Расход кислорода при резке металла
Обновлено: 25.06.2024
Копьевая резка - с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов. Оборудование данного типа не может раскроить металл толще 300 мм.
| Толщина материала, см | Пробивание, сек. | Ширина реза, см | Расход пропана, м 3 | Расход кислорода, м 3 |
|---|---|---|---|---|
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
Как рассчитать стоимость услуги за метр
При расчете стоимости в рассмотрение принимается: толщина металла, максимальный размер детали, ширина реза, кромка, особенности конфигурации, исходный материал – черный или цветной металл, а также предусмотрена резка под углом. Как правило, формула для расчета принимает во внимание прямой рез, если же она осуществляется по окружности/сектору, тогда используется повышающий коэффициент 2.0. Стоимость одного отверстия = 0,25 стоимости реза 1 п.м. металла.
Расход газа при резке металла
| Рабочий диапазон, мм | Резательное сопло NX | Кислород (давление, bar) | Горючий газ (давление, bar) | Кислород (потребление, m3/h) | Горючий газ (потребление, m3/h) |
|---|---|---|---|---|---|
| 3-5 | 000 NX | 1,0-2,0 | 0,5 | 1,5-2,0 | 0,20 |
| 5-10 | 00 NX | 1,5-2,0 | 0,5 | 2,0-3,0 | 0,30 |
| 10-15 | 0 NX | 2,0-3,0 | 0,5 | 3,0-3,5 | 0,35 |
| 15-25 | 1 NX | 2,5-3,5 | 0,5 | 3,5-4,5 | 0,40 |
| 25-50 | 2 NX | 3,5-4,0 | 0,5 | 4,0-4,8 | 0,40 |
| 50-75 | 3 NX | 3,0-4,5 | 0,5 | 5,0-6,5 | 0,40 |
| 75-150 | 4 NX | 3,5-5,5 | 0,5 | 6,5-9,5 | 0,50 |
| 150-200 | 5 NX | 4,5-5,5 | 0,5 | 10,0-14,0 | 0,60 |
| 200-300 | 6 NX | 5,5-6,5 | 0,5 | 15,0-19,0 | 0,70 |
Особенности резки в размер
Газовая резка позволяет проводить фигурный раскрой листа. Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Преимущества метода газовой резки
- ● быстрота и универсальность
- ● оптимальная стоимость и высокое качество
- ● любой уровень сложности
- ● любая конфигурация реза
- ● возможность работы с металлом разной толщины
Возможность деформации
Процесс раскроя металла
● Резка начинается с точки, от которой должен идти разрез.
● Эта точка разогревается до температуры 1000-1300 С. После воспламенения материала пускается узконаправленная струя кислорода.
● Резак плвно ведется по линии (угол - 84-85 градусов), сторона - противоположная от резки.
● Когда линия раскроя достигнет 20 мм, угол наклона меняется на 20-30 градусов.
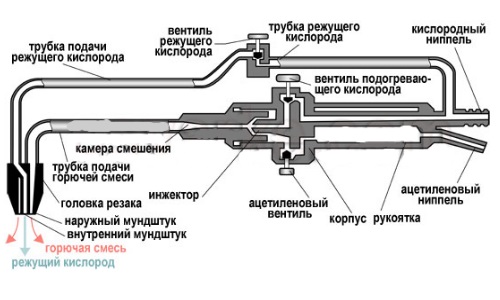
Устройство ручного газового резака
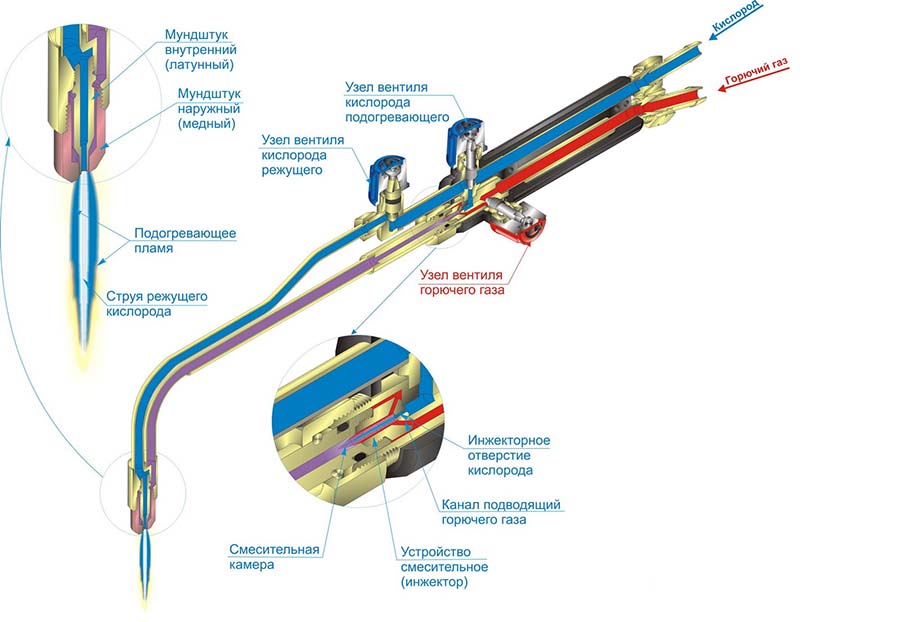
Устройство инжекторного резака
От чего зависит расход газа:
● квалификации мастера
● технических характеристик оборудования
● вида и толщины разрезаемой детали
● глубины и ширины реза
§ 12. Ручная газовая резка труб. Расход пропана и кислорода на 1 м реза
Расход кислорода при резке металла: нормы расхода пропана
Себестоимость процесса резки металла определяет расход кислорода и пропана, суммируемый с оплатой труда резчика. Причем расход окислителя и топлива зависит от технологии термического разделения металлов.
Поэтому мы начнем нашу статью с описания способов резки.
Технологии резки металлов
На сегодняшний день в промышленности используются три типовых технологии термического разделения металлических заготовок:
- Кислородная резка.
- Плазменная резка.
- Лазерная резка.
Первая технология – кислородная резка – используется при разделении заготовок из углеродистой и низколегированной стали. Кроме того, кислородным резаком можно подравнять края кромок уже отрезанных заготовок, подготовить зону раздела стыка перед сваркой и «подчистить» поверхность литой детали. Расход рабочих газов, в данном случае, определяется тратой и топлива (горючего газа), и окислителя (кислорода).
Вторая технология – плазменная резка – используется при разделении сталей всех типов (от конструкционных до высоколегированных), цветных металлов и их сплавов. Для плазменного резака нет недоступных материалов – он режет даже самые тугоплавкие металлы.
Причем качество разделочного шва, в данном случае, значительно выше, чем у конкурирующей технологии. При определении объемов рабочих газов, в данном случае, важен расход кислорода — при резке металла плазмой за горение материала отвечает именно окислитель. А сама плазма используется, как катализатор процесса термического окисления металла.
Третья технология – лазерная резка – используется для разделения тонколистовых заготовок. Соответственно, объемы расходуемых газов, в данном случае, будут существенно меньше, чем у кислородной и плазменной резки, которые рассчитаны на работу с крупными, толстостенными заготовками.
Нормы расчета горючих газов и окислителя
Нормы расхода пропана и кислорода или ацетилена и кислорода или только окислителя рассчитываются следующим образом:
- Норматив расхода топлива или окислителя на погонный метр разреза (H) умножается на длину разделочного шва (L).
- После этого к полученной сумме прибавляют произведение все того же норматива расхода (H) на коэффициент потерь (k), связанных с продувкой и настройкой резака.
В итоге, расход кислорода при сварке (или расход горючего газа) считается по формуле:
Причем коэффициент k принимают равным 1,1 (для мелкосерийного производства или штучной резки, когда требуется часто включать и выключать резак) или 1,05 (для крупносерийного производства, когда резак работает почти без перерывов).
Определение норматива расхода газов
Для точного определения объемов расходуемых газов необходимо определить основу формулы — норму, которой определяется расход газа на погонный метр прорезаемого металла, обозначаемую в формуле литерой «H».
Согласно общим рекомендациям нормированный расход равняется частному от допустимого расхода разделяющего аппарата (p) (кислородного, плазменного или лазерного резака) и скорости резания металла (V).
То есть формула, по которой рассчитывается нормированный расход кислорода на резку металла (Н), а равно и любого другого газа, участвующего в процессе термического разделения, выглядит следующим образом:
Искомый результат подставляют в первую формулу и получают конкретное значение расходуемого объема.
Определение значения допустимого расхода и скорости резания
Используемые во второй формуле операнды p (допустимый расход) и V (скорость резания) зависят от множества факторов.
В частности значение допустимого расхода определяется паспортными данными сварочного аппарата. По сути p равно максимальной пропускной способности форсунки резака в рабочем режиме.
А вот скорость резания – V– определяется исходя из глубины шва, ширины режущей струи окислителя или плазмы, типа разделяемого материала и целой серии косвенных параметров.
В итоге, значение допустимого расхода извлекают из паспорта «резака», а скорость резания находят в справочниках, которые содержат специальные таблицы или диаграммы, связывающие все вводные данные.
И согласно справочным данным допустимый расход кислорода равняется 0,6-25 кубическим метрам в час. А максимальная скорость резания – 5-420 м/час. Причем для лазерной резки характерен минимальный расход (0,6 м3/час) и максимальная скорость (420 м/час): ведь такой резак разделит только 20-миллиметровую заготовку.
А вот плазменный резак «сжигает» до 25 м3/час кислорода и 1,2 м3/час ацетилена. При этом он разделяет даже 30-сантиметровые заготовки, делая разрез на скорости в 5 метров в час.
Словом, в таких расчетах все относительно: чем больше скорость, тем меньше глубина и чем больше расход, тем меньше скорость.
Гильотина
В основе данного способа резки лежит использование механических средств, а в частности специальных лезвий по металлу. По сути гильотина – это станок, который предназначен для резки листовой стали и стальных пластин (не путать с пресс-ножницами для резки труб и арматуры).
Преимущество гильотины в том, что она позволяет получить идеально ровный край среза без зазубрин, заусенцев и лишних кромок.
Однако и у данного метода есть свои недостатки:
- Толщина разрезаемого материала не должна превышать 6мм для гидравлических машин;
- Существует ограниченность по типу материала;
- Максимальная длинна резки до 3000мм;
- Невысокая точность получаемых полос при резке (качество зависит от квалификации оператора);
- Нет возможности выполнять фигурную резку.
§ 12. Ручная газовая резка труб
Нормы на 1 м реза Таблица 036
| Толщина стенки, мм | Расход материалов по видам резки, л, с использованием | Код строки | |||||
| Ацетилена | пропан-бутановой смеси | природного газа | |||||
| Ацетилен | Кислород | Пропан-бутан | Кислород | Природный газ | Кислород | ||
| 3 | 11,98 | 53,92 | 8,72 | 69,08 | 19,49 | 69,08 | 01 |
| 4 | 15,93 | 71,85 | 11,57 | 92,04 | 25,94 | 92,04 | 02 |
| 5 | 19,96 | 89,84 | 14,49 | 115,05 | 32,43 | 115,05 | 03 |
| 6 | 23,95 | 107,81 | 17,39 | 138,03 | 38,93 | 138,03 | 04 |
| 8 | 27,92 | 143,69 | 22,26 | 184 | 49,68 | 184 | 05 |
| 10 | 28,07 | 180,77 | 23 | 230,08 | 50,62 | 230,08 | 06 |
| 12 | 33,62 | 215,55 | 25,66 | 275,98 | 55,95 | 275,98 | 07 |
| 15 | 45,94 | 294,66 | 35,08 | 377,29 | 79,23 | 377,29 | 08 |
| 18 | 46,37 | 335,33 | 36 | 413,99 | 79,69 | 413,99 | 09 |
| 20 | 51,52 | 372,6 | 36,1 | 460 | 81,88 | 460 | 10 |
| 25 | 64,39 | 465,75 | 44,85 | 575 | 102,35 | 575 | 11 |
| Код графы | 01 | 02 | 03 | 04 | 05 | 06 | |
Нормы на 1 перерез Таблица 037
При резке со скосом кромок под углом 50° и 30° нормы необходимо увеличивать соответственно в 1,55 и 1,16 раза.
Резка металла
Сколько баллонов кислорода нужно на резку данного объема металла? Данный вопрос является основополагающим, как при вычислении общих затрат в течение трудового процесса, так и при вычислении себестоимости изготовления детали и производства определённых видов работ. Так как кислород является топливом для резки детали, то норма расхода кислорода на резку металла приобретает ключевое значение, наряду с расходом электроэнергии. Существует несколько способов термического разделения металлов, которые подразделяются в зависимости от способа и вида используемого топлива. Поэтому наряду с кислородной резкой металлов мы в данной статье обратим внимание и на другие способы резки металлических конструкций. Итак, приступим.
Разновидности термической резки металла.
Рассмотрим три основных способа терморезки. Первый по распространению тип – это кислородно-автогенная резка. Область применения – раскрой листового и сортового углеродистого, низколегированного металлопроката, обрезка лишних выступов и кромок, которые образовались во время литья, подготовка деталей под сварку, разделка металлолома и прочее. Данный способ не применяется для разделения нержавеющих высоколегированных сталей, цветных металлов и чугуна.
Следующий тип – это плазменно-дуговая резка. Область применения – это также раскрой, но в данном случае низко- и высоколегированных сталей, а также алюминия, меди и их сплавов.
И последний тип, который мы рассмотрим в данной статье – это лазерная резка, которая является одним из инновационных методов резки металлов. Этот способ значительно расширяет область применения газовой резки и, благодаря этому, можно эффективно разделять тонколистный прокат, специальный профильный прокат, тонкостенные трубы, как из металлических, так и не из металлических деталей. Расход газового топлива в различных способах (кислород, ацетилен, пропан) на разделение определяется по специализированным таблицам в зависимости от режима резки, а также от толщины разрезаемого металла.
При вышеупомянутых типах резки по видам топлива номинируется расход газов, которые используются для разогрева разрезаемой конструкции, для резки, а также для образования плазмы. Повторим, что к таким относятся: кислород, газы-заменители (пропан- бутан, природный газ и др.), ацетилен, а также азот. Кроме этих газов, используются водород и аргон, но их область и популярность применения не значительна, поэтому включать в содержание статьи мы их не будем.
Во время работы с плазменно-дуговым прибором важно заранее планировать количество сменных специальных электродов (катодов), с циркониевыми или гафниевыми вставками. Нормы расхода данных электродов меняются в зависимости от интенсивности рабочего процесса и в общем, не превышают 4 стержней за одну смену. Более точное нормирование расхода стержней будет указано в инструкции по эксплуатации данного агрегата.
Расход газов на резку металла: нормы.
Расхода кислорода на резку металла, как и расход других газов, рассчитывается по специальной формуле:
И в этом уравнении Н – это нормативы расхода во время рабочего процесса, кубический метр газа на метр реза. L – величина разреза или вырезаемой детали, метр. Kh – это коэффициент, который учитывает множество особенностей рабочего процесса: расход газа на начальном этапе резке, продувка и регулировка, зажигание плазменной дуги, на прогрев металла, и, как правило, он равняется 1.1 при единичном производстве, или 1.05 — при промышленном производстве.
Норма расхода кислорода на резку металла и прочих газов (Н, кубический метр на один метр разреза) во время разделения в зависимости от мощностей оборудования и режима резки, высчитывается по следующей формуле:
Где Р – это допустимый расход газов, который указан в технических характеристиках используемого оборудования, метр кубический на час, а V – это скорость разделения метр на час.
Основные значения газового расхода по различным диапазонам скорости резки для некоторых типов оборудования, которые можно применять для расчётов крупного масштаба в промышленном производстве, приведены в следующей таблице.
| Таблица. Номинальный расход газов в диапазоне скоростей резки для некоторых видов оборудования. | |||||||
| Виды оборудования | Оптимальный диапазон разрешенных толщин мм | Диапазон скоростей резки м/ч | Номинальный расход газа, м3/ч | ||||
| Кислород | Ацетилен | Азот | Природный газ | Воздух | |||
| Ручной кислородный резак | 4-60 | 30-6 | 5,0-10,0 | 0,12-0,45 | — | 0,21-0,75 | — |
| Машинный кислородный резак | 5-300 | 40-5 | 2,5-25,0 | 0,2-1,2 | — | 0,32-2,04 | — |
| Плазменный резак | 1-60 | 200-6 | — | — | 2,5-5,0 | — | 3,0-9,0 |
| Лазерная режущая головка | 1-20* | 420-50 | 0,6-3,0 | — | 2,1-12,6 | — | — |
| Для низкоуглеродистых, легированных сталей и цветных металлов диапазон 1-10 мм. | |||||||
Применение различных газов в качестве топлива для разделительных машин по металлу обусловлено требованиями к применяемому оборудованию и в зависимости от технологического процесса. Зависимость толщины и скорости резки от допустимого расхода газа является прямо пропорциональной и данное значение можно легко и просто определить интерполированием. И поэтому можно укрупнено, оценочно совершить вычисление расхода различных газов независимо от вида термической резки металлов, исходя из размеров разреза, толщины металла, а также мощности оборудования.
В конце важно отметить, что нормирование расхода газов – это одна из важных особенностей, от которых зависит эффективность и скорость рабочего процесса, поэтому не стоит забывать про нормативы расхода, особенно во время разделения металла в огромных масштабах.
РЕЗКА МЕТАЛЛА
Газовая резка металла — классический метод термической резки. Разделение металла осуществляется режущим газом. Это недорогая и экономичная технология, возможна резка листового материала довольно большой толщины, но газовая резка тонких листов весьма проблематична. Следует также учитывать, что воздействие тепла режущим газом очень велико, и охватывает большую зону, что может вызвать термическую усадку. Еще один существенный недостаток газовой резки — у изделий остаются оплавленные края, что не всегда допустимо при монтаже изделий. Чтобы устранить этот дефект с помощью шлифовальной машинки производят дополнительную обработку — удаление наплывов и заусениц, выравнивание поверхности кромки. Поэтому потери материала при газовой резке могут быть около 2 см.
Резка металла газом используется для стали с массовым содержанием углерода до 0,7 % и некоторых сортов низколегированной стали. Алюминий и алюминиевые сплавы, чугун, медь, высоколегированные стали газовой резке не поддаются.
Абразивная резка металла осуществляется на стационарном оборудовании — углошлифовальной машине, которую также называют болгаркой. Применяется, как правило, при обработке небольших партий тонкостенного металлопроката, прутков небольших диаметров, арматуры.
Преимущества этого метода: кромка без наплывов и смятия, отсутствие механической и термической деформации металла, при резке не происходит нагревание материала, точность реза достигает ± 2 мм. Кроме того, технология абразивной резки является достаточно экологичной за счет применяемого абразива и отсутствия пыли в процессе резки.

Высокоточная ленточнопильная резка применяется для изделий из цветных металлов, легированной и нержавеющей стали, чугуна. Ленточнопильные станки обеспечивают непрерывную резку труб и сортового металлопроката на заготовки заданного размера. Главный инструмент в станках для резки металла — ленточная пила, которая изготавливается из очень прочной быстрорежущей стали, армированная кобальтом или твердым сплавом. Ленточная пила представляет собой замкнутую ленту, на которой расположены режущие зубья. Чаще всего резка металлопроката на ленточнопильных станках происходит перпендикулярно оси оборудования, но есть возможность резать металл и под заранее заданным углом (отличным от 90º), для этого станки оснащены поворотной рамой.
Ленточнопильная резка обеспечивает точность реза ± 1-1,5 мм, поверхность реза получается ровная, без заусенцев. С помощью ленточнопильного оборудования можно разрезать большие в сечении заготовки. Поперечная резка сортового проката увеличенного сечения — операция как раз для ленточнопильного станка. При необходимости на этом оборудовании выполнима поперечная резка труб. Прямолинейность реза при этом просто великолепная (ленточная пила не «скашивает» рез).
Расход кислорода и пропана на резку металла

Резка Металла
Расход кислорода и пропана на резку металла
Себестоимость процесса резки металла определяет расход кислорода и пропана, суммируемый с оплатой труда резчика. Причем расход окислителя и топлива зависит от технологии термического разделения металлов.
Поэтому мы начнем нашу статью с описания способов резки и дальше рассмотрим расход кислорода при резки труб.
На сегодняшний день в промышленности используются три типовых технологии термического разделения металлических заготовок:

Нормы расхода пропана и кислорода или ацетилена и кислорода или только окислителя рассчитываются следующим образом:
В итоге, расход кислорода при сварке (или расход горючего газа) считается по формуле:
Определение норматива расхода газов

То есть формула, по которой рассчитывается нормированный расход кислорода на резку металла (Н), а равно и любого другого газа, участвующего в процессе термического разделения, выглядит следующим образом:
Таблица расхода кислорода при резке труб
| Труба (наружный диаметр × толщина стенки), мм | Расход кислорода, м 3 |
| Ø 14 × 2,0 | 0,00348 |
| Ø 16 × 3,5 | 0,00564 |
| Ø 20 × 2,5 | 0,00566 |
| Ø 32 × 3,0 | 0,0102 |
| Ø 45 × 3,0 | 0,0143 |
| Ø 57 × 6,0 | 0,0344 |
| Ø 76 × 8,0 | 0,0377 |
| Ø 89 × 6,0 | 0,0473 |
| Ø 108 × 6,0 | 0,0574 |
| Ø 114 × 6,0 | 0,0605 |
| Ø 133 × 6,0 | 0,0705 |
| Ø 159 × 8,0 | 0,119 |
| Ø 219 × 12,0 | 0,213 |
| Ø 426 × 10,0 | 0,351 |
| Ø 530 × 10,0 | 0,436 |
Определение значения допустимого расхода и скорости резания
Словом, в таких расчетах все относительно: чем больше скорость, тем меньше глубина и чем больше расход, тем меньше скорость.
Нормы расхода кислорода при резке листового металла. Расход кислорода на 1 метр реза.

В данной статье приведены средние нормы расхода кислорода для обычных керосинорезов типа резака Бобуха «Вогник». Исходные значение были найдены практическим путем. Использованы средние значения в зависимости от толщины листового металлопроката.
В таблице не указаны значения для листов, толщина металла которых составляет от 1 до 4 мм, так как не практично резать тонкие листы металла, из-за их деформации после резки. О деформации металла при кислородной резке и как её уменьшить можно узнать в этой статье.
Нужно уточнить, что керосинорезом невозможно резать цветные металлы и чугунные изделия, поэтому значения в таблице 1 не подходят для расчетов цветных металлов и чугуна.
Вопрос про расход кислорода является один из самых распространенных и точного ответа Вам никто не сможет дать. Расход зависит от нескольких факторов, а именно:
— качества металла (б/у или новый);
Поэтому в таблице 1 приведены максимально приближенные значения.
Таблица 1.
Расхода кислорода на 1 метр реза керосинорезом.
| Толщина металла, мм | Расход кислорода, м 3 |
| 5 | 0,146 |
| 6 | 0,189 |
| 8 | 0,216 |
| 10 | 0,262 |
| 12 | 0,309 |
| 16 | 0,405 |
| 20 | 0,52 |
| 30 | 0,74 |
| 40 | 0,985 |
| 50 | 1,23 |
| 100 | 2,44 |
Расчет керосина в соотношении с кислородом берется 1 к 3. На 10 л керосина необходимо 30 м 3 кислорода.
При работах с резаком обязательно соблюдайте все необходимые нормы и правила безопасности. Используйте всегда исправное оборудование, перед работами обязательно проводите визуальный осмотр оборудования:
Больше информации о технике безопасности и эксплуатации кислородных редукторов можно найти в статье: Эксплуатация кислородного редуктора и техника безопасности.
Информацию о устройстве, хранении и технике безопасности кислородных баллонов читайте в этой статье.
На кислородных баллонах должна быть дата последней проверки, в случае её просрочки нельзя начинать работы. Проверяйте напорные рукава (шланги) на наличие трещин и надежного крепления к редуктору, баллону и резаку.
Газорезчик должен пользоваться защитной спецодеждой, проводить резку в вентилируемых помещениях и обеспечить место резки первичными средствами пожаротушения (огнетушители).
Кислородная резка металла

Процесс кислородной резки металлов основан на свойстве металлов сгорать в кислороде. Если сталь нагреть до определенной температуры и на нагретое место пустить струю кислорода начнется немедленное окисление, т. е. интенсивное сгорание металла средних и больших толщин, во много раз превышает количество тепла подогревательного пламени. Тем не менее, подогревательное пламя после начала резки выключить нельзя, и оно горит непрерывно, пока передвигается резак. Так как окисление металла происходит не мгновенно, тепло от сгорания металла в кислороде выделяется несколько ниже верхней кромки разреза.
Поэтому недостаток тепла в верхней кромке щели реза надо возмещать подогревательным пламенем резака. Оно же является основным источником нагрева при резке металла малых толщин. Кроме того, подогревательное пламя покрывает охлаждающее действие быстро вытекающей струи режущего кислорода и потери тепла на теплопроводность и лучеиспускание.
Процесс кислородной резки показан на схеме (рис. 1).

Рис. 1. Схема кислородной резки.
1 — режущий кислород; 2 — смесь ацетилена с кислородом; 3 — наружный мундштук; 4 — подогревательное пламя; 5 — шлак; 6 — разрезаемый металл; 7 — режущая струя кислорода; 8 — внутренний мундштук.
Кислородная резка металла
В наружный мундштук резака поступает смесь ацетилена (или другого горючего газа) с кислородом. При выходе из мундштука смесь зажигается, образуя подогревательное пламя, которым место начала реза нагревается до температуры начала горения. Затем на нагретую поверхность металла по каналу внутреннего мундштука направляется струя чистого кислорода, вследствие чего происходит горение металла.
От тепла, выделяющегося при сгорании верхних слоев металла, а также от тепла подогревательного пламени нагреваются нижележащие слои металла, которые также воспламеняются и сгорают. Таким образом металл сгорает на ширину струи по всей своей толщине. Образующийся в результате сгорания металла в кислороде шлак почти полностью выдувается из щели реза кислородной струей, небольшая часть его по окончании резки легко отделяется от кромок разрезаемого металла при ударах.
Сгорание металла будет непрерывным полиции движения резака. Таким образом лист металла может быть разрезан на отдельные детали.
Условия кислородной резки
Металл, обрабатываемый кислородной резкой, должен обладать следующими свойствами.
1.Начальная температура горения металла должна быть ниже температуры его плавления если же это условие не соблюдается, то при резке металл будет не сгорать, а выплавляться, образуя некачественный разрез.
От химического состава стали и чугуна зависит их температура начала горения, а именно от количества углерода. Значит, чем больше содержания углерода, тем выше начальная температура горения, но в то же время понижается температура плавления стали. Таким образом, из сплавов железа с углеродом первому условию осуществления кислородной резки отвечает только та сталь, в которой содержание углерода будет до 0,7%. Температура начала горения меди и алюминия выше температуры плавления, и обычная кислородная резка их невозможна.
2.Температура плавления металла должна быть всегда выше температуры плавления окислов металла. Окислы должны обладать соответствующей легкоплавкостью и жидкотекучестью. При соблюдении этого условия окислы будут легко выдуваться в жидком виде струей кислорода и не будут нарушать процесс резки.
3.При осуществлении процесса непрерывной резки должно выделятся достаточное количество тепла для нагрева прилегающий к месту разреза участков. При сгорании железа — самого распространенного металла, подвергающегося кислородной резке,— выделяется большое количество тепла, достаточное для плавления окислов и нагревания соседних слоев металла.
4.Теплопроводность металла должна быть низкой, иначе будет происходить быстрый отвод тепла и охлаждение места реза. Высокая теплопроводность является одной из основных причин, препятствующих обычной кислородной резке меди и ее сплавов.
5.В разрезаемом металле не должно содержаться примесей, затрудняющих процесс кислородной резки. Металл должен быть плотным, без раковин и пор, поверхность его должна быть чистой.
Всем перечисленным условиям полностью удовлетворяют железо и сталь с содержанием углерода не свыше 0,7%, а также в достаточной степени легированная сталь некоторых марок. Другие металлы или вовсе не подвергаются обычной кислородной резке или требуют специальных методов.
Читайте также: