Регулировка гибочного станка металл мастер
Обновлено: 23.04.2024
Строители знают, что грамотно настроенный и исправный инструмент – это залог безопасности мастера и качества производимой продукции.
Очень важно знать, как настроить станок и, конечно же, как сделать работу на нем безопасной для всех.
Важные аспекты безопасности:
- Качество сборки и точная настройка
- Материал станка
- Грамотная эксплуатация
Первое, с чем сталкиваются производители гибочного оборудования – это качество материала, из которого изготовлен станок. В Metal Master с этим все в порядке. Сталь, из которой производятся листогибочные станки Metal Master (в том числе серии LBM), поставляется немецким концерном ThyssenKrupp. Это признанный поставщик качественных и надежных материалов.
Кроме этого, после изготовления станка, происходит тщательная проверка и оценка оборудования. Этим занимается компания Ruukki – производитель кровельных покрытий. В инструкции к станку указывается тип стали и возможные гибочные операции. Например, для станка LBM – это сталь SSAB со всевозможными специальными покрытиями и возможностью изготовления профилей П-образной формы.

Сборка станка
Основная часть станка собирается на заводе. Остальные элементы - опоры и дополнительная оснастка - устанавливаются уже непосредственно на рабочем месте.
Настройка и регулировка прижима
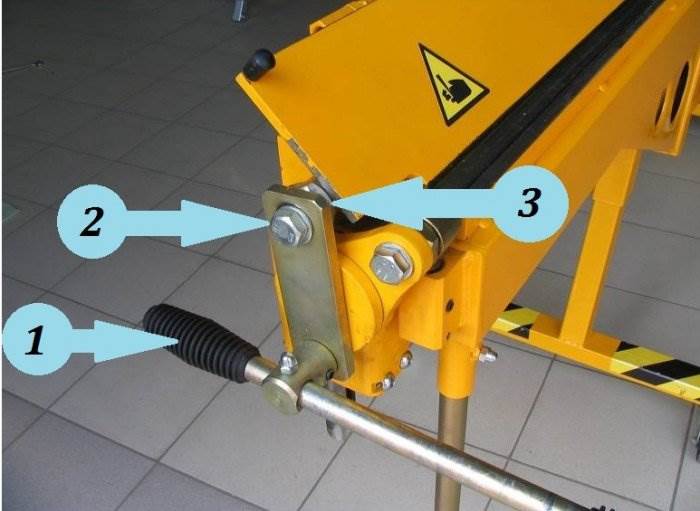
Чтобы открыть прижимную балку, необходимо задействовать рычаг управления (1). Силу прижима можно отрегулировать эксцентриком (3), он располагается с правой и левой стороны станка. Регулировка начинается с закрытия верхней балки без заготовки. После чего нужно ослабить шестигранные болты (2) и эксцентрики (3), тем самым, снизив напряжение верхней планки.
Следующий этап – регулировка с металлической заготовкой шириной 6 см. Нужно отрегулировать прижим листа с помощью эксцентрика (3) таким образом, чтобы лист перемещался с некоторым усилием. Для этого необходимо держать ключом эксцентрик (3) и одновременно затягивать шестигранный болт (2).

Рисунок 1. Регулировка прижима. 1 – рычаг управления, 2 – болт, 3 - эксцентрик
Если сила прижима будет слишком сильной или слабой (это зависит от толщины листового металла), то повышается вероятность выхода из строя элементов конструкции.
Настройка гибочной планки
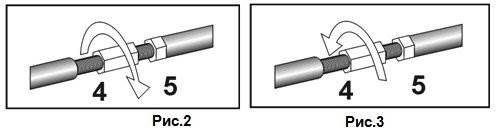
Чтобы улучшить качество гиба металла, нужно отрегулировать положение гибочной балки при помощи римской гайки (рисунок 2)

Рисунок 2. Вращение римской гайки по и против часовой стрелки. 4 – римская гайка, 5 – контргайка
Если планируете работать с большой толщиной, то нужно следует усилить зажим – ослабить контргайку и крутить римской гайкой в направлении по часовой стрелке. Для тонкого листа – ослабляется контргайка и против часовой стрелки крутиться римская – тем самым усилие зажима уменьшается.

Рисунок 3. Винты для регулировки высоты гибочной планки
Чтобы изменить радиус гиба для заострения или сглаживания края заготовки, нужно отрегулировать высоту гибочной планки. Высота планки регулируется с помощью винтов, показанных на рисунке 3.
Важно отметить, небольшая высота гибочной траверсы дает большой радиус гиба. Поэтому радиус гиба не должен быть меньше толщины листа.
Теперь стоит рассмотреть необходимые требования для обеспечения безопасной работы на листогибочном станке Metal Master LBM.
Правила безопасности
Чтобы работа на станке Metal Master LBM была безопасной для мастера, необходимо следовать нескольким простым правилам.
- Порядок на рабочем месте – это основное правило и его следует неукоснительно соблюдать.
- Следите за погодными условиями. Даже если в технических параметрах станка указано, что он может работать при любых температурах, листогиб необходимо прятать от дождя.
- В рабочей зоне должны находится только мастера, никаких животных и тем более детей.
- Установите машину на ровную и твердую поверхность. И обеспечьте необходимое пространство для свободной работы.
- Не забывайте о техническом обслуживании – проверяйте рабочие планки станка, элементы эксплуатации и сервиса. Все должно быть чистым и сухим.
- Загружайте машину Metal Master LBM, не превышая ее возможности. Увеличить гиб (на величину больше заявленной) невозможно с помощью рычагов управления гибочной планки, лучше использовать специальную машинку для загиба фальцев. Установку силы прижима лучше отрегулировать на этапах сборки и настройки. Это поможет предотвратить поломку листогиба и обезопасит оператора станка.
- Ваша одежда должна быть предназначена для работы – не стоит надевать неудобную, большого или маленького размера одежду. На руках должны быть рабочие перчатки для защиты от порезов. Процессу гиба не должны мешать цепочки и веревки, которые могут быть на вашей одежде.
- Перед работой необходимо проверить листогиб Metal Master LBM на наличие повреждений – проверьте все движущиеся части станка, рукоятки, механизмы и смазываемые детали. Поврежденные элементы замените или отремонтируйте. И только после устранения неисправностей вновь приступайте к работе.
- Залог безопасной работы – это внимательность и сосредоточенность. Не следует работать на станке, если Вы болеете. Не отвлекайтесь на другие операции или на разговор, сконцентрируйтесь.
- Правильно располагайте руки в рабочей зоне – не просовывайте пальцы между балками, не давите на прижимную планку, если Вы держите обрабатываемый лист. Во время гиба держите руки подальше от заготовки и гибочной балки.
Для надежной работы станка рекомендуем использовать дополнительные опции и инструменты, поставляемые производителем станка Metal Master LBM. Только оригинальное оборудование гарантирует вашу безопасность и бесперебойную работу.

За надежным и безопасным листогибочным оборудованием обращайтесь к нам, в «СтанкоЦентр Авангард». Наши менеджеры помогут Вам подобрать необходимые опции для любых листогибов, при необходимости проведут инструктаж, и поделятся с Вами небольшими секретами по работе со станками выбранной марки.
Будьте внимательны при работе на листогибах! Желаем удачи!
Мы рады сообщить, что мы стали официальным представителем компании VanMark (США) в России!
Листогибочные станки VanMark находятся в наличии на складе в г. Санкт-Петербурге.
Токарные станки - как часто Вы настраиваете свое оборудование? Основные проблемы, которые возникают с металлоборудованием, часто связаны с неправильной настройкой и подготовкой устройства к работе.
Особенный алюминий – особенности сварочных работ Что общего между алюминием и аргонодуговой сваркой? Для неустойчивого алюминия подходит именно данный вид сварочных работ.
Основные рекомендации перед началом работы с ручным листогибом MetalMaster LBM
После того, как Вы приобрели и доставили листогибочный станок на свое предприятие, следующий важный этап — это грамотная сборка и настройка. Это весьма актуально, так как инструмент обычно продается в частично разобранном виде. Станки поставляют разобранными для того, чтобы исключить риск повреждения подвижных частей и механизмов, а также для удобства транспортировки агрегатов.

После доставки станка на производство требуется для начала убрать защитную обрешётку и смонтировать стойки опор. Только после их установки можно поставить агрегат на его рабочее место и монтировать все остальные части. Собирать оборудование требуется только после ознакомления с инструкцией и строго следуя всем ее пунктам.
Правильная установка прижимной траверсы
От того, насколько правильно отрегулирована прижимная траверса зависит усилие при обработке материала. Правильная настроенная балка надежно фиксирует материал, при этом, не допуская излишней перегрузки агрегата.
Если сила прижима будет чересчур велика, то есть риск появления неисправности важных движущихся элементов агрегата. Между тем слишком маленькое усилие непременно повлияет на качество производимых изделий по причине невозможности выполнять сгиб требуемой точности.
Для правильной регулировки прижимной траверсы необходимо:
- слегка открутить фиксирующие болты с двух концов балки (2);
- повернуть эксцентрик (3) и немного поднять балку;
- поместить две одинаковые металлические полосы шириной пять-шесть см с двух сторон рабочей поверхности под балкой;
- опустить траверсу обратно, используя эксцентрик (3). Металлические полосы должны быть достаточно сильно прижаты, сдвинуть их можно только применив некоторое усилие;
- закрутить болты (2), удерживая траверсу в нужном положении.
Во время поворота эксцентрика балка может немного смещаться. Для возврата в необходимое положение требуется провести регулировку направляющих, используя болты. Для этого сначала ослабляются два болта с одной стороны, после чего затягиваются болты на другой стороне. С какой стороны ослаблять и затягивать винты зависит от направления, в котором смещена балка. Радиус сгиба заготовки меняется тем же способом (от 1 до 3 мм).
Как повысить качество сгиба
Для повышения качества продукции требуется регулировать позицию поворотной гибочной траверсы. Если планируется работа с тонким или мягким металлом, то римскую гайку (4) следует повернуть против часовой стрелки, предварительно ослабив контргайку (5). Если же нужно будет работать с толстым или твердосплавным металлом, то римскую гайку (4) необходимо повернуть по часовой. Таким способом увеличивается начальное усилие, которое прикладывается к материалу, однако чересчур большое усилие для мягкосплавного металла негативно скажется на качестве готовых изделий.
Как настроить гибочную балку по высоте
Для настройки гибочной траверсы на требуемую высоту необходимо расслабить болты с двух сторон (6). После чего регулировочный винт (7) поворачивается в правую сторону для увеличения и в левую для уменьшения высоты. После установки траверсы на требуемую высоту фиксирующие болты затягиваются обратно.

Листогиб MetalMaster LBM считается одним из наиболее высококачественных станков на рынке гибочного оборудования в нашей стране. В отличие от аналогов от других производителей, он обладает опцией регулировки гибочного радиуса. Для его увеличения балку требуется опустить. От гибочного радиуса зависит форма получившейся кромки. Если радиус большой, то кромка получается округлой, а при уменьшении радиуса становится острее. Важно помнить о том, что гибочный радиус должен быть больше толщины металла, в противном случае заготовка сломается при сгибе.
Как настроить роликовый нож
Требуемая высота ножа настраивается на нижнем ролике инструмента. Режущая поверхность должна быть точно параллельна гибочной траверсе. Положение режущей части регулируется опорными болтами ролика.
Если при резке нижний ролик не касается металла, это приводит к смещению лезвия. В таком случае требуется отрегулировать ширину каретки с помощью регулировочных роликов.
При резке мягкого материала может происходить деформация кромки, вследствие этого возникают волны на заготовке. Для того, чтобы решить эту проблему рекомендуется смазать режущую часть маслом.
Правильная настройка и грамотная регулировка станка — основа высокой производительности и наилучшего качества производимых изделий. Если у Вас остались вопросы по настройке отдельных элементов станка лучше проконсультироваться со специалистами.
Руководство по обслуживанию ручного листогиба MetalMaster LBM

В случае если станок поставляется в разобранном виде, необходимо его собрать. Для чего, аккуратно снимите обрешетку и распакуйте элементы листогиба. «Тело» станка поставляется в собранном и настроенном состоянии. Для такелажных работ применяйте только текстильные стропы, воизбежании повреждения изделия. В первую очередь смонтируйте левую и правую опоры, установите станок и только после этого монтируйте оставшаяся оборудование станка.
Вид спереди

Вид сзади
Четырехпозиционный упор

Угломер

Кронштейн для ножа

2. Прижимная балка

Надо закрыть верхнюю балку (без обрабатываемого листа). После ослабления болтов с шестигранной головкой (2), на левой и правой сторонах, можно при помощи регулировочного эксцентрика (3) ослабить верхнюю балку. Затем следует вложить у правого и левого краев полоски обрабатываемого материала шириной в60 мм и регулировать эксцентриком (3) зажатие таким образом, что бы полоски можно было перемещать с усилием, затем, удерживая ключом эксцентрик, затянуть болт (2).
Отсутствие установки усилия прижима, которое следует изменять в зависимости от толщины обрабатываемого листа, может привести к повреждению подшипников, осей или регулировочного эксцентрика.
Замечание. Вращение эксцентриков (3) при регулировке. Приводит к небольшому смещению вперед (назад) кромки прижимной балки, что устраняется согласно разделу 4.
3. Улучшение качества гибки
Настройка формы кромки гибочной балки (4) позволяет изменять ее начальный нажим и влиять на лучший результат гибки. Регулировку следует делать при помощи римской гайки (4) рис.2;3
Для твердого и толстолистового железа:
Ослабить контргайку (5) а римской гайкой (4), как указано на рис.2, покрутить по ходу часовой стрелки, благодаря этому получается большой начальный нажим (гибочная балка может выступать выше нижней балки максимально на0,5 мм).
Для мягкого и тонколистового железа:
Ослабить контргайку (5) а римскую гайку, как указано на рис. 3, повернуть против часовой стрелки для уменьшения начального нажима.
4. Регулировка гибочной балки по высоте. Регулировка радиуса загибаемого листа
Регулировка высоты гибочной балки происходит следующим образом (См. рис.4):
Следует ослабить винты (6) и поворачивая винт (7) вправо (подъем) или влево (опускание). Когда высота установлена правильно, надо затянуть винты (6).

Радиус загиба листа можно уменьшить (заострить кромку детали) или увеличить (смягчить кромку детали) регулируя высоту гибочной балки. Чем ниже уровень гибочной балки, тем больше радиус загиба.
ВНИМАНИЕ: минимальный радиус загиба не должен быть меньше, чем толщина заготовки.
4.Регулировка положения прижимной балки.
5. Регулировка поперечного прогиба верхней балки

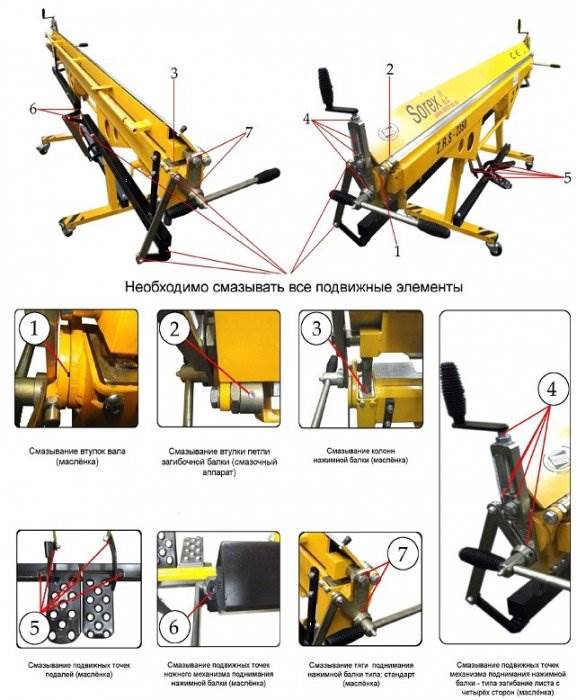
6. Смазка при эксплуатации листогиба.

7. Меры безопасности при эксплуатации листогиба.
Предупреждение: Чтобы избежать несчастного случая на производстве, необходимо внимательно изучить данные положения о мерах безопасности.
Прежде чем начать эксплуатацию машины, прочитайте, пожалуйста, внимательно инструкции, а главное следуйте их в процессе работы.
Настройка роликового ножа для листогиба Metal Master LBM
Очень часто если купить листогибочный станок, то в комплектации идет достаточно популярное и незаменимое особенно при небольшом производстве оборудование – роликовый нож. С его помощью осуществляется резка различных материалов, толщиной до 0,8 мм, в зависимости от типа металла. Корпус ножа изготавливается из стали, после чего покрывается порошковой краской. Сами режущие ножи производятся из инструментальной стали с последующей закалкой.
Роликовый нож имеет 5 точек опор со станком, это позволяет избежать искривлений или отвода ножа в сторону в процессе эксплуатации.

Верхние ролики изготовлены из высокопрочного пластика, имеют подшипники на стопорных кольцах. Данная конструкция защищает механизм роликов от пыли, что значительно продлевает работу самого режущего оборудования.

Чтобы на протяжении долгого времени получать стабильное качество реза необходимо правильно установить роликовый нож на листогибочный станок. Для этого необходимо, чтобы верхняя поверхность ножа была строго перпендикулярна линии реза. В данном устройстве это обеспечивается с помощью специального механизма, состоящего из шестигранника и встроенного внутри винта, который позволяет устанавливать нож на требуемый угол.
Следует также обратить внимание на два нижних металлических ролика, по виду напоминающие подшипники. Данный узел устройства позволяет нам скорректировать положение ножа в нижней точке станка. Эти ролики располагаются на прижимной кромке станка.

Центральный ролик изготавливается из высокопрочного пластика и насаживается на подшипник, за счет него обеспечивается плавность хода. Он принимает на себя основную массу ножа и усилие при резке материала.
Все эти 3 ролика позволяют отводить нож от станка и добиваться максимально высокого качества реза.
Как правильно отрегулировать зазор?
Конструкция устроена таким образом, что верхний ролик соприкасается с нижним на величину чуть больше, чем толщина листа, при этом данное значение не должно превышать 1,5 – 2,0 мм, в противном случае значительно увеличится усилие необходимое для резки материала.

Пожалуй, самый часто задаваемый вопрос, как правильно отрегулировать зазор? В среднем его величина составляет 1/8 толщины обрабатываемого металла. Если у вас нет специальных приспособлений для измерения данного значения, можно отрегулировать его опытным путем.
Для этого необходимо ослабить шестигранные гайки, используя гаечный ключ на 36 мм и ключ-шестигранник на 8 мм. После этого переходим непосредственно к установке зазора. Данная операция осуществляется путем медленного вращения верхнего ролика таким образом, чтобы сопряженный с ним нижний оставался неподвижным (достаточно зафиксировать его положение рукой).

При длительной эксплуатации оборудования ролики изнашиваются и подлежат замене. Однако можно продлить срок их службы путем шлифовки. Они легко снимаются, после чего на шлифовальном станке обрабатывается режущая кромка роликов. После данного процесса ролики вновь устанавливаются на нож, и Вы вновь можете обрабатывать металл, получая в итоге качественный результат.
Читайте также: