Развертки из листового металла
Обновлено: 27.09.2024
Автор:
Развертка — это 3D-модель из листового металла в развернутом состоянии.
Команда "Создание развертки" выполняет расчеты по материалу и подбирает компоновку, необходимую для преобразования 3D модели из листового металла в плоскую модель.
В обозревателе детали отображается узел "Развертка". Когда этот узел активен, отображается плоский вид модели. После создания развертки можно переключаться между видом согнутой детали и видом развертки.
При редактировании 3D-модели развертка автоматически обновляется. Если в результате изменения модели получится некорректная развертка, то отобразится диалоговое окно со всеми ошибками в развертке. Можно продолжать работу, но предупреждения об ошибках будут появляться до тех пор, пока они не будут исправлены.
Невозможно выровнять элементы, требующие деформации материала, такие как штампованные клейма или углубления. Если данные элементы были размещены на гранях листового металла с помощью команды "Инструмент высечки", то на развертке они будут представлены как 3D-элементы. Кроме того, они могут быть представлены с помощью выбранного эскиза или маркера центра. Применение эскизных и типовых элементов может дать непредсказуемые результаты, поэтому для добавления этих форм в деталь из листового металла следует использовать высечной инструмент.
Если развертка модели не может быть создана (например, элементы фланца на развертке отображаются с нахлестом), диалоговое окно предупреждения указывает на пересекающиеся элементы. В диалоговом окне можно нажать кнопку "Редактировать" либо "Отмена" или можно принять ошибки пересечения, выбрав параметр "Принять". Если ошибки приняты, развертка создается с пересекающимися элементами. Во время последующего создания различных элементов в модели после гибки это диалоговое окно будет отображаться до тех пор, пока элементы, пересекающиеся в развертке, не будут отредактированы.
Экспорт разверток
Можно экспортировать развертки в файл SAT или в файлы AutoCAD форматов DWG и DXF. Для разверток, сохраненных в формате DWG или DXF, обеспечивается поддержка на всех уровнях (цвет, тип линий и все линий).
Ориентация развертки
При создании развертки можно использовать команду "Определение главной стороны" на ленте, чтобы пометить любую грань детали из листового металла как верхнюю. Главная стороны выделяется для указания направления высечки. Если при создании развертки главная сторона не указывается, то программа сама создает главную сторону и добавляет запись в обозреватель
Можно удалить сторону А пока развертки не существует. Изменение ориентации развертки влияет на главную сторону, которая выделяется при выборе узла обозревателя. Если изменение приводит к тому, что расчет главной стороны происходит с ошибкой, можно щелкнуть правой кнопкой мыши узел обозревателя главной стороны и указать новую главную сторону, в результате чего в обозревателе появится новый узел главной стороны.
Для выделения главной стороны, настройки ориентации, представления высечки и измерения угла сгиба можно использовать параметры контекстного меню. При выборе команды "Показать главную сторону" все грани главной стороны размещаются в предварительном наборе документа.
Иногда требуется индивидуально задавать ориентацию разверток для файлов различных элементов параметрической детали листового металла. Следует сохранить индивидуально именованные ориентации разверток для задания ориентации в таблице параметрических рядов.
Прим.: Позаботьтесь об этом при создании чертежей разверток. В примечаниях к сгибам и высечкам направление указывается относительно используемой по умолчанию фронтальной проекции, которая формируется при создании вида. Этот вид базируется на передней грани, видной в состоянии развертки модели.
Отображение 3D-элементов в развертках
- 3D элемент
- Дополнительное представление эскиза
- Эскиз с маркером центра
- Только маркер центра
Эти параметры отображения недоступны для элементов высечки, добавленных в развертку. 3D-элементы, размещенные в модели после гибки с помощью параметрических элементов, отображаются так, как они были смоделированы. Если эти элементы удаляют материал (например, вырез), развернутый на плоскость лист в развертке будет представлен правильно. Если эти элементы добавляют материал, они отображаются в развертке так, как были смоделированы
Прим.: Детали, преобразованные в детали из листового металла, могут содержать 3D-элементы, которые невозможно сформировать с помощью однородной толщины листа. Эти элементы отображаются в развертке так, как они были смоделированы.
Отображение вырезов в развертках
В некоторых случаях вырезы в деталях из листового металла на развертках могут отображаться только в виде отрезков или дуг. Как правило, это происходит из-за того, что вырезы сделаны под углом к грани или потому что на кромках вырезов добавлены фаски или скругления.
Правки, вносимые развертку
С помощью команд на вкладке "Листовой металл" ленты можно добавлять элементы к развертке, способствующие успешному изготовлению изделия. При добавлении элементов в то время, когда модель отображается в виде развертки, элементы не становятся частью модели детали. Когда модель возвращается к состоянию модели после гибки, эти элементы не отображаются в дереве журнала элементов деталей.
Прим.: Если требуется добавить элементы модели, когда модель находится в состоянии развертки, следует сначала добавить в модель элемент в состоянии Развертка. Если эти элементы пересекают зону сгиба, то при возвращении модели в состояние после гибки с помощью функции Повторная гибка они сгибаются как нужно.
Чертежи разверток
С помощью Диспетчера чертежей можно создать вид развертки детали из листового металла. При удалении развертки теряется и вид.
При создании чертежей разверток следует помнить, что в примечаниях к сгибам и высечкам направление указывается относительно вида развертки, показанного в модели. Вверх означает направление к смотрящему по отношению к показанному (или именованному) виду, а Вниз означает направление от смотрящего по отношению к показанному (или именованному) виду.
Физические свойства Inventor (включая среди прочего массу и объем), рассчитываются по-разному, в зависимости от состояния модели (после гибки или развертка). Другие представления высечки в развертке влияют на физические свойства Inventor аналогично последнему рассчитанному состоянию модели (состояние после гибки или развертка с изменениями).
Габариты развертки
Развертки требуют некоторого запаса материала листового металла. Размеры этого материала могут меняется по длине и ширине в зависимости от ориентации развертки. Эти свойства обновляются при каждом обновлении или переориентации развертки.
Длина, ширина и площадь доступны в Диспетчере чертежей (и через программный интерфейс приложения) как следующие свойства листового металла: ДЛИНА ГАБАРИТОВ РАЗВЕРТКИ, ШИРИНА ГАБАРИТОВ РАЗВЕРТКИ и ПЛОЩАДЬ ГАБАРИТОВ РАЗВЕРТКИ.
Прим.: Детали листового металла предыдущих версий, перенесенные в версию R2010, обладают этими свойствами, но для них требуется выполнение обновления вручную.
ВЫСОКИЕ ТЕХНОЛОГИИ
Развёртка листового металла
Листовой металл является самым распространенным материалом для производства различных металлоконструкций. Из него можно вырезать различные фигуры, гнуть, вальцевать и таким образом получать всевозможные формы детали, которые трудно получить из других сортаментов. Изготовление изделий путем гибки и сварки листового металла является каждодневной работой предприятий, занимающихся изготовлением металлоконструкций.
Прежде, чем приступить к изготовлению гнутой детали необходимо создание ее заготовки. Заготовкой здесь является развертка листового металла. Вырезав по её размерам лист металла и загнув в размеченных местах получаем деталь необходимой нам конфигурации.
Построение таких разверток является частой задачей конструкторов и технологов на производстве металлоконструкций. Строить их вручную довольно трудоемко, данный процесс занимает много времени и к тому же обладает некоторым риском появления ошибок в силу большого объёма ручного расчета размеров развертки, то есть человеческого фактора.
Уже давно этот процесс удачно автоматизирован, и современные CAD-системы обладают специальными модулями «Листовой металл» для проектирования гнутых деталей из листового металла и автоматического получения их разверток.
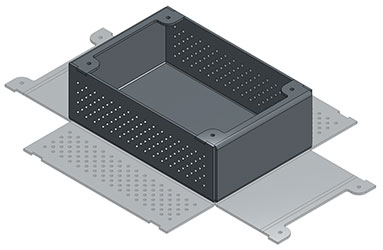
1. Построить 3d-модель, преобразовать в листовой металл и получить развертку.
2. Построить базовую плиту и гнуть ее, добавляя новые стенки под разными углами и радиусами.

Больше про гибку листового металла можно посмотреть здесь, а вот на чем я хотел бы акцентировать Ваше внимание в данной статье, так это на коэффициенте нейтрального слоя.
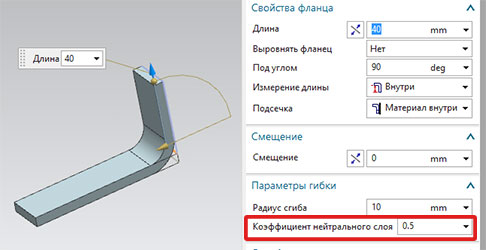
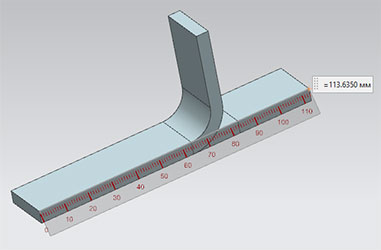
При автоматизированном проектировании развертки листового металла в CAD-системе всегда необходимо учитывать по какой кромке (наружной, внешней или средней линии) строится развертка. Другими словами учитывать коэффициент нейтрального слоя (К). Например, если коэффициент нейтрального слоя примем 0,5, что соответствует середине толщины листового металла, то длина развертки составит 113,635 мм, а если K=0.1, то Lразвертки=110,4934 мм. Разница очевидна, во втором случае полностью бракованная деталь, так как из 110 мм 113 уже никак не сделать, если конечно не сплющить ее в толщине, но это уже другая история).
Развернутая длина гиба равна длине этого нейтрального слоя элемента. Нейтральный слой не растягивается и не сжимается при сгибе детали. И положение этого нейтрального слоя как раз и определяет коэффициент К. При увеличении коэффициента нейтральный слой смещается к внешней стороне сгиба. Этот коэффициент зависит от множества факторов, таких как физические характеристики материала, толщина листа, радиус сгиба. Его рассчитывают по специальным формулам.
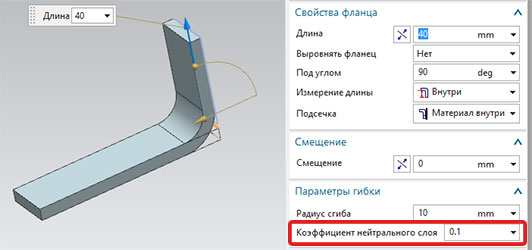
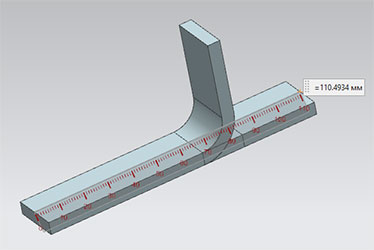
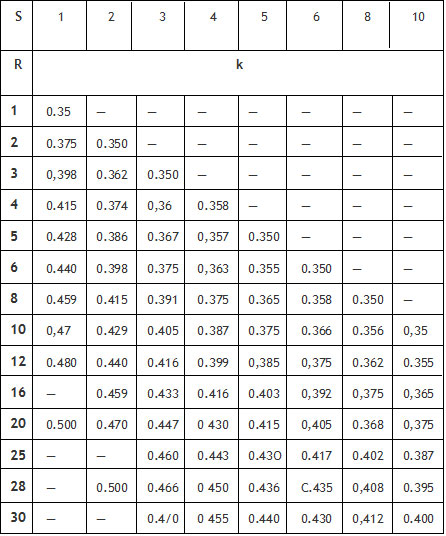
Таблица коэффициента К в зависимости от толщины листа (S) и радиуса гибки (r) можно выбрать из следующей таблицы.
Часто про этот коэффициент забывают, всегда учитывайте этот фактор, так как именно из-за этого вроде бы незначительного значения, может быть полностью зарезана деталь без возможности доработки. Каждый случай индивидуален и необходимо менять коэффициент, поэтому корректируйте его исходя из своей ситуации.
Построение разверток осуществляется не только для листового металла, её также с успехом используют при создании шаблонов для отрезки труб, например, с уклоном на торце для создания угла поворота трубопровода. Но это уже немного другая тема, поэтому подробнее об этом можно узнать здесь…
Освоив такой метод проектирования деталей из листового металла можно легко делать подобные развертки одним кликом. Это здорово экономит время проектирования и конструкторско-технологической подготовки производства к выпуску продукции, а также значительно снижает человеческий фактор и вероятность получения брака. Что всё вместе позитивно влияет на эффективность предприятия и конечно же на экономические показатели и прибыли в целом.
Развертка из листового металла

Хотя создать деталь из листового металла невозможно, можно создать и задокументировать развертку из листового металла. При открытии детали из листового металла вкладка "Листовой металл" на ленте отображается команду создания развертки.
Развертка листового металла
Для создания производственных чертежей используйте развертку в форме детали из листового металла, прежде чем она будет сформирована.
Развертка показывает линии сгиба, области сгиба, места высечки и форму всей детали со всеми сгибами с учетом всех развернутых сгибов и коэффициентов сгибания.
Важное замечание: Команда "Развертка" отключена в файле мультидетали. Используйте команду "Создать компоненты" или "Создать деталь", чтобы создать уникальный файл детали для каждого из тел, а затем открыть производную деталь для развертки.
Команда "Создать развертку" создает развертку в обозревателе элементов деталей из листового металла. Команды редактирования развертки становятся активными, когда модель отображается в состоянии развертки, включая:
- Общие команды моделирования
- Пояснение порядка сгибов
- Вспомогательная осевая линия
При преобразовании детали из листового металла в стандартную деталь происходит автоматическое удаление развертки детали из листового металла. Каждый раз при удалении развертки в детали из листового металла также происходит удаление всех видов развертки на связанных чертежах.
Физические свойства в чертежах разверток
Ориентация разверток
- Вырезка элемента под углом на грани, к которой он применен.
- На ребра элемента вырезки добавлены фаски или скругления.
Изменение развертки
Прим.: Если требуется добавить элементы модели, когда модель находится в состоянии развертки, следует сначала добавить в модель элемент в состоянии Развертка. Если эти элементы пересекают зону сгиба, то при возвращении модели в состояние после гибки с помощью функции Повторная гибка они принимают нужную форму.
В Inventor длина, ширина и площадь доступны в Диспетчере чертежей (и через API) как следующие свойства листового металла: ДЛИНА ГАБАРИТОВ РАЗВЕРТКИ, ШИРИНА ГАБАРИТОВ РАЗВЕРТКИ и ПЛОЩАДЬ ГАБАРИТОВ РАЗВЕРТКИ.
К-фактор в расчете развертки
Возвращение к старой теме расчета длины развертки детали из листового металла при гибке обусловлено необходимостью консолидации некоторой новой и старой информации по этому вопросу. Обобщение и анализ имеющихся данных, думаю, будут полезными для принятия.
. правильных решений на практике.
Длину развертки криволинейного участка принято определять как длину дуги окружности радиусом r по известной со школы формуле:
Lг =π* r * α /180, где
π =3,14…
r – радиус нейтрального слоя, который не растягивается и не сжимается при изгибе
α – угол изгиба в градусах

Главная проблема – как максимально точно вычислить этот радиус r ? Ведь просто взять и измерить его по понятным и очевидным причинам нельзя!
Если представить радиус r в виде суммы R и t (смотри рисунок выше), а размер t в виде произведения толщины материала s на некоторый коэффициент K , то получим формулы:
r = R + t
t = K * s
r = R + K * s
Задача сведена к тому, что для ее решения необходимо знать значение коэффициента К .
Коэффициент смещения условного нейтрального слоя K во многих источниках принято ныне называть коротко: К-фактором.
K =f ( R / s )
На графиках ниже наглядно представлена информация, собранная из ряда доступных популярных источников.

Значения К-фактора, как видите, несколько отличаются у разных авторов.
АСКОН (в старых версиях) «согласен» с немецким стандартом DIN 6935, наш РТМ 34-65 опирается на данные Рудмана и Романовского, Анурьев и «примкнувший» к нему T-flex занимают свою позицию в этом вопросе.
Формула из классического сопромата:
K =1/ln(1+ s / R ) — R / s
— кривая красного цвета, которой, к слову, я раньше пользовался всегда, близка к значениям Рудмана, но всё же выдает несколько большие значения К-фактора в зоне наиболее распространенных на практике отношений R / s .
Данные Рудмана считаются многими коллегами и экспертами в Сети наиболее точными. Возможно. Несколько смущает странный непонятный перегиб кривой Рудмана в весьма интересной для практики области 0,8< R / s . Если данные – результат опытов, то, что такое происходит нестандартное с металлом в этой области?
Некоторые CAD-программы, работающие с листовыми телами, «ждут» решения от пользователя по вводу и подтверждению значения К-фактора. На сегодня, видимо, есть два варианта действий по принятию решения. Первый – поверить какому-либо из вышеназванных источников. Второй – на опыте в результате эксперимента определить значение К-фактора для конкретного материала и условий гибки.
Избравшие второй путь при обеспечении чистоты эксперимента и высокой точности замеров получат истинное значение К-фактора для конкретной детали при строгом соблюдении и повторении определенной технологии.
В помощь решившимся идти по пути эксперимента могу порекомендовать небольшую простую программу BendWorks Олафа Дигеля из Новой Зеландии написанную ещё в 2003 году.
Во-первых, программа считает длину развертки по заданной вами величине К-фактора.
Длина изогнутого участка в развернутом состоянии определяется по формуле:
Lг =π*( R + K * s )* α /180

Во-вторых, если вы не знаете значения K , то программа, определяя длину развертки, в зависимости от способа гибки и жесткости материала предлагает приближенные значения К-фактора согласно таблице, приведенной ниже.


С одной стороны учет свойств металла и способов гибки детали – это несомненный шаг вперед. Но, с другой стороны, жестко фиксированные значения К-фактора в достаточно широких диапазонах R / s – это «минус» точности расчета развертки. Хотя для случаев, не требующих особой точности, определение К-фактора по предложенной автором таблице может быть успешно применено на практике.
В-третьих, программа помогает легко вычислить по результатам экспериментальных замеров реальное значение К-фактора для вашего материала, инструмента, оснастки, технологии. Именно этот вариант определения коэффициента смещения нейтрального слоя K настоятельно рекомендует автор при жестких допусках на размеры гнутой детали.
K =( Lг *180/(π* α ) — R )/ s

Обратите внимание: на графике в начале статьи область, выделенная зеленым цветом, соответствует данным из вышеприведенной таблицы программы. Все-таки она ближе к данным Рудмана, Романовского и классического сопромата в диапазоне 0 < R / s !
В Сети программа легко находится по поисковому запросу «BendWorks».
На старинной страничке автора сказано, что программа «абсолютно бесплатна», и помещены координаты для связи и адрес электронной почты:
Хотя английский интерфейс программы прост и интуитивно понятен, для упрощения работы прилагаю ссылку на файл с переводом статьи-справки автора «The fine-art of Sheet Metal Belding»:
Читайте также: