Расход угольных электродов на резку металла
Обновлено: 04.05.2024
Этот вид резки (оплавления) металла электрической дугой применяют при отсутствии оборудования для других более эффективных способов или для отрезания небольших кусков металла, а также поверхностной выплавки небольших дефектов. Процесс резки осуществляется теплом дуги, горящей между обрабатываемым металлом и электродом. В качестве электродов при ручной резке применяют угольные и вольфрамовые электроды, однако предпочтительней использовать специальные стальные электроды с тугоплавким покрытием повышенной толщины. Угольные электроды науглероживают разрезанные кромки металла и не обеспечивают удовлетворительную поверхность реза. Для вольфрамовых электродов требуется инертный газ, -поэтому процесс резки сильно усложняется и удорожается.
Покрытые электроды, разработанные ИЭС им. Е. О. Патона, марки АНР-2М обеспечивают высокую производительность резки углеродистых, легированных, высоколегированных нержавеющих сталей и чугуна. Поверхность реза получается достаточно гладкой, и шлаковая корка легко отделяется. Такие электроды применяют для разделительной резки арматуры железобетона, выплавки корня шва, удаления дефектов и излишков литья и других целей. Разделительная резка электродами АНР-2М наиболее удобна при наклонном положении разрезаемой детали для лучшего стекания расплавляемого металла. Поверхностная резка удобней в вертикальном положении, но возможна и во всех пространственных положениях. Обычно процесс резки начинают в верхней части элемента и ведут его сверху вниз, применяя постоянный ток обратной полярности. Рекомендуемые режимы резки электродами АНР-2М приведены в табл. Производительность резки углеродистой, низколегированной стали и чугуна 12—13,5 кг/ч, высоколегированной нержавеющей стали 18—20 кг/ч.
Режимы резки электродами АНР-2М

Дуговая подводная резка металлов
Подводная резка металлов необходима при ремонте судов, подводной части металлических конструкций портовых гидротехнических и других сооружений. Находясь под водой, рабочий-резчик стеснен в своих движениях, так как кроме сопротивления воды и состояния невесомости он одет в специальное водолазное снаряжение. Видимость ограничена, особенно во время резки, когда выделяется значительное количество оксидов железа, образующих бурый раствор в воде, мешающий ориентированию резчика и обзору разрезаемой конструкции. Для резки под водой используют водородно-кислородные и бензинокислородные резаки, однако применяют также электрокислородную резку металлов. Для резки используют полые (трубчатые) стальные, угольные, графитизированные электроды (рис. 23.9). В осевой канал угольного или графитизированного электрода вставляют тонкую медную или кварцевую трубку, а сам электрод покрывают металлической оболочкой, на которую наносят водонепроницаемый слой покрытия. В качестве металлического электрода используют тонкую цельнотянутую стальную трубку диаметром 5—8 мм с каналом 2—3 мм, покрытую специальной ионизирующей обмазкой и водонепроницаемой пленкой. Электроды длиной 450 мм закрепляют в специальной держатель-резак, подводящий электрический ток и кислород к трубке. Иногда применяют карборундовый электрод.

Рис. 23.9. Электроды для подводной дуговой резки а — электрод из стальной трубки; б — электрод угольный или графитовый; в — электрод карборундовый, 1 — стальная трубка; 2 — внутренний канал трубки, 5 — покрытие; 4 — угольный или графитизированный электрод; 5 — тонкая мелкая или кварцевая трубка; 6 — металлическая оболочка; 7 — карборундовый электрод; 8 — продольный канал в электроде
В связи с подводной работой у резака должна быть очень надежная изоляция. Электрокислородную резку можно выполнять на глубине до 100 м. Расход кислорода примерно 6—10м 3 /ч, расход металлических электродов примерно 1 электрод в 1 мин. Угольного электрода в металлической оболочке длиной 250 мм хватает на 10—12 мин, а карборундового длиной 250 мм и диаметром 12—15 мм — на 15—20 мин. Для резки применяют постоянный ток прямой полярности, не превышающий 400 А.

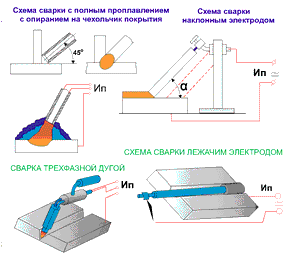
Рис. 23.10. Подводная кислороднодуговая резка с опиранием наконечником покрытия электрода на изделие
При резке вначале подают режущий кислород, а затем зажигают дугу и осуществляют процесс резания. Наиболее просто и эффективно вести резку начиная с края разрезаемой детали и в дальнейшем опираясь чехольчиком электрода на металл, наклоняя при этом электрод на 10—15° в сторону перемещения (рис. 23.10). При прекращении резки или смене э!ектрода необходимо сперва оборвать дугу, а затем выключить подачу кислорода. Ввиду плохой видимости следует процесс резки вести по временно прикрепляемой к детали линейке или шаблону, являющемуся ориентиром для движения электрода.
Тема : Нормы расходов электродов. Угольные и графитовые электроды. Их характеристика. Использование
Точный расчет количества необходимых для проведения сварочных работ электродов – это одна из важных составляющих подготовительного этапа сварочных работ. От того, насколько точно будут произведены данные расчеты, зависит и результативность самого сварочного процесса, и его эффективность, а также то, насколько правильно будут распределены средства, выделяемые на приобретение основных и вспомогательных материалов.

Для того, чтобы точно провести расчет количества электродов при сварке, необходимо учитывать несколько параметров:
массу наплавленного металла;
существующие нормы расхода электродов при сварке;
длину сварного шва.
Нормы расхода электродов при сварке – это максимальное количество расходуемого при производстве продукции материала при соблюдении всех технологических требований.
Разновидности существующих норм расхода электродов.
В настоящее время используется несколько норм расхода электродов, в зависимости от того, о каком этапе выполнения работы идет речь. Все нормы в данном случае можно разделить на 4 основные группы:
Пооперационные нормы – это нормы расхода электродов при ведении определенной технологической операции – то есть, при ведении непосредственно сварки.
Подетальные нормы – это нормы, определяющие, сколько электродов должно расходоваться на изготовление одной сварной детали.
Узловые нормы – нормы расхода электродов для изготовления одного сварного узла.
Поиздельные нормы – нормы расхода электродов для изготовления одного сварного изделия.
Все эти нормы полностью взаимосвязаны друг с другом. Так, для определения поиздельных норм необходимо знать поузловые нормы, а для того, чтобы точно вычислить поузловые нормы, нужно знать подетальные нормы.
Расчет расхода электродов.
Расчет расхода электродов для выполнения определенной задачи, связанной со сваркой, должен вестись тем же специалистом, который впоследствии будет выполнять сварочные работы. Это позволит гарантировать достаточно высокую точность расчета, так как специалист прекрасно знает все нюансы сварочного процесса, хорошо разбирается в марках и особенностях электродов, поэтому способен не только использовать общепринятые методики и формулы, но и учитывать все особенности сварки, которые могут потребовать увеличенного или, напротив, меньшего, чем обычно, расхода электродов.
Теоретический метод расчета.
Существует несколько методик, помогающих наиболее точно рассчитать расход электродов при проведении сварочных работ. Одной из самых распространенных во многих странах является методика, основанная на массе наплавленного металла – а значит, в данном случае расход электродов считается в килограммах.
Для того, чтобы рассчитать расход электродов с использованием данной методики, применяется следующая формула расхода электродов:
Н = М * К (расх.), где
М – масса наплавленного металла (в килограммах)
К (расх.) – коэффициент расхода электродов.
Работая с этой формулой, необходимо учитывать некоторые особенности расчета массы металла и определения коэффициента.
- Для того, чтобы определить массу наплавленного металла, берут площадь его поперечного сечения и умножают на плотность металла, найти которую можно в специальных таблицах, и на длину сварного шва.
- Для определения коэффициента расхода электродов необходимо точно знать марку электрода, так как именно от нее зависит количество угара и разбрызгивание металла в процессе сварки, а также длина огарка электрода. Нормой считается при этом длина огарка в 50 мм при общей длине электрода в 450 мм. Как правило, берется коэффициент 1,6, но при сварке деталей из нержавеющей стали, а также из огнеупорных металлов коэффициент может достигать 1,8.
Практический метод расчета.
Кроме приведенного выше теоретического метода расчета количества электродов, можно применить и практический метод.
Для этого необходимо взять определенное количество металла, масса которого точно известна, и провести сварочные работы, используя ту же марку электрода, которая будет в дальнейшем применяться при ведении основных сварочных работ. При этом и тип сварного соединения, и используемый режим сварочного тока, и пространственное положение сварного шва должны полностью соответствовать тем условиям, которые планируется применять в основном процессе сварки. В результате, определив длину полученного при этом сварного шва, можно будет рассчитать, сколько электродов потребуется во время выполнения сварочной работы.
Можно ли уменьшить количество расходуемых в процессе сварки электродов?
Этот вопрос, конечно же, волнует каждого производителя, и чем больше объем сварочных работ, тем острее встает проблема экономии электродов. Вообще-то снизить расход электродов вполне возможно. Для этого необходимо соблюдать несколько условий:
показатели силы тока и напряжения во время ведения сварочных работ должны полностью соответствовать применяемому типу электрода
использование автоматической или полуавтоматической сварки способствует уменьшению расхода электродов.
также к снижению расхода электродов может привести и изменение положения электрода в процессе сварки.
В результате выбора оптимального метода и режима сварки расход электродов сокращается примерно на 3% - а это позволит существенно сэкономить затраты на присадочные материалы для сварки, одновременно обеспечив сварщику максимально комфортные условия работы.
Эффективность и свойства графитированных и угольных электродов.
Графитированные электроды используются в электротермических процессах, главным образом для производства стали, а также в процессе сварки. Графитированные электроды являются более качественными, чем угольные; они обладают высокой чистотой, повышенной стойкостью к действию химических реагентов, имеют низкое удельное электросопротивление.
Графитированные электроды отличаются от угольных более высокими электропроводностью и теплопроводностью, большей термической стойкостью, отсутствием сернистых соединений, незначительным содержанием золы.
Применение графитированных электродов
Чтобы изготовить графитированные электроды, нужно подвергнуть угольные (аморфные) электроды графитирующему обжигу. Этот обжиг производится в специальных электропечах сопротивления способом Ачесона. Графитированные электроды применение их как раз и будет зависеть от того, какова степень графитирования, другими словами, какой электропроводностью они будут обладать после обжига в электропечи сопротивления.
В результате обжига угольных электродов, которые подвержены нагреву до 2500 градусов, получается графитированный электрод применение которого используется сегодня во многих электротермических, электрохимических и металлургических процессах. Его сопротивление уменьшается в сравнении с электродом угольным более чем в 5 раз. Из-за этого уникального свойства допустимый ток будет в 2-3 раза плотнее в сравнении с токами, проходящими по угольных электродам.
Свойства графитированных электродов
Сейчас многие страны мира применяют в своих производствах электроды графитированные. Их назначением является ввод электроэнергии во время плавления ферросплавов и видов стали. Как раз это уникальное свойство дало им применение в сталеплавильных дуговых печах, а также электрических руднотермических печах.
Если брать сварочный процесс, то графитированные электроды более качественны при сварке в сравнении с теми же электродами угольными. Они обладают повышенной стойкостью к действиям химических элементов, низким сопротивлением. К единственному их минусу стоит отнести цену графитированных электродов, которая будет значительно выше, чем цена на электроды угольные или металлические.
Внешне электрод графитированный обладает формой цилиндра с гнездами по краям, имеющими коническую или цилиндрическую резьбу. Такая резьба предназначена для ввинчивания ниппеля, с помощью которого электрод можно нарастить по мере его расходования при плавлении стали и других металлов.
Угольные электроды для сварки проводов
Сегодня для сварки используются, как графитовые и металлические, так и угольные электроды. Конечно, сварка электродами угольными в настоящее время менее распространена. Однако в некоторых областях из-за их специфических свойств они продолжают широко использоваться. Так, в частности, угольные электроды для сварки проводов применяются повсеместно из-за уникального их свойства, которое позволяет угольному электроду создавать на рабочем конце высокую температуру нагрева, при этом, даже при малых токах. Поэтому использование угольных электродов для сварки проводов в домашних условиях является наиболее эффективным в сравнении с теми же графитовыми электродами, которые потребуют больше электроэнергии для своей работы.
Таким образом, электроды угольные имеют право на существование из-за своей незаменимости в некоторых случаях.
Воздушно-дуговая строжка металла. Сварка медных контактов

Технология сварки угольными электродами встречается достаточно редко. Это связано с узкой спецификацией угольного присадочного материала. Из-за своей структуры он не плавится под воздействием высоких температур.
Это ограничивает его применение сваркой цветных металлов и чугуна. Однако помимо короткого списка сварочных работ, угольный присадочный материал можно использовать для другого типа обработки – строжки.
Строжкой называется методика разрезания металлических поверхностей. При этой методике проводится резка на частичной глубине полотна детали.
Эта статья детально рассмотрит оба вида обработки металла с помощью угольных электродов: сварку и строжку.
- Общая информация о сварке угольными электродами
- Описание технологии
- Общая информация о строжке угольными электродами
- Описание технологии
- Заключение
Общая информация о сварке угольными электродами
Этот тип сварки используется достаточно редко. Структура основы материала не подходит для сваривания большинства металлов. Однако есть сплавы, в работе с которыми он проявляет себя хорошо.
Это цветные металлы, низкоуглеродистая сталь или чугун, толщина которого не превышает 3 мм. А также при спайке проводов из меди.
Ключевой показатель этого материала заключается в том, при воздействии высоких температур он не плавится. Происходит лишь плавка и испарение медного покрытия поверхности присадочного материала.
Из-за такой структуры смешения присадочного материала с металлом детали не происходит. Это дает минимальны расход стержня, а для сварщиков, работавших с плавящимся типом – непривычные характеристики процесса.
Сваривание металлических поверхностей при применении неплавящихся присадочных материалов происходит смешением металла самих деталей. Под воздействием высоких температур края детали расплавляются.
Расплавленный металл заполняет сварочный стык, формируя полотно шва.
В случае, если размер зазора между деталями не позволяет формировать надежный шов только за счет смешения основных металлов, для соединения используется присадочная проволока.
Виды воздушно-дуговой резки
Разделительная. Используется для резки листов из низкоуглеродистой и легированной стали толщиной до 25 мм. Величина тока (300–600 А) и диаметр электрода (6–12 мм) подбираются в зависимости от размеров материала. Разделение листа осуществляется выплавкой металла вдоль траектории движения электрода. Использование разделительной воздушно-дуговой резки целесообразно, когда необходимо обработать большое количество листового металла, а требования к ширине и точности реза невысоки.
Поверхностная. Применяется для обработки дефектов сварных швов, подрубки их корней, снятия фасок. Последняя операция может осуществляться одновременно на обеих кромках листа. Ширина канавки, которая образуется при такой обработке, на 2–3 мм больше диаметра использующегося электрода. Для поверхностной обработки требуется меньшая величина тока, чем для разделительной дуговой резки.
Описание технологии

В начале работы (как перед сваркой, так и перед строжкой) всегда проводится подготовка. Она включает в себя зачистку сварочной зоны поверхности детали. Зачистка проводится наждачной бумагой, шлифовальной машинкой или напильником.
Убираются все очаги коррозий, включения чужеродных материалов, загрязнения, неровности. После этого поверхность обрабатывается обезжиривающей жидкостью. От качества зачистки будет зависеть качество сварочного соединения.
Уровень силы тока выставляется в зависимости от диаметра электрода. При размере в 4 мм сила тока должна достигать 150-200 Ампер. Если размер стержня больше – сила тока увеличивается, если меньше – уменьшается.
Для стабильности работы дуги стоит настраивать постоянный тип тока. Полярность устанавливается отрицательная. Это также понизит расход материала.
Для улучшения плотности шва и стабилизации дуги при строжке и сварке применяется флюс. Они существуют нескольких типов: порошок, паста, жидкость. Использовать можно любой, однако для применения в домашних условиях больше подходит форма пасты или жидкости.
Для лучшего эффекта флюс должен включать в себя ионизирующие вещества. Сам флюс наносится на сварочную поверхность и распределяется тонким равномерным слоем.
Далее присадочный элемент вставляется в держак, разжигается дуга и формируется сварочная ванна. Поджиг дуги производится постукиванием (чирканьем) кончика рабочего элемента по металлической поверхности.
Во время работы видимая часть присадочного элемента не должна превышать 7 см. Продвижение вдоль стыка должно быть равномерным, с учетом плавления кромок и формирования соединения.
Сваривание деталей, а также строжка угольным электродом применимо в домашних условиях, однако для этого нужно использовать аппаратуру заводского производства. Самодельные агрегаты для такой сварки не подойдут ввиду отсутствия возможности настройки силы тока.
Описание процесса и его назначение
Технология строжки заключается в выдувании расплавленного металла струей сжатого воздуха. Ее применяют для удаления части металла с поверхности целиком или полосами, в том числе:
- для удаления фрагментов в сварных конструкциях;
- создания канавок и занижений в толстостенных деталях;
- вырезания дефектов;
- выборки некачественных швов.
При строжке угольным электродом используют его способность расплавлять дугой металл. При этом сам графит практически не горит, только возле дуги оплавляется медная обмазка. Держак специальной конструкции, строгач, рядом с зажимом имеет отверстия для выхода газа. Кроме силового кабеля, к нему подключается шланг для сжатого воздуха, углекислого газа или аргона. Воздух нагнетается компрессором, газ подается из баллона.
Электрическая дуга нагревает и расплавляет металл, воздух сильной струей выдувает его. На месте сварной ванны образуется выемка в металле. Электродуговая строжка применяется для создания канавок и пазов в деталях, удаления бракованного шва.
При плазменной строжке газ используется одновременно для расплавления металла и его выдувания. Плазменная дуга моментально нагревает металл до температуры плавления и выше. Он буквально испаряется с зоны строжки и резки.
Плазменная строжка самая производительная из всех остальных видов поверхностной обработки деталей. За один проход резака выбирается полоса до 5 мм глубиной и 8 мм шириной.
Недостаток такой обработки – в выделении большого количества вредных газов. Работа оборудования сопровождается сильным шумом.
Классический способ ремонта сварных конструкций и разделывания дефектов заключается в газокислородной резке. Самый старый и производительный способ основан на принципе нагрева с помощью газовой горелки. При сварке добавляется присадочная проволока, которая плавится вместе с кромками. Для строжки и резки достаточно сильного нагрева стали, чтобы она начала окисляться. Жидкий, расплавленный металл выдувается вместе с газом.
Газокислородная резка применяется для раскроя толстого металла. Она прожигает лист толщиной 100–120 мм за считаные секунды и продолжает без остановки резать его по заданному контуру. При ручной строжке за один проход выбирается полоса в 80 мм. Специальные автоматы могут удалять сразу за один проход полосу в 300 мм на одном резаке. В массовом производстве используют мощное оборудование с несколькими горелками. Предел по ширине снятия металла может достигать 3000 мм. Максимальная глубина ограничена 15 мм.
С развитием электродуговой и плазменной сварки газокислородная резка применяется для удаления с литья прибылей, накопителей. Строжкой вымывают трещины, раковины, наплывы.
При строжке дефектов металла в отливках пламя газовой горелки используется и как контрольный инструмент для высвечивания и устранения трещин и раковин. В струе горящего газа края трещин нагреваются быстрее основного тела детали и светятся узкими полосками оранжевым и желтым цветом.
В начале газовой строжки начальную точку на детали нагревают до красного цвета. При этом мундштук должен располагаться под углом до 70⁰, ядро пламени должно касаться поверхности детали. После прогрева поверхности листа мундштук поднимается на 15 мм, и после пуска кислорода угол наклона уменьшается в зависимости от глубины строжки. Глубину канавки увеличивают также повышением давления кислорода.
При массовом производстве машин газокислородным методом делают черновую выборку пазов и канавок в крупных деталях под дальнейшую обработку резанием. Работают, в основном, низколегированными сталями. Углеродистые и высоколегированные стали после газокислородной строжки требуют термической обработки для снятия напряжений от местного нагрева.
Все виды строжки можно производить в любом положении детали. Следует только соблюдать особую осторожность при работе с потолком, чтобы расплавленный металл не капал на сварщика.
Теплопроводность углеродистых и легированных сталей ниже простых. При нагревании и резком охлаждении они подкаливаются с изменением кристаллической решетки. При этом возникают внутренние напряжения, которые могут привести к разрушению детали. Необходимо делать нормализацию или отжиг, чтобы выровнять структуру, снять напряжения.

Воздушно-дуговая резка применима в домашних условиях. Однако, как и при других обработках, при резке важно соблюдать безопасность.
Перед тем, как приступать к работе по сварке и строжке, проводится проверка исправности оборудования. А также подготовка металла – зачистка и обезжиривание. После этого проводится настройка режима сварки, выставляются параметры силы тока.
Не стоит настраивать высокие показатели этого параметра. Завышенная сила тока быстро испарит медное покрытие присадочного материала. Это повлияет на качество и равномерность расплавки тела детали.
Помимо сварочного оборудования проводится подготовка баллона со сжатым воздухом. Он не должен иметь повреждения и вмятины.
Удостоверившись в исправности баллона, проводится настройка давления. Для воздушно-дуговой строжки достаточно четыре-шесть бар.
Присадочный элемент вставляется в держак так, чтобы видимая часть не превышала длину в 10 см. Подается воздух, поджигается дуга.
После формирования сварочной ванны сжатый воздух направляется в рабочую зону. Обе части обработки должны проводиться равномерно.
Строжка угольным электродом
Строжка угольным электродом — это метод резки металла, во время которого используется сжатый воздух. Электрическая дуга производит расплавление металла, а струя сжатого воздуха, направленная на область сварки, производит его выдувание.
Воздушно-дуговая строжка угольным электродом или строжка может использоваться для резки любых видов металлов. Но в основном этот технологический процесс применяют для разрезания нержавейки, чугуна, никеля, алюминия меди.
Проведение сварочных работ с использованием угодных стержней используется только в исключительных случаях, когда требуется сделать прочный и ровный сварной шов. Данная технология обладает многими важными особенностями, которые обязательно нужно соблюдать при ее проведении. Но особую важность представляет подбор угольных стержней, при помощи которых производится сварка.
Техника безопасности при воздушно-дуговой резке
Все сварочные работы связаны с определенными факторами, которые могут нанести вред здоровью человека.
К основным относятся:
- источники постоянного тока большой величины;
- расплавленный металл, образующийся при резке;
- ультрафиолетовое излучение электрической дуги;
- токсичные газы и пыль, образующиеся в процессе воздушно-дуговой резки.
Чтобы обезопасить себя от перечисленных факторов, следует точно выполнять инструкции по эксплуатации оборудования и работать только в специальной одежде. Помещение, в котором производится воздушно-дуговая резка, должно хорошо вентилироваться. Исключение составляют открытые строительные площадки, где происходит естественный воздухообмен.
В связи с высокой мощностью сварочного электрооборудования перед его включением обязательно следует проверить заземление.

Процесс воздушно-дуговой резки
Криволинейная разделительная резка графитовым и металлическим электродами

В 1882 году российский ученый Н. Н. Бенардос впервые в мире соединил металлические детали с помощью электродуговой сварки. В своей установке он использовал неплавящиеся угольные электроды и раздельную подачу присадочного материала и флюса. Основываясь на этом методе, Бенардос также разработал сварку в защитном газе и электродуговую резку. Через шесть лет была изобретена сварочная технология с использованием плавящихся электродов, которые со временем практически полностью вытеснили угольные. В настоящее время последние ограничены в своем применении тремя основными направлениями: удаление излишков металла, дуговая резка и сварка отдельных материалов.
На просторах российского интернета в статьях о сварочных технологиях нередко можно встретить такое название, как «графитовый электрод». Не вдаваясь в подробности причин этого явления, следует отметить, что ГОСТ не предусмотрено изготовление сварочных электродов из графита. Государственным стандартом регламентированы только графитовые спектральные электроды, применяемые для лабораторных исследований. Производители могут выпускать угольные и графитовые стержни как фасонные изделия по ТУ 1915-086–00200851, но таким образом, как правило, изготавливают только толстые электроды для разделки лома и обработки отливок.
Кроме того, металлургические предприятия, на которых применяют графитированные электроды для электродуговых печей, самостоятельно производят нестандартные сварочные электроды из обломков этих крупногабаритных изделий, которые, по сути, тоже можно назвать графитовыми.
Рисунок 1 — Графитовый электрод
Назначение угольных электродов
Угольные электроды, в основном, используются для заделки дефектов в поковках, литых заготовках и металлопрокате, снятия излишков металла с поверхности сварочных швов и массивных заготовок, а также при сварке отдельных видов металлов и их сплавов. Обычно их применяют при таких видах работ, как:
- устранение приливов, раковин и прочих дефектов;
- строжка корней сварочных швов;
- срезание прихваток и старой сварки;
- прожигание отверстий;
- срезание заклепок;
- сварка металлических заготовок с тонкими краями;
- сваривание цветных металлов;
- сварочное соединение жил и шин при электротехнических работах.
При срезании лишнего металла обычно применяют метод строжки — выдувание кипящего металла из сварочной ванны узконаправленным потоком сжатого воздуха (см. далее). Таким способом вычищаются каверны в литых заготовках и поковках, а также снимается дефектный слой металла со сварных швов.

Применение этих изделий для сварки цветных металлов, в основном, ограничено чугуном, медью и ее сплавами (см. таблицу).
| № | Материал детали | Материал присадочных прутков | Флюс | Доп. условия |
| 1 | Медь | Оловянно-фосфористая бронза, кремнистая латунь и медь (М1 или МСр1). | Бура с добавками древесного угля, гидрофосфата натрия и кремниевой кислоты. | — |
| 2 | Бронза | Тот же, что и основное изделие. | Для оловянистых бронз — бура, для алюминиевых бронз — хлориды и фториды. | Перед сваркой прогреть до 250÷350 °C. |
| 3 | Латунь | Тот же, что и основное изделие. | — | Погружение конца угольного стержня в расплавленный металл, чтобы дуга была полностью окружена парами цинка. |
| 4 | Чугун | Чугунные прутки марок А и Б. | На основе буры. | — |
Сварка угольными электродами листового проката обычно производится без использования присадочных прутков, путем расплавления металла кромок заготовки. При этом толщина свариваемых листов обычно составляет 1÷2 мм, а их края соединяются или встык с отбортовкой (подогнутыми кромками) или внахлест.

Устройство и характеристики
Угольные электроды — это стержни круглого или прямоугольного сечения, изготовленные из электротехнического угля, который представляет собой смесь углерода (в виде кокса или антрацита), сажи и связующих веществ (каменноугольная смола или жидкое стекло). Круглые изготавливают методом экструзии и поставляются потребителям в виде стержней диаметром от 4 до 18 мм и длиной 250÷700 мм, а прямоугольные — методом прессования в формах. Помимо типоразмеров ГОСТ также применяются специальные стержни увеличенной толщины (15х15, 20х20 и т. п.), изготовленные по ТУ.
Угольные электроды намного дешевле и прочнее графитовых. Но удельное сопротивление электротехнического угля в несколько раз выше, чем у графита. Поэтому для улучшения электротехнических характеристик угольных стержней их поверхность покрывают медью.
В качестве примера в таблице приведены основные параметры круглых омедненных угольных электродов марки ВДК длиной 305 мм.
| Диаметр (мм) | Рабочий ток (А) | Удаление металла (г/см) | Канавка (ширина/глубина) (мм) | Толщина реза (мм) |
| 4 | 150÷200 | 10 | 6÷8/3÷4 | 7 |
| 6 | 300÷350 | 18 | 9÷11/4÷6 | 9 |
| 8 | 400÷500 | 33 | 1÷13/6÷9 | 11 |
| 10 | 500÷550 | 49 | 13÷15/8÷12 | 13 |
Обязательное условие применения этих изделий — выполнение работ только на прямой полярности. При обратном включении дуга очень неустойчива, качество шва из-за науглероживания металла получается низким, рабочая температура угольного стержня гораздо выше, что увеличивает скорость его испарения.
Процесс резки металла с помощью электродов
Так как ручной дуговой способ резки металлов с помощью специальных электродов и инвертора является наиболее востребованным, рассмотрим основные этапы данного рабочего процесса:
- предварительная подготовка включает проверку исправности использующихся кабелей;
- зажигание дуги осуществляется постукиванием или чирканьем электрода о поверхность металла;
- ток на инверторе устанавливается исходя из диаметра электрода, толщины разрезаемого металла и вида реза: тонкий металл следует разрезать стержнем диаметром 3 мм.;
- для металла большей толщины – 4 или 5 мм.
Важно! При резке тонкого металла, следует увеличить показатель тока (можно вплоть до в два раза выше обычного).
Виды угольных электродов
Нормативной базой для производства отечественных угольных электродов является ГОСТ 10720-75, содержащий описание трех типов таких изделий: ВДК, ВДП, СК, — которые могут выпускаться как омедненными, так и без покрытия. ВДК (воздушно-дуговые круглые) должны изготавливаться длиной 300 мм и четырех типоразмеров по диаметру. СК (сварочные круглые) — длиной 250 мм и шести типоразмеров по диаметру. ВДП (воздушно-дуговые плоские) — длиной 350 мм и двух сечений. По запросу заказчика разрешается изготавливать изделия СК с линейным размером до 700 мм.
Кроме отечественных электродов на российском рынке представлена продукция известных международных сварочных брендов и производителей из Восточной Азии. Шведский концерн ESAB предлагает свыше двадцати видов омедненных угольных электродов. Кроме изделий, используемых для сварки на постоянном токе прямой полярности, в номенклатуре ESAB присутствуют четыре типоразмера для сварки на переменном токе. А известный немецкий производитель сварочных принадлежностей ABICOR BINZEL, рекламируя свою продукцию, акцентирует внимание на том, что она изготовлена из «синтетического графита» (т. е. графитированного углерода). Вполне вероятно, что эти изделия спрессованы из порошка, полученного из остатков и лома металлургических графитированных электродов.

Помимо этого, на рынке присутствуют прессованные электроды из электротехнического и графитированного углерода, которые изготавливаются на заказ производителями угольных и графитовых изделий по ТУ 1915-086–00200851.
Как правило, они представляют собой прямоугольные стержни толщиной 10, 20, 30 и более миллиметров и применяются для объемных работ на больших сварочных токах: разделке металлургического лома, устранении прибылей на отливках, сквозной резке толстого металла и пр.
Разновидности
Металлические

При электродной резке металла часто применяют привычные покрытые модели. Их покрытие может быть рутиловым или основным. Благодаря ему получается ровный рез. Горение дуги более стабильно и продолжительно, окисление металла сводится к минимуму.
Однако резать металлы покрытыми электродами постоянно не стоит, ведь предназначены они для другого. Целесообразно использовать их при разделывании трещин или удалении дефектных швов.
Перед обработкой детали стоит проводить прокалку расходников в печи, чтобы убрать излишнюю влагу, которую они могли втянуть за время хранения.
Угольные

Резка металлов с применением угольного типа стержней почти не имеет различий с обработкой металлическими. Однако угольный тип более подходит для резочных работ.
Плюсом этого вида является медленное плавление. Они плавятся медленнее металлических, что повышает аккуратность среза.
Также угольный тип имеет высокую скорость разогрева уже при воздействии маленькой силы тока. Но плавятся они при температуре в три тысячи градусов, что уменьшает расход. Они подходят для ручного дугового и кислородно-дугового типа резки.
Для стабильной работы стоит настроить отрицательную полярность при постоянном типе тока. Работа с переменным током тоже возможна, однако требует больших усилий.
Трубчатые

Трубчатый тип предназначен для кислородно-дуговой резки металла. Главное отличие этого рабочего элемента в том, что за его основу взята не проволока. В основе трубчатого стержня – трубка, наполненная кислородом.
Советы по сварке
При сварке медных проводников следует помнить, что в первую очередь нужно подготовить и очистить свариваемые поверхности, а затем надежно их зафиксировать. Сварка медных проводов и шин осуществляется только в положении сверху вниз, т. к. расплавленная медь обладает повышенной текучестью. При этом используется флюс «борный шлак». Еще одной особенностью данного типа электродов является то, что процесс плавления у них почти неразличим, т. к. практически сразу начинается испарение (электротехнический уголь плавится при температуре 3800 °C, а испаряется — при 4200 °C).
Рекомендуемый угол заточки торцов угольных стержней — 60÷70°, но для сварки цветных металлов их необходимо затачивать под углом 20÷40°. Листовую медь толщиной до 4 мм можно сваривать без использования присадочных прутков (но с обязательной отбортовкой кромок), а свыше 4 мм — встык с присадочным материалом и разделкой кромок под углом 45°. Технология сварки латуни требует разделки кромок под углом 60÷70° с притуплением торцов на 1÷2 мм. Сварка производится путем погружения конца стержня, который должен быть полностью окутан парами цинка.

Рисунок 5 — Провода из латуни
Виды резки металла
В зависимости от вида реза выделяют следующие типы резки:
- Разделительный метод подразумевает использование электрода, диаметр которого больше толщины основного изделия. Пруток следует располагать перпендикулярно рабочей поверхности и перемещать вдоль линии будущего разреза;
- Поверхностная резка(строжка) менее востребована, используется для изготовления канавок на поверхности и для удаления дефектов. Электрод необходимо наклонять на 5-10° к поверхности. Его перемещение выполняется с частичным погружением стержня в полость, образующуюся в процессе резки. Для получения широкой канавки, исполнителю нужно производить колебательные движения электродом.
- Резка отверстий отличается

простотой процесса: в металле выполняется небольшое отверстие, которое потом постепенно расширяется до необходимых размеров. Электрод при этом располагается практически перпендикулярно поверхности, допускаются лишь небольшие отклонения.
Строжка — это удаление узкого поверхностного слоя с использованием электродуговой сварки угольными электродами. Само слово ведет свое происхождение от глагола «строгать», т. к. этот процесс в чем-то аналогичен обработке пазов на строгальном станке. Технология строжки основана на разогреве металла электрической дугой до температуры кипения с последующим выдуванием его из сварочной ванны узконаправленным потоком воздуха. Строжка выполняется на глубины до десятков миллиметров, а ее производительность, зависящая от толщины угольного электрода и силы тока, измеряется в граммах удаленного металла на сантиметр канавки.
При выполнении строжки электрод под наклоном 30÷45° равномерно перемещают вперед, формируя канавку, которая на несколько миллиметров шире и глубже диаметра электрода. Строжка производится специальным воздушно-дуговым резаком, который имеет устоявшееся жаргонное название «строгач». Контактная пластина с соплами для подачи воздуха расположена на нижней губке строгача, поэтому поток воздуха направлен вдоль нижней части электрода в сторону сварочной ванны (см. рис. ниже). Подача воздуха должна прекращаться через несколько секунд после разрыва контакта электрода с металлом.

Рисунок 6 — Направление воздуха при сварке
Резка электродами: плюсы и минусы
Каждый из способов обработки материалов с помощью электродов характеризуется собственными преимуществами и недостатками.

Преимущества резки:
- удобство и простота процесса даже для начинающего исполнителя, не обладающего специальной квалификацией;
- не требуется никакого специализированного оборудования;
- безопасность процесса для исполнителя.
- скорость резки зависит от толщины обрабатываемого металла;
- при увеличении толщины скорость значительно уменьшается;
- плохое качество получаемого реза, он отличается неровностями и натеканиями;
- низкая производительность.
Принцип работы
Для того, чтобы осуществлять резку металла, используя инвертор, следует правильно подбирать значения тока. Это зависит от вида разреза, толщины металла и выбранного электрода. При разделительной резке металлический лист следует установить в такое положение, чтобы расплавленный металл имел возможность свободно вытекать наружу.
Электроды должны находиться в строго перпендикулярном положении по отношению к поверхности. Если лист расположен вертикально, то движение электрода должно осуществляться сверху вниз. Сами электроды должны быть толще разрезаемого изделия. Разрезать тонкий металл можно электродами диаметром 3 миллиметра. Для более толстых используются электроды 4 и 5 миллиметров.
Для ликвидации поверхностных дефектов следует применять поверхностную резку. В этом случае электрод следует держать под небольшим наклоном, градусов пять-десять. При необходимости сделать канавку электрод надо раскачивать из одной стороны в другую, постепенно погружая его в образуемую полость.

Электродами также можно прорезывать в металле отверстия. Проплавляют отверстия до достижения нужного диаметра. Вначале прожигают небольшое отверстие, а затем постепенно его расширяют. Электрод необходимо держать строго перпендикулярно поверхности, в которой прорезывается отверстие, иначе края могут получиться не совсем ровными. Допускаются только незначительные отклонения от прямого угла. Перед началом процесса необходима проверка исправности применяемого оборудования. Дугу следует разжигать чирканьем или постукиванием.
Резаки для поверхностной строжки и зачистки марки НОРД

Строжка металла угольными электродами

Резаки для воздушно-дуговой строжки – «строгачи»
«Строгачи» фирмы КУРТ ХАУФЕ надежны и просты в эксплуатации и применяются для строжки, подготовки и очистки сварочных швов, удаления раковин и дефектов, скоса кромок, резки, обработки поверхностей и пробивки отверстий в различных металлах.
«Строгачи» служат для воздушно-дуговой строжки и имеют следующие особенности:
овальная высокопрочная теплоизолирующая рукоятка;
вращающееся сопло, для круглых и плоских угольных электродов;
высокая пропускная способность воздуховода кабеля (воздухопроводность);
возможность регулировки объема потока сжатого воздуха встроенным вентилем;
очень гибкий специальный кабель;
подключение сжатого воздуха — резьба 3/8″
шарнирное соединение в рукоятке у моделей К12Т, К16Т
Круглый угольный электрод
Давление сжатого воздуха
Внутр. диаметр шланга
«Строгач» наиболее эффективен при применении угольных электродов ABIARC фирмы ABICOR BINZEL По запросу возможна поставка с другими длинами кабеля, с отдельным шлангом, с вентилем слева. Для подключения мы предлагаем кабель в комплекте со штекером сварочного кабеля.
Цены на строгачи можно посмотреть на нашем сайте:
«Строгачи» — горелки для ручной воздушно-дуговой резки и строжки угольным электродом
Горелки для воздушно-дуговой резки и строжки – строгачи, используют принцип выдувания струей сжатого воздуха расплавленного металла электрической дугой. Данный способ успешно применяется в машиностроении и металлургии благодаря его высоким технико-экономическим показателям.
Для строжки канавок, резки и снятия фасок используют угольные электроды круглого сечения, а для устранения поверхностных дефектов используют электроды прямоугольного сечения. Строжку выполняют как на переменном токе так и на постоянном.
Как правило, на поверхность угольных электродов наносят тонкий слой меди, который увеличивает срок службы электрода, уменьшая его оплавление в процессе строжки.
«Строгач» — горелка для воздушно-дуговой резки и строжки состоит из:
— Головной части, имеющей контактные подпружиненные зажимы, которые служат для установки под разными углами угольного электрода, и сопловые устройства, которые служат для подачи струи сжатого воздуха под небольшим углом вдоль боковой поверхности электрода в зону резки (строжки).
- — Рукоятки, которая позволяет удерживать горелку оператору.
- — Полого кабеля, служащего для подачи сжатого воздуха и тока в головную часть строга.
- — Специального разъема, который позволяет подсоединять полый кабель к сварочному кабелю и шлангу подачи сжатого воздуха.
На Российском рынке широкое распространение получили «строгачи» производства следующих модификаций — К10, К12, К16, отличающихся между собой максимальным рабочим током и диаметром используемых угольных электродом.. Все «строгачи» укомплектованы полым кабелем длиной 3 метра.
Для воздушно-дуговой строжки чаще всего используют серийные источники постоянного тока (сварочные выпрямители) с крутопадающей вольтамперной характеристикой и силой тока от 500 до 1000 А . При этом напряжение холостого хода используемого выпрямителя должно быть больше 60 В. Это позволяет легко зажигать дугу и поддерживать стабильное ее горение. Строжку стали осуществляют на обратной полярности («+» на электроде), а строжку цветного металла и серого чугуна на прямой полярности («-» на электроде).
Для воздушно-дуговой строжки сжатый воздух должен подаваться под давлением около 0,7 МПа, а его расход должен быть около 600 -1500 л/мин. При этом, воздух должен быть очищен от воды и масла, что позволяет достигать наилучшей чистоты реза и удаления расплавленного металла из зоны строжки.
Перед началом строжки вылет угольного электрода должен составлять не более 150мм, а вентиль подачи воздуха должен быть открыт. При строжке ширина получаемой канавки должна быть на 2-3 мм больше диаметра электрода, угол наклона электрода должен составлять 45-55°, а скорость перемещения электрода — 510-1000 мм/мин. Скорость перемещения электрода и угол его наклона оказывают непосредственное влияние на производительность процесса, а также на глубину, ширину и качество поверхности канавки. При необходимости получения канавки с глубоким профилем следует выполнять послойную строжку при оптимальном положении электрода.
При оценке расхода угольных электродов следует учитывать силу тока, сечение и химический состав электрода, а также глубину строжки. На практике значение расхода угольных электродов лежит в пределах 65 -150 мм на метр канавки.
Основным преимуществом воздушно-дуговой строжки угольным электродом перед газокислородной резкой заключается в том, что позволяет удалять дефекты в сварных швах и литье во всех пространственных положениях. При этом становиться возможным удалять прихватки из корня шва, дефекты лицевой и обратных сторон сварного шва без повреждения основного металла.

Строжка
Строжка является разновидностью тепловой резки металлов. Она применяется при разделке корня сварного шва для последующей подварки, для выплавки дефектных участков сварных швов и пороков в отливках, для удаления приварных временных сборочных приспособлений и т. п. Существует несколько способов строжки, из которых наиболее распространенными в корпусных цехах судостроительных заводов являются газовая и воздушно-дуговая.
Газовая строжка заключается в том, что подогретый кислородно-ацетиленовым пламенем специального резака обрабатываемый металл частично расплавляется и сжигается в струе режущего кислорода, образующиеся окислы выдуваются на поверхность изделия в направлении строжки. В результате на поверхности металла получается канавка в форме полуцилиндра. Газовая строжка проводится строгачом, отличающимся от обычного резака конструкцией головки и мундштуков. Строгачи снабжены набором сменных мундштуков, устанавливаемых в соответствии с глубиной и шириной разделываемой канавки. Режимы газовой строжки назначают в зависимости от толщины обрабатываемого металла и положения конструкции в пространстве.
Газовую строжку начинают с нагрева места начала выплавки до светло-красного каления. При этом ось конца мундштука наклоняют на 60—70° к поверхности обрабатываемого листа так, чтобы светящееся ядро пламени строгача почти касалось поверхности листа. После нагрева участка, с которого начинается плавка, до светло-красного каления, конец мундштука отводят на 10—15 мм от поверхности листа и после пуска режущего кислорода, уменьшив угол наклона мундштука на 20—30°, выполняют строжку. В процессе строжки расстояние от лунки расплавленного металла до конца светящегося ядра подогревательного пламени сохраняется постоянным (10— 20 мм).
Изменяют размеры канавки, не только применяя мундштук другого номера, но и изменяя режимы строжки; увеличивают глубину канавки, повышая давление кислорода, уменьшают глубину канавки, уменьшая угол наклона мундштука.
В последнее время вместо газовой получает все большее признание воздушно-дуговая строжка. Процесс воздушно-дуговой строжки основан на расплавлении металла электрической дугой, горящей между угольным электродом и обрабатываемой деталью. Расплавленный металл удаляется из образовавшейся канавки струей сжатого воздуха, направляемой параллельно электроду.
Установка для воздушно-дуговой строжки (рис. 7.7) состоит из сварочного генератора и электрододержателя — строгача с присоединенными к нему кабелем и шлангом, по которым подается электрический ток и сжатый воздух. Строгач состоит из ручки, воздушной трубки с вентилем и головки для крепления электрода. К рукоятке подключен воздушный шланг, внутри которого проходит электрический кабель. В качестве электродов применяют сварочные угольные электроды диаметром 6, 8 и 10 мм с омедненной поверхностью. Покрытие медью способствует равномерному сгоранию электродов, уменьшению их расхода и большей устойчивости процесса строжки.

Данная технология к сварке имеет второстепенное отношение, но в сварочном производстве широко применяется на серьезных предприятиях, которые занимаются металлоконструкциями или литейным производством. Изобретение именуется воздушной строжкой и используется она для того, чтобы выполнять ремонт сварных швов или литейных заготовок в тех случаях, когда они не прошли дефектоконтроль.. Дело все в том, что при сварке больших толщин, когда провар металла достигает 30 мм и более, возможный внутренний дефект шва может располагаться на большой глубине ( читайте статью о методах дефектоскопии сварных швов). Конечно, добраться до этого дефекта можно разными способами, но воздушно-дуговая строжка в этом плане эффективнее всего: производительность и скорость работы увеличивается. Суть процесса заключается в том, что между деталью и угольным электродом зажигается мощная электрическая дуга , под ее воздействием сталь плавится, в то время как сжатый воздух, который подается в зону расплавленной ванны, выдувает жидкий металл. В итоге происходит быстрое удаление отдефектованных участков.
Для того, чтобы осуществить запланированное нужно иметь в наличии следующее:
• инвертор большой мощности минимум от 300А. При большом объеме работ используются аппараты до 1000А; • компрессор от 400л/мин., способный выдавать давление 6-10бар. • угольные омедненные электроды диаметром от 4 до 10 мм, рассчитанные на силу тока от 150 до 550А
Электрод угольный CARBON
• держатель для строжки, который на сленге сварщиков называется «Строгач». выглядит он как держатель электродов, только к месту, куда вставляется угольный электрод, подведен штуцер из которого выходит сжатый воздух. • к строгачу подсоединяется рукав с клеммой, внутри которого находится силовой кабель и шланг, по которому поступает воздух. Клемма подключается к сварочнику, а газовый шланг, соответственно, к компрессору.
Рекомендуемое оборудование: Aurora Pro Stronghold 500, данный инвертор хорошо справляется с поставленной задачей и мощный компрессор Aurora.
Примечание. Графитовый электрод, помимо прочего, удобно использовать для сварки медного кабеля в местах скруток во время разводки электрики. Этот способ позволяет получить надежные контакты, при этом нет необходимости пропаивать их оловом по всей длине скрутки. Достаточно поставить на ее конце одну точку и оплавившиеся провода создают монолитный контакт, который имеет высокую прочность и долговечность.
Угольный электрод плоский 16×4,8×305 мм ArcAir ESAB
Плоский угольный электрод ArcAir 16×4,8×305мм ESAB применяется для резки, строжки и прошивки отверстий в изделиях из нелегированных и низколегированных марок стали, коррозионно-стойких сталей, чугуна и других металлов. С помощью дуги происходит расплавление металла. Удаление расплавленного материала осуществляется мощной струей воздуха, которая также охлаждает угольный электрод.
Щёлкните, чтобы открыть изображение полностью
Описание товара
Омеднённый графитовый электрод, предназначенный для воздушно-дуговой резки и строжки металла. В отличие от OK GPC, данный процесс обладает значительно более высокой производительностью, т.к. расплавленный металл удаляется потоком сжатого воздуха, подаваемого в специальный держатель для воздушно-дуговой строжки под давлением 5-8 бар, при расходе сжатого воздуха от 500 до 1500 л/мин. Это делает его наиболее востребованным для удаления дефектов сварных швов на промышленных предприятиях, а также для удаления прибылей и литниковых систем в отливках. В отличие от автогенной поверхностной строжки, данный процесс применим практически для всех электропроводных материалов. Электрод зажимается в держателе с вылетом около 100-150 мм и по мере сгорания выдвигается из держателя. Угол наклона электрода к обрабатываемой поверхности составляет 45-60°. Скорость строжки обычно варьируется в пределах от 0,5 до 1,0 м/мин. При строжке нержавеющих сталей происходит науглероживание поверхностного слоя, поэтому во избежание потери стойкости металла к межкристаллитной коррозии необходимо механически удалять этот слой. Следует помнить, что процесс воздушно-дуговой резки сопровождается сильным шумом и выбросом расплавленного металла на большие расстояния, поэтому рабочему необходимо защищать не только глаза и коже, но и органы слуха, а также строго соблюдать правила пожарной безопасности. Данные электроды выпускаются как круглой, так и прямоугольной формы, соединяемые — Jointed (позволяющие вставлять один электрод в другой, тем самым сводя к минимуму огарок) и несоединяемые — Pointed, а также подразделяются на предназначенные для работы на постоянном токе прямой полярности и для переменного тока. Электроды с круглым сечением используют, преимущественно, для снятия фасок, строжки канавок и резки. Электроды с прямоугольным сечением применяют для очистки поверхности и устранения поверхностных дефектов на стальных отливках.
Воздушно-дуговая строжка угольными электродами — самый быстрый и дешевый процесс для резки/удаления металла. Угольный электрод необходим для поддержания дуги, чтобы расплавить металл, одновременно мощной струей воздуха сдувается шлак и расплавленный металл. Сжатый воздух также охлаждает угольный электрод. Угольные электроды применяется для резки, строжки, пробивки отверстий в углеродистых, низколегированных и легированных сталях. Комплект оборудования для воздушно-дуговой строжки состоит из компрессора, сварочного выпрямителя, специального держателя — Flair 600, Flair 1600 или K4000 с моно кабелем. OK Carbon обеспечивает пользователю самую высокую возможную эффективного удалением металла на единицу длины электрода и единицу времени.
Сферы применения
сталелитейная промышленность, судостроение, производство металлоконструкций, машиностроение.
Читайте также: