Раскрой листового металла оборудование
Обновлено: 19.04.2024
На многих машиностроительных производствах (мебели, вентиляций, в автомобиле- и авиастроении) в разряд важнейших входят заготовительные операции. Раскрой листового металла на современных предприятиях сегодня осуществляется при помощи разных технологий, из которых наиболее современной является оптоволоконный раскрой с помощью станков лазерной резки металла с ЧПУ. Они обеспечивают чистовую резку материала в автоматическом режиме.
Почему оптоволоконная технология - лучше других?
Технология оптоволоконной резки сегодня массово распространена на металлообрабатывающих предприятиях в силу технических характеристик. Она обеспечивает высокую точность фокусировки благодаря наличию фокусирующей линзы в «голове». Такая линза позволяет отказаться от дорогой фокусирующей системы, чего при газовой технологии сделать невозможно - это в разы увеличивает издержки производства на обслуживание оборудования.
Передача луча происходит на большие расстояния. Также у таких установок выше КПД: у газовых - 5%, а волоконные - 35%.
Конструкция устроена просто и неприхотлива к условиям эксплуатации, ее не нужно постоянно настраивать, проводить юстировку или чистку. В нее входят унифицированные легкозаменяемые элементы: резонатор, режущая голова, ЧПУ-стойка и другие. Излучатель может прослужить до 100 000 часов.
Выбор технологии раскроя зависит от толщины и марки металла. С помощью волоконных станков можно обработать большое количество разных металлов (черные, нержавеющие и цветные). CO2 лазер цветной металл резать не может. Поэтому оптоволоконные установки лазерной резки считаются универсальным и экономически выгодным решением, которое позволит снизить себестоимость обработки.
Как выбрать станок
Прежде чем приступить к выбору установок лазерного раскроя, необходимо определить сферу их применения (вид и марка обрабатываемого металла), а также режим эксплуатации (смена или круглосуточно). Важными характеристиками при покупке выступают:
- Производительность - оборудование в зависимости от модели может поддерживать работу в 1 - 3 смены с технологическими перерывами.
- Мощность резонатора - 1000 - 20 000 Вт. Конструкция комплексов в наличии оснащена лазерными источниками IPG, производства Германии или России и Raycus из Китая.
- Высокая скорость раскроя - портальная система перемещается со скоростью 70 - 280 м/мин. Работает долговечно за счет конструкции порталов, которые изготовлены из авиационного алюминия. Материал отличается высокой прочностью и легкостью, но стойкостью к деформациям.
- Перемещение по осям X / Y / Z - 3000 - 6040 / 20 - 2020 / 100 - 240 мм.
- Ускорение - 1 - 3 G.
Плюсы заказа в КАМИ
В компании представлен большой выбор лазерных станков азиатских и европейских производителей. На базе КАМИ работают три складских комплекса, вмещающих сотни моделей оборудования и инструмента.
Оборудование для резки металла можно купить на выгодных условиях - компания гарантирует доступные цены без сторонних накруток, так как вся продукция поставляется напрямую с завода-производителя. А также предоставляет:
Раскрой металла
Раскрой листового и другого профильного проката является одной из важнейших операций при создании металлоконструкций.

Процесс раскроя металла
Именно эта операция во много определяет качество продукции и ее стоимость. За все время придумано и внедрено в эксплуатацию множество технологий, применяемых при раскрое листового и другого профиля.
Суть раскроя металла
Раскрой металла, вне зависимости от его формы – это заготовительная операция. Именно на стадии ее выполнения обретают черты будущие детали металлоконструкции. На машиностроительных предприятиях, да и в производственных комплексах других отраслей, существуют целые заготовительные подразделения, оснащенные самым разным оборудованием, предназначенным для формирования заготовок, а то и готовых деталей. Все зависит от применяемого оборудования и инструмента.
Термин раскрой металла можно истолковать следующим образом – это метод размещения заготовок на листе. Форма, может, быть в виде прямоугольника или любой другой. При проведении раскроя металла появляется определенный объем возвратных и невозвратных отходов. Их объем напрямую зависим от технологии, которую использовали при раскрое.
Виды отходов при раскрое металлов
Отходы от заготовительных операций можно разделить на два класса:

Технологические отходы в виде стружки
К первому типу отходов относят тот металл, которые теряют вследствие технологической обработки. Например, при использовании газовой резки – это оплавление, в виде стружки, снимаемой с поверхности заготовки по время точения или фрезерования. К отходам относят ту часть металла, которая уже не будет использована в дальнейшем.

Отходы от раскроя металла
К отходам от раскроя листового металла можно отнести те остатки, которые образуются формой заготовки и отсутствием кратности при разметке раскроя. Под первыми понимают ту часть металла, которая располагается между наружным контуром одной или нескольких заготовок и неким контуром, который очерчивает габариты заготовок. Вторые – это те, которые образуются при сравнении размеров листа и раскроя заготовок. Эти отходы появляются в том случае, если размеры листа не совпадает с суммой размеров заготовок, расположенных вдоль ее сторон.
Основные способы раскроя металла
Производственники, в целях оптимального раскроя материала и минимизации объема отходов, стремятся подобрать оптимальный способ раскроя листового материала или проката исходя из технологий, применяемых для разделки металла на заготовки. Например, при использовании дисковых ножниц или газового резака, допустимо расположение заготовок в любом месте листа. В то время как, при раскрое на гильотинных ножницах необходимо следовать определенным ограничениям. Заготовку необходимо так размещать, что существовала возможность реализовать прямолинейные резы вдоль или поперек листа и прямых резов под углом.

Станок для резки листового металла с дисковыми ножницами
В случае необходимости обработки большой партии заготовок имеет смысл использовать комбинированный метод. Он заключается в том, что заготовки, имеющие разную форму, укладывают в прямоугольник с минимизированными размерами. Затем эти прямоугольники используют для лучшего заполнения листа. Формирования размерной последовательности. Перемещая эти формы по поверхности, получают улучшенную форму конфигурации.

Метод лучшего заполнения короткой стороны листа
Метод лучшего заполнения короткой стороны листа – это позволяет снизить количество отходов, вызываемых отсутствием кратности. Остающаяся часть листа будет несколько короче чем вдоль длинной стороны. Заготовки должны быть подобраны таким образом, чтобы их размеры позволили оптимальным образом заполнить меньшую сторону листа. Для разметки вдоль длиной стороны выполняют аналогичную работу.
Суть способа формирования размерных последовательностей заключена в следующем — заготовки располагают на листе от крупных к мелким.
На основании проведенных работ составляют карту раскроя. Затем, определяют потребное количество материалов (листа или другого проката). Кстати, это основной документ, который должен быть на рабочем месте оператора заготовительной машины.

Из плотной бумаги или картона подготавливают шаблоны
Из плотной бумаги или картона подготавливают шаблоны заготовок, которые необходимо раскроить. Шаблоны располагают на лист и путем передвижения и их совмещения между собой получают оптимальный раскрой листового материала.
Рубка гильотиной
История этого оборудования, по официальным данным, берет свое начало со времен Французской революции. В то время ее применяли для устранения «врагов народа» и только множество лет, спустя, ей нашли другое применение, а именно, в раскрое листового металла. С использованием некоторых приспособлений на гильотине (механических ножницах) можно резать прокат, арматура.
Раскрой листа происходит в течение ряда операций.
- Лист устанавливают на рабочий стол. С тыльной стороны станка установлена линейка, на которой выставляют размер отрезаемой заготовки.
- После того как лист выставлен, оператор станка запускает его. Передняя плита прижимает лист к поверхности стола, в вторая, на которой установлены ножи, после этого опускается и под свои весом разрезает лист в установленный размер.
Следует отметить, что если ножи имеют подобающую заточку и установлены с минимальной погрешностью, то рез получается без заусенцев и замятий. При этом, на листе не будет возникать кривизна, так как рез происходит во всей длине листа одномоментно.

Оборудование этого класса оснащают электрическими двигателями. У одних марок, например, Н177, перемещение передней и задней плиты осуществляет с помощью механизма, основу которого составляет довольно габаритный маховик. На таких станках допустимо резать листы до 12 – 14 мм, разумеется, толщина зависит от свойств и марки материала.
Существуют станки этого класса, в котором плиты перемещают с помощью гидравлического механизма. Но в отличие от механических устройств они требуют к себе бережного отношения, постоянного контроля над уровнем и состояния масла и пр. На таких станках допустимо резать материалы до 30 мм толщиной.
Современные гильотинные ножницы, оснащают цифровой техникой выставления размеров, возможностью настройки усилия реза и другими опциями. Существуют и станки, оснащенные системами числового управления. Оборудование этого класса, выполняет раскрой метала с минимальными погрешностями.
Для создания изделий из жести (оцинкованного металла) применяют ручные ножницы. В зависимости от конструкции на них можно заниматься кройкой листов жести с шириной двух и более метров при толщине до 20 мм.
Существует еще одна разновидность гильотин – сабельные. Их также используют в кустарных мастерских или небольших производствах.

Гильотина для раскроя металла сабельного типа
Кстати, ножницы гильотинного типа нашли свое применение не только при изготовлении металлических конструкций но и в полиграфии, с их помощью разрезают большие стопки бумаги.
Резка металла ленточными и дисковыми пилами
Для раскроя металла используют и такой инструмент, как дисковые пилы. Этот инструмент применяют для обработки крупных заготовок. Надо отметить, что при работе с таким инструментом требуется использование довольно большого количества физической силы. Рабочий орган этого инструмент – диск, изготовленный из инструментальной стали.
Этот инструмент наиболее эффективен при работе со сталью и другими материалами, в том числе и с цветными металлами и сплавами. Чаще всего этот метод обработки металла выбирают для обработки листового материала, трубы. Рез выполняют прямо, но, возможно, и его выполнение под заданным углом.
Дисковый инструмент отличается высокой производительностью, безопасностью и простой эксплуатацией при раскрое сложных заготовок. Этот инструмент — вот уже длительное время обладает широкой популярностью и среди производственников, и среди домашних мастеров. Это вызвано в том числе и его доступностью. На рынке представлено множество моделей дисковых пил, в том числе и стационарных и приобрести их может каждый.

Ленточнопильный раскрой металла
Другой, не менее популярный, способ раскроя, это обработка заготовок на ленточной пиле. Рабочий орган этого оборудования – ленточная пила, которая работает как обычная ножовка. Полотно ленточной пилы замкнуто в кольцо и отличается большой длиной. То есть, по сути, ленточная пила представляет собой кольцо, с одного края которого расположены зубья. Для производства ленточной пилы применяют углеродистые стальные сплавы, но существуют и биметаллические модели.
В комплект ленточнопильного станка входят два шкива, которые вращаются от электрической силовой установки.
Станки этого класса представляют массу возможностей при обработке прутков, фасонных профилей, труб. На станках некоторых марок допустимо выполнять не только прямые резы, но и фигурные.

Фигурный раскрой металла на ленточной пиле
На рынке представлены разнообразные модели начиная от однотумбовых станков, управляемых вручную и заканчивая машинами портального типа, работающих под управлением компьютера.
Просечные прессы
Главное предназначение этого оборудования – это раскрой заготовок из металла. Прессы этого класса отличаются высокой точностью работы и широким диапазоном пробиваемых отверстий.

Просечные прессы для раскроя металла
Просечные прессы применяют для изготовления перфорированных листов. Предельные размеры, обрабатываемых листов зависят от марки применяемого станка.
Конструкция просечных прессов обеспечивают высокую производительность изготовления готовой продукции.
Газокислородная резка
К самым экономичным способам раскроя металла можно отнести газокислородную резку.
Для обеспечения реза металла применяют смесь кислорода и горючего газа (пропана, ацетилена и пр.).

Газокислородная резка металла
Последовательность реза состоит из следующих этапов:
- Открытое пламя прогревает металл до температуры возгорания.
- После этого на разогретое место подают струю кислорода, окисляющий металл.
- Перемещая резак, создают неширокий рез, из которого необходимо удалять шлак.
Качество реза напрямую связано с маркой материала, качества поверхности, толщины металла, скорости выполнения раскроя.
Такая технология позволяет выполнять раскрой низколегированных сталей при толщине профиля до нескольких десятков сантиметров.
Несмотря на то, что постоянно происходит появление новых технология раскроя металла газопламенная остается самой экономичной.
Более того, при толщине металла в 900 мм альтернативы такой технологии нет.
Плазменный раскрой металла
Чтобы понимать, как работает установка плазменного кроя металла, надо будет вспомнить, что такое плазма – это ионизированный газ, который образует нейтральные молекулы и заряженные частицы.
Плазма зарождается при нагреве газа до сверхвысоких температур, при этом происходит его ионизация. За счет перемещения молекул газа, она обладает определенной токопроводимостью.

Плазменный метод раскроя металла
Рез металла при помощи плазмы – это один из методов раскроя металлических заготовок. При этом рабочим органом выступает пучок плазмы.
Принцип работы, технология и оборудования для плазменного раскроя металла
Между электродом и соплом активируют электрическую дугу. Через сопло проходит газ – кислород или воздух его рабочее давление составляет 5 – 8 ат. При контакте газа и электрической дуги, происходит его разогрев до температуры до 30 000 °C. Таким образом, струя газа трансформируется в пучок плазмы. Который и выполняет функцию раскроя.

Принцип действия плазмореза
Отличительной чертой этого метода раскроя металла, является то, что металл не выгорает, как, например, при газовой резке, а просто испаряется и это требует дополнительных мер по защите персонала и окружающей среды.
На практике применяют два типа оборудования для плазменно — воздушной резки металла – ручное и автоматизированное. На первом выполняют операции раскроя металла без применения каких-либо средств автоматизации, и на первый взгляд, она напоминает газопламенный метод раскроя.

Автоматизированное оборудование для плазменного раскроя металла
Автоматизированное оборудование работает под управлением системы ЧПУ и вся работа оператора заключается в том, что бы в нужное время включить управляющую программу.
Сам станок представляет собой установку портального типа, перемещающуюся, к примеру, по оси Х и режущую головку, которая перемещается по оси Y. Таким образом, резка металла может начинаться из любой точки листа, при этом точность реза составляет 0,2 мм.
В отличие от станков для механической резки заготовок, раскрой листа происходит с применением специальных программных комплексов. Их применение минимизирует объем отходов. На некоторых формах количество отходов может не превышать 1 – 5% от площади листа.
Плазменная-воздушная резка металлических заготовок гарантирует получение деталей в строгом соответствии с требованиями рабочей документации.
К недостаткам оборудования плазменной резки можно отнести следующее:
- По мере роста толщины металла появляется уклон от внешнего края к внутренней части листа, это вызвано рассеиванием пучка плазмы, это необходимо учитывать при разметке листа металла.
- Неверная настройка режимов резания — ток, расход воздуха (газа), рабочая скорость движения головки, может привести к тому, что вырастет количество применяемого расходного материала – сопел, электродов.
- Установка подобного оборудования требует тщательной подготовки воздуха, то есть непосредственно перед ней необходимо устанавливать влагоуловительные устройства.
- Во время работы, на месте реза образуются наплывы, которые, при необходимости их можно удалить с помощью угловой шлифовальной машины. Вообще, если заготовка производится под сварку на эти наплывы можно не обращать внимания.

Образование наплывово при плазменной резке металла
Существуют конструкции с двумя и более движущимися режущими головками. Такая конструкция поднимается производительность труда и снижается себестоимость заготовок.
Надо отметить, что стоимость заготовки полученной на оборудовании плазменной резки ниже, чем получение идентичной детали на механическом оборудовании.
Понятие лазерного раскроя металла
Не менее прогрессивным считают и лазерный раскрой металла. Эта технология использует мощь лазерного луча и, как правило, ее применяют на серийном производстве изделий практически из любых материалов, в том числе и неметаллов.

Лазерный раскрой металла
Луч лазера, который управляется специальным программным комплексом, обеспечивает концентрации энергии достаточной для резки материалов любой толщины и состава.
В ходе реза, материал, подверженный воздействию лазерного луча расплавляется, испаряется или выдувается потоком сжатого воздуха.
Резка при помощи лазера отличается тем, что на материал не оказывается никакого механического воздействия и во время обработки могут возникнуть только минимальные деформационные явления. Отсутствие каких-либо механических воздействия позволяет обрабатывать легко деформируемые или тонкие материалы, например, заготовки для системы вентиляции, где толщина металла может составлять всего 0,5 – 0,7 мм.
Программное управление раскроем металла лазером позволяет выполнять работу по получению сложных контуров.

Лазерный способ раскроя применяют для получения сложных контуров
Кстати, в последние годы была разработана и внедрена технологическая оснастка, которая позволяет выполнять рез труб, профилей и пр.
Лазерные станки по металлу
Лазерный станок по металлу — высокотехнологичное оборудование для быстрого и качественного раскроя листового металла.
Особенность резаков по металлу заключается в том, что его мощность значительно выше CO2 станков за счет оптоволоконного излучателя. В наших станках устанавливаются такие излучатели как IPG, Maxphotonics, Raycus.
Компания Лазеркат организует доставку в России и СНГ, а также проведет бесплатную демонстрацию работы станка в Санкт-Петербурге и Москве и в других городах России.
Лазерные станки по металлу - каталог
Сортировка:
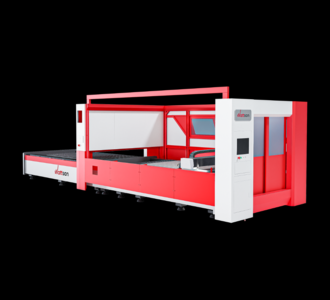
Станок по металлу Wattsan 1325E для резки листа

Лазерный станок по металлу
Станок по металлу Wattsan 1325S для резки листа

- Лазерные станки по металлу
- Статья
- Видео
Как выбрать лазерный станок по металлу?

Станок по металлу Wattsan 1530E для резки листа

2 854 000 ₽
2 350 000 ₽
Станок по металлу Wattsan 1530S для резки листа

3 417 000 ₽
2 814 000 ₽

Лазерный станок по металлу с со сменными столами
3 995 000 ₽
3 290 000 ₽
Поставка «под заказ»
Оборудование идет в среднем 60 рабочих дней . Отгрузка происходит в течении 1—3 рабочих дней.

Забудьте о простоях производства с вечными металлорезами WATTSAN
Полное оснащение производства под ключ: начиная с проекта и заканчивая 100% сервисом*!
* Собственная сервисная служба гарантирует оперативное реагирование 24/7

Сварная станина, прошедшая обжиг в печи
Станина — это фундамент металлореза, от нее напрямую зависит точность и долговечность станка.
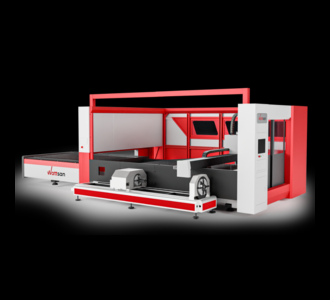
Станок по металлу Wattsan 1530S для резки листа и труб

Лазерный станок по металлу с модулем для резки труб
5 951 000 ₽
4 901 000 ₽
Станок по металлу Wattsan 1530S для резки листа в кабине
Лазерный станок по металлу со сменнными столами и защитной кабиной
5 705 000 ₽
4 698 000 ₽

Лазерный станок по металлу с модулем для резки труб и сменными столами
6 529 000 ₽
5 377 000 ₽
Станок по металлу Wattsan 1530S для резки листа и труб в кабине
Лазерный станок по металлу с модулем для резки труб, сменными столами и кабиной
7 708 000 ₽
6 348 000 ₽
- 3d лазерные граверы
- Китайские станки с ЧПУ
- Китайские станки с ЧПУ по металлу
- Лазерные станки для резки поролона
- Лазерный гравер
- Лазерный гравер для бизнеса
- Лазерный гравер для зеркала
- Лазерный гравер для печатей и штампов
- Лазерный гравер для печатных плат
- Лазерный гравер для сувениров
- Лазерный гравер для фанеры
- Лазерный гравер по дереву
- Лазерный гравер по металлу
- Лазерный станок CO2
- Лазерный гравер CO2
- Лазерный станок для выжигания по дереву с ЧПУ
- Лазерный станок для дома
- Лазерный станок для домашней мастерской
- Лазерный станок для изготовления шевронов
- Лазерный станок для производства масок
- Лазерный станок для резки кожи
- Лазерный станок для резки оргстекла
- Лазерный станок для табличек
- Мини лазерный гравер
- Мини лазерный станок
- Настольный лазерный станок
- Станки для изготовления топперов
- Станок для изготовления ложементов
- Настольный фрезерный станок с ЧПУ
- Мини фрезерный станок с ЧПУ
- Мощные фрезерные станки
- Лазерные станки и граверы в Екатеринбурге
Станок для лазерной резки листового металла с ЧПУ успешно применяется на современных производствах.
К преимуществам использования данного оборудования можно отнести:
- высокая точность раскроя металла;
- отсутствие заусенцев и наплавов на кромке материала;
- возможность получения отверстий с диаметром меньше толщины металла;
- обработка детали любой сложности и траектории;
- на данных станках можно обрабатывать любой металл: сталь, титан, алюминий и т.д.;
- экономичное использование материала.
Купив станок лазерной резки листового металла, вы гарантированно сможете решить целый комплекс задач от начала этапа проектирования до полноценного запуска и дальнейшего совершенствования производственного процесса.
Если ваша компания заинтересована в приобретении качественного оборудования для лазерной резки твердых материалов, мы предлагаем вам купить станок лазерной резки металла в компании Lasercut.
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей.
80% клиентов выбирали оборудование благодаря нашей консультации.
Обзор технологий раскроя металла: выбор метода, минимизация отходов типичные ошибки

Для оптимизации расположения контуров заготовок на стальном листе, полосе или другом основании необходим правильный раскрой металла. Выбор технологии влияет на скорость выполнения работ, качество кромок, количество отходов. Выход – проанализировать все способы раскроя, узнать их преимущества и недостатки.
Задачи раскроя металла
Основные функции процесса – получение качественных заготовок при минимальных объемах отходов. Основание размечают на контуры требуемых изделий (заготовок). Затем с помощью инструмента (оборудования) происходит резка. Правильный раскрой листового металла начинается с формирования технических требований к процессу.
Что нужно учитывать:
- Качество кромок – ровность реза, минимальное количество дефектов, отсутствие поверхностного или внутреннего натяжения.
- Скорость выполнения. Зависит от выбранной технологии резки – механическая, лазерная или плазменная.
- Расчет отходов. Учитывают технологические потери (стружка, оплавление и испарение материала) и раскроя (металл, расположенный между контурами заготовок).
- Составление карты раскроя. Влияет на объем отходов, и скорость обработки.
К конечным изделиям (заготовкам) могут предъявляться дополнительные требования. Они описаны в нормативных документах и являются частью технологического процесса. В частности – допустимые отклонения в размерах.
Важно: точный раскрой листа металла влияет на конечную себестоимость продукции. Последняя складывается из затрат на порезку, отходов и трудоемкости процесса.
Способы раскроя металла
Выбор способа порезки заготовки зависит от нескольких факторов – конфигурации будущей конструкции, толщины и марки металла. Возможно применение комбинированных методов, когда сначала формируются общие контуры с помощью механических резов, а затем выполняется точная обработка краев. Также учитывается однотипность заготовок. Если необходимо сформировать разные по форме изделия, необходима точная карта раскроя.
Механические
Суть метода заключается в механическом воздействии на стальной лист или полосу. Подобная резка металла применяется для формирования прямых сторон простой формы. Оборудование – гильотина, дисковые или ленточные пилы. Для небольших однотипных форм можно использовать просечной пресс.
Механические методы раскроя:
- Гильотина. Лист (полоса) фиксируется на рабочем столе, прижимается, затем лезвие разрезает необходимый фрагмент. Толщина металла – 0,45-2,5 мм. Преимущества: скорость обработки, нет температурного воздействия. Недостатки: возможны отклонения геометрии по краям, нельзя делать сложные формы.
- Дисковые или ленточные пилы. Заготовка располагается на небольшой станине, часть вырезается диском или ленточной пилой. Максимальная толщина – до 8 мм. Технология не относится к высокоточным, часто применяется как вспомогательная. Преимущества: скорость порезки, небольшой размер оборудования. Недостатки: нельзя автоматизировать процесс, невозможно делать криволинейные резы.
- Просечной пресс. Рабочая головка различной формы формируется на листе отверстия или выемки нужной формы. Технология только косвенно относится к раскрою металла. Области применения: создание рифленой формы, небольших однотипных отверстий.
Отдельно рассматривается гибка металла, принцип которой напоминает гильотинный. С помощью насадок на пресс специальной формы создается изгиб на листе. Способы давления – ручной механический, гидравлический или электрооборудованием. Выбор зависит от максимальной толщины материала, необходимого угла гибки.
Лазерная резка
Технология относится к бесконтактному способу обработки. На материал в импульсном или непрерывном режиме воздействие лазерный луч. Для удаления окалины используют вспомогательный газ. Это зависит от требований к кромке заготовки.
Эффективный лазерный раскрой металла выполняется твердотельным (YAG лазеры) или газовым (СО2-лазеры) оборудованием. Мощность – от 0,05 до 30 кВт. Максимальная толщина материала – до 8 см. Однако для большинства стандартных станков она не превышает 1 см. Также существуют ограничения на максимальный размер листа. Они зависят от площади рабочего стола.
Преимущества лазерной резки:
- точность обработки;
- возможность создания сложных фигур;
- применяется для металлов с высокой теплопроводностью;
- реализация автоматического раскроя;
- минимальное термическое воздействие на края.
Недостатки технологии:
- ограничения по толщине заготовки;
- изменяемая скорость обработки, зависит от марки металла и его толщины;
- высокая стоимость оборудования.
Помимо этого, раскрой металла лазером минимизируется технологические потери. Толщина реза равна диаметру луча или незначительно превышает его. Это позволяет формировать сложные по форме заготовки без увеличения расхода. Но дополнительно нужно составить правильную карту раскроя.
Интересно: Кроме резки металла с помощью лазерного оборудования можно обрабатывать другие материалы: пластик, дерево, сплавы. Это делает подобные станки универсальными.
Плазменный раскрой
Суть метода заключается в формировании пучка плазмы в ограниченной области, в результате чего происходит испарение материала. На практике для этого между электродом и соплом нужна электрическая дуга. На нее подают воздушную струю под давлением до 8 атм. При контакте формируется плазма, температура которой может составлять 30 тыс. °С. Происходит быстрое испарение металла в узкой области.
На производстве плазменный раскрой металла применяется для обработки заготовок толщиной до 110 мм. Однако нужно учитывать конусность – изменение ширины реза в зависимости от глубины материала. Для черных металлов она составляет 1-10°, для цветных до 20°. Это влияет на требуемую геометрию кромки.
Преимущества плазменной резки:
- высокая производительность;
- возможность обработки разных материалов (сталь, чугун, алюминий, медь) без глобальной перенастройки оборудования;
- минимальная ширина реза;
- отсутствие наплывов, окалины.
Недостатки:
- ограничения по отклонению от перпендикулярности, наблюдается существенное увеличения толщины реза;
- обязательная подготовка воздушной смеси, фильтрация;
- невозможно одновременное использование сразу 2-х резаков, подключенных к одной установке.
Для получения точного реза используется прецизионная технология. Ее суть заключается в сжатии дуги, повышения плотности энергии. Однако такой метод обладает недостатком – небольшая скорость обработки. Он подходит для автоматических, механизированных комплексов.
Интересно: Помимо воздушной смеси для плазменной резки могут применять другие газы, например – азот. Это повышает эффективность раскроя, но в процессе работы выделяются вредные вещества.
Газокислородный способ
Формирование реза происходит из-за воздействия струи чистого кислорода с добавлением газа, подающегося на поверхность под высоким давлением. В результате материал сгорает с высокой скоростью, что позволяет делать раскрой металла для листов толщиной 5-60 мм. Дополнительно воздушная струя удаляет остатки продуктов сгорания, очищая поверхность.
Сложность газокислородного способа заключается в необходимости выбора интенсивности потока, а также скорости обработки. Превышение расхода кислорода может привести к охлаждению зоны обработки, а недостаточная интенсивность к неполному окислению. На небольшой скорости появляются оплавления кромок, при обратном процессе (слишком быстрая обработка) металл режется не до конца.
Преимущества газокислородного способа:
- возможность разрезания металла большой толщины, до 500 мм;
- большая скорость работы;
- при правильном подборе горючей смеси почти отсутствует конусность;
- можно использовать несколько резаков.
- не все металлы можно обрабатывать, только часть черных и цветных;
- минимальная толщина при формировании раскроя от 4 мм, иначе теряется качество;
- применении активных газов повышает требования к технике безопасности.
Качество раскроя металла по газокислородной технологии зависит от правильности подготовительного процесса, расчетов и настройки оборудования. Чаще всего этот метод применятся для обработки толстостенных заготовок, листовые и рулонные обрабатываются более технологическими способами, например – лазерной резкой.
Расчет раскроя металла, минимизация отходов
Первый этап – формирование карты раскроя. Это схема расположения контуров деталей (заготовок) на листовом металле. Делается в ручном режиме, либо с использованием программных комплексов. Последний вариант предпочтителен, так как карта раскроя получается оптимальной. Это важно для потокового производства, когда нужно учитывать деловые остатки, которые уменьшат объем невозвратных отходов.
Принципы формирования карты раскроя металла.
- Размещение однотипных заготовок позволяет использовать материал максимально эффективно.
- Сначала размечаются габариты длинных и широких деталей, затем остальные заготовки заполняют свободное пространство.
- Совмещение контуров для оптимизации порезки, меньше проходов резака или лазерной головки.
- Технологическая ширина реза. Для тепловой обработки она составляет 3-5 мм от фактической ширины. При механическом раскрое не учитывается.
- Чем больше стальной лист, тем выше коэффициент использования. Это отношение площади заготовок к площади листа.
Учитывается, какой станок или другое оборудование выбрано для раскроя металла. Основной параметр – максимальная и минимальная ширина реза, возможность изменения этой величины. Основание для выбора технологии – требования к качеству получаемой заготовки. Так, для высокоточного производства важно отсутствие конусности среза, либо минимальное значение этого параметра.
Важно: для изготовления деталей разной толщины рекомендуется составлять несколько карт, а также рассчитывать параметры оборудования. Это нужно для оптимизации процесса, повышения скорости обработки, качества изделий.
Распространенные ошибки
Основные типы ошибок при раскрое металла можно разделить на расчетные и технологические. Первые появляются при неправильном формировании схемы порезки, не учитываются размеры деталей, порядок их расположения на листе. Минимизировать эти неточности можно с помощью программ по раскрою. В платных версиях возможна организация потокового производства, в расчет берутся деловые остатки после предыдущих раскроев.
Примеры технологических ошибок для различных видов резки металла:
- Плазменная резка. Неправильный режим работы приведет к формированию дефектов. Дополнительно будет сильный износ сопла, последствия – растяжение дуги, расширение реза.
- Лазерная обработка. Быстрый проход луча может стать причиной появления грата – затвердевание наплывов на кромке. Обязательна настройка направляющей рамы, ее износ влияет на точность реза.
- Механический раскрой. Частая причина искривления края – затупившаяся кромка диска, гильотины или полотна. Также для механической обработки важна фиксация листа.
Для оптимизации процесса и получения качественных заготовок можно использовать несколько технологий раскроя. Это актуально для изготовления сложных по форме изделий или для организации постоянного потокового производства. Главное преимущество такого подхода – уменьшение отходов, что положительно сказывается на себестоимости продукции.
Итоги
Выбор технологии раскроя металла начинают с составления технических требований. Учитывается толщина, свойства материала, конфигурация заготовки. Исходя из этого определяют оптимальную методику порезки.
Следующий важный момент – формирование карты раскроя. Она должна максимально эффективно использовать всю площадь листа, обеспечить минимизацию неделовых отходов. Для выполнения этой задачи используют специализированные программные комплексы.
Настройка и техническое состояние оборудования, станков для порезки напрямую влияет на качество выполненных работ. Необходимо периодически проводить диагностику, плановый ремонт и замену комплектующих.
Для эффективного раскроя металла следует учитывать все факторы – от выбора технологии до фактического состояния оборудования. Это важно не только для массового производства, но и при изготовлении штучной продукции.
Читайте также: