Растягивающее напряжение металла шва
Обновлено: 04.07.2024
Механические испытания определяют прочность и надежность сварных соединений. Основные методы определения механических свойств сварных соединений и их отдельных зон устанавливает ГОСТ 6996 — 66, предусматривающий статические и ударные испытания при нормальных, а в некоторых случаях и при пониженных или повышенных температурах. Для сварных соединений ответственных конструкций, изготовленных из высокопрочных материалов или предназначенных для работы в условиях отрицательных температур и вибрационных нагрузок, дополнительно проводятся испытания на устойчивость к хрупкому разрушению и усталостную прочность. По характеру нагружения различают механические испытания:
- статические — при которых сила нагружения плавно возрастает или длительное время остается постоянной;
- динамические — при которых сила нагружения возрастает практически почти мгновенно и действует короткое время;
- усталостные — при которых нагрузка многократно (при числе циклов от десятков до миллионов) изменяется по значению и знаку.
Статические испытания. Стыковые сварные соединения подвергаются следующим статическим испытаниям: на растяжение, изгиб, ползучесть, твердость и т. д.
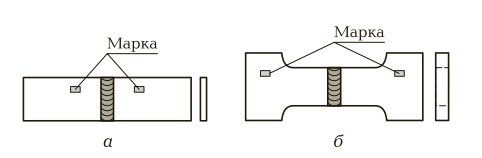
Рис. 1. Образцы для определения относительной прочности шва при толщине основного металла менее 3 мм (а) и более 3 мм (б)
Испытание на растяжение производится в целях определения прочности и пластичности сварного соединения. Для оценки временного сопротивления σв сварного соединения при растяжении (напряжения, отвечающего наибольшей нагрузке, предшествующей разрушению образца) используют:
- образцы с валиком шва на лицевой поверхности (рис. 1), которые позволяют найти относительное значение σв шва в сравнении с σв основного металла;
- образцы с валиком шва, снятым заподлицо с основным металлом, и специально выполненной выточкой шва, предопределяющей место разрушения (рис. 2), которые позволяют определить абсолютное значение σв.
Если прочность сварного соединения меньше прочности основного металла, то допускается использование для испытаний плоских и круглых образцов с одинаковым сечением. Причем длина захватной части таких образцов может выбираться в зависимости от конструкции испытательной машины, а изменение других их размеров недопустимо.
Для испытаний участков сварного соединения используются круглые образцы с рабочей частью диаметром 3 … 10 мм, вырезанные вдоль оси сварного шва в соответствующей зоне соединения при многослойной сварке.
При испытании на растяжение определяют условный предел текучести σ02, временное сопротивление σв и относительное удлинение δ.
Под условным пределом текучести понимают напряжение, при котором деформация образца составляет 0,2 % от его первоначальной расчетной длины.
Относительное удлинение образца представляет собой процентное отношение абсолютного остаточного удлинения к первоначальной расчетной длине образца.
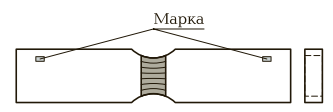
Рис. 2. Образец для определения абсолютной прочности шва
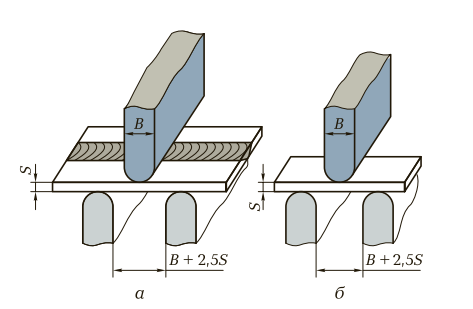
Рис. 3. Схемы испытаний образцов на изгиб при продольном (а) и поперечном (б) расположении шва: В — ширина пуансона; S — толщина образца
Испытание на изгиб производится для определения пластичности сварного соединения в целом. Пластичность стыкового соединения при изгибе определяется по углу изгиба образца до образования первой трещины на любом его участке.
Схемы испытаний образцов на изгиб при продольном и поперечном расположении шва приведены на рис. 3, а формы образцов для испытаний — на рис. 4.
На практике часто вместо плоских образцов используют трубчатые. При испытаниях односторонних сварных швов в растянутой зоне должен располагаться верхний слой металла, а при многослойной сварке — шов, сваренный последним.
Для ответственных сварных соединений считается удовлетворительным угол изгиба 120 … 180° без образования трещин. При отсутствии трещин испытание заканчивается изгибом образца до достижения параллельности его сторон.
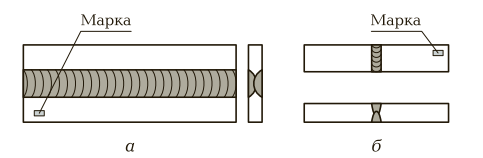
Рис. 4. Формы образцов для испытаний на изгиб с продольным (а) и поперечным (б) швами
Динамические испытания. К динамическим относятся испытания на ударный изгиб и усталость (выносливость).
Испытания на ударный изгиб заключаются в определении ударной вязкости сварного соединения при нормальной, пониженной и повышенной температурах, обусловленных условиями его работы. Образцы для таких испытаний (рис. 5) изготовляют в соответствии с ГОСТ 6996—66. Испытания проводятся на специальных образцах с надрезом, который может располагаться по оси шва, линии сплавления или в зоне термического влияния со стороны раскрытия шва. Место расположения надреза зависит от цели испытания. При испытании металла шва или основного металла надрез можно делать с любой стороны образца.
Испытания производятся на маятниковых копрах с различной предельной энергией. Для применения в лабораториях строительно-монтажных организаций рекомендуется маятниковый копер МК-30А, имеющий 15 ступеней запаса энергии и 17,5 тыс. ч полного технического ресурса. После испытания сварного шва исследуют структуру излома для определения дефектов. Ударная вязкость определяется как отношение работы, затраченной на излом образца, к площади его поперечного сечения в месте надреза до испытания.
Испытаниями на усталость (выносливость) определяют устойчивость металла к воздействию переменных нагрузок при изгибе, растяжении и кручении. Переменные нагрузки создаются при симметричном, асимметричном и пульсирующем циклах нагружения.
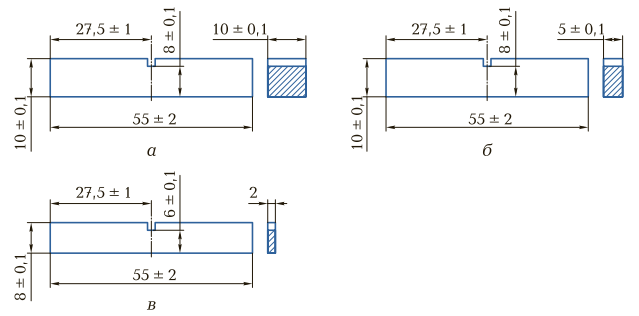
Рис. 5. Образцы разной толщины, используемые для испытаний на ударный изгиб: а — 10 мм и более; б — 5 … 10 мм; в — 2 … 5 мм
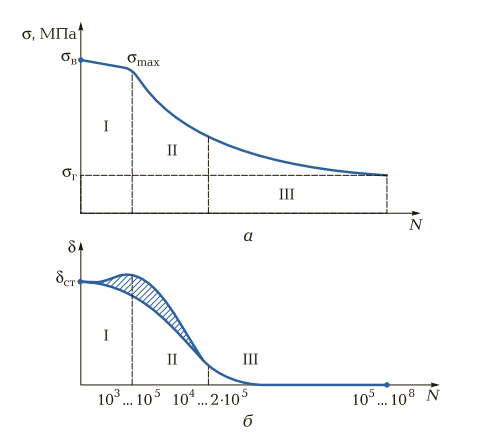
Рис. 6. Изменение действующих напряжений (а) и относительного удлинения (б) образца из металла в зависимости от числа циклов до разрушения
Испытаниям в условиях осевого нагружения подвергаются цилиндрические или плоские образцы специальной формы и определенных размеров, вырезанные поперек сварного соединения. При испытаниях определяют предел выносливости образца. Количественной оценкой усталостной прочности является число циклов, которое выдержал сварной образец до разрушения.
Типичные зависимости для металлов между уровнем действующих циклических напряжений σmax, удлинением после разрушения δ и числом N циклов изменения напряжений до разрушения образца, построенные по результатам испытаний при пульсирующем цикле, т. е. когда нагрузка изменяется от нуля до максимального растягивающего значения, показаны на рис. 6.
На кривой зависимости между действующими напряжениями и числом циклов до разрушения (рис. 6, а) можно выделить три участка. На участке I, называемом участком квазистатического разрушения, происходит направленное пластическое деформирование, и разрушение образца здесь соответствует разрушению при однократном приложении нагрузки. При этом относительное удлинение образца (рис. 6, б) равно относительному удлинению при статическом разрушении δст, а в некоторых случаях превышает его, и излом ничем не отличается от излома при статическом разрушении металлов.
На участке II имеет место малоцикловая усталость материала, и разрушение образца происходит вследствие возникновения и развития усталостной трещины, сопровождающейся заметными пластическими деформациями.
Участок III — это участок многоциклового усталостного разрушения материала при почти полном отсутствии остаточного удлинения образца. В некоторых случаях этот участок на кривой σmax = f(N) переходит в горизонтальную линию, соответствующую напряжению σг, что свидетельствует об отсутствии разрушений при напряжениях ниже этого значения, даже если число циклов нагружения существенно увеличивается.
Число циклов нагружения, при котором имеет место переход от одного участка зависимости σmax = f(N) к другому, для различных материалов и режимов нагружения различное.
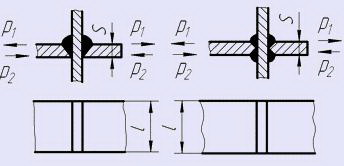
Исследование разрушения металлов в условиях многоциклового изменения нагрузки производится, как правило, при синусоидальном цикле нагружения. При этом различают симметричный и асимметричные циклы нагружения. При симметричном нагружении (рис. 7, а) среднее напряжение цикла σср равно нулю, а изменяется напряжение от минимальных значений сжатия σmin до максимальных напряжений растяжения σmax. При асимметричных циклах нагружения (рис. 7, б) среднее напряжение не равно нулю, и оно может иметь любые значения как в области растяжения, так и в области сжатия.
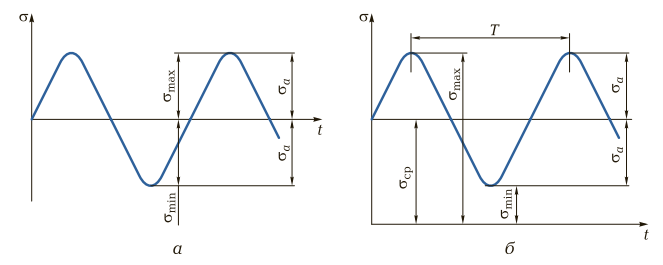
Рис. 7. Синусоидальные циклы нагружения образцов: а — симметричный; б — асимметричный
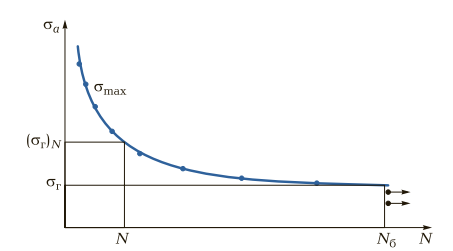
Рис. 8. Типовая кривая усталости для образцов металлов: Nб — базовое число циклов
Результаты исследования усталости металлов представляются в виде кривых усталости — графиков, характеризующих зависимость между максимальными, или амплитудными, напряжениями (деформациями) и числом циклов нагружения образца до разрушения, которые были получены при испытании партии одинаковых образцов при одинаковом среднем напряжении (деформации) цикла или при одинаковом коэффициенте его асимметрии (рис. 8).
Помимо рассмотренных видов испытаний, предусмотренных ГОСТ 6996 — 66, иногда необходимо проведение дополнительных испытаний для получения других прочностных характеристик. Обычно при этом стремятся создать условия нагружения и работы образцов, идентичные тем, на которые рассчитана работа конструкции. Например, это дополнительное испытание особых образцов, в рабочих сечениях которых тем или иным способом создается плоское напряженное поле, характерное для металла сосудов, работающих под давлением. В этом случае образцы представляют собой плоские или круглые стержни с захватами на концах и специальными проточками в центральной части, которые обеспечивают получение плоской схемы напряжений при нагружении.
Однако в настоящее время чаще применяют схему испытаний с разрушением основного металла или сварных соединений. Критериями прочности в этом случае являются максимальное давление и утончение образца.
Измерение твердости. Для установления изменения структуры металла шва и околошовной зоны, а также для оценки степени закалки зон сварного соединения и неоднородности его механических свойств измеряют твердость сварных швов.
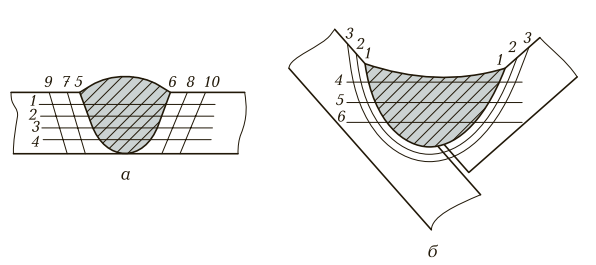
Рис. 9. Схемы (а, б) измерения твердости сварных швов (измерения производятся в точках пересечений линий 1 … 10)
Обычно твердость определяют на шлифах для металлографического анализа тремя способами:
- вдавливанием стального закаленного шарика диаметром 1,568 мм или алмазного конуса с углом при вершине 120° (способ Роквелла);
- вдавливанием четырехгранной алмазной пирамиды с квадратным основанием и углом между противоположными гранями 136° (способ Виккерса);
- вдавливанием стандартного стального закаленного шарика определенного диаметра (способ Бринелля).
Измерение твердости по сечению стыкового шва производят в двух направлениях: по его продольной оси и от центра к основному металлу. Образцы для испытаний вырезаются таким образом, чтобы в них имелись все участки сварного соединения: основной металл, металл шва и зоны термического влияния, и на этих трех участках определяют твердость. Измерения производятся на поперечном сечении образца в двух взаимно-перпендикулярных направлениях: по оси шва и вдоль линий, параллельных верхней и нижней поверхностям листа (рис. 9). У стыковых соединений толщиной до 3 мм твердость может измеряться на их наружной поверхности при снятом усилении шва.
Расчет сварных соединений
СТЫКОВОЕ СОЕДИНЕНИЕ С ПРЯМЫМ ШВОМ
(рис. 1, а).
Допускаемая сила для соединения при растяжении
Р2 = [σ’сж]·L·S ,
где,
[σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
При расчете прочности все виды подготовки кромок в стыковых соединениях принимают равноценными.
СТЫКОВОЕ СОЕДИНЕНИЕ С КОСЫМ ШВОМ
(рис. 1, б).
При β = 45° — соединение равнопрочно целому сечению.
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ
(рис. 2).
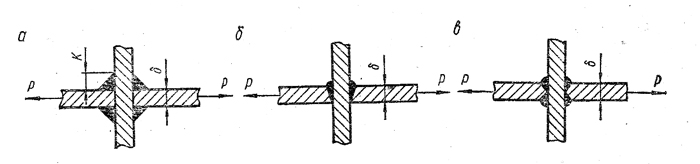
Соединения выполняют угловым швом. В зависимости от напряжения шва относительно направления шва относительно направления действующих сил угловые швы называют лобовыми (см. рис. 2, а), фланговыми (см. рис. 2. б), косыми (см. рис. 2. в) и комбинированными (см. рис. 2, г).
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К — длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность.
Минимальный катет углового шва Кmin принимают равным 3 мм, если толщина металла S >= 3 мм.
Допускаемая сила для соединения
где, [τср] — допускаемое напряжение для сварного шва на срез;
К — катет шва;
L — весь периметр угловых швов;
— для лобовых швов L = l; для фланговых L = 2l1;
— для косых L = l/sinβ;
— для комбинированных L = 2l1 + l.
СОЕДИНЕНИЕ НЕСИММЕТРИЧНЫХ ЭЛЕМЕНТОВ
(рис. 3).
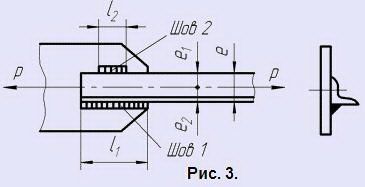
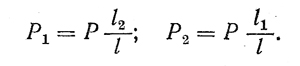
Силы, передаваемые на швы 1 и 2, находят из уравнений статики
где,
[τ’ср] — допускаемое напряжение для сварного шва на срез;
К — катет шва.
Примечание: Допускается увеличение l2 до размера l1.
ТАВРОВОЕ СОЕДИНЕНИЕ
Наиболее простое в технологическом отношении.
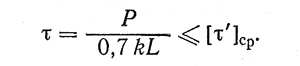
Допускаемая сила для растяжения
Р = 0,7 [τ’ср] KL ,
где,
[τ’ср] — допускаемое напряжение для сварного шва на срез;
К — катет шва, который не должен превышать 1,2S (S — наименьшая толщина свариваемых элементов).
Наиболее обеспечивающее лучшую передачу сил.
СОЕДИНЕНИЕ С НАКЛАДКАМИ
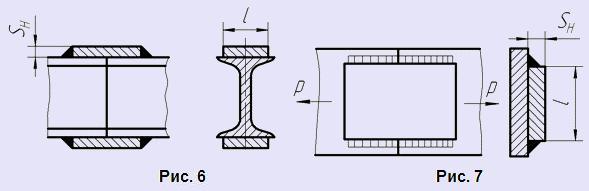
Сечение накладок, обеспечивающее равнопрочность целого сечения (см. рис. 6)
где,
F — сечение основного металла; [σp] — допускаемое напряжение при растяжении основного металла; [σ’p] — допускаемое напряжение для сварного шва при растяжении.
Сечение накладки, обеспечивающее равнопрочность целого сечения (см. рис. 7):
где,
[τ’cp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ С ПРОРЕЗЯМИ
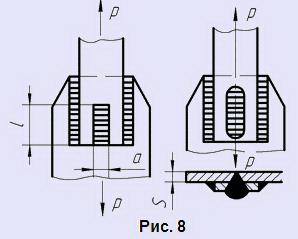
Применяют лишь в случаях, когда угловые швы недостаточны для скрепления.
Рекомендуется a = 2S , l = (10 ÷ 25)S.
Допускаемая сила, действующая на прорезь
Р = [τ’сp]·L·S ,
где,
[τ’сp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ ПРОБОЧНОЕ
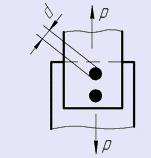
Применяют в изделиях, не несущих силовых нагрузок. Пробочную сварку можно применять для соединения листов толщиной от 15 мм.
Если пробочные соединения подвергаются действию срезывающих сил, то напряжение
где,
d — диаметр пробки;
i — число пробок в соединении.
СОЕДИНЕНИЕ СТЫКОВОЕ
ПОД ДЕЙСТВИЕМ ИЗГИБАЮЩЕГО МОМЕНТА
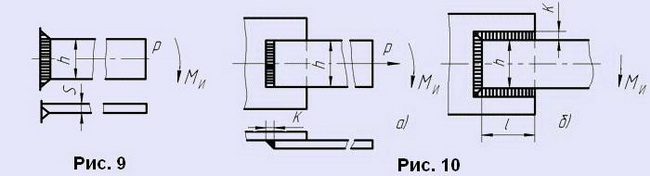
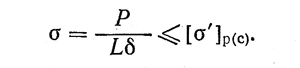
При расчете прочности соединения (см. рис. 9), осуществленного стыковым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, условие прочности
где,
W = Sh²/6;
F = hS.
При расчете прочности соединения (см. рис. 10, а), осуществленного угловым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, расчетные касательные напряжения в шве
где,
Wc = 0,7Kh²/6;
Fc = 0,7Kh.
При расчете прочности соединений (см. рис. 10, б), состоящих из нескольких швов и работающих на изгиб, принимают (для приведенного графически случая), что изгибающий момент Ми уравновешивается парой сил в горизонтальных швах и моментом защемления вертикального шва
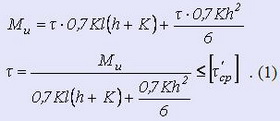
Если момент Ми и допускаемое напряжение τ заданы, то из полученного уравнения следует определить l и K, задавшись остальными геометрическими параметрами.
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ ШВОВ
Допускаемые напряжения (табл. 1 и 2) для сварных швов принимают в зависимости:
а) от допускаемых напряжений, принятых для основного металла;
б) от характера действующих нагрузок.
В конструкциях из стали Ст5, подвергающихся воздействию переменных или знакопеременных нагрузок, допускаемые напряжения для основного металла понижают, умножая на коэффициент
где,
σmin и σmax — соответственно минимальное и максимальное напряжения, взятые каждое со своим знаком.
1. Допускаемые напряжения для сварных швов
в машиностроительных конструкциях при постоянной нагрузке
2. Допускаемые напряжения в МПа
для металлоконструкций промышленных сооружений
(подкрановые балки, стропильные фермы и т. п.)
Для конструкций из низкоуглеродистых сталей при действии переменных нагрузок рекомендуется принимать коэффициент понижения допускаемых напряжений в основном металле

где,
ν — характеристика цикла, ν = Рmin / Pmax; Рmin и Pmax соответственно наименьшая и наибольшая по абсолютной величине силы в рассматриваемом соединении, взятые каждая со своим знаком;
Ks — эффективный коэффициент концентрации напряжений (табл. 3).
3. Эффективный коэффициент концентрации напряжения Ks
ПРИМЕРЫ РАСЧЕТА ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
Пример 1. Определить длину швов, прикрепляющих уголок 100x100x10 мм к косынке (рис. 11. а). Соединение конструируется равнопрочным целому элементу. Материал сталь Ст2. Электроды Э42.
В табл. 2 для стали Ст2 находим допускаемое напряжение [σp] = 140 МПа. Площадь профиля уголка 1920 мм² («Уголки стальные горячекатаные равнополочные» ГОСТ 8509-93).
В данном случае допускаемое напряжение при срезе, согласно табл. 1, в сварном шве
Требуемая длина швов (при К =10 мм) в нахлесточном соединении согласно расчету к рис. 11а.
Пример 2. Определить длину l швов, прикрепляющих швеллер №20а. нагруженный на конце моментом М = 2,4×10 7 Н·мм (рис. 11. б). Материал сталь Ст2. Электроды Э42.
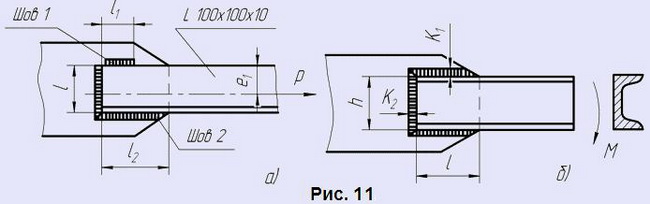
В табл. 2 для стали Ст2 находим допускаемое напряжение [σp] = 140 МПа. Допускаемое напряжение при срезе, согласно табл. 1, в сварном шве
Момент сопротивления сечения швеллера W = 1,67 x 10 5 мм³ (из ГОСТа)
Катет горизонтальных швов К1 = 10 мм, вертикального К2 = 7,5 мм. Из формулы 1 (см. выше) находим
Принимаем l = 200 мм. При этой длине шва напряжение при изгибе
Полученная величина меньше допускаемой [τ’cp] = 84 МПа.
Размеры и общие технические требования на покрытые металлические электроды для ручной дуговой сварки сталей и наплавки поверхностных слоев из сталей и сплавов приведены в ГОСТ 9466-75 или кратко здесь.
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей (по ГОСТ 9467-75):
Электроды изготовляют следующих типов:
Э38, Э42, Э46 и Э50 — для сварки низкоуглеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 500 МПа:
Э42А, Э46А и Э50А — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 500 МПа, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву св. 500 до 600 МПа;
Э70, Э85, Э100, Э125, Э150 — для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 600 МПа;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2МГ, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Механические свойства металла шва,
наплавленного металла и сварного соединения при нормальной температуре (по ГОСТ 9467-75)
ГОСТ 9467-75 предусматривает также типы электродов и механические свойства наплавленного металла или металла шва для легированных теплоустойчивых сталей.
Электроды покрытые металлические для ручной дуговой наплавки
поверхностных слоев с особыми свойствами (по ГОСТ 10051-75)
ГОСТ предусматривает также и другие химический состав, типы и марки электродов.
Сварочные материалы, применяемые для сварки стальных конструкций, должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, предел текучести, относительное удлинение, угол загиба, ударную вязкость) не менее нижнего предела свойств основного металла конструкции.
Свариваемые материалы и применяемые электроды:
— СтЗкп, СтЗкп, СтЗпс, Сталь 08кп, Сталь 10 — Э42, Э42А, Э46;
— Сталь 20 — Э42;
— Сталь 25Л — Э46;
— Сталь 35Л, Сталь 35, Сталь 45, Ст5кп, Ст5пс — Э50А;
— Сталь 20Х, Сталь 40X — Э85;
— Сталь 18ХГТ, Сталь 30ХГСА — Э100;
— АД1, АД1М, АМг6 — Присадочные прутки.
Подробную классификацию покрытых электродов и область применения смотри здесь.
Напряжения и деформации при сварке

Напряжения и деформации в металлических сварных конструкциях возникают в результате нарушений технологии выполнения работ. О надежности в таких случаях говорить не приходится, поскольку на стыках образуются трещины, которые в конечном итоге приводят к разрушению конструкции. Помимо этого не исключается деформация металлических элементов. Часто она настолько критична, что эксплуатация изделия невозможна.
Определение мест образования деформаций и напряжений
Сварочные напряжения – это направленные на соединительный шов механические воздействия постоянного характера. Они могут быть:
- изгибающего действия;
- растягивающего;
- срезающего;
- сжимающего;
- растягивающего.
Сварочные деформации – это изменение формы конструкции в результате воздействия внутренней силы. Точка приложения этой силы приходится на места сварки. Деформации могут проявляться не сразу, а по истечении некоторого времени как результат усталости металла или после начала эксплуатации под воздействием дополнительных нагрузок. При благоприятных раскладах возможен минимальный ущерб, который выражается снижением устойчивости к воздействию коррозии. Если же внутреннее напряжение слишком высокое, то не исключается разрушение конструкции.
Причины возникновения деформаций и напряжений при сварке
Напряжения и деформации во время сварки могут возникать по нескольким причинам. Их принято разделять на две группы: основные и побочные. Отличительная особенность между ними состоит в том, что первые образуются во время сварочного процесса и объективно неизбежны. А вот побочные напряжения можно и нужно предотвращать.
Основные причины деформаций, относящиеся к второй группе (побочные):
- Неравномерный нагрев металлической заготовки. Суть физического процесса сводится к тому, что металл с более высокой температурой расширяется больше. Между двумя примыкающими слоями с разной температурой образуется напряженность. Она тем больше, чем выше показатели температуры и, соответственно, коэффициент теплового расширения. С возрастанием значений прямо пропорционально увеличивается и вероятность деформации конструкции.
- Усадки имеют место в тех случаях, когда жидкий металл резко охлаждается и переходит в твердое состояние. Во время этого процесса прилегающие участки растягиваются, в результате чего создается внутреннее напряжение металла, которое может быть как продольным, так и поперечным по отношению к стыку. В первом случае вероятно изменение длины заготовки, а во втором – образование угловой деформации.
- Структурные изменения. Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
- неверный выбор электродов,
- сварка выполнялась в неправильном режиме;
- нарушения технологии выполнения сварочных работ;
- плохая подготовка кромок;
- ошибка при выборе типа шва;
- слишком маленькое расстояние между двумя разными швами;
- большое количество точек пересечения;
- неопытность специалистов;
- ошибки конструктивного характера.
- Линейные. Характеризуются односторонним направлением действия;
- Плоские. Имеют двустороннюю направленность воздействия;
- Объемные. Действие напряжения направлено по трем осям.
- На этапе проектирования сделать расчет деформаций для нормального формирования сварочного шва, выбрать оптимальные припуски для усадки.
- Расположить швы желательно симметрично относительно осей узлов.
- При проектировании не допускать, чтобы в одной точке пересекалось больше трех швов.
- Перед началом сварочных работ проверить, все ли зазоры на стыках соответствуют расчетным показателям.
- Не формировать сварочные швы в местах предполагаемой концентрации внутренних напряжений металла.
- Создание дополнительных очагов деформации, вектор которых направлен в противоположную сторону.
- Длинные швы (1 метр и более) разбиваются на несколько участков до 15 см каждый. Сваривание выполняется обратноступенчатым методом.
- Часто помогает снижение температуры в сварочной зоне. Для этого во время сварки под стыки подкладываются графитовые или медные пластины.
- Расположенные недалеко друг от друга стыки свариваются так, чтобы деформации компенсировали одна другую.
- При соединении заготовок из вязких металлов применяются технологии и методы, направленные на снижение остаточных явлений.
- Если условиями эксплуатации допускается возможность создания коротких швов, то следует делать стыки как можно меньше.
- нагрев очень быстро распространяется по большой площади тонкого листа. В силу этих причин силы сжатия бывает недостаточно для устранения деформации;
- максимально допустимая температура локального нагрева составляет 600-650 °C. В противном случае буду образовываться новые дефективные участки и деталь станет непригодной для дальнейшей эксплуатации.
К побочным причинам деформаций причисляют:
Виды сварочных деформаций
Сварочные напряжения могут быть структурными или тепловыми в зависимости от причин их образования. Как понятно из названия, тепловые возникают в процессе нагрева или остывания заготовок, а структурные – в результате внутренних изменений материала. Они могут проявляться и комплексно, например, в случае сваривания высокоуглеродистых и легированных сортов стали.
Если принять во внимание место действия, то напряжения возникают в пределах всей конструкции, сварного соединения, в зернах или кристаллической решетке металла. По виду напряженного состояния их разделяют на три группы:
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Деформация, которая возникает во время сварочных работ, называется общей. В случаях, когда меняются форма и размеры одной или нескольких расположенных рядом свариваемых деталей, деформация называется местной.
Деформации принято различать и по продолжительности действия. Временными называют те, воздействие которых проявляется исключительно в период выполнения сварочных работ. Геометрические параметры восстанавливаются после остывания металла. Изменение формы, которое остается и после того, как устранена сама причина ее образования, называется остаточной. В случаях, когда геометрические параметры после работы приходят в начальную форму, деформации принято называть упругими, в обратном случае – пластическими.
Как избежать деформации металла при сварке
Для уменьшения вероятности деформации деталей и готовой конструкции специалисты рекомендуют придерживаться некоторых правил:
В целях уменьшения деформации металла и напряжений внутри материалов во время выполнения сварочных работ специалисты используют специальные приемы. Наиболее эффективные из них:
Временные и остаточные напряжения – методы устранения
Для снятия напряжений отлично подходят механическая обработка и отжиг. Температурное воздействие выполняется в случаях, когда возникает необходимость в точном соблюдении заданных размеров. Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение.
Механическое снятие напряжений включает обработку соединений проковкой, взрывом, вибрацией или прокаткой. Преследуемая цель – создание обратно направленной нагрузки. Для проковки горячей или холодной чаще всего применяется пневматический молот. Для создания вибраций применяется специальное устройство, генерирующее колебания в диапазоне от 10 до 120 Гц. Способ воздействия выбирается с учетом сложности конструкции, формы и размеров деталей.
Методы устранения деформаций
Существует несколько способов устранения дефектов геометрии конструкции: термический с местным или общим нагревом, чисто механический и комбинация этих двух способов – термомеханическое устранение дефектов. В случае применения термического способа правки с полным обжигом конструкцию изначально закрепляют в устройстве, которое будет создавать давление на деформированный участок. После этого ее нагревают в печи.
При локальном нагреве упор делается на сжимании металла при остывании. Для устранения изъяна участок прогревается с помощью сварочной дуги или газовой горелки. Поскольку соседние участки металла остаются холодными, то зона нагрева носит локальный характер и расширяется незначительно. После остывания дефективный участок выпрямляется, а его форма становится приемлемой.
Термическое воздействие является пригодным для исправления всех вариантов дефектов. Но при работе с тонкостенными листовыми материалами следует учитывать особенности:
Исправление механическим путем подразумевает создание обратно направленных нагрузок на растянутые участки. Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка.
Термомеханическая правка включает разогрев участка до 700-800 °C с последующим механическим воздействием. Участки с сильным деформированием исправляют следующим способом. Сначала делают обратные куполообразные выступы, после чего нагревают и резко охлаждают.
Способ устранения деформации выбирается в зависимости от сложности и размеров конструкции. При этом учитываются показатели трудозатрат, финансовые издержки и расход материалов.
Методика расчета сварных соединений
Расчет прочности швов соединений, нагружаемых осевыми силами
L — общая длина рассчитываемого шва;
δ— толщина соединяемых деталей;
k — катет углового шва;
d, i — диаметр пробок и их количество в пробочном соединении;
а — ширина шва при роликовой сварке.
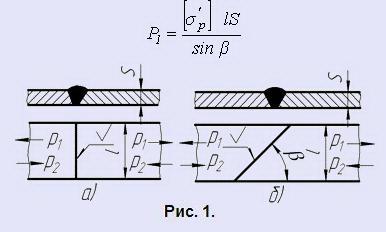
Сварной шов при соединении встык (рис. 1) работает на растяжение и сжатие, причем все виды подготовок кромок принимаются эквивалентными.
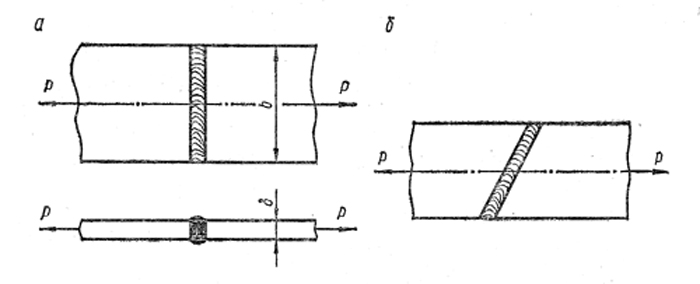
рис.1 Стыковые швы; а — прямой; б — косой
Условие прочности шва (формула 1)
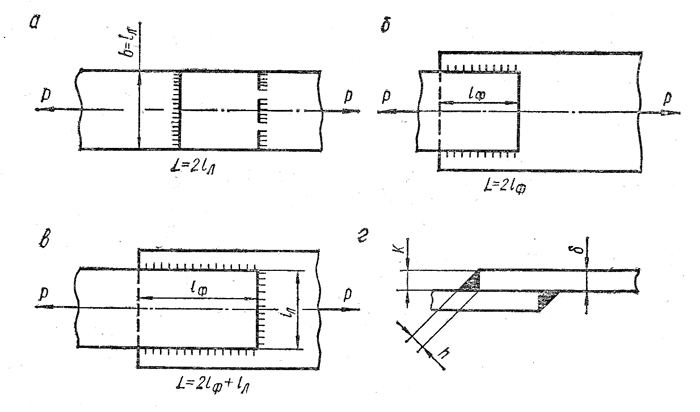
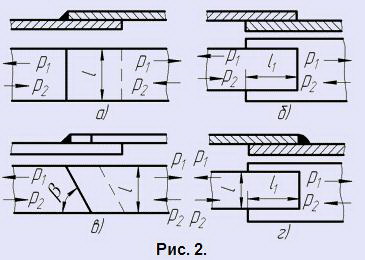
рис. 2 Соединения внахлестку валиковыми швами: а — лобовыми; б — фланговыми; г — сечение углового (валикового) шва
Угловые швы (рис. 2) рассчитывают на срез по сечению, проходящему через биссектрису прямого угла; расчетная высота шва h = k cos 45° ~ 0,7k
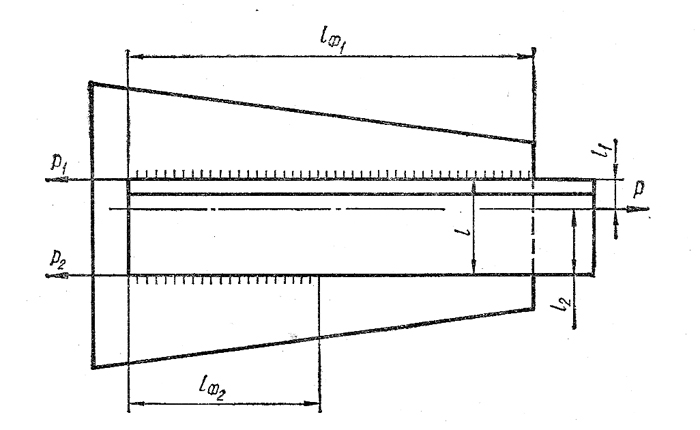
При несимметричном расположении швов относительно линии действия силы Р (рис. 3) усилия, возникающие в них, находятся из уравнений статики:
Сварные швы при соединении втавр рассчитываются различно в зависимости от типа швов (рис. 4)
по рис. 4, типы б, в
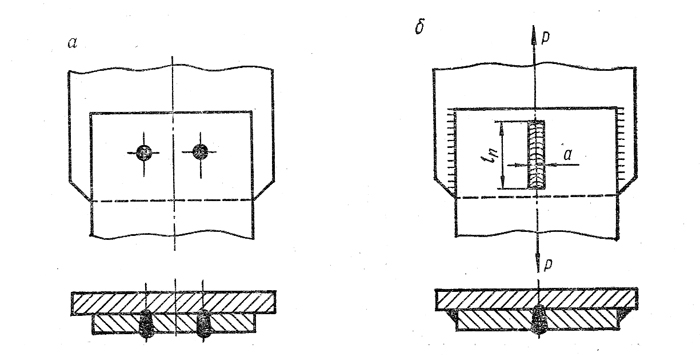
Пробочные соединения (рис. 5, а) рассчитывают на срез по формуле
При соединении деталей точечной сваркой сварной шов работает на срез, тогда
или на отрыв, тогда
Шов, получаемый роликовой сваркой, рассчитывается на срез:
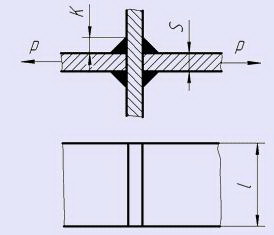
Расчет прочности швов, нагруженных перпендикулярно стыку свариваемых деталей
рис. 6 Соединение нагружено силой и моментом (швы стыковые)
Расчет прочности шва соединения, нагруженного силами и моментом (рис. 6), ведется по нормальным напряжениям (влиянием поперечной силы, как и при расчете балок на изгиб, пренебрегают):

Здесь We = δh 2 /6 — момент сопротивления сварного шва; Fe = δh — площадь сечения шва
рис. 7 Соединение нагружено силой и моментом (швы угловые)
В случае выполнения соединения угловыми швами (рис. 7) расчет ведут по условной методике, геометрически суммируя
напряжения от изгиба и растяжения с напряжениями, соответствующими поперечной силе:
Величина τQ учитывается лишь в случаях, когда поперечная сила сравнительно велика, а плечо внешнего момента небольшое; в формуле учтены
Wc = 2×0,7kh 2 /6 — момент сопротивления биссекторного сечения швов; Fc = 2×0,7kh — площадь сечения швов
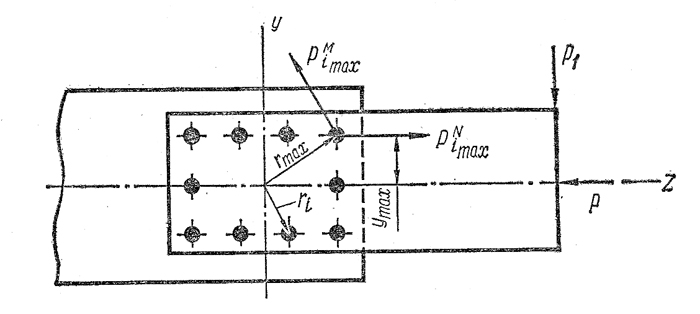
Расчет прочности швов, нагруженных в плоскости стыка свариваемых деталей
рис. 8 Швы нагружены в плоскости стыка свариваемых деталей
Угловые швы соединения рассчитывают обычно по одной из двух условных методик: по способу полярного момента инерции или по способу осевого момента инерции. В первом случае касательное напряжение от действия момента
где М — расчетный момент; rmax — расстояние от центра тяжести швов до наиболее удаленной точки шва; Ipc — полярный момент инерции швов
Касательное напряжение тм в любой точке считается направленным перпендикулярно к радиус-вектору, соединяющему эту точку с центром тяжести периметра швов. Моменты инерции вычисляются для биссекторного сечения швов.
По второму способу
где ymax — расстояние от оси элемента до наиболее удаленной точки шва;
Напряжение от растяжения (или сжатия)
где, Fe = 0,7 kL — общая площадь швов
При учете влияния поперечной силы соответствующее напряжение вычисляется лишь для вертикального шва, т. е.
Суммарные касательные напряжения в опасной точке шва находятся геометрическим сложением.
Расчет швов точечного соединения (рис. 9) проводится по одному из двух вышеперечисленных способов.
Усилие в наиболее нагруженной точке от внешнего момента
или
геометрически суммируется с усилием, равным
обусловленным действие силы Р, т.е.
Условием прочности служит выражение
При расчете швов на переменную нагрузку вводят коэффициент у снижения допускаемого напряжения:
а) для стыковых швов при нагрузке, переменной по величине, γ = 1; при нагрузке, меняющейся по величине и по направлению
б) для угловых швов при нагрузке, как переменной по величине, так и переменной по величине и направлению
Pmin и Pmax — наименьшее и наибольшее по абсолютной величине усилия, которые следует подставлять в формулы со своими знаками
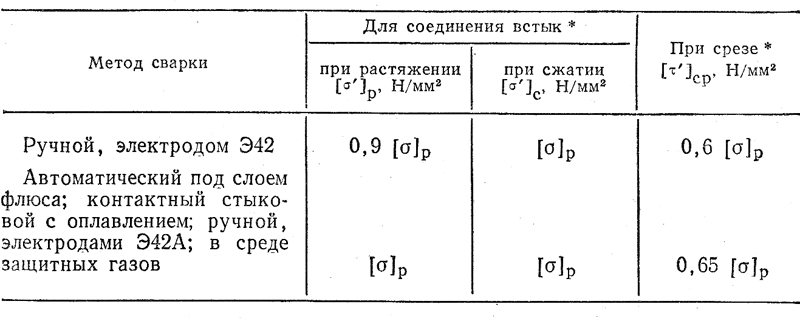
Допускаемые напряжения при расчете сварных швов
* [σ]р — допускаемое напряжение для основного металла на растяжение
Читайте также: