Резчик металла на ножницах и прессах учебное пособие
Обновлено: 16.05.2024
Разновидность ручных ножниц по металлу, правила техники безопасности при производстве резки металла ручными ножницами, основные правила резания листового металла толщиной до 0,7 мм ручными ножницами, приемы резки ручными ножницами различными способами.
| Вложение | Размер |
|---|---|
| uch.el-t_rezanie_nozhnitsami.doc | 574 КБ |
Предварительный просмотр:
Профессия: Электромонтер по ремонту и обслуживанию электрооборудования
Изучив данный элемент, вы будете знать:
- Разновидность ручных ножниц по металлу.
- Правила техники безопасности при производстве резки металла ручными ножницами.
- Основные правила резания листового металла толщиной до 0,7 мм ручными ножницами
- Приемам резки ручными ножницами различными способами.
Оборудование, материалы и вспомогательные средства:
Ручные малогабаритные силовые ножницы
Сопутствующие учебные элементы и пособия:
1. Б.С.Покровский. Слесарно-сборочные работы, Москва «Академия» 2006
2. Н.И.Макиенко. Общий курс слесарного дела, Москва «Высшая школа» 1989
3. Н.И.Макиенко. Общий курс слесарного дела, Москва «Высшая школа» 1984
Резкой называют отделение частей (заготовок) от сортового или листового металла .
Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей.
Ножи изготовляют из сталей У7, У8; боковые поверхности лезвий закалены до HRCэ 52. 58, отшлифованы и остро заточены.
Обыкновенные ручные ножницы применяют для разрезания стальных листов толщиной 0,5. 1 мм и листов из цветных металлов толщиной до 1,5 мм. По расположению режущей кромки лезвия ручные ножницы
делятся на правые и левые.
Ручные ножницы с прямыми режущими лезвиями
правые, с прямыми режущими лезвиями ,
скос на режущей части каждой половины находится с правой стороны, ими режут по левой кромке изделия в направлении по часовой стрелке
левые, с кривыми режущими лезвиями,
на режущей части каждой половины скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки.
ножницы с криволинейными лезвиями-
для вырезания в листовом материале отверстия или детали по контуру с малыми радиусами кривизны
пальцевые ножницы с тонкими и узкими режущими лезвиями
Разрезать лист металла по прямой линии.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками (рис. а). Левой рукой (в рукавице) взять разрезаемый лист и заложить его между лезвиями ножниц. Разрезать лист. Во время работы следить за тем, чтобы лезвия не сходились полностью, т.к. это приводит к разрыву металла при сжатии ручек ножниц. При раскрывании лезвий лист металла передвигать «на себя» и слегка отгибать отрезанную часть.
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинец и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой (рис. б), подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки (кроме мизинца) осуществляют резание.
При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами
Вырезать круглую заготовку.
Разместить круг и вырезать заготовку прямым резом с припуском 5 мм.
Поворачивая заготовку по часовой стрелке, вырезать круглую заготовку, располагая ножницы так, чтобы они не закрывали лезвием линию разметки.
Вырезание в листовом материале отверстия
по контуру с малыми радиусами кривизны
ножницами с криволинейными лезвиями
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы , одну рукоятку которых зажимают в тисках.
Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при разрезании листового металла толщиной до 3 мм.
Стуловые ножницы, нижняя рукоятка которых жестко зажимается в слесарных тисках
Стуловые ножницы, имеющие стационарное закрепление (на деревянном основании)
или крепится (вбивается) на столе или другом жестком основании.
служат для резки листовой стали толщиной до 2,5 мм и прутков диаметром до 8 мм.
При работе рукоятку 8 с насечкой закрепляют в тисках, а рукоятку 1 с пластмассовым наконечником захватывают правой рукой. Рабочая рукоятка 1 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 3 заканчивается ножом 5 и соединен винтом 6 через шайбу 4 с
рукояткой 8. Рукоятка 1 через ось 2 и шарнирное звено 7 также соединена с рукояткой 8. Эта система рычагов обеспечивает увеличение силы резания приблизительно в два раза по сравнению с обычными ножницами таких же габаритов.
Резание металла рычажными ножницами (применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни - до 6 мм):
- вытянуть фиксирующий штифт и поднять рычаг 2 в верхнее положение;
- вставить разрезаемый лист 4 между ножами так, чтобы линия разметки находилась точно против кромки верхнего ножа 3 и лист был перпендикулярен ножу;
- придерживая лист в горизонтальном положении, опустить рычаг 2 вниз, не доводя ножи до полного сжатия на 4-5 мм;
- поднять рычаг вверх, продвинуть разрезаемый лист «от себя» и продолжить разрезание до конца.
Маховые ножницы широко используются для резки листового металла толщиной 1,5. 2,5 мм с пределом прочности 450. 500 МПа (сталь, дюралюминий и т.д.). Этими ножницами режут металл значительной длины. Маховые ножницы имеют чугунные станину 1 и стол 2. В последний встроен нижний неподвижный нож 8, а верхний подвижный нож 5 с криволинейной режущей кромкой закреплен в ножедержателе 6 и имеет противовес 7, уравновешивающий ножедер-жатель с ножом.
Резка трубы труборезом.
Трубу 1 зажимают вращением рукоятки 2 с винтом 3 в прижиме 7 между угловой выемкой основания и сухарем с уступами. Затем на конец зажатой в прижиме 7 трубы надевают труборез 6. Вращая рукоятку 5 трубореза вокруг своей оси, подводят подвижный ролик 4 трубореза до соприкосновения со стенкой трубы. Далее делают один оборот труборезом вокруг трубы и проверяют линию реза: если она одинарная и замкнутая, то ролики установлены правильно. Смазывают место реза маслом для охлаждения режущих кромок роликов. Труборез вращают вокруг трубы, перемещая подвижный ролик до тех пор, пока стенки трубы не будут полностью прорезаны.
Кривошипные листовые ножницы с наклонными ножами .
Они имеют нижний неподвижный нож, который крепится к задней части стола 2, установленного на станине 1 и верхний подвижный нож наклонен под углом 2. 6° и крепится к ползуну 7; Это делает возможным постепенный вход ножа в работу, облегчает резание и обеспечивает его высокое качество. От электродвигателя 6 через клиноременную передачу получает вращение кривошипный вал 4. Два эксцентрика 5, смонтированные на нем, сообщают ползуну возвратно-поступательное перемещение по направляющим стоек 3. Лист укладывают на стол к кронштейну 9 и прижимают прижимом 8, после чего осуществляют резку.
Ручными электрическими ножницами С-424 вибрационного типа разрезают листовую сталь толщиной до 2,7 мм . Состоят из электродвигателя 1, редуктора 2 с эксцентриком 7 и рукоятки 4. Возвратно-поступательное движение от эксцентрика передается верхнему ножу 6, нижний нож 5 укреплен на скобе 8. При резке электроножницы держат правой рукой, охватывая рукоятку всеми пальцами правой руки; указательный палец помещается на рычаге выключателя 3 с курком. Левой рукой лист подают между ножами, направляя под режущую кромку верхнего ножа точно по риске так, чтобы риска была видна.
Ручные электровибрационные ножницы
обеспечивают разрезание листовой стали толщиной до 2,7 мм.
Они состоят из корпуса 3, в котором смонтирован электрический двигатель, и корпуса ножевой головки 2. Двигатель через червячную пару приводит в движение эксцентриковый валик 1. Шатун 9 установлен головкой на эксцентриковый валик 7, а нижней головкой связан с пальцем 8 рычага верхнего ножа б. Нижний нож 5 крепится к скобе 4. В процессе работы шатун 9, совершая возвратно-поступательное движение, заставляет качаться ножевой рычаг 7 с верхним ножом 6, обеспечивая разрезание металла. Зазор между ножами регулируется перемещением скобы 4 в картере ножевой головки. Величина этого зазора зависит от толщины разрезаемого материала.
Основные правила резания листового металла толщиной до 0,7 мм ручными ножницами
1. При разметке вырезаемой детали необходимо предусматривать припуск до 0,5 мм на последующую обработку.
2. Разрезание следует производить острозаточенными ножницами в рукавицах.
3. Разрезаемый лист располагать строго перпендикулярно лезвиям ножниц.
4. В конце реза не следует сводить ножницы полностью во избежание надрыва металла.
5. Необходимо следить за состоянием оси-винта ножниц. Если ножницы начинают «мять» металл, нужно слегка подтянуть винт.
6. При резании материала толщиной более 0,5 мм (или при затрудненном нажатии на ручки ножниц) необходимо одну из ручек прочно закрепить в тисках.
7. При вырезании детали криволинейной формы, например круга, необходимо соблюдать следующую последовательность действий:
• разметить контур детали и вырезать заготовку прямым резом с припуском 5… 6 мм;
• вырезать деталь по разметке, поворачивая заготовку по часовой стрелке.
8. Резание следует производить точно по линии разметки (отклонения допускаются не более 0,5 мм). Максимальная величина «зареза» в углах не должна быть более 0,5 мм.
Основные правила резания листового и
полосового материала рычажными ножницами
1. Резание необходимо производить в рукавицах во избежание пореза рук.
2. Резание значительного по размерам листового материала (более 0,5×0,5 м) следует производить вдвоем (один должен поддерживать лист и продвигать его в направлении «от себя» по нижнему ножу, другой – нажимать на рычаг ножниц).
3. В процессе работы разрезаемый материал (лист, полосу) необходимо располагать строго перпендикулярно плоскости подвижного ножа.
4. В конце каждого реза не следует доводить ножи до полного сжатия во избежание «надрыва» разрезаемого материала.
5. После окончания работы нужно закреплять рычаг ножниц фиксирующим штифтом в нижнем положении.
1. Линию реза следует отмечать мелом по всему периметру трубы.
2. Трубу необходимо прочно закреплять в трубном прижиме или тисках. Закрепление трубы в тисках нужно производить с использованием профильных деревянных прокладок. Место реза следует располагать не далее чем 80… 100 мм от губок прижима или тисков.
3. В процессе резания необходимо соблюдать следующие требования:
• смазывать место реза;
• следить за перпендикулярностью рукоятки трубореза оси трубы;
• внимательно следить за тем, чтобы режущие диски располагались точно, без перекоса, по линии реза;
• не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков;
• в конце разрезания поддерживать труборез обеими руками; следить за тем, чтобы отрезанный кусок трубы не упал на ноги
При резке металлов необходимо выполнять следующие требования
- оберегать руки от ранения о режущие заусенцы на металле;
- следить за положением пальцев левой руки, поддерживая лис снизу;
- не сдувать опилки и не удалять их руками во избежание засорения глаз или ранения рук;
- не загромождать рабочее место ненужными инструментами и деталями;
- не снимать и не смазывать движущиеся и вращающиеся части;
1. Стальные листы какой толщины режут ручными ножницами по металлу? Какие бывают ножницы по расположению режущей кромки лезвия?
2. Покажите приемы вырезания листа металла по прямой линии ручными ножницами
3. Покажите приемы вырезания круглой заготовки
4. Покажите приемы вырезания отверстия в листовом материале ручными ножницами.
5. Каким способом режут прямолинейной металла небольшой толщины? Покажите данный способ резки.
6. В каких случаях пользуются ручными малогабаритными силовыми ножницами?
7. Каким инструментом режут трубы вручную? Объясните, как производят резку данным приспособлением?
8. Перечислите основные правила резания листового металла толщиной до 0,7 мм ручными ножницами.
9. На каком оборудовании производят резку механизированным способом?
10 Какие правила безопасности труда следует соблюдать при резании металла ручными ножницами?
По теме: методические разработки, презентации и конспекты

Программа учебной практики профессионального модуля "Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях".
Программа учебной практики профессионального модуля "Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях" НПО по профессии 150709.02 .
Содержание учебной практики профессионального модуля "Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях"
Содержание учебной практики профессионального модуля "Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях" НПО по профессии 150709.02.

Учебный элемент "Гибка металла"
Безопасность труда при производстве гибочных работ, определение размеров заготовок профилей, гибка деталей из листового и полосового металла, приспособления для гибки.
Учебный элемент "Рубка металла"
Безопасность труда при ручной рубке металлов, рабочее положение при рубке, хватка молотка и зубиао при рубке, отрабатка кистевых, локтевых и плечевых ударов, приемы рубки полосового и лист.
Учебный элемент " Опиливание металла"
Рабочее положение у тисков; балансировка напильника; опиливание наружных плоских поверхностей и поверхностей, сопряженных под внутренним углом; опиливание криволинейных, .

Презентация на тему "Горячие ножницы и бритвы"
Презентацияна тему "Горячие ножницы и бритвы" выполнена студенткой 1 курса по МДК.01.01. Стрижки и укладки волос.
Учебное пособие по слесарному делу "Резка металла"

Для разрезания заготовок из сортового проката применяют ручную слесарную ножовку.

Полотно слесарной ножовки — тонкая лента из твердой стали, на одной кромке которой нанесены зубья клиновидной формы. Каждый зуб представляет собой резец.
Ножовочное полотно должно быть надежно закреплено в рамке(см. рис. справа 5) натяжным винтом(1), а зубья направлены в сторону, противоположную ручке(4).

Приступая к работе, следует отрегулировать натяжение полотна в ножовочной рамке. Для этого нужно вставить один край полотна в заднюю головку (3) и закрепить шплинтом. Второй край полотна вставить в пропил передней головки(2) и натянуть полотно с помощью натяжного винта-барашка. Слишком сильное натяжение полотна, как и слишком слабое, может привести к его поломке.
По разметочной риске делают неглубокий пропил трехгранным напильником. Это обеспечит точное направление движения полотна.
Во время работы нужно принять правильную рабочую позу (см. рис. слева): стать вполоборота к тискам, левую ногу поставить вперед и ступни расположить под углом друг к другу.
Ножовку во время резания держат двумя руками. Положение рук показано на рисунке ниже. Перемещение ножовки осуществляется только руками, а корпус остается неподвижным. Это позволяет экономить силы и обеспечивает высокое качество работы.



Ножовкой можно резать полосовой материал только в том случае, если на его толщине укладывается три или более зубьев ножовочного полотна.

Более тонкий материал закрепляют между деревянными брусками (см.рис. справа). Тонкие заготовки собирают пакетами, т. е. складывают несколько штук вместе и закрепляют в тисках.
При разрезании длинных заготовок не всегда удается довести резание до конца из-за того, что рамка станка упирается в их торец. Тогда полотно поворачивают по отношению к рамке на 90° (см.рис. слева) и продолжают работу.

Заготовки фасонного профиля (уголок, швеллер и др.) при разрезании ножовкой рекомендуется закреплять в деревянных нагубниках (см.рис. справа).
В начале разрезания полосового и квадратного проката ножовку наклоняют слегка вперед. Постепенно наклон уменьшают и после того, как пропил дойдет до ближайшего ребра заготовки, ножовку возвращают в горизонтальное положение.
Надо следить за тем, чтобы разметочная риска была сохранена. Если пилить точно по разметочной риске, то после отпиливания размер детали будет меньше заданного на чертеже, что приведет к непоправимому браку.

Движение ножовки вперед является рабочим, так как в это время зубья полотна режут металл, а движение назад — холостым. При движении ножовки вперед ее слегка прижимают вниз, обратное движение выполняют без нажима.
Ход ножовки должен быть полным, чтобы полотно изнашивалось равномерно по всей длине. Двигать ножовку нужно плавно, без рывков, ритмично.
Скорость движения ножовки может быть от 30 до 60 двойных ходов в минуту. Чтобы уменьшить трение, полотно ножовки покрывают машинным маслом или другим густым смазочным материалом.
Заготовку надо надежно закреплять в тисках. Работать ножовкой надо плавно, без рывков.
Заканчивая резание, необходимо ослабить нажим на ножовку и придержать снизу отрезаемую часть.
Нельзя сдувать стружку и сметать ее рукой. Надо пользоваться щеткой-сметкой.
Варианты слесарных ножовок и различных приспособлений для резания металла.

Резание металла ножницами.

Тонколистовой металл можно резать специальными ножницами.
Ручные ножницы состоят из двух половинок. Каждая половинка изготовлена как единое целое и объединяет в себе нож и ручку.
Половинки соединены между собой винтом. По расположению режущих ножей ручные ножницы подразделяются на левые(рис. слева а) и правые (рис. слева б). Если смотреть на ножницы со стороны ножей, у левых ножниц верхний нож расположен слева, у правых — справа.
По форме режущих ножей различают прямые (рис. справа а-г) и кривые ножницы (д).

Для снижения усилий, необходимых для разрезания прочного материала, используют рычажные ножницы (см.рис. слева).
Режущие кромки ножей у ножниц должны быть хорошо заточены, а режущие плоскости плотно прилегать друг к другу и хорошо закреплены винтом.
Качество заточки ножниц можно проверить по тому, насколько хорошо или плохо они режут бумагу.

Тонколистовой металл можно разрезать двумя способами.
Первый способ — ножницы берут правой рукой. Большой палец располагают на верхней ручке, а указательным, средним и безымянным пальцами охватывают нижнюю ручку. Мизинец располагают между ручками: при разрезании им раздвигают ручки ножниц (см.рис. справа).
Если ручки ножниц раздвигаются туго, то вместо мизинца можно использовать указательный палец. В этом случае его помещают между ручками ножниц.

Второй способ разрезания тонколистового металла заключается в том, что одну ручку ножниц (ту, которая снизу) зажимают в тисках, а другую охватывают пальцами правой руки (см.рис. слева).
Материал в обоих случаях подают левой рукой. Этот способ позволяет значительно усилить давление между ножами и резать более твердый материал. Заготовку слегка поднимают и подают на себя, а лезвие направляют точно по риске.
После резания заготовку выправляют, снимают с кромок заусенцы, притупляют острые углы, проверяют линейкой и угольником качество резания.

Приемы резания листа металла ножницами по прямой линии несколько отличаются от приемов резания по окружности или другой кривой, но в любом случае нужно, чтобы в процессе резания всегда была видна линия разреза.
При резании по кривой линии (см.рис. справа) возникают затруднения в продвижении ножниц, так как в месте закругления отрезанная часть металла хуже загибается и мешает работе ножниц.
Для того чтобы избежать этого при вырезании, например, круга из квадратного листа жести, вначале по прямым линиям отрезают углы, а затем вырезают круг, срезая неширокую полоску жести (см.рис. слева).
При работе ножницы следует раскрывать не полностью, а лишь настолько, чтобы они захватывали лист. Если раскрывать ножницы слишком широко, то они будут не резать, а выталкивать лист.
При разрезании тонколистового металла ножницами отрезаемая часть сильно изгибается и кромки листа в месте разреза делаются очень острыми. Поэтому на левую руку, поддерживающую лист, обязательно надевайте рукавицу.
Левая рука не должна находиться на линии реза.
Разрезая лист по линии большой длины, нельзя полностью сжимать ножи, так как это может привести к трещинам и даже разрывам кромок материала на линии разреза.
Закрепление ножниц в тисках должно быть прочным и надежным, так как при их срыве можно поранить руки о губки тисков.
Нельзя касаться голыми руками отрезанных кромок заготовки.
Подавайте ножницы ручками от себя, а кладите наоборот.

На предприятиях тонколистовой металл режут на специальных машинах-ножницах. Различают механические ножницы — гильотинные и дисковые.
Гильотинные ножницы бывают двух видов: параллельные и наклонные. У первых ножи расположены параллельно друг к другу, у вторых — под небольшим углом.


В дисковых ножницах листовой металл режется острыми краями вращающихся дисков(см.рис. слева).
Для фигурной резки используются высечные ножницы, верхний нож которых поворачивается вокруг оси, а нижний — неподвижен(см.рис. справа).
Резание заготовок на предприятии выполняют резчики металла. Они должны хорошо знать свойства различных металлов и устройство промышленных ножниц, уметь выполнять разметку заготовок.
В последнее время в производстве получают распространение резка металла лучом лазера, струёй воды под большим давлением. Эти способы отличаются высокой производительностью и точностью.
Рубка (резка) листового металла. Пресс-ножницы. Гильотинные ножницы. Вибрационные ножницы.
Прежде чем изготовить отдельные детали определенных размеров, листовой и профильный материалы подвергаются резке.
В котельном производстве применяются три метода резки: механический, автогенный и электрический. Эти методы резки имеют принципиальное различие по влиянию, оказываемому на свойства металла, по своему осуществлению и по экономичности.
При механическом методе разделение металла происходит благодаря действию внешней силы. При автогенном методе — благодаря сгоранию металла в струе кислорода. При электрической резке металл расплавляется в пламени электрической дуги. Как тот, так и другой метод может быть ручным и механизированным. Кроме сказанного выше, механический метод может быть разделен на два вида:
— резка, осуществляемая чистым резанием (снятие стружки резцом).
В зависимости от профиля разрезаемого материала при резке применяются специальные инструменты, приспособления и станки.
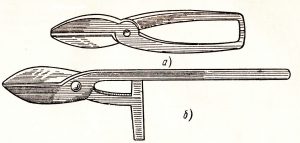
Рис. 1. Ножницы:
а – ручные; б – стуловые.
Резка тонколистового металла ножницами. Резка скалыванием.
Резка скалыванием осуществляется на ручных и стуловых ножницах (рис. 1, а и б), на рычажных (рис. 2), вибрационных, гильотинных, дисковых (рис. 3) ножницах, пресс-ножницах, на специальных отрезных штампах.
Рис. 2. Рычажные ножницы.
Посмотрев на обрезанную часть листа, мы видим три полосы: две из них, которые по краям, будут узкими и блестящими, это следы врезания ножей (а и в), а поверхность посередине будет матовая (б) от скалывания (рис. 4). По линии реза можно наблюдать маленькие трещины и заусенцы. Кроме того, полоса металла толщиной от 2 — 3 мм, от сдавливания ножами по всей линии реза, будет иметь наклеп.
В зависимости от изготавливаемой конструкции, наклеп и трещины необходимо сострогать.

Рис. 3. Дисковые ножницы.
Резка скалыванием происходит следующим образом: разрезаемый материал 2 помещается между двумя ножами 1 и 3 (рис. 5), из которых нижний 3 обыкновенно бывает неподвижным, а верхний 1 — подвижным. Верхний нож 1, опускаясь, давит на металл, прижимая его к нижнему ножу. Оба ножа несколько вдавливаются в металл С врезанием ножей в металл поперечное сечение его уменьшается, появляются вначале мелкие, а затем крупные трещины, и он скалывается.
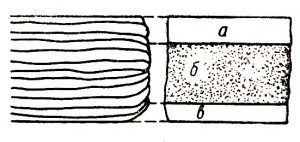
Рис. 4. Схема действия ножей на металл.
Под действием ножей на разрезаемый металл часть его, лежащая на столе, приподнимается и поворачивается вокруг грани нижнего ножа. Для предотвращения этого металл прижимается к столу специальным прижимом. Однако при резке металла между ножом и прижимом стремится изогнуться перпендикулярно плоскости резания. Исходя из этого, расстояние между прижимом и режущей кромкой ножа выбирают такое, чтобы изгиб листа был наименьшим.

Рис. 5. Схема работы ножей:
α – угол раствора ножей; ẞ – угол заострения ножей; ɣ – угол скоса; δ – угол режущей кромки.
Угол скалывания.
Для резки длинного листа металла за один ход ножа необходимо немалое усилие, которое будет тратиться на врезку ножей в металл и на его скалывание. Чтобы снизить потребляемую мощность на все эти операции, ножи устанавливают под углом друг к другу (рис. 5). Чем больше будет угол α, тем меньше будет усилие нужное для резки. Так, например, если резать одинаковой толщины листы с наклоном ножей (угол наклона 5°) и без, то разница усилий будет значительной:
— усилие с наклоном 8,3 т;
— усилие без наклона (с параллельными ножами) 120 т.
Однако нужно заметить, что из-за большого угла наклона ножей создается усилие, которое выталкивает лист из-под ножей. Из-за чего угол наклона устанавливают в пределах от 6 до 8°.
Для того, чтобы облегчить врезку ножей в металл угол реза δ устанавливают меньше 90°, в пределах от 70 до 85°. Для меньшего трения ножей о разрезаемый металл, скашиваются их передние грани на угол от 2 до 3°. Зазор между ножами зависит от толщины разрезаемого металла и допускается не более 0,5 мм.
Ручные рычажные ножницы. Ручные стуловые ножницы.
Резка листового металла вручную осуществляется на ручных, стуловых и рычажных ножницах. Толщина разрезаемого металла обыкновенно бывает небольшой (2—3 мм), но на рычажных ножницах можно резать до 6—10 мм. Длина режущего ножа достигает 350 мм. Ручные ножницы мало производительны, требуют большой затраты мускульной силы рабочего.
Для резки более толстой листовой стали используют гильотинные ножницы и пресс-ножницы. Их ножи приводятся в действие от электродвигателей.
Пресс ножницы для резки металла.
На пресс-ножницах режутся мелкие детали, а также на них можно распускать листы неограниченной длины толщиной до 32 мм. Ножи длиной до 600 мм располагаются вдоль или поперек оси станины. Недостатками у пресс-ножниц являются низкая чистота реза и малая производительность вследствие многократного передвижения листа во время резки больших деталей. Однако ножницы очень удобны при резке мелких деталей.
Резка гильотинными ножницами.
Высокую чистоту и большую производительность дают гильотинные ножницы. Они состоят из двух, соединенных между собой станин, прикрепленных к рабочему столу. К внутренней кромке стола крепится неподвижный нож, состоящий из отдельных полос, длиной 600—1000 мм.
В пазах станин ходит ползун с присоединенными к нему полосами верхнего ножа. Движение ползуну передается от электродвигателя через коленчатый вал. Для увеличения напора верхнего ножа в рабочем ходе ножницы снабжены тяжелым маховиком, который во время резки расходует большую силу, накопленную при холостом ходе. Разрезаемый лист укладывается на стол ножниц и прижимается к нему прижимами.
Гильотинными ножницами возможна рубка листа толщиной до 40 мм и шириной до 3000 мм. На них можно легко распустить лист на полосы шириной несколько меньшей вылета зева, который у отдельных конструкций ножниц доходит до 600 мм.
Резка металла вибрационными ножницами.
Вибрационные ножницы представляют собой станок с короткими ножами. Число ходов у них достигает 2500 в мин., ход 2—3 мм. Ножницы предназначены для резки деталей криволинейной конфигурации с малыми радиусами (до 15 мм). Конструкция ножниц позволяет производить резку непрерывно.
Дисковые или роликовые ножницы имеют ножи круглой формы, что также позволяет производить резку непрерывно. Ножи вращаются от электродвигателя в противоположных направлениях. Ножницы применяют для резки полос из листа, а также производят резку по криволинейному контуру. Ножницы способны производить рез листа толщиной не более 25 мм. Интересно применение дисковых ножей в комбинации с правильными вальцами. Для этого двухпарные дисковые ножницы соединены с правильными вальцами. Вся установка работает от одного привода. Обе операции — правка и резка продольных кромок листов — проводятся на одном станке одновременно за один проход.
Обрезные штампы применяются для резки узких полос и профильного материала на штучные заготовки.
Резка профильного материала не отличается от резки листового. Ножницы также имеют ножи, один из которых неподвижный, а другой подвижный. Особенностью ножей является их форма (рис. 6), отвечающая профилю разрезаемого материала. Ножницы делят на:
Также, часто встречаются ножницы комбинированного типа для резки профильного и листового материала.
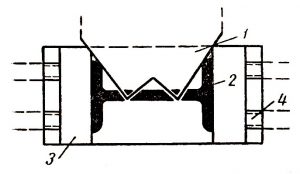
Рис. 6. Формы ножей для резки фасонного металла:
1 – верхний нож; 2 – профильный (разрезаемый) металл; 3 – упоры; 4 – нажимные винты.
В сварных конструкциях для плотного прилегания деталей при сборе и сварке очень часто возникает необходимость делать в профильном материале всякого рода зарубы, закругления, выемки (рис. 7). Для этой цели применяются так называемые зарубочные машины. На этих машинах, кроме указанных работ, можно осуществлять резку профильного материала.
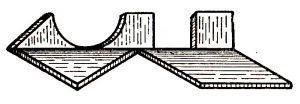
Рис. 7. Формы зарубок на полках уголка.
В частных случаях допускается резка на ножницах по разметке, для этого лист устанавливается до совпадения линии разметки с внутренней плоскостью ножа.
При серийном производстве детали с контуром, ограниченным прямыми линиями, выгоднее резать по упорам. Эти упоры располагаются за подвижным ножом и называются задними. Чаще всего они бывают универсальными, позволяющими настраивать их по заданным размерам деталей. Кроме задних упоров, применяются упоры передние и боковые, устанавливаемые в зависимости от конфигурации детали на столе ножниц.
Дисковые и вибрационные ножницы служат для вырезания детали или заготовки по шаблону. Благодаря упорам и шаблонам при резке плоского или профильного металлопроката можно отказаться от их предварительной разметки.
Для облегчения работы подача листового и профильного материалов к ножницам осуществляется с помощью всякого рода приспособлений: столов из роликовых тележек, рольгангов, столов «гусиные шейки», металлических шаров. Кроме того, некоторые модели ножниц монтируются на поворотном столе, что позволяет значительно сократить операции, связанные с кантовкой громоздких деталей.
Резка скалыванием нашла широкое применение при изготовлении котельных конструкций.
Читайте также: