Расточка кулачков на токарном станке по металлу
Обновлено: 04.10.2024
При работе на токарном станке мастера сталкиваются с износом основных узлов оборудования. Интенсивная работа на больших оборотах уровень износа пат очень высок.
Это приводит к биению заготовки. При этом необязательно заменять детально новую. Иногда для исправления ситуации достаточно просто расточить кулачки токарного патрона.

Зачем нужна расточка
Смысл расточки – совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя. Кулачки нужно растачивать, когда они будут находиться в зажатом положении. Если осуществлять процесс в свободном состоянии, то биение не устранится.
Разновидности
Чтобы расточить кулачки токарного патрона необходимо подобрать оптимальный способ для конкретной разновидности. Выпускают несколько типов кулачков, каждый из которых имеет конструктивные особенности.
Прямые
Этот вид кулачком предназначен для зажима заготовки с валом, с внешней стороны и для заготовки с отверстием – с внутренней. Непосредственно кулачки расположены сверху и захватывают деталь.

Обратные
Необходимы для зажима заготовки с внешней стороны. Используется для обработки полых болванок, чтобы было за что зацепится.

Накладные
Это составной вариант патрона, который сделан из цветного металла или нержавеющей стали. Применяется при работе с масштабными проектами. Такая вариация применяется при работе с заготовками большого диаметра при этом неважно, длинные они или короткие.

Сборные
Кулачок из металла в таком типе крепится на рейку из стали. Сталь применяется легированная, а зубья кулачков шлифуют, подвергают закалке и цементации.

Как правильно расточить?
Чтобы правильно расточить патрон необходимо соблюдать последовательность действий. Профессиональная расточка производится в несколько этапов, каждый из которых должен быть выполнен качественно и по всем техническим требованиям.
Демонтаж
В первую очередь необходимо провести демонтаж патрона. В противном случае не получится избавиться от биения заготовки и совместить точно все необходимые оси. Если патрон не будет зажат, а будет находиться в свободном состоянии на станке – дефекты сохранятся. После демонтажа необходимо снять кулачки и почистить их. Затем нужно проверить биение.
Обработка наждачной бумагой
При наличии небольшой степени износа и задира достаточно обработать деталь сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Чтобы не искажать профиль кулачка при зачистке необходимо, чтобы наждачная бумага охватывала примерно половину профиля кулачка и при этом имела небольшое натяжение. Если износ кулачка значительный – необходима полноценная расточка.
Как проточить?
Для проточки кулачков следует соблюдать определенный порядок:
- Установить их, сопоставив с отверстием токарного патрона.
- Осуществить зажим кольца так, чтобы оно могло двигаться свободно.
- Понадобятся два резца: один для расточки канавок, а второй – для разработки плоскостей.
- Начиная с низких оборотов следует найти оптимальный режим вращения.
- Резец для разборки плоскостей необходимо установить так, чтобы по всей плоскости кулаков происходило соприкосновение.
Так осуществляется конусная расточка и заготовка сможет крепиться надежно и безопасно.
Шлифовка
Это финишный этап растачивания, который проводится только в случае, если есть реальная необходимость. На этом же этапе проводится проверка металлическим валом. Вал закрепляется в патрон токарного станка и с его помощью определить, есть ли биение. При наличии биения требуется дополнительная шлифовка.
Распространенные ошибки при проточке
Если не соблюдать в точности технологию проточки, то в результате можно сильно повредить патрон и кулачки. Наиболее распространенные ошибки:
- не проверить планшайбу на биение;
- не проверить параллельность патрона суппорту;
- не проведена предварительная шлифовка.
Если соблюдать технологический процесс полностью, то кулачки будут служить долго.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Эти тонкости необходимо знать, чтобы расточка была эффективной и достигла нужного результата.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов. Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать.
Зачем нужны кулачки для токарного патрона, чем отличаются прямые от обратных
Кулачки токарного патрона, изготовленные из легированных высокопрочных сталей, являются составной частью зажимного устройства любого станка или обрабатывающего центра.
Предназначенные для центрирования и фиксации заготовки в рабочей зоне. Их рабочие поверхности подвергаются термической обработке и шлифовке. Отсюда их высокая себестоимость.

Виды и назначения
Кулачки подразделяют на следующие виды:
- прямые (детали закрепляются с наружной стороны);
- обратные (крепление с внутренней стороны детали);
- накладные или «сырые кулачки» (фиксация деталей с большим диаметром);
- сборные (рейки, с закаленными накладными кулачками).

Для зажима деталей чаще всего используются прямые кулачки. У каждого из них имеются две ступени для крепления деталей «на разжим» и по одной призме, работающей «на сжим».
Рабочие площадки ступеней кулачков, в которые упирают торцы обрабатываемых деталей, служат для устранения торцевого биения последних.
Посредством прямых кулачков крепятся детали:
- малоразмерные (поверхностью призм – за внешнюю сторону детали);
- крупноразмерные (как правило, полые заготовки – поверхностью ступеней).
Обратные кулачки по своей конструкции, являются противоположностью прямым и применяются для крепления «на сжим» внешней стороны деталей больших диаметров.
Наружную поверхность обратных кулачков можно использовать для устройства дополнительной крепящей базы, работающей «на разжим» внутренней поверхности заготовки.
Изготавливаются непосредственно токарями из сталей или цветных металлов без дополнительной термической обработки, в связи с чем, ещё именуются «сырыми кулачками». Крепятся к рейкам (поставляются в комплекте к патрону), что устанавливаются вместо прямых или обратных кулачков.
Накладные («сырые кулачки») выполняются соразмерно формам заготовок для обеспечения высокой точности центрирования.
Сборные кулачки (универсальные, составные) состоят из двух частей:
- нижняя – та же рейка с гребёнками (движется по спиральному диску);
- верхняя – накладка (со стандартной закалкой рабочей зоны).
Накладки, это кулачки – перевертыши (прямые — обратные). Отличаются от накладных или «сырых» кулачков тем, что подвергаются обязательной термической обработке.
Чтобы поменять вид, достаточно выкрутить по два болта на каждом «перевертыше», развернуть его же нужной стороной и этими же болтами закрепить на рейке.
Универсальность сборных кулачков позволяет сократить подготовительное время обработки детали, при необходимости частой смены прямых на обратные и наоборот.
Этот вид кулачков вызывает погрешность из-за переустановки «перевертышей» и по этой причине применяются в токарных патронах, диаметром от 250 мм и более. Величина относительной погрешности здесь не так существенна, зато трудозатраты на переустановку снижаются в разы.
Размеры
Общими для размеров кулачков прямых и обратных является:
- наличие одинаковых размеров по основным параметрам – по длине, ширине, высоте, шагу гребенок, размерам ступеней и т.д.;
- являются унифицированными по своей конструкции, однако, комплект кулачков одного патрона не идентичен комплекту другого (всегда требуется существенная доработка);
- кулачки, с погрешностью в размерах, неправильно крепят деталь. При этом, один из них не участвует в зажиме, образуя просвет между призмой и поверхностью детали, что легко проверяется лучом фонарика;
- изношенность поверхностей спирали диска и гребенок кулачков и реек существенно изменяет характеристики усилий зажима и точность базирования детали вращения;
- неточность линейных размеров контактных поверхностей, например, реек и накладок, приводит к смещению рабочих поверхностей, а отсюда, или чрезмерные усилия зажима, или вовсе их отсутствие, что недопустимо и опасно при работе с такими устройствами.

Цены и производители
Токарные кулачки, поступающие на рынки России, представлены двумя производителями:
- БелТАПАЗ – белорусское предприятие токарных патронов и запчастей к ним.
- Bison-Bial – польский завод, выпускающий токарные патроны металлорежущий инструмент.
Цены в дилерских центрах варьируются от 2600 рублей за кулачки к 80 мм патрону, 2800 рублей — к 100 мм и от 18400 рублей к 400 мм токарному патрону. Всегда приблизительны и имеют тенденцию к значительному росту.
У станочника – универсала за годы творческого труда скапливаются целые «залежи» различных крепящих узлов и деталей. Это говорит об особом отношении к разновидности и качеству этих приспособлений.
Внимание проявляется и к производителям, очень актуальна порой и своеобразная мода на тот или иной бренд. Очень важно, чтобы рынок и дальше пополнялся пусть и дорогостоящей, но конкурентной и быстро окупаемой продукцией для металлистов.
Расточка кулачков токарного патрона
При работе на токарном станке приходится сталкиваться с износом трущихся частей патрона. Со временем от больших оборотов и нагрузки патрон изнашивается, точность теряется. Станок работает на больших оборотах, поэтому интенсивность его деятельности очень высокая, что собственно и приводит к биению заготовки. Эта естественная неисправность создает ряд негативных последовательных моментов, в результате которых вытачиваемая деталь не отвечает заявленным размерам и требованиям качества. С заменой на новую деталь не стоит торопиться, тем более что ее также нужно будет притереть, поэтому можно расточить кулачки патрона токарного патрона.

Сами кулаки патрона могут быть разных видов. Это прямые, которые несут задачу захвата заготовки наружной стороны или за внутреннюю часть у детали с отверстием. Могут быть обратные для зажима с внешней части, накладные, которые применяются для обработки заготовок большого диаметра независимо от длины, а также сборные, на которые осуществляется с помощью рейки крепление накладных кулачков. Независимо от типа рекомендации являются универсальными, поэтому их можно применить для большинства современных станков по металлу, таких как 16к20, 1а616, а также установок с ЧПУ.
Расточка
Для проведения процедуры необходимо демонтировать патрон и обработать его наждачной бумагой. С одной стороны может казаться, что обработка кулаков патрона спокойно подвергнется прямо на станке, но это не так. Расточка кулачков у токарного патрона, находящихся в свободном состоянии, без их зажатия к результату не приведет, биение при этом не устранимо. Детали могут растачиваться только зажатыми, потому что это их рабочее положение. Поэтому расточка кулачков производится следующим порядком:
- устанавливаются кулачки, сопоставив их диаметр отверстию токарного патрона;
- осуществляется зажим кольца с помощью кулачков так, чтобы оно могло свободно двигаться;
- используем один резец для расточки канавок, чтобы стружка, отходы могли спокойно удалиться из отверстия, второй для разработки плоскостей;
- находится оптимальный режим вращения, начиная с низкой частотой оборотов. Используется сначала первый резец, выбрав необходимую глубину проточки таким образом, чтобы поверхность кулачков находилась в пределах допустимой площади;
- запускается резец для плоскостей так, чтобы по всей рабочей плоскости кулаков происходило соприкосновения. Для этого запускается станок на низкой скорости и наблюдается наличие соприкосновения резцом всех сторон;
- осуществляется конусная расточка кулачка, чтобы в дальнейшем обрабатываемая заготовка могла хорошо в них крепиться, делая захват надежным и безопасным.
Шлифовка
Завершающим этапом растачивания кулачков является шлифовка, которая должна производиться только при ее явной необходимости. Для проверки используется металлический вал, который закрепляется в патрон токарного станка. Деталь зажимается кулачками и запускается станок. Визуально можно определить имеет ли место биение или оно отсутствует. Если имеется, то кулачки требуют ухода и шлифовки. Для этого необходимо обработать внутреннюю часть, зажав ими кольцо, предупреждая тем самым самопроизвольное раскручивание.
Для качественного точения токари используют резцы со специальным камнем, для чего на него устанавливается насадка с камнем. Производится включение патрона и, передвигая оправу с камнем по всей плоскости кулачков, делается их шлифовка до нужного состояния. После шлифовки можно повторно произвести проверку на состояние идеальности кулачков, установив в них стальной вал и запустив в работу. Процедура обработки деталей посредством расточки должна исключить биение заготовки.
Процесс правильного точения и последовательность в работе можно увидеть на видео. Токарный станок является многооборотистым оборудованием, поэтому перед тем как расточить, необходимо досконально изучить технологию работы. Кроме того, совершаемые ошибки приведения кулачков в рабочее состояние может их попросту испортить, если будет нарушена техника правильной расточки.
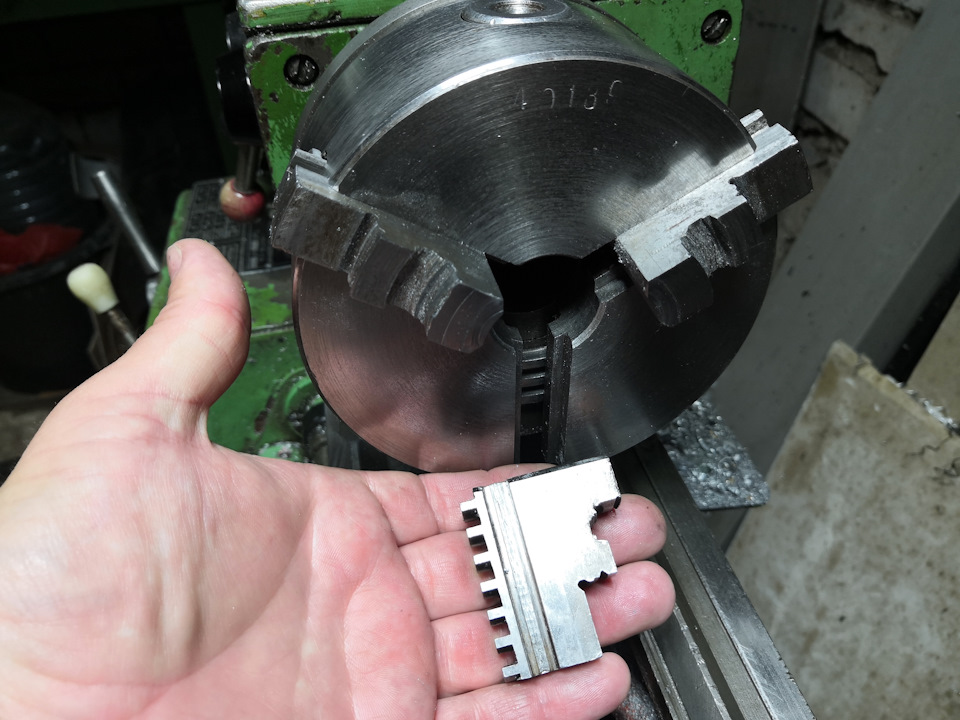
Как я восстанавливал сточеные кулачки на тв4

Токарка всё больше увлекает меня, смотрю на ютуб тематические каналы. И вот недавно "дневник сельского токаря" выпустил видео о воссстановлении геометрии кулачков токарного патрона в… Токарном патроне) самое оно, ведь поискав кулачки для себя, я нихрена нормального не нашёл.




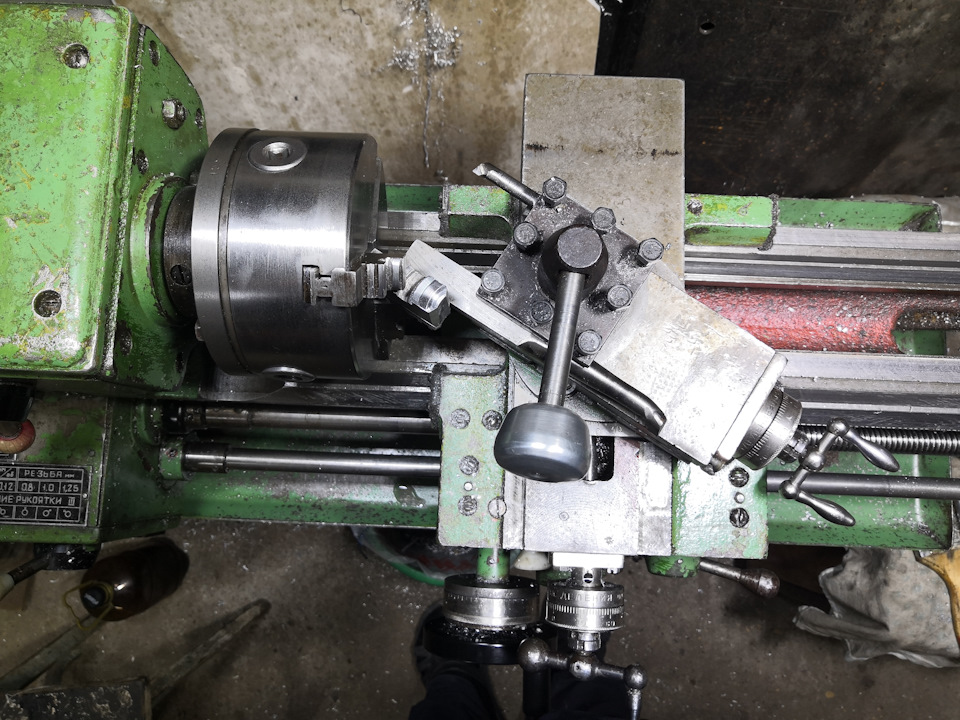
Зажимаю длинный резец в державке, максимально точно выставив параллель к малой продольной подаче и выставляю обрабатываемый кулачок по лекалу из резца.





Кулачки калёные, твёрдые… Резец ВК8 обороты 120. Резец несколько раз точил. Производительность очень низкая, но куда деваться…


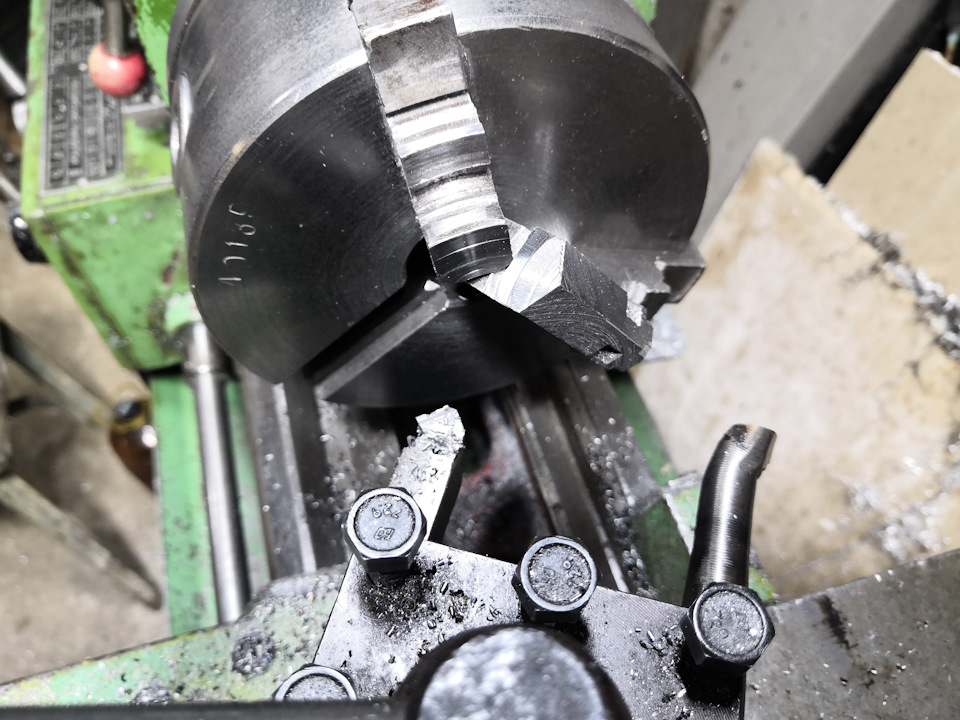








Тут я расстроился, посмотрел на время… А там 0.30
пошёл я домой… Начал проточку в 20 часов. Итого 4,5 часа работы по восстановлению кулачков.
Записал коротенькое видео для понимания процесса:
Комментарии 30
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

2х кулачков хватает чтоб крепко зафиксировать, протачиваемый ?
Тоже предстоит сие занятие когда закончу сборку станка.

Ну как видите, мне хватило.
Это хорошо, жаль мне станок свой собирать еще долго и нудно, после покупки роскидал немног, и пытаюсь собрать с мелкой модернизацией
У самурая нет цели, только путь! Всё получится, желаю успеха. Я малыша продал, теперь с большим играюсь.
Ну я только начал с малиша, поскольку требуется мелкая Токарка, а просить Дядю или долго или дорого, возможно даже закину запись о проделанной работе, теперь вот жду метчик Tr12*2 и упорные подшипники с Китая

Надоест точить, поставишь сменные рейки )))
Где бы взять такие на этот патрон…
сделай, в чем проблема?
В том, что сделать не на чем.

Здравствуйте, тоже мечусь с печальными кулачками и прошу подсказать как середину угадывали когда торцевали кулачки? Неужели по лимбу продольной подачи? Или по лимбу развернутой малой продольной? Ну как аккуратненько сходятся все три вместе в патроне!
Добрый вечер. Так примеркой. Сначала штангеном промерил, поикинул, сколь надо, потом вперёд, на мины. Процедура дооолгая…
Здравствуйте, а так может получиться, что у первого кулачка первая от острия гребёнка снесется. Так он станет врезуль
тате третьим?
При обработке смотрите на плоскость, образующую контакт кулачка с деталью.
Вы со всех кулачков одинаково металл снимаете. Как они местами поменяются?
Конечно, все убавятся
Тут вот усе равно смутно, я прикидываю, что от касания одинаково смещаться по лимбу влево? И исче рацуха мож не крутить каретку но 30 градусов? А попробовать выставить не в вертикальном положении по боковой поверхности, а в горизонтальном по старому срезу параллельно патрону или поперечной подаче или по резцодержателю обкатанному индикатором?
Как расточить и отшлифовать кулачки токарного патрона






Процесс правильного точения и последовательность в работе можно увидеть на видео. Токарный станок является многооборотистым оборудованием, поэтому перед тем как расточить, необходимо досконально изучить технологию работы. Кроме того, совершаемые ошибки приведения кулачков в рабочее состояние может их попросту испортить, если будет нарушена техника правильной расточки.

По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Цельный
Выполняют из куска стали с параметрами от 500 МПа. Наиболее распространенный вид.
Сборный
Из стали выполняется рейка, на нее крепится кулачок. Последний выполняется из металла.

Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.
Если шпиндель имеет резьбовой передний конец, легкий патрон подносят к нему обеими руками и навинчивают до отказа. Чтобы при этом шпиндель не поворачивался» положе л не рукояток коробки скоростей должно соответствовать наименьшему числу оборотов.
Более тяжелый патрон рекомендуется сначала положить на деревянный брусок, а затем, подведя к шпинделю, навернуть вручную до отказа.
Для предупреждения самоотвинчивания во время работы патроны следует закреплять дополнительными креплениями, предусмотренными на станке. *
Удобный способ навинчивания патрона показан на 34, в, В шпиндель устанавливают оправку 2% а в кулачках патрона закрепляют направляющую втулку 1. Двумя руками патрон подносят к оправке, надевают на нее и навинчивают на шпиндель.
Снимают патрон со станка в обратном порядке, для чего вначале освобождают переходный фланец от дополнительного зажима, вставляют ключ в патрон и рывком на себя ослабляют крепления. Если патрон не сдвигается, то для этой цели можно воспользоваться длинным рычагом, зажатым поперечно в кулачках патрона. В случае применения оправки и направляющей втулки свинчивание патрона можно выполнить, как показано на 35, б. Под один из кулачков подставляют деревянный брусок с толстой ручкой и на самых малых оборотах при обратном вращении шпинделя свинчивают патрон.
При фланцевой конструкции шпинделя патрон устанавливают на центрирующий конус шпинделя так, чтобы крепежные винты прошли в отверстие фланца, а фиксирующая шпонка вошла в углубление переходного фланца патрона. Поворотную шайбу поворачивают на себя до отказа Я равномерно затягивают гайки в диагональном порядке.
В самоцентрирующих патронах заготовка одновременно с закреплением центрируется по оси шпинделя. Закрепление должно быть прочным и надежным. Длина зажимаемой части заготовки в патроне должна составлять примерно 1/3 ее общей длины. Закрепление выполняют торцовым ключом, вставленным в одно из квадратных отверстий патрона. При этом категорически запрещается применение различных удлинителей, надетых на ручку ключа, так’ как приложение чрезмерно больших усилий, способствует преждевременному выходу патрона из строя.
Иногда заготовка может занять неправильное положение в патроне, перекоситься. В таких случаях ее следует выверить на отсутствие биения. Для этого к вращающейся поверхности заготовки подносят кусочек мела и по характеру следа риски определяют «бьющий» участок. Выключив вращение, легкими ударами молотка с мягким бойком по указанному участку придают заготовке правильное положение, которое контролируют повторной проверкой. После такой выверки заготовку необходимо окончательно прочно закрепить.
Причиной неправильного положения заготовки в патроне может оказаться также местная неровность на ее поверхности. Такую заготовку следует отжать и, повернув так, чтобы неровность оказалась между кулачками, снова закрепить.
Во избежание вмятин на деталях с чисто обработанными поверхностями их рекомендуется закреплять в сырых кулачках.
Вылет заготовки из кулачков патрона определяет ее жесткость, т. е. способность сопротивляться прогибу под действием сил резания. Нежесткая заготовка отжимается, на ее поверхности образуются конусообразность и дробленность, появляются вибрации, способствующие выкрашиванию резца. Все это снижает производительность и точность обработки. Практически достаточная жесткость обеспечивается, если вылет заготовки из кулачков патрона не превышает 2—3 диаметров. При большем вылете ее следует поджать задним центром.
Установка в патроне и заднем центре выполняется в следующем порядке. Зацентрованную с одной стороны заготовку слабо закрепляют на небольшой участок (5—6 jhjk) в патроне, в центровое отверстие вводят задний центр и поджимают
его маховичком задней бабки; затем заготовку окончательно закрепляют. Для большей жесткости вылет пиноли задней бабки должен быть наименьшим. Пин о ль после поджима закрепляется рукояткой.
Чтобы за готовка не проскальзывала в кулачках при поджиме центром, ее удобно устанавливать в небольшой выточке кулачков или поджимать к шпиндельному упору
Выбор токарных патронов – основные параметры
Выбирая патроны токарные, купить вам предстоит оснастку с высокой скоростью вращения, к которой предъявляются особые требования. Для выбора модели максимально соответствующей вашим требованиям необходимо учесть технические характеристика токарных патронов:
- Конструкция патрона. От этого зависит способ фиксации обрабатываемой детали, количество кулачков, их расположение, возможность одновременного размещения нескольких деталей.
- Размер рабочих диаметров патрона. Это наружный диаметр, диаметр присоединительного пояска, а также размер и расположение отверстий для крепежа.
- Параметры обрабатываемой детали, для которой предназначены токарные кулачковые патроны. Это наибольший и наименьший наружный и внутренний диаметры, а также наибольший допустимый вес заготовки.
- Диаметр отверстия в корпусе. Важный параметр для размещения прутков.
- Максимальная частота вращения патрона. Должна быть не ниже необходимой частоты вращения для токарной операции.
Изделия, к которым относится патрон токарный ГОСТ 2675-80, относятся к классу сложных технических конструкций, что предъявляет особые требования к выбору материала. Корпус патрона изготавливается из специальных марок серого чугуна, не менее СЧ-30 с пределом прочности не менее 500 МПа.
Читайте также: