Развальцовка отверстий в металле
Обновлено: 12.05.2024

Назначение
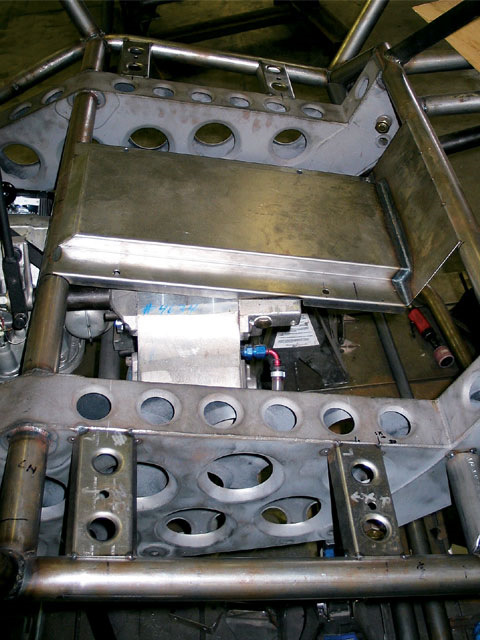
Развальцовка отверстий больших диаметров производится для увеличения жесткости детали.
Таким образом лист метала с имеющимися развальцованными отверстия будет иметь большую жесткость на изгиб чем тот же лист метала без каких-либо отверстий.
Ну еще это красиво выглядит!
Примечание
Моя реализация данного приспособления подразумевает работу с полосками метала не большой ширины, в данном случае — 125мм.
Задача
Обычно используют конусную развальцовку и получают вот такие красоты:
Мне же необходимо было получить несколько иную форму, примерно вот такую вот:

К тому же еще и в листе метала толщиной 2мм. Это повлекло за собой массу проблем, а именно:
1. Если взять оснастку по типу как для конусной вальцовки (т.н. пуансон и пресс форма), то лист поведет и скомкает.
2. Приспособление должно быть достаточно мощным, так как 2мм стали это очень даже не мало, в данном случае.
Принцип работы
Идея значит такая — надежно обжать метал вокруг отверстия, да бы не допустить его "затягивания" во время выштамповки.
Ну и с помощью оправки (т.н. пуансона) уже будем производить непосредственно выштамповку.
Материал
Итак, нам понадобится:
1. Уголок со стенкой 5мм (а лучше сразу швеллер со стенкой потолще).
2. Толстостенная труба, которая будет задавать внешний диаметр. (В моем случае подходящей не нашлось, в варил маленькую секцию для увеличения диаметра).
3. Пуансон — оправка которой мы будем выдавливать форму, она задает внутренний диаметр.
Разница внутреннего диаметра трубы и наружного оправки должна обеспечить беспрепятственное прохождение металла необходимой толщины!
4. Для обжима — 2 болта м16 и 4 гайки. (В конечном счете мне понадобилось по 2 гайки на болт, но это будет зависеть от твердости болтов и гаек).
5. Для выштамповки — болт м14 и 2 гайки. (На мой объем работ хватило одной гайки, но под конец резьба у нее сошла, лучше в варить сразу 2).

Реализация
Из трубы делам 2 кольца, высота одного из них будет задавать максимальную глубину выштамповки. Лучше сделать с запасом и в последующем уменьшить глубину шайбой.

Берем два уголка и сверлим в них 3 отверстия. Центральное диаметром 14мм и крайние диаметром 16мм.
Расстояние между крайними отверстиями должно обеспечить беспрепятственное прохождение полоски металла необходимой ширины.
Конечно же соблюдаем соосность!

Точно измерив положение или используя оправку-калибр, как в моем случае, привариваем кольца у центрального отверстия.Они так же должны быть соосны!
[Знание-сила!] Как развальцевать тормозную трубку

1) Одинарная воронка – в автомобилестроении не применяется. Развальцовывается просто конусом в одну операцию. Хотя в принципе, мне известны случаи, когда такую одинарную воронку прикручивали вместо двойной и вроде как даже при этом, после очень сильной затяжки, тормозная жидкость не вытекала. Сам так делал при отсутствии инструмента.
2) «Грибок». Считается одноразовым соединением (хотя в реальной жизни позволяет прикрутить трубку до нескольких раз). Является стандартом для европейских и азиатских автомобилей. Это результат европейской жадности: во-первых вальцуется за одну операцию, во-вторых одноразовость способствует демотивации ремонта автомобиля и увеличению продаж автомобилей. В СССР такой вид развальцовки впервые появился на автомобилях ВАЗ, а потом «переполз» на Москвичи, затем Волги и совсем недавно на УАЗы.
3) "Двойная воронка" – Американский стандарт, считается многоразовым соединением. Вальцуется за 2 операции: первая операция – получается «пузырь» или «Грибок», делается оправкой. Вторая операция – заминание конусом и образование воронки. Этот стандарт применялся и в СССР на старых Москвичах, Волгах и УАЗах.
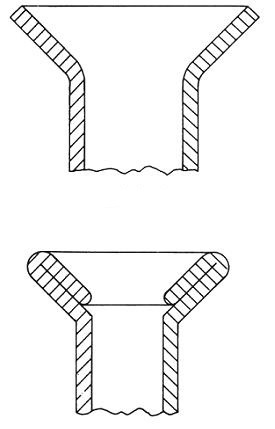
Более подробный рисунок, демонстрирующий разницу между одинарной и двойной воронкой:
Теперь о том, как развальцовывать. Для начала фото набора, состоящего из отрезки, оправок, планки и струбцины с конусом:

Оправка выглядит вот так:

Набор нужно покупать метрический. Почему-то в продаже много дюймовых. Наш (Москвичёвско-волговско-уазовский) размер трубки – 6мм.
1) Отрезаем трубку с помощью отрезки. Для этого надеваем её на трубку, слегка зажимаем. Прокручиваем вокруг трубки несколько раз, поджимаем, опять прокручиваем несколько раз пока не отвалится.
2) Прочищаем внутреннюю кромку трубки острым предметом (вставляем и прокручиваем). Как правило, лезвие для такой прочистки находится на отрезке. Можно использовать обычный стальной нож с острым концом.
3) Зачистка конца трубки. Для этого зажимаем планку в тиски за длинный конец, гладкими отверстиями вверх. Зажимаем в соответствующее отверстие нашу трубку почти заподлицо с поверхностью планки. Подтачиваем торец трубки напильником.
4) Надеваем на трубку гайку. Это важно сделать именно сейчас, лично я часто забываю :)
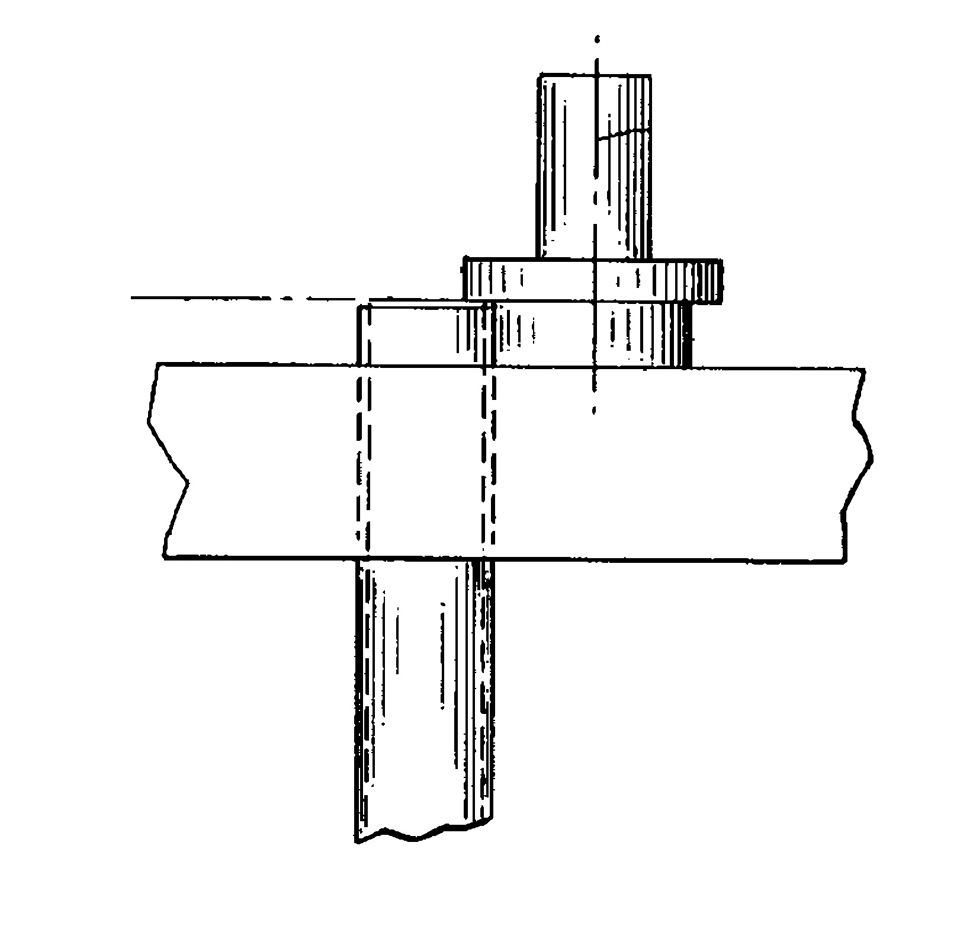
5) Переворачиваем планку вверх ногами и теперь зажимаем её в тиски конусными отверстиями вверх. Зажимаем в неё трубку с выпуском. Выпуск трубки должен быть равен высоте гурта оправки. Если гурт 2-ступенчатый, то ориентируемся по высоте нижней части гурта. Эта нижняя часть гурта кстати бывает как меньше так и больше по диаметру чем верхняя Вот так это выглядит:
6) Смазываем штырь и прилегающую поверхность оправки тормозной жидкостью. Вставляем оправку штырём в трубку, надеваем на планку струбцину и вжимаем оправку до прилегания к планке. Снимаем оправку. Мы сейчас получили "грибок" или "пузырь". Если у нас Евростандарт, то всё готово и можно ставить трубку на машину.
7) Если же нам нужна двойная воронка, то нужно проделать ещё одну операцию. Снимаем оправку и заминаем пузырь конусом, находящимся на струбцине. Вот теперь готово.
Вот так выглядят 2 операции:
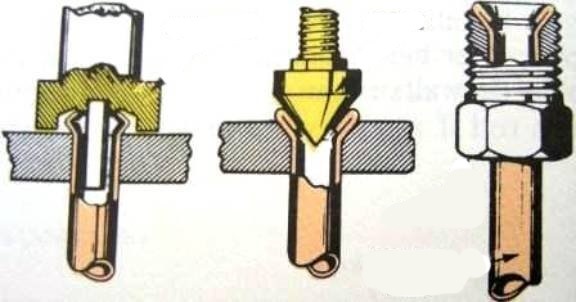
Развальцовка в 2 этапа. Первый — грибок или пузырь (евростандарт), второй — двойная воронка (американский стандарт)
Ну и видос, где я рассказываю и показываю как это делается:
Завальцовка: описание, особенности технологии, используемые инструменты
Завальцовка – метод холодной деформации, в результате которого материал не подвергается воздействию высоких температур. Следовательно, свойства и структура материала не изменяются, что является одним из преимуществ такой обработки.


Описание
Завальцовка кромок – это технологическая операция, в результате которой пластической деформации подвергаются края листовых материалов или концы труб и других цилиндрических заготовок. Данный процесс приводит к изменению геометрической формы, но никоим образом не влияет на свойства используемого материала. Операция завальцовки труб выполняется с целью уменьшения их исходного диаметра или подготовки концов трубок к дальнейшему соединению.
Процесс может осуществляться как с помощью ручного инструмента, так и на специальных станках. Метод позволяет получать качественно обработанные края за малый промежуток времени, а также трубы любого нужного диаметра, в том числе и нестандартных размеров.
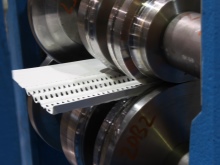
Завальцевать кромки листового металла бывает необходимо, когда предусматривается его дальнейшее использование, например, в качестве кровельного материала. В этом случае по периметру листа выполняются одинарные или двойные фальцы путем завальцовки кромки. Фальцы служат для надежного соединения листов между собой. Так называемая фальцевая кровля применяется на малоэтажных зданиях различного назначения. При этом кровельный металл для предотвращения его коррозии покрывается специальным полимерным составом.


Также метод завальцовки широко применяется для обработки кромок керамической плитки, керамогранита и других отделочных материалов. Он позволяет сгладить углы и острые грани, которые неизбежны при резке плитки. Специальное оборудование позволяет качественно и быстро обработать кромку любой конфигурации, тем самым обеспечив безопасность выполнения плиточных работ.
Матрица оборудования, предназначенного для завальцовки, может иметь различный профиль. Поэтому важно не только правильно подобрать приспособление для обработки заготовки или готового изделия, но и тщательно изучить рабочий чертеж, в котором указан уже непосредственно профиль завальцовки. Соединение деталей способом развальцовки получило широкое применение в области приборостроения.
Она позволяет получить повышенную прочность и герметичность готовых изделий, а также придать им современный внешний вид, что также немало важно.


Особенности технологии
Гвозди используются для крепления различных материалов. Но стоит обратить внимание на конструкцию шиферного гвоздя, верхний колпачок которого изготавливается методом жесткой завальцовки. Материалом для колпачка служит тонколистовая, имеющая оцинкованное покрытие, сталь. В результате нижний край колпачка способен четко повторить очертания поверхности волнообразного материала, обеспечив герметичность в точке его установки.
Завальцовка тонких труб – это процесс пластической деформации ее торцевой части, направленный на получение неразъемной заглушки. Такая операция особенно востребована при ремонте трубок бытовых холодильников и кондиционеров. Технология выполнения заключается в образовании глухого торца с уменьшением или без изменения диаметра трубки путем загиба ее кромки внутрь. Загнутый край обжимается, а затем завальцовывается вручную или на специальных станках.


Проще всего выполнять завальцовку тонкостенных труб, изготовленных из пластичных материалов, таких как медь, алюминий или низкоуглеродистая сталь. Но процедура предусматривает ряд технологических особенностей.
- Участок трубы, подвергаемый завальцовке, необходимо слегка подогреть. Это позволит увеличить пластичность материала, существенно снизить риск его разрыва, а также исключить упрочнение металла.
- Если операция выполняется на станке, то следует увеличить скорость деформирующего инструмента на начальном этапе, пока заготовка горячая, и постепенно снижать ее по мере остывания материала трубы.


В домашних условиях завальцовку труб проводят, используя обычный молоток. Это грубая операция, которая способна привести к повреждению металла и деформации заготовки. Она возможна лишь при толщине стенки трубы от 1,5 до 2,0 мм. Технология завальцовки шлангов высокого давления предусматривает использование специальных приспособлений и оборудования.


Прессниппель плотно вставляется внутрь шланга, поверх надевается металлическая муфта, обжатие которой происходит при помощи гидравлического станка или матрицы. Шланг местом обжима вставляется в губки станка, подкачивается ручка насоса. Метод шарнирной завальцовки подшипника в корпус широко используется в машиностроении. Процесс может осуществляться с применением различных технологий, из которых наиболее распространены такие.
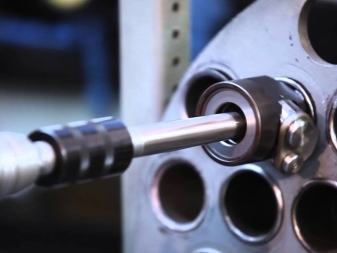
- Сплошная завальцовка позволяет избежать разрыва металла по окружности при его смещении. Перед тем, как приступить непосредственно к процессу, на корпусе выполняют кольцевые канавки V-образной формы, глубина и угол которых зависят от диаметра наружной обоймы подшипника. Сама операция выполняется кольцевым пуансоном.
- Завальцовка шариками, помещенными в V-образную канавку. Шарики совершают обкат по канавке под нагрузкой, при этом металл корпуса переходит в пластическое состояние, легко деформируясь и завальцовывая подшипник. Именно этот метод применяется в производстве двигателей для авиационной промышленности.


Для завальцовки кромок автомобильных дверей существует множество приспособлений. Технология здесь довольно проста и часто применяется при выполнении ремонтных работ: отдельные элементы дверной конструкции надежно соединяются между собой путем загибания их краев.


Используемое оборудование
Токарный станок используется для завальцовки труб, изготовленных из пластичных материалов. Для выполнения этой операции станок снабжается специальными вальцами небольшого размера и патроном для закрепления заготовки. Также на токарном станке завальцовывают кромки листового металла, плитки.
В домашних условиях для развальцовки труб удобно использовать такое приспособление, как специальные клещи. Их можно приобрести готовыми в торговой сети или сделать самостоятельно, взяв за основу старый трубный ключ.
Также создано немало разновидностей приспособлений для завальцовки автомобильных дверей.
Машина для завальцовки алюминиевых туб действует по принципу закаточной машинки для консервирования. Внешне она чем-то похожа на кофемолку, состоит из двух цилиндрических картриджей и ручки.


Инструмент для завальцовки:
- механический завальцовщик обеспечивает хорошее качество, обрабатывая трубу одновременно несколькими валиками из легированной стали;
- миниатюрные вальцы с винтовой подачей;
- простые клещи с увеличенным плечом рычага;
- аппарат ручной для завальцовки спрея позволяет осуществлять процесс непосредственно на флаконе;
- наконечник троса для троссового привода – уникальное приспособление, применяемое в автомобильной промышленности.


Завальцовка края трубки на токарном станке представлена в видео далее.
Развальцовка: что это такое и какие инструменты нужны?


Что это такое и зачем нужна?
Развальцовка — это процесс обработки труб, в ходе которого на одном из концов заготовки получается коническая «юбка». По диаметру это образование больше, чем размеры заготовки. Такой результат достигается за счет растяжения материала. При увеличении сечения «юбки» уменьшается толщина металла в этом месте.
Развальцовка выполняется в соответствии с требованиями, которые прописаны в соответствующих ГОСТах. Только в этом случае можно быть уверенным в качественном и надежном соединении деталей, которое выдержит рабочие нагрузки и давление.
Когда применяется?
Развальцовка нашла широкое применение в современном мире. К этому методу обработки металлических труб обращаются в различных случаях.
- Соединение трубок кондиционера требует употребления муфт. Применение этого метода объясняется необходимостью в контроле рабочих жидкостей и неприемлемостью использования сварки. Аналогичная ситуация складывается в сфере производства холодильных установок.
- Пайка медных заготовок может быть выполнена на высоком уровне только при условии хорошего соприкосновения поверхностей труб. В случае обработки заготовок с разным диаметром проблем не возникает — они просто вставляются друг в друга и спаиваются между собой. Для труб с одинаковым диаметром приходится применять развальцовку для торцов, увеличивая тем самым площадь соприкосновения. Если ее не применять, то соединение не получится прочным и разорвется от рабочих усилий или вибрации.
- Создание подводок из нержавеющих гофрированных труб.
- При конструировании трубопроводов или проведении ремонтных работ в процессе создания различных приборов возникает необходимость в качественном соединении медных трубок. Благодаря развальцовке можно подготовить отверстия для дальнейшего соединения.
- Монтаж трубопроводов из металлопластиковых, алюминиевых, стальных и прочих материалов, а также устранение протечек в уже существующих конструкциях.
- Упрощенный процесс соединения торца труб может потребоваться в декоративных и прочих целях. В этом случае развальцовка позволяет зафиксировать заготовку торцом к плоскости, например.
- Создание сложных конструкций, которые, к примеру, предполагают прокладку электрических жгутов, требуют обеспечение прохождения через изгибы. Для решения таких задач вся конструкция разбивается на несколько фрагментов, которые соединяются между собой муфтами.
- В сфере производства автомобилей существует необходимость создания быстроразъемных соединений для формирования гидравлических тормозных систем и элементов для систем сцепления.
- Подготовка труб под шланг, изготовление заклепок, втулок и прочих деталей.




На самом деле развальцовка имеет широкое применение, и всего не перечислишь.
Главные моменты мы указали, потому можем продвигаться дальше в процессе изучения особенностей этого способа обработки труб из разных материалов.
Обзор видов
Существует несколько основных видов развальцовки.
Одинарная
Одинарный тип является самым простым из всех существующих. Этот способ довольно редко применяется, поскольку характеризуется низким качеством и недостаточно прочным соединением труб. Одинарная развальцовка делается под углом в 45 градусов, имеет вид одинарной воронки, выполняется при помощи любого ручного устройства.
«Под грибок»
Это одноразовая развальцовка. Для нее нужен специальный эксцентрик. Хотя такая развальцовка считается одноразовой, но на практике трубка может прикручиваться несколько раз, и качество соединения при этом не страдает — это неоднократно было проверено на практике.
Двойная
Двойная воронка —это американский стандарт. С такой обработкой трубы могут соединяться многократно. Для достижения такого результата необходимо проделать две операции. В результате первой получается «пузырь» в виде оправы.
В ходе второй операции происходит заминание конусом – и образовывается воронка.
Двухсторонняя
Такая развальцовка имеет вид одинарной воронки с двойным краем. Этот результат можно получить за счет применения профессионального инструмента, который поставляется с комплектом насадок.
Инструменты и приспособления
- Экспандер на настоящий момент является самым простым устройством для развальцовки труб. Этот агрегат работает в паре с насадками-шаблонами или штампами. Меняя эти насадки, можно обрабатывать трубы с разным диаметром. Растягивание происходит быстро, с минимальными усилиями. Недостатками являются неоднородность деформации и вероятность образования трещин.

- Конусный развальцовщик также является простым устройством, которое позволяет получать достойные результаты. Фиксирование трубы осуществляется в тисках, в заготовку вдавливается конус несколько раз. С каждым разом конус погружается на большую глубину. Популярность этого станка объясняется низкой стоимостью и простой эксплуатацией.
- Механический развальцовщик демонстрирует более высокое качество обработки заготовок. На трубу воздействует сразу несколько стальных валиков. Вместе с агрегатом пользователь получает набор валиков, рассчитанных на разный диаметр заготовок. За счет многократного прокатывания валиков по внутренней части трубы с определенным усилием материал растягивается равномерно и одинаково по всему диаметру.
- Развальцовщик с электроприводом — это профессиональное автоматизированное оборудование. Стоимость таких агрегатов высокая, но она полностью соответствует производительности и отменному качеству обработки труб. Работа также построена на многократном воздействии валиков на заготовки. На российских предприятиях обычно устанавливаются агрегаты из Италии, Германии и Британии. Рассчитывать на окупаемость станка можно лишь при постоянной его эксплуатации.
- Стационарные станки для развальцовки встречаются только на крупных промышленных объектах.


Этапы
Чтобы лучше понимать технологию развальцовки, будет полезно рассмотреть основные этапы этого процесса.
- Тщательная торцовка, результатом которой должен стать прямой угол между торцом и плоскостью. Чем меньше в этом показателе будет отклонений, тем качественнее получится результат.
- Зачистка металла, удаление заусениц, окислов и прочих дефектов.
- Надевание на трубу резьбовой муфты.
- Зажимание заготовки в станине. При этом над станиной оставляется несколько миллиметров круглой заготовки — это будет рабочей областью.
- При вкручивании винтового элемента развальцовывающий конус должен упираться в торец с такой силой, чтобы возникающего давления хватало для деформации трубы. Результатом такого воздействия будет образование «юбки» со скосом в 45 градусов.
- Труба может выниматься из станины, а муфта при этом перемещается к обработанному краю.
- Для облегчения обработки трубы используется смазка. Винт перемещается вперед и назад, пока не будет получен желаемый результат.


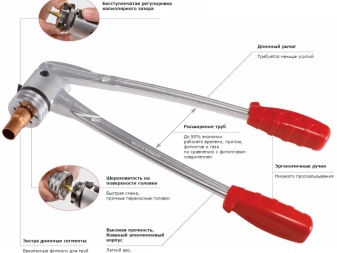
При работе с ручным инструментом принцип работы немного меняется.
- Заготовка торцом насаживается на головку с подходящим диаметром до упора.
- Стационарная рукоятка удерживается, а подвижная – перемещается по окружности. При таком воздействии губки головки будут постепенно разводиться. Чрезмерных усилий применять не нужно, поскольку можно разорвать заготовку.
- Когда диаметр будет расширен до нужного значения, можно снимать обрабатываемую трубу, и проверять полученный результат.


Рекомендации по выполнению
Даже если ранее никогда не приходилось сталкиваться с процессом развальцовки, можно с первого раза получить хороший результат. В этом помогут советы и рекомендации от специалистов.
- Трубы перед работой нужно тщательно проверить. Их сечение должно быть идеально круглым, без заусенцев, мусора и прочих дефектов.
- В процессе обработки нельзя допускать перекоса заготовок и расширяющего наконечника. Иначе раструб будет асимметричным, и надежного соединения уже не получится.
- В случае ручной обработки болванка не вдавливается, а вкручивается. В этом случае усилие будет равномерно распределяться, и вероятность повреждений трубы будет снижена.
- Если работа выполняется экспандером, обработка трубы делится на несколько этапов. Растягивание трубы должно выполняться после небольшого расширения кромки.
- Используя станки с матрицами, нужно четко подбирать отверстие под диаметр заготовки – погрешность здесь должна быть минимальной.
- Труба по внешней стороне обрабатывается абразивной губкой, что позволит убрать пыль и прочие загрязнения. Пропустив этот этап, можно столкнуться с проскальзыванием заготовки в матрице, что сильно усложнит работу.
Обзор инструмента для развальцовки труб смотрите далее.
Вальцовка труб: что это такое, где используется и как осуществляется?
Операция вальцевания труб берет свое название от прокатных валиков – вальцов (валков). Данные приспособления позволяют придать заготовке необходимый радиус. Но сам термин «вальцевание» не ограничивается одной гибкой труб. Рассмотрим, что же включает в себя этот процесс.


Что такое вальцовка труб?
Вальцовка, или же вальцевание, труб – это технологический процесс деформации изделия для получения заданной формы. Такая деформация позволяет сохранить материал, в отличие от операций токарной или фрезеровочной обработки. Само определение вальцевания включает в себя следующие операции:
- изменение поперечного сечения трубы;
- изгиб заготовки под углом или по радиусу;
- создание трубы из плоской или круглой заготовки;
- привальцовка – процесс исключения зазора между расширяемым краем заготовки и трубогибом;
- развальцовка – это увеличение одного конца трубки, выполняется для соединения двух труб телескопическим способом или для крепления к другому изделию;
- завальцовка – обратная операция с целью создания герметичного соединения двух труб;
- резка металла.
Список весьма обширный и включает самые разные операции. Такой охват позволяет применять вальцевание в различных отраслях.



Зачем и где используется?
Профильной отраслью, использующей процесс вальцевания, смело можно назвать металлообрабатывающую промышленность. Следующими в списке стоят все сферы, в которых применяются трубы и трубные соединения. Вальцевание используется как при создании трубок кондиционера, гофрированных труб из нержавеющей стали или трубок теплообменника, так и для весьма сложных конструкций (типа барабана парового котла).
С помощью вальцевания удается выполнить подгонку трубопроводов по месту для нестандартных решений. Тем самым удается избежать трудностей с созданием новых узкоспециализированных изделий.


Вальцевание применяется не только в промышленности, но и в повседневной жизни. Данная процедура актуальна в следующих случаях:
- соединение блоков кондиционера при установке;
- прокладка газовых и сантехнических труб;
- при пайке медных трубок холодильных установок;
- замена трубок тормозной системы автомобиля.


Технология
Как и любая другая технологическая операция, вальцевание имеет свои ГОСТы и ОСТы, регулирующие и регламентирующие процесс и его параметры, например: контроль герметичности, калибровку, допуски на толщину стенок трубы. Также на предприятиях имеются собственные СТО для этих целей. Представим краткий список данных документов.
- ГОСТ 13954-74 (переиздан в январе 1988 г. с Изменениями №1, 2). Концы труб, развальцованные для соединений трубопроводов по наружному конусу. Конструкция и размеры.
- ГОСТ Р 55601-2013. Аппараты теплообменные и аппараты воздушного охлаждения. Крепление труб в трубных решетках.
- ГОСТ 28941.12-91. Соединения трубопроводов с развальцовкой трубы. Концы труб развальцованные.
- ОСТ 26-02-1015-85. Отраслевой стандарт. Крепление труб в трубных решетках. Министерство химического и нефтяного машиностроения.
- СТО 002203680014-2009. Крепление труб в трубных решетках кожухотрубчатых теплообменных аппаратов и АВО.
Стоит отметить, что СТО редко находятся в открытом доступе и относятся только к одному предприятию. Также стоит учитывать свойства материала, из которого изготовлена труба, поскольку именно от них зависят допустимые усилия при вальцовке.
Методы
В зависимости от температуры заготовки процесс вальцовки труб можно разделить на две большие группы.
- Горячее вальцевание. Используется при работе с материалами, обладающими высоким сопротивлением к деформации. Например, нагрев используется при вальцовке пластиковых труб по радиусу.
- Холодное вальцевание. Применяется для мягких материалов, таких как медь, алюминий, низкокачественная сталь и им подобные.


Оба типа обработки применяются как при ручном, так и при промышленном способе вальцовки труб. Для самостоятельной работы потребуется приобрести экспандер или специальный набор, в который входят следующие предметы: труборез, штампы с отверстиями различного диаметра, зажим и сам труборасширитель. Он оснащается конусным расширителем. Если конус черный и необработанный, то набор предназначен для сантехнических труб, в противном случае комплект можно применять при работе с кондиционерами.
При развальцовке различают три основных типа воронки.
- Обычная воронка. Самый просто вариант, встречается повсеместно.
- Евростандартный грибок. Подобный тип часто встречается на автомобилях европейского производства. Внешне напоминает автомобильную покрышку.
- Воронка с двойным сложением окраины. Воронки такого типа распространены в автомобилях американского производства.


Часто для расширения трубы собственными силами используется коническая заготовка с необходимым углом. Но при таком подходе велика вероятность, что материал трубы деформируется неравномерно, а возможно, произойдет разрыв трубы или ее загиб.
В промышленности список используемого оборудования и инструментов гораздо шире, поэтому рассмотрим его поподробнее.

Инструменты и оборудование
В производстве процесс вальцевания выполняется не только с помощью обычных или пневматических ручных инструментов – для этого также применяют токарный станок, вальцовый трубогиб или прокатный станок. Использование подобных специализированных станков и инструментов обуславливается размерами заготовок и материалами, из которых они сделаны.
Именно от свойств и параметров материала заготовки зависит, какой категории будет использоваться инструмент при обработке.
- Категория Т – используется при обработке трубок с внутренним диаметром от 5,6 до 12.5 мм. Глубина вальцевания ограничена.
- Категория СТ – применяется при вальцевании сварных изделий, внутренний диаметр которых равняется 6-11 мм. Так же, как и у инструментов группы Т, у СТ ограничена глубина использования.
- Категория Р – предназначена для изделий диаметром от 1,2 до 4 см. Максимальное значение развальцовки равняется 4,87см.
- Категория РТ – используется для видов с внутренним диаметром 0,55-1,29 мм.
- Категория СР – применяется для толстых трубных решеток, глубина развальцовки равняется 3,23 см.
- Категория 5Р – предназначена для трубок из нержавеющей стали с тонкими стенами.
- Категория К и КО – подходят для развальцовки котельных труб.


В свою очередь, прокатные станы по изготовлению бесшовных труб также имеют свое разделение.
- Непрерывно-удлинительные. Предназначены для производства изделий диаметром до 110 мм.
- Коротконаправочные. Используются при изготовлении изделий диаметром от 60 до 450 мм.
- Трехвалковые. Применяются для создания толстостенных труб сечением от 35 до 200 мм.
- Пилигримовые. Предназначены для получения бесшовных изделий диаметром от 400 до 700 мм.




Валковые трубогибы представляют собой систему, состоящую из нескольких валков, их количество варьируется от 2 до 3 (реже 4) штук. Два вращающихся нижних валка в такой системе прижимают заготовку к третьему, упорному, вокруг которого изгибается изделие. В результате такой прокатки изменяется профиль внутреннего сечения трубы. Регулировка радиуса получаемого изделия осуществляется подбором диаметра валков и расстояния между нижними элементами. В процессе обработки валки станка должны выдерживать высокие механические нагрузки, поэтому их изготавливают из высокопрочных сплавов стали.
Подобные трубогибы являются довольно универсальным оборудованием и позволяют выполнять вальцевание уголков. Также при помощи вальцов различного вида создаются профильные трубы. Наибольшей популярностью пользуются профильные трубы квадратного (прямоугольного) и овального сечений.
Подводя итоги, стоит еще раз отметить, что термин «вальцевание» включает в себя довольно объемный список технологических процессов. Для получения необходимого результата необходимо грамотно выбрать подходящий инструмент, оборудование и соблюдать условия технологического процесса.
Вальцовка К-45-47 и КО-45-47 представлена далее.
Читайте также: