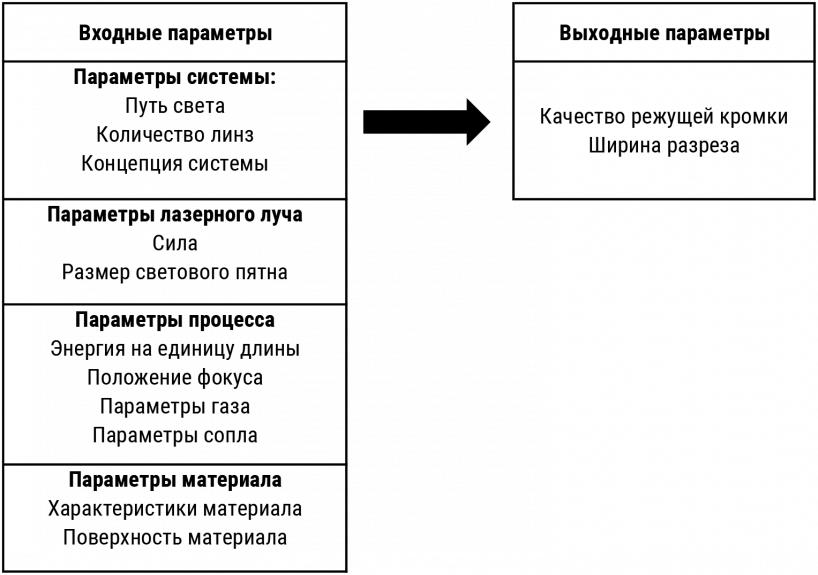
Параметры лазерной резки зависят от характеристик луча, требуемой скорости резки, состава и толщины разрезаемого материала, желаемого качества режущей кромки и т.д. Процесс лазерной резки и качество резки зависят от правильного выбора параметров лазера и обрабатываемой детали. Недостатки в качестве резки могут быть связаны с нарушениями вызванными колебаниями скорости, изменением мощности и пространственного распределения интенсивности, а также нарушениями оптической целостности. Давайте ознакомимся с факторами влияющими на качество лазерной резки поближе.
IV. Скорость резания
Скорость резки напрямую влияет на ширину и шероховатость поверхности реза.
Существует оптимальное значение скорости резания для различной толщины материала и давления режущего газа, которое составляет около 80% от максимальной скорости резания.
1. Слишком высокая скорость
Если скорость резки слишком высокая, это может привести к следующим последствиям.
1) Может не получиться прорезать материал, а искры будут разлетаться беспорядочно.
2) Некоторые участки будут прорезаны, а некоторые - нет.
3) Разрезаемый участок имеет наклонную полосу, а нижней части среза присутствуют пятна раствора.
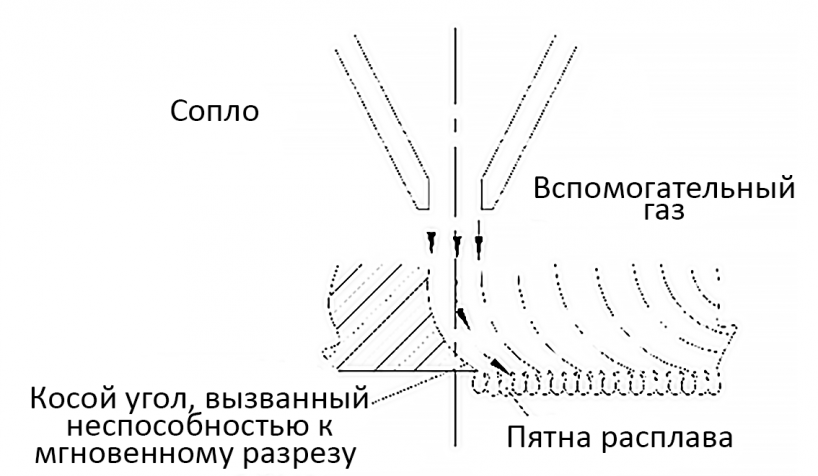
Рис. 18 Слишком высокая скорость
2. Слишком низкая скорость
1) Приводит к переплавке и неровной поверхности реза.
2) Ширина реза расширяется, происходит оплавление острого угла.
3) Влияет на эффективность резки.
3. Определите подходящую скорость резания
О том, можно ли увеличить или уменьшить скорость подачи, можно судить по искрам при резке
1) Искры распространяются сверху вниз.
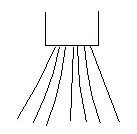
Рис. 19 Нормальная скорость резания
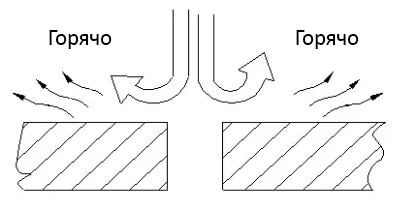
2) Если искры расположены наклонно, скорость резки слишком высокая.
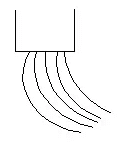
Рис. 20 Слишком высокая скорость резания
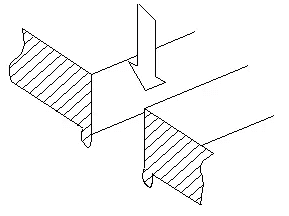
3) Если искры не рассеяны, их мало, и они собираются вместе, скорость слишком низкая.
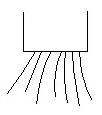
Рис. 21 Слишком низкая скорость резания
Если скорость подачи соответствует требованиям, то как показано на рисунке, поверхность реза представляет собой относительно гладкую линию, а на нижней половине отсутствует оплавление.
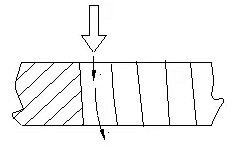
Рис. 22 Нормальная скорость резания
V. Вспомогательный газ для резки
При выборе типа и давления вспомогательного газа для резки необходимо учитывать следующие аспекты:
Кислород обычно используется для резки обычной углеродистой стали при резке под низким давлением.
Воздушная резка обычно используется для резки неметаллов.
Для резки нержавеющей стали обычно используется азот.
Чем выше чистота газа, тем лучше качество резки.
Чистота газа при резке листовой низкоуглеродистой стали должна быть не менее 99,6%, а при резке листовой углеродистой стали толщиной более 12 мм чистота кислорода должна быть выше 99,9%.
Чистота азота при резке листа из нержавеющей стали должна быть выше 99,6%.
Чем выше чистота азота, тем выше качество разрезаемого участка.
Если чистота газа для резки плохая, это не только повлияет на качество резки, но и вызовет загрязнение линзы.
1. Влияние вспомогательного газа на качество резки
1) Газ может способствовать рассеиванию тепла и сгоранию, выдуванию раствора и улучшению качества поверхности резания.
2) Влияние недостаточного давления газа на резку
a. Поверхность резки оплавляется.
б. Скорость резки не может быть увеличена, что влияет на эффективность.
3) Влияние высокого давления газа на качество резки
a. При слишком большом потоке воздуха поверхность реза становится толще, а шов шире.
б. Если поток воздуха слишком велик, отрезаемая часть расплавится, и хорошее качество резки не может быть достигнуто.
2. Влияние вспомогательного газа на перфорацию
1) При низком давлении газа сложнее выполнить перфорацию и время работы увеличивается.
2)При слишком высоком давление газа, точка проникновения расплавится и образуется большая точка плавления.
Поэтому давление газа при перфорации тонкой пластины выше, чем толстой.
3. Вспомогательный газ для резки оргстекла
Оргстекло легко воспламеняется, чтобы получить прозрачную и яркую поверхность резки, для огнезащиты выбирают азот или воздух.
Если выбрать кислород, качество резки будет недостаточно хорошим.
Необходимо выбрать соответствующее давление в соответствии с фактической ситуацией при резке.
Чем меньше давление газа, тем выше яркость режущего света.
Но слишком низкое давление газа приведет к низкой скорости резки, что повлияет на качество нижней поверхности материала.
VI. Мощность лазера
Мощность лазерного станка, необходимая для лазерной резки, в основном зависит от типа резки и свойств разрезаемого материала. Наибольшая мощность лазера требуется при резке с испарением, затем следует резка с плавлением и кислородная резка. Мощность лазера оказывает большое влияние на толщину резки, скорость резки и ширину разреза. С увеличением мощности лазера толщина разрезаемого материала увеличивается, скорость резки растет, а ширина разреза также увеличивается. Мощность лазера оказывает решающее влияние на процесс и качество резки.
1. Мощность резки слишком мала для
Рис. 26 Слишком низкая мощность
2. Если мощность слишком высока, вся режущая поверхность расплавится.
Рис. 27 Чрезмерная мощность
3. Недостаточная мощность приводит к появлению расплавленных пятен после резки.
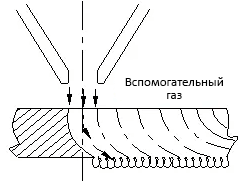
Рис. 28 Дефицит мощности
4. Соответствующая мощность, залог хорошей поверхности разрезаемого участка и отсутсвия расплавленных пятен
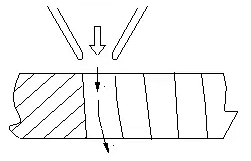
Рис. 29 Надлежащая мощность
Сводка параметров резки
Основные параметры лазерной резки
Скорость резки
Учитывая плотность мощности лазера и материал, скорость резки соответствует эмпирической формуле.
Пока она выше порогового значения, скорость резки материала пропорциональна мощности лазера, то есть увеличение плотности мощности может увеличить скорость резки.
Скорость резки также обратно пропорциональна плотности и толщине разрезаемого материала.
Факторы для повышения скорости резки:
1) Увеличить мощность (500-3000W);
2) Изменить режим луча;
3) Уменьшить размер фокусного пятна (например, использовать линзу с коротким фокусным расстоянием;
Для металлических материалов другие переменные процесса остаются неизменными, и скорость лазерной резки может иметь относительный диапазон регулировки при сохранении удовлетворительного качества резки. Этот диапазон регулировки оказывается относительно широким при резке металлов
Положение фокуса
После фокусировки лазерного луча размер пятна пропорционален фокусному расстоянию линзы.
После фокусировки луча короткофокусной линзой размер пятна становится небольшим, а плотность мощности в точке фокусировки очень высокой, что очень выгодно для резки материала.
Но недостатки заключаются в том, что глубина фокусировки очень мала, а запас регулировки невелик. Как правило, она подходит для высокоскоростной резки тонких материалов.
Для толстых заготовок подходят линзы с более широкой глубиной фокусировки.
Из-за самой высокой плотности мощности в фокальной точке в большинстве случаев во время резки фокусное положение находится прямо на поверхности заготовки или немного ниже ее. Обеспечение постоянного относительного положения между фокальной точкой и заготовкой является важным условием для получения стабильного качества резки.
Иногда во время работы линза нагревается из-за плохого охлаждения, что приводит к изменению фокусного расстояния, что требует своевременной регулировки положения фокуса.
Вспомогательный газ
Вспомогательный газ распыляется коаксиально с лазерным лучом, чтобы защитить линзу от загрязнения и сдуть расплавленный шлак в нижней части зоны резки.
Для неметаллических и некоторых металлических материалов используется сжатый воздух или инертный газ, чтобы удалить расплавленные и испарившиеся материалы и в то же время предотвратить чрезмерное возгорание в зоне резки.
Давление вспомогательного газа
В большинстве случаев для лазерной резки металлов используется реактивный газ (кислород) для образования окислительной экзотермической реакции с горячим металлом.
Это дополнительное тепло может увеличить скорость резки на 1/3-1/2.
При резке тонких листов на высоких скоростях требуется более высокое давление газа для предотвращения прилипания шлака к задней части реза.
При малой толщине материала или низкой скорости резки давление газа может быть соответствующим образом снижено.
Выходная мощность лазера
Мощность лазера и качество режима оказывают важное влияние на резку.
В реальной работе часто устанавливается максимальная мощность для получения высокой скорости резки или для резки толстых материалов.
В приведенном выше параграфе описано большинство факторов, которые могут повлиять на параметры лазерной резки.
В следующей таблице приведены типичные значения параметров резки.
Они не применимы к конкретным случаям, но их можно использовать в качестве справочника для определения правильных параметров запуска.
Типичные значения параметров резки нержавеющей стали DC030
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 1 | 5 | -0.5 | 3000 | 28 | 10 | 1.5 | 0.5 |
| 2 | 5 | -1 | 3000 | 8 | 10 | 1.5 | 0.5 |
| 3 | 5 | -2 | 3000 | 4.75 | 15 | 1.5 | 0.5 |
| 4 | 7.5 | -3 | 3000 | 3.8 | 17.5 | 2 | 0.7 |
| 5 | 7.5 | -4 | 3000 | 2.2 | 20 | 2 | 0.7 |
| 6 | 10 | -5 | 3000 | 2 | 20 | 2.2 | 0.7 |
| 8 | 12.5/15 | -6 | 3000 | 13 | 20 | 3 | 0.7 |
| 10 | 15 | -6 | 3000 | 0.55 | 20 | 3 | 0.7 |
Типичные значения параметров резки низкоуглеродистой стали DC030
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 1 | 5 | 0 | 750 | 9 | 3.5 | 1 | 0.5 |
| 2 | 5 | -0.5 | 800 | 7 | 3 | 1 | 1 |
| 3 | 5 | -0.5 | 800 | 4 | 3 | 1 | 1 |
| 4 | 7.5 | 2 | 3000 | 4.2 | 0.7 | 1 | 1 |
| 6 | 7.5 | 2 | 3000 | 3.3 | 0.7 | 1.2 | 1 |
| 8 | 7.5 | 2 | 3000 | 2.3 | 0.7 | 1.5 | 1 |
| 10 | 7.5 | 2 | 3000 | 1.8 | 0.7 | 1.5 | 1 |
| 12 | 7.5 | 2 | 3000 | 1.5 | 0.7 | 1.5 | 1 |
| 15 | 7.5 | 2 | 3000 | 1.1 | 0.7 | 2 | 1 |
| 20 | 7.5 | 2.5 | 3000 | 0.7 | 0.7 | 2.4 | 1 |
Типичные значения параметров резки стали DC025A1Mg3N2
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 2 | 7.5 | -2.5 | 2500 | 45-6.5 | 10-12 | 1.5 | ≥1.0 |
| 3 | 7.5 | -3.5 | 2500 | 3.0-4.0 | 12-15 | 1.5 | ≥1.0 |
| 4 | 7.5 | -5.0 | 2500 | 1.5-2.0 | 12-16 | 2.0 | ≥1.0 |
| 5 | 7.5 | -5.0 | 2500 | 0.9-1.0 | 12-16 | 2.0 | ≥1.0 |
Каким газом резать металл: азот, кислород или воздух?
В этой статье мы постараемся максимально подробно рассмотреть все плюсы и минусы, выгоды и слабые места резки металлов различными газами: с помощью азота, кислорода и воздуха. Посмотрим какой газ лучше всего подходит для резки металла, действительно ли воздух бесплатный и какие бывают минусы при работе с каждым из газов.
Виды газов для резки металла
Для начала определим, что газом мы именуем и азот и кислород и воздух, воздух тоже газ.
При резке лазером (причём хоть СО2, хоть волоконным) через сопло вместе с лазером подаётся газ для того чтобы удалить из зоны резки продукты горения или помочь лазеру обрабатывать материал.
Если речь об азоте или кислороде то есть много способов хранения и подачи газа в станок, самый основной — баллон с газом, на баллон накручиваем редуктор для регулировки давления и от редуктора ведём шланг на станок.
Воздух
Компрессор это устройство подачи ВОЗДУХА. То есть только воздуха. Воздухом можно резать небольшие толщины, в среднем до 2-3мм. Система фильтрации нужна для того чтобы воздух который через компрессор идёт на станок был чистым, без воды или масла.
Если система фильтрации плохая то из компрессора вместе с воздухом летят мелкие частицы воды и масла, они оседают на защитном стекле лазерной головы и стёкла быстро выходят из строя. Также загрязняется вообще весь воздушный тракт станка и головы.

Но и это еще не все, в некоторых станках воздух используется еще и для работы пневматических систем, так что стоит разграничивать подачу воздуха к станку для резки и для работы пневматики.
Там чаще всего внутри станка уже стоят нужные очистители, дополнительно не надо ничего.
Кислород или азот для резки металла?
Кислородная резка самая дешёвая. Азотная резка намного дороже, но при обработке практически всех металлов, кроме черных, мы используем азот, если хотим сохранить свойства металла.
Кислородом НЕЛЬЗЯ резать нержавейку. Если мы будем ее резать кислородом, то материал по сути будет гореть, ведь горение — это ни что иное, как окисление при высокой температуре, а кислород – катализатор горения. Таким образом из нержавейки мы делаем ржавейку, окисляем её, то есть попросту убираем все её нержавеющие свойства.
А азот – негорючий газ, он инертный, в нем ничего не горит, он выполняет другую функцию – предохраняет металл от окисления, охлаждает его и удаляет продукты горения из зоны реза.

Кислородом обычно режут черные металлы.
Чернуху можно резать и азотом, но это будет слишком дорого и невыгодно, а так как она не имеет нержавеющих свойств, то нет смысла и сохранять их.
Ещё один нюанс – азотом мы режем всё, кроме титана, который при лазерной резке вступает с азотом в реакцию, крошится, теряет свою структуру и свойства. Для резки титана нужен аргон.
Давление газа при резке металла лазером
Итак, на станке есть два гнезда подключения вспомогательного газа — нерегулируемый тракт для азота или воздуха и кислородный тракт с регулятором давления.
Первый идёт напрямую в рабочую голову: то есть как на баллоне на редукторе выставил давление, так оно и работает.
А второй – кислородный тракт требует очень точной регулировки давления, поэтому здесь и стоит специальный регулятор производства японской фирмы SMC. Он позволяет выставлять точные параметры давления резки напрямую из программы.
Когда мы режем материал, его необходимо сначала пробить. В момент этого пробоя давление должно быть 0,15-0,2 МПа, а в процессе резки – достаточно 0,5-0,6 МПа и станок должен регулировать это расхождение в давлении.
Если кислородом пробивать материал с таким же давлением, с каким режешь, то полетят брызги расплавленного металла, т.к. кислород, как мы выяснили выше – катализатор горения. С азотом таких заморочек нет, можно поставить условные 2 МПа и пробивать и резать на одном и том же давлении.
Регулятор давления газа в металлорезе
Возвращаясь к регулятору давления — на него нельзя подавать более 1 МПа, в лучшем случае он просто будет спускать переизбыточное давление и у вас будет перерасход кислорода, в худшем случае - просто выйдет из строя.
Для резки азотом нормальное давление — 1,6-1,8 МПа, а с кислородом — 0,5-0,6 МПа, т.е. расход газа практически в три раза меньше.
Однако, несмотря на то, что кислородная резка дешёвая – она сложная и требует опыта в настройке параметров.
Чуть-чуть отклонение по давлению, не тот диаметр сопла – и у тебя будет плохой рез.
Но если уметь работать с кислородом, то он получается эффективнее и дешевле, чем азот или воздух.
Кстати про воздух: в чём здесь подвох?
Воздух для резки металла
Если вы собираетесь резать на воздухе, вам нужно озаботиться хорошей системой фильтрации, стоимость которой порой может достигать стоимости самого компрессора.
Люди думают, что я сейчас схвачу Бога за яйца, не буду платить за газ, заплачу один раз за компрессор и все – дёшево и сердито. Но на самом деле нет, воздушная резка тоже стоит денег.
Минусы использования воздуха для резки металла
Просто вложения разовые и большие. Да и компрессор тоже нужно обслуживать – менять масло. И бывает, что фильтры тоже выходят из строя, три месяца нормально работает, потом раз – начал плеваться. Конденсат с ресивера летит, вот это вот всё. И если ты один раз засорил тракт, потом поставил воздух с нормальными фильтрами, это всё равно не поможет, потому что придётся чистить сам тракт, продувать его спиртом.
При работе с воздухом, нужно очень сильно очищать и осушать воздушный тракт, потому что любая влага и масло, которые будут лететь из компрессора, будут оседать на защитных стёклах и придётся менять их по несколько раз в час.
Для нормальной резки воздухом нужно давление 1,6-1,8 МПа, но чтобы после всех осушителей и систем фильтрации добиться такого давления на выходе, до фильтров должно быть 20-25 атмосфер. А такой компрессор уже стоит нормальных денег. Поэтому стоимость компрессора с хорошей системой осушителей будет стоить достаточно дорого.
Подумайте, может вам выгоднее взять газификатор с азотом и просто заполнять его один раз в месяц?
Резюмируем по воздуху
Воздух актуален только если вы режете не больше 1,5 мм и если не гонитесь за цветом кромки.
Воздух – это не бесплатно. Это сложно и дорого. Чтобы вся эта система нормально работала, в неё стоит хорошо вложиться. Если вы режете то чернуху, то нержавейку, то одно, то другое – то лучше работайте на газах.
Газовое оборудование и оборудование рабочего места на металлорезе
- Газ может поставляться в баллоне 40 или 70 литров. Это не очень удобно, так как их приходится часто менять и тратить на это дополнительное время.
- Бывает матрица баллонов — 25 баллонов, обвязанных шлангами. Матрицы баллонов хватает на дольше, но она занимает больше места и сложнее в заправке и транспортировке.
- Может быть газификатор — это большой баллон, в котором газ содержится в жидкой форме. Именно поэтому газ из газификатора очень чистый. К тому же он экономичней.
Не стоит гнаться за чистотой газа три девятки (99,999%), четыре девятки (99,9999%). Девяносто девять сотых (99,99%) – этого уже достаточно. Остальное – избыточно, это финансово не целесообразно и будет стоить космических денег. ОЧ (оч чистый) или ОСЧ (особо чистый) – этого достаточно, потестите и определитесь что вам больше подходит.
В следующей статье мы поговорим про систему управления, программное обеспечение и покажем вам самые крутые функции металлореза, которые значительно упрощают рабочий процесс.
Сервис и ремонт лазерного станка по металлу
Многие могут продать металлорез, но не у всех есть такой опыт и багаж знаний как у наших менеджеров и сотрудников сервисной службы.
Возможно в этой статье было много непонятных для вас терминов, не пугайтесь, мы доступно расскажем вам обо всех нюансах и научим правильно работать на станке. Наше обучение длится три дня, за это время вы узнаете всё что нужно о строении станка и его обслуживании, мы научим вас подбирать настройки под разные типы материалов разной толщины и покажем, как работать с режимами резки, которые упрощают работу и помогают экономить время и материалы.
Мы имеет успешный опыт работы с различными производствами и поэтому можем многому вас научить, поделиться опытом и дать вам уникальные советы, как оптимально настроить ваше производство.
Выбираем газ для лазерной резки металла с умом!
Во время работы волоконного лазерного станка в место реза через сопло подаётся газ, участвующий в процессе обработки заготовок лазерным лучом. В этой статье мы поговорим о газах, применяемых для лазерной резки металла, о том, какие из них являются более предпочтительными, а также расскажем о других часто возникающих вопросах, связанных с этой темой.
Как выбрать газ для резки металла?

Прежде чем перейти к теме выбора подходящего газа для резки металлических поверхностей мы перечислим основные газы, применяемые с этой целью:
- Кислород (активный газ);
- Азот (инертный газ);
- Аргон (инертный газ).
При выборе газа для волоконной резки металла в первую очередь стоит ориентироваться на характеристики обрабатываемого материала и толщину листа. Для резки чёрных металлов с относительно небольшой толщиной (менее 3 мм) может хорошо подойти предварительно прошедший процесс сжатия и очистки воздух, а для чёрных металлов с толщиной более 3 мм стоит применять кислород. В случае с алюминием, латунью и нержавейкой, стоит применять более дорогой очищенный азот, ведь использование воздуха или кислорода при работе с этими металлами приводит к их сильному нагреванию и окислению, что существенно снижает качество реза и приводит к утрате устойчивости к образованию ржавчины. Азот хорошо подходит для лазерной резки большинства цветных и чёрных металлов с различной толщиной и положительно сказывается на качестве резки, но из-за его высокой цены целесообразнее применять его лишь при резке первых. Приятным бонусом при использовании азота является его охлаждающее действие на режущую кромку. Но не для всех целей прекрасен азот - при резке титана требуется определённый газ, который не приводит к изменению его свойств, - аргон.
Чистота газа оказывает большое влияние на качество резки, поэтому лучшим выбором станет газ с чистотой около 99,9%. Для лазерной резки может использоваться и азот с чистотой от 99,5%, но даже в этом случае будет заметно снижение качества реза.
Расход газа и давление при резке

На расход того или иного газа при резке металла волоконным лазером влияют следующие факторы:
- Вид используемого газа;
- Толщина материала;
В связи с тем, что кислород является активным газом, он применяется с меньшим уровнем давления, чем при использовании азота и воздуха, что снижает его расход. При работе с кислородом необходима точная регулировка давления - после пробития металла важно повысить давление, иначе вы рискуете получить брызги раскалённого металла при резке. Для контроля уровня давления вам понадобится особый регулятор. Давление при работе с кислородом не превышает 1 атм, а при использовании азота уровень давления обычно не выше 20 атм.
Хранение газа

После выбора необходимого нам газа, возникает следующий логичный вопрос: «В каком виде стоит приобретать газ?». Для хранения кислорода, азота или аргона используются баллоны (40-70 л), моноблоки баллонов (состоят из нескольких средних баллонов – от 4-х и более) и криоцилиндры (вариант, сочетающий в себе компактность, чистоту и большой объём хранимого газа). При выборе между этими вариантами стоит задуматься о том, как часто будет использоваться ваш станок, ведь на постоянную смену одиночных баллонов при большом объёме производства будет уходить слишком много времени, и в таком случае лучшим вариантом станет приобретение моноблока или криоцилиндра.
Особенности при работе с воздухом
Как мы и упоминали выше, для резки металла может использоваться только воздух, предварительно прошедший процесс сжатия и очистки. Для этого требуется воздушный компрессор и фильтры, предотвращающие загрязнение станка парами масла и влаги. Такое оборудование является довольно дорогим и требует периодического обслуживания – своевременная замена фильтров и масла в данном случае имеет большую важность. Дешёвые компрессоры и фильтры довольно быстро выходят из строя, поэтому рекомендуется внимательнее подходить к их выбору. Винтовой компрессор с объёмом ресивера от 500 литров, давлением от 15 бар и производительностью от 800 л/мин будет отличным надёжным вариантом, если не сильно экономить при выборе.
Зависимость скорости резки от материала, его толщины и мощности лазера
Лазерная резка углеродистой стали на данном станке и прочем волоконном оборудовании может осуществляться на любых доступных мощностях от 500 Вт без побочных свойств и риска.
Лазерная резка нержавеющей стали на данном станке и прочем волоконном оборудовании может осуществляться на любых доступных мощностях от 500 Вт без побочных свойств и риска.
Важно знать! Несмотря на наличие более полных тестовых данных, приведённых в текущей таблице, резка алюминия должна осуществляться при помощи излучателя мощностью от 1500 вт. В противном случае, на меньших мощностях будут выгорать защитные стекла и оптика из-за отражения, что станет причиной преждевременного выхода из строя лазерного источника.
Важно знать! Несмотря на наличие более полных тестовых данных, приведённых в текущей таблице, резка меди должна осуществляться при помощи излучателя мощностью от 2000 Вт. В противном случае, на меньших мощностях будут выгорать защитные стекла и оптика из-за отражения, что станет причиной преждевременного выхода из строя лазерного источника.
Лазерная резка металлов воздухом
Большинство волоконных лазерных станков, которые вы можете купить из наличия или под заказ, по умолчанию оборудованы воздушными компрессорами. Чаще всего делается это для обеспечения работы пневматических систем самого оборудования, но встречаются и станки с двумя компрессорами разной мощности в комплекте. У покупателей возникает закономерный вопрос - зачем? На самом же деле всё довольно просто.
Любой компрессор используется для подачи воздуха, но стоит разграничивать компрессоры для пневматики и компрессоры, используемые для нагнетания воздуха в область резки. Да, всё верно. Помимо кислорода и азота в процессе резки металлов на волоконных лазерных станках может использоваться и обычный воздух и подойдёт для этого не любой компрессор. Оборудование должно быть достаточно мощным и оснащаться системой фильтрации и внутренней очистки, чтобы подаваемый в область резки воздух был чист от прочих примесей (частиц воды, масла и т.п.) чтобы не навредить оптической системе режущей головки станка. Но в любом случае, используются такие технологии только при резке металлов малой толщины. Как правило, это тонкие, листовые материалы толщиной не более 3мм.
Читайте также: