Режимы лазерной резки металлов
Обновлено: 02.05.2024

Лазеры впервые были использованы для резки в 1970-х годах.
В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост.
Во-первых, давайте посмотрим, как работает лазерная резка.
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал.
Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал.
Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой.
Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч.
Примечание: данная статья является переводом
Газовая резка
Газовая резка - это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород.
Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться.
В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера).

Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза
Резка плавлением
Резка плавлением - это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики.
В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез.
Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно.
Между тем, инертный газ может защитить режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе.
Поскольку почти 80% воздуха - это азот, резка сжатым воздухом - это, по сути, резка плавлением.
Плазменная резка
Если параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака.
Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки.
Поэтому процесс резки также называют высокоскоростной плазменной резкой.
Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2.

Газифицирующая резка
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт.
Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и резко нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла.
В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев.

Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза
На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются.
Степень поляризации
Степень поляризации показывает, какой процент лазера преобразуется.
Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки.
Диаметр фокусировки
Диаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы.
Фокусное положение
Положение фокуса определяет диаметр луча, плотность мощности и форму надреза на поверхности заготовки.

Рис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки.
Мощность лазера
Мощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.

Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Рабочий режим
Непрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра.
Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
Скорость резки
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата.

Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет форму потока газа и воздушного потока из сопла.
Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла.
Чистота и давление газа
Кислород и азот часто используются в качестве газов для резки.
Чистота и давление газа влияют на эффект резки.
При резке кислородным пламенем чистота газа составляет 99,95 %.
Чем толще стальной лист, тем ниже давление газа.
При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов.
Технические параметры
На ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции.
Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки.
Для каждого типа и толщины материала имеются соответствующие данные.
Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки.
Оценка качества резки
Существует множество критериев для определения качества кромок лазерной резки.
Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом.
Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами.
Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки.

Перспективы в будущем
Непрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Важные факторы связанные с лазерной резкой [Часть 1]

Лазерная резка - это процесс резки лазерным лучом с помощью которого можно разрезать металлическое и неметаллическое сырье различной толщины. При соприкосновении лазерного луча с заготовкой, материал нагревается до такой степени, что плавится или испаряется.
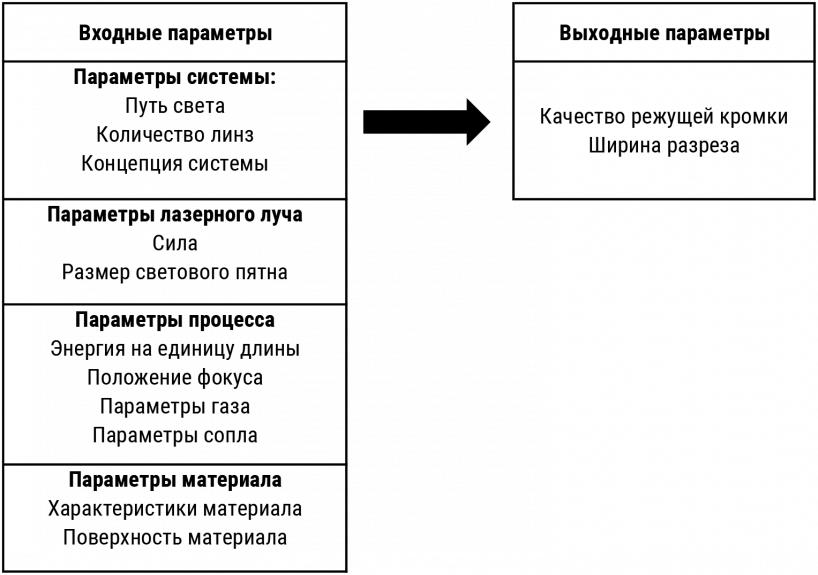
Процесс лазерной резки тесно связан со следующими факторами:
- Режим работы лазера;
- Мощность лазера;
- Положение фокуса лазера;
- Высота сопла;
- Диаметр сопла;
- Вспомогательный газ;
- Чистота вспомогательного газа;
- Расход вспомогательного газа;
- Давление вспомогательного газа;
- Скорость резки;
- Материал подвергающийся резке;
- Качество поверхности материала (ржавчина, посторонние предметы и т.д.).
Параметры процесса, связанного с лазерной резкой, показаны на рисунке ниже.
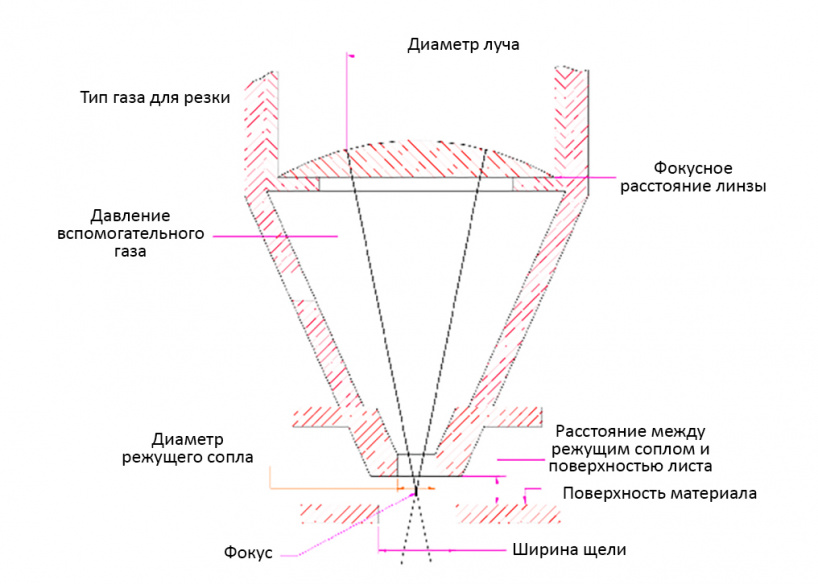
Рис. 1 Параметры процесса резания
I. Режим лазера
Режим лазера оказывает большое влияние на резку, и при резке необходимо использовать режим, позволяющий достигнуть поверхности стального листа и качественную линзу внешнего оптического тракта. При поперечным режиме лазера происходит распределение интенсивности света по поперечному сечению лазерного луча. Поперечный режим обычно рассматривается как стандартный режим лазера.
Для обозначения различных поперечных режимов используется символ TEMmn. TEM означает поперечную электромагнитную волну. M и N - целые положительные числа. Они представляют собой порядковые номера точек с нулевой интенсивностью света в направлениях оси x и оси Y соответственно, что называется порядковым номером режима. На следующем рисунке показаны схемы нескольких различных поперечных режимов лазерного луча. Режим TEM00 также называется основным режимом, и интенсивность любого пятна в нем не равна нулю. Если в направлении X есть пятно с нулевой интенсивностью, оно называется режимом TEM10; Если в направлении Y есть точка с нулевой интенсивностью света, это называется режимом TEM01. По аналогии, чем больше порядковые номера режимов M и N, тем больше точек с нулевой интенсивностью света в пятне. Лазерные лучи с различными поперечными режимами называются многомодовыми.
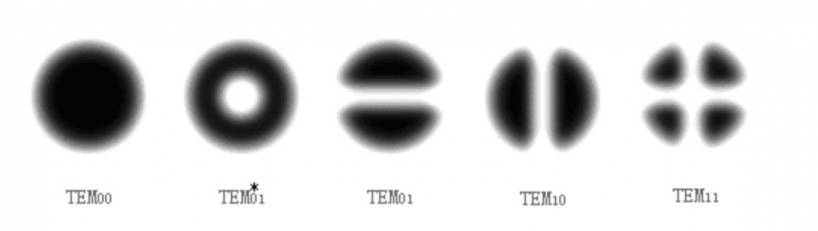
Рис. 2 Режим лазера
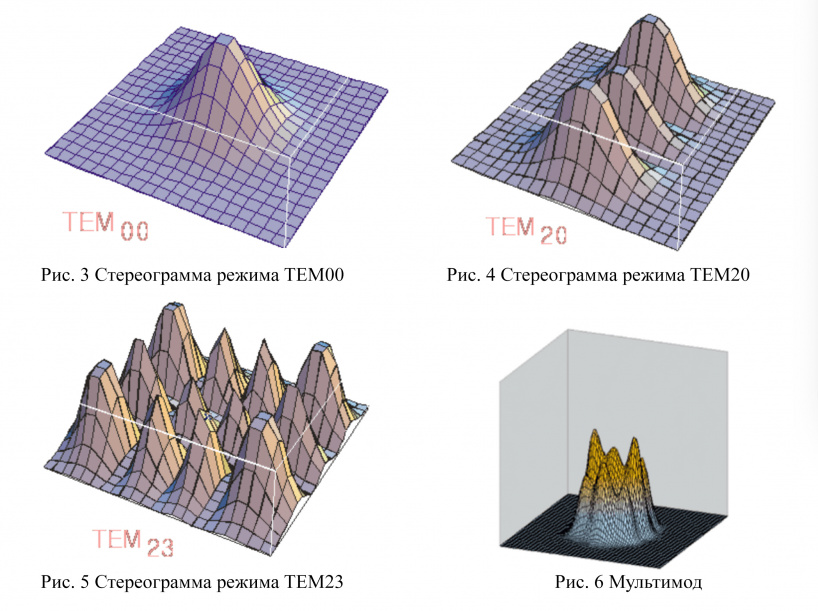
На рисунке выше режим TEM00 называется фундаментальным режимом. Режим TEM* 01 - это однокольцевой режим, также называемый квазифундаментальным режимом. Чтобы отличить его от TEM01, добавляется звездочка *. На самом деле, режим TEM01 и режим TEM10 можно рассматривать как один и тот же режим, поскольку оси X и Y изначально искусственно разделены. Стереограммы нескольких режимов показаны ниже.
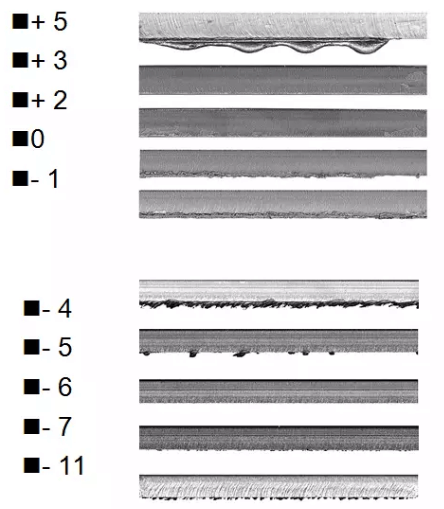
II. Фокусное положение
Положение фокуса является ключевым параметром, поэтому крайне важно настроить его правильно.
1. Взаимосвязь между положением фокуса и поверхностью резания
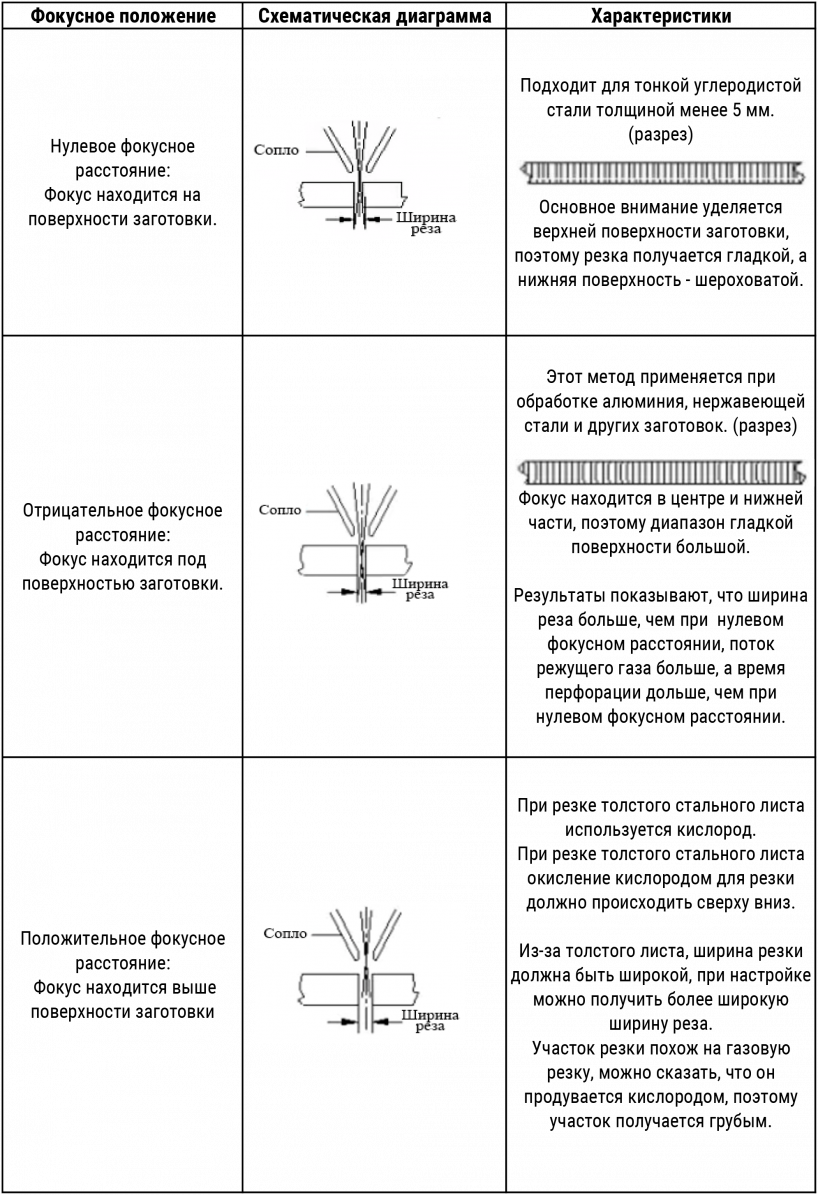
2. Влияние положения фокуса на сечение реза

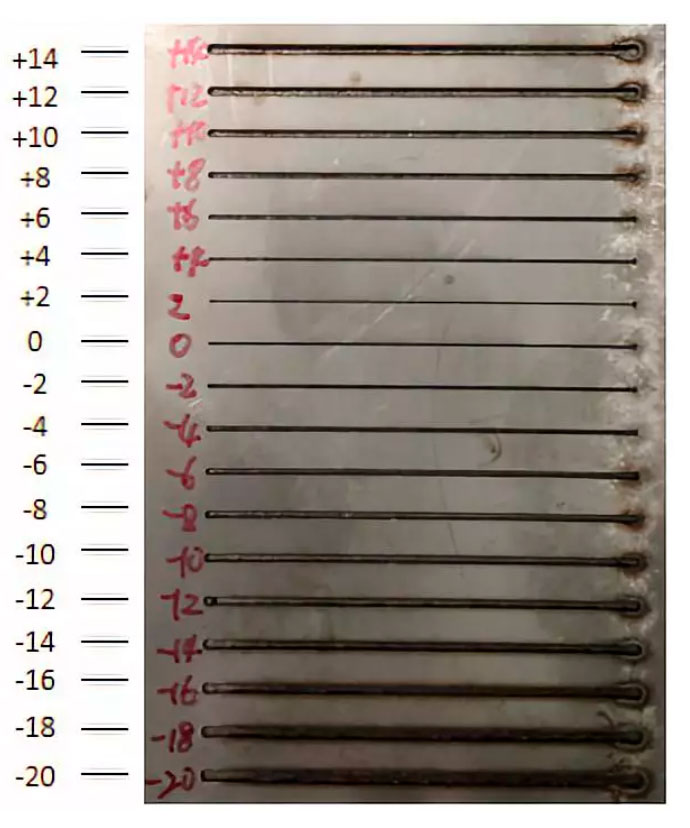
3. Настройка фокуса
Отрегулировав фокусное расстояние, необходимо проверить размер проколотых отверстий. Положение с наименьшим отверстием является фокусом. Наилучший фокус для резки определяется в соответствии с процессом резки после определения фокуса.
III. Сопло
Форма сопла, диаметр сопла, высота сопла (расстояние между выходным отверстием сопла и поверхностью заготовки) влияют на эффект резки.
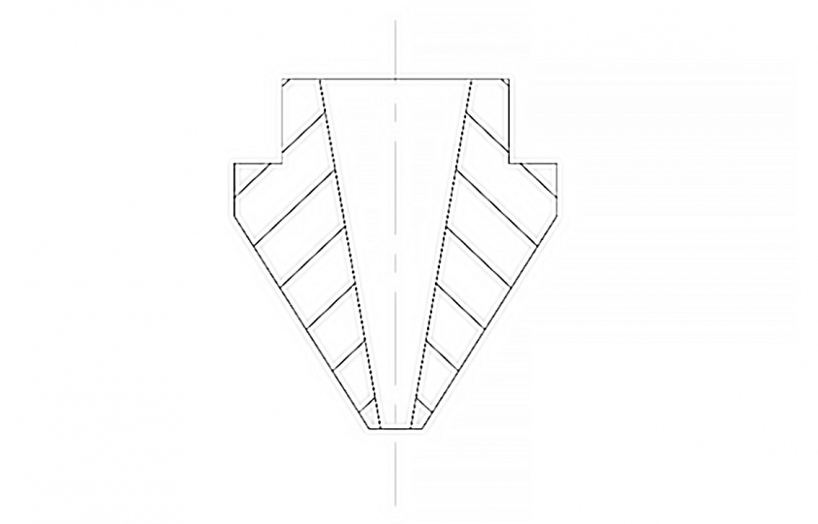
Рис. 7 Сопло
1. Функция сопла
1) Сопло может предотвратить отскок примесей вверх, и предотвратить загрязнение фокусирующей линзы.
2) Позволяет контролировать площадь и размер диффузии газа для контроля качества резки.
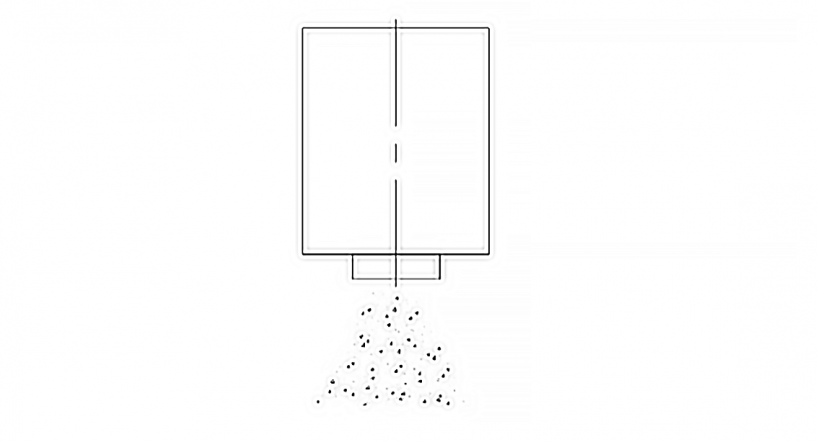
Рис. 8 Выброс газа без сопла
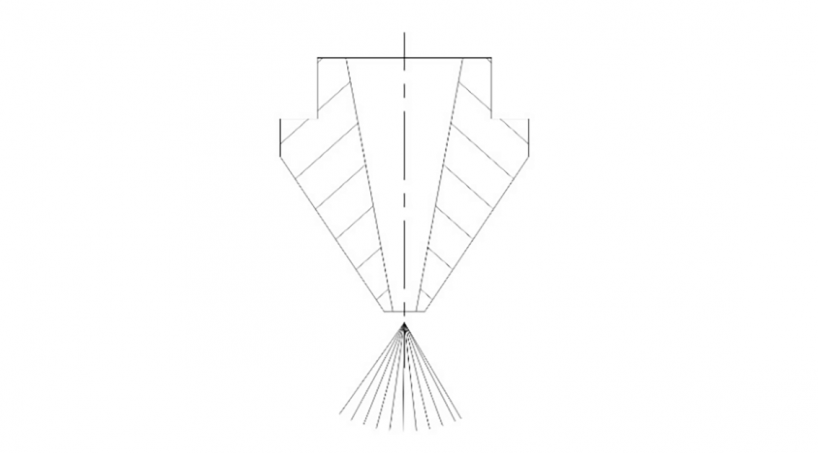
Рис. 9 Выброс газа с помощью сопла
2. Взаимосвязь между соплом и качеством резки
Соосность между центром выходного отверстия сопла и лазерным лучом является одним из важных факторов, влияющих на качество резки. Чем толще заготовка, тем больше влияние. Соосность будет напрямую нарушена при деформации сопла или появлении пятен расплава. Поэтому сопло следует тщательно хранить, чтобы избежать повреждений и деформации. Форма и размер сопла имеют высокую точность изготовления, поэтому следует обратить внимание на правильный метод установки. При использовании сопла в плохом состоянии, качество резки ухудшится, поэтому лучше заменить сопло новым.
Если сопло отличается от оси лазера, на качество резки повлияет следующее.
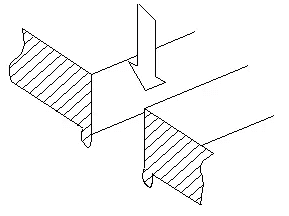
1) Влияние на режущую часть
Как показано на рисунке, когда вспомогательный газ выдувается из сопла, объем газа неравномерен, и на одной стороне есть расплавленное пятно, а на другой нет.
Это мало влияет при резке тонкого листа менее 3 мм, но при резке более 3 мм влияние оказывается серьезным, иногда он не может быть прорезан.
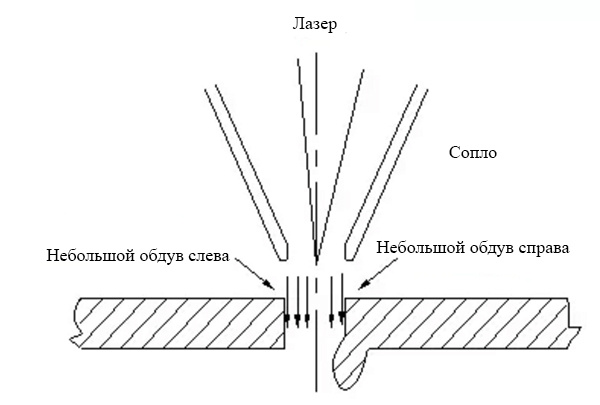
Рис. 10 Влияние соосности на сечение резания
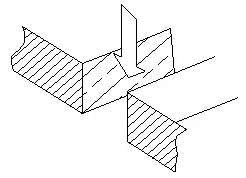
2) Воздействие на острые углы
Если заготовка имеет острый угол или малый угол, легко может возникнуть явление переплавки, и толстый лист может быть не разрезан.
3) Воздействие на перфорацию
Перфорация нестабильна, время нелегко контролировать, толстая пластина будет переплавлена, а условия проникновения нелегко освоить.
Это мало влияет на тонкую пластину.
3. Регулировка соосности между отверстием сопла и лазерным лучом
Этапы регулировки соосности между отверстием сопла и лазерным лучом следующие:
1) Необходимо нанести чернильный тампон на выходную торцевую поверхность сопла (обычно красного цвета) и наклеить клейкую ленту на выходную торцевую поверхность сопла. Как показано на рисунке.
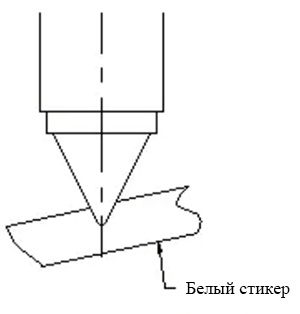
Рис. 11 Шаг 1 регулировка соосности
2) Используйте мощность 10 ~ 20 Вт, ручное управление.
3) Удалите самоклеящуюся бумагу, обратите внимание, чтобы она была направлена в одну сторону с соплом.
При нормальных обстоятельствах самоклеящаяся бумага оставит черное пятно, сожженное лазером. Однако, если центр сопла слишком сильно отклоняется от центра лазерного луча, черное пятно не будет видно (лазерный луч попадает на стенку сопла).
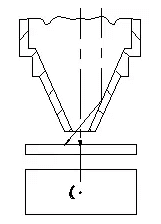
Рис. 12 Слишком большое отклонение сопла
4) Если центральная точка большая или маленькая, обратите внимание на соответствие условий и на то, не ослаблена ли фокусирующая линза.
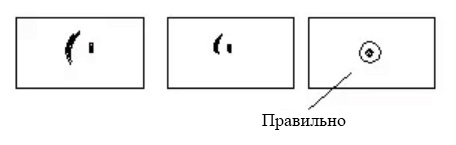
Рис.13 Незакрепленная фокусирующая линза
5) Обратите внимание на направление черной точки от центра сопла и отрегулируйте положение сопла.
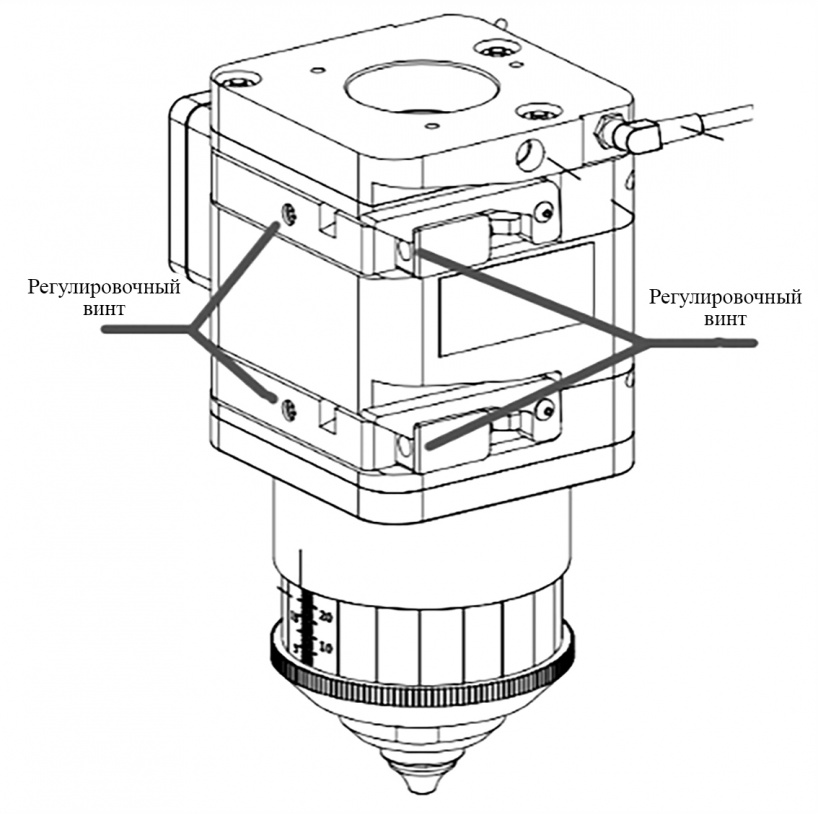
Рис. 14 Регулировка положения соосности лазерного луча
4. Диаметр сопла
Размер отверстия оказывает ключевое влияние на качество резки и качество перфорации. Если отверстие сопла слишком большое, расплавленный материал, разбрызгиваемый во время резки, может пройти через отверстие сопла и попасть на линзу. Чем больше диафрагма, тем хуже защита фокусирующей линзы и тем меньше срок службы линзы.
Сравнение диафрагмы сопла
| Диафрагма сопла | Расход газа | Мощность удаления расплава |
| Маленькая | Быстрый | Большая |
| Большая | Медленный | Маленькая |
Разница между соплом φ1 и φ1.5
| Диаметр сопла | Тонкая пластина (менее 3 мм) | Толстый лист (более 3 мм) Высокая режущая способность, более длительное время охлаждения и более длительное время резки |
| φ1 | Режущая поверхность в норме. | Область диффузии газа мала и нестабильна, но в принципе пригодная. |
| φ1.5 | Режущая поверхность будет толще, а на углу легко появятся пятна от расплава. | Область диффузии газа большая, скорость газа медленная, резка стабильная. |
5. Регулировка высоты сопла
Высота сопла - это расстояние между выходным отверстием сопла и поверхностью заготовки. Диапазон настройки этой высоты составляет от 0,5 мм до 4,0 мм, и мы обычно устанавливаем ее на уровне 0,7 мм-1,2 мм при резке. Если она слишком низкая, сопло будет сталкиваться с поверхностью заготовки. Если оно слишком высоко, концентрация и давление вспомогательного газа уменьшаются, что приводит к снижению качества резки. При перфорации высота должна быть немного больше, чем высота резания, и должна быть установлена на уровне 3,5-4 мм. Таким образом, можно эффективно предотвратить загрязнение фокусирующей линзы брызгами, образующимися во время перфорации.
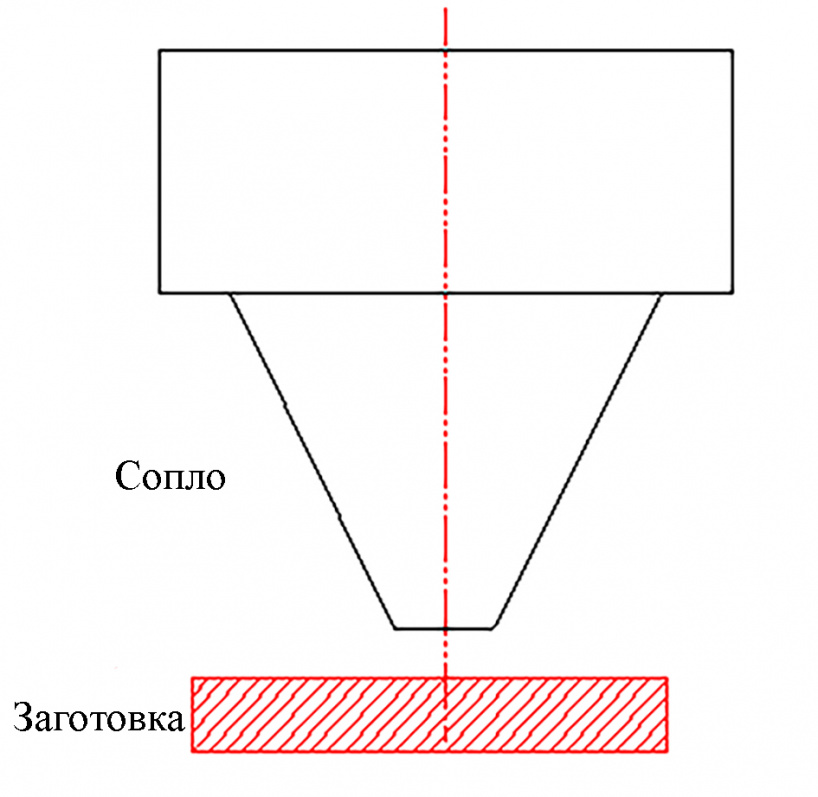
Рис. 15 Высота сопла
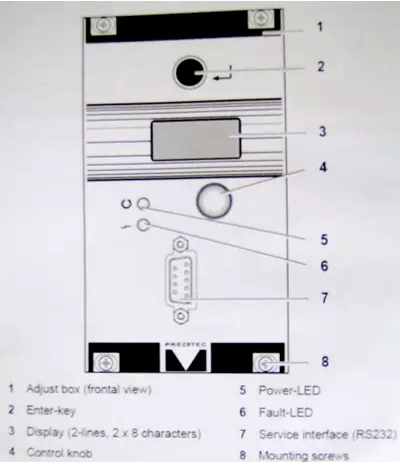
Блок управления емкостными датчиками
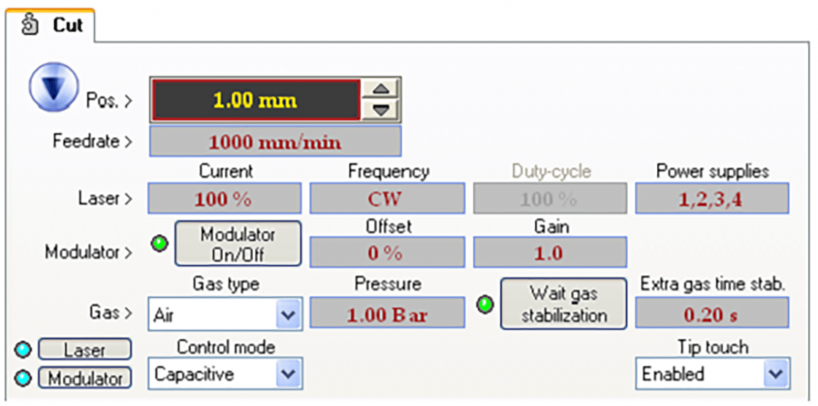
На рисунке в графе "Pos." показан элемент регулировки высоты сопла.
Важные факторы связанные с лазерной резкой [Часть 2]

Параметры лазерной резки зависят от характеристик луча, требуемой скорости резки, состава и толщины разрезаемого материала, желаемого качества режущей кромки и т.д. Процесс лазерной резки и качество резки зависят от правильного выбора параметров лазера и обрабатываемой детали. Недостатки в качестве резки могут быть связаны с нарушениями вызванными колебаниями скорости, изменением мощности и пространственного распределения интенсивности, а также нарушениями оптической целостности. Давайте ознакомимся с факторами влияющими на качество лазерной резки поближе.
IV. Скорость резания
Скорость резки напрямую влияет на ширину и шероховатость поверхности реза.
Существует оптимальное значение скорости резания для различной толщины материала и давления режущего газа, которое составляет около 80% от максимальной скорости резания.
1. Слишком высокая скорость
Если скорость резки слишком высокая, это может привести к следующим последствиям.
1) Может не получиться прорезать материал, а искры будут разлетаться беспорядочно.
2) Некоторые участки будут прорезаны, а некоторые - нет.
3) Разрезаемый участок имеет наклонную полосу, а нижней части среза присутствуют пятна раствора.
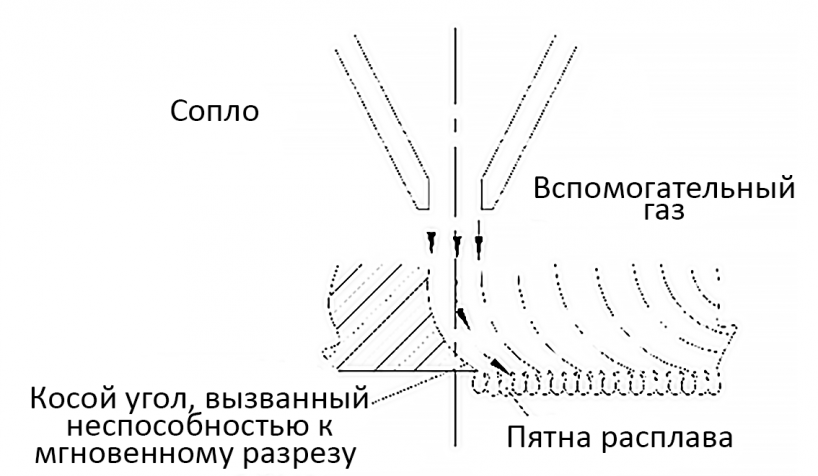
Рис. 18 Слишком высокая скорость
2. Слишком низкая скорость
1) Приводит к переплавке и неровной поверхности реза.
2) Ширина реза расширяется, происходит оплавление острого угла.
3) Влияет на эффективность резки.
3. Определите подходящую скорость резания
О том, можно ли увеличить или уменьшить скорость подачи, можно судить по искрам при резке
1) Искры распространяются сверху вниз.
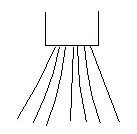
Рис. 19 Нормальная скорость резания
2) Если искры расположены наклонно, скорость резки слишком высокая.
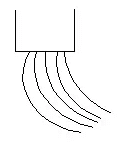
Рис. 20 Слишком высокая скорость резания
3) Если искры не рассеяны, их мало, и они собираются вместе, скорость слишком низкая.
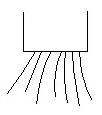
Рис. 21 Слишком низкая скорость резания
Если скорость подачи соответствует требованиям, то как показано на рисунке, поверхность реза представляет собой относительно гладкую линию, а на нижней половине отсутствует оплавление.
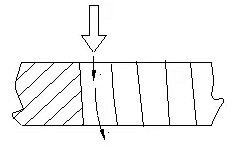
Рис. 22 Нормальная скорость резания
V. Вспомогательный газ для резки
При выборе типа и давления вспомогательного газа для резки необходимо учитывать следующие аспекты:
Кислород обычно используется для резки обычной углеродистой стали при резке под низким давлением.
Воздушная резка обычно используется для резки неметаллов.
Для резки нержавеющей стали обычно используется азот.
Чем выше чистота газа, тем лучше качество резки.
Чистота газа при резке листовой низкоуглеродистой стали должна быть не менее 99,6%, а при резке листовой углеродистой стали толщиной более 12 мм чистота кислорода должна быть выше 99,9%.
Чистота азота при резке листа из нержавеющей стали должна быть выше 99,6%.
Чем выше чистота азота, тем выше качество разрезаемого участка.
Если чистота газа для резки плохая, это не только повлияет на качество резки, но и вызовет загрязнение линзы.
1. Влияние вспомогательного газа на качество резки
1) Газ может способствовать рассеиванию тепла и сгоранию, выдуванию раствора и улучшению качества поверхности резания.
2) Влияние недостаточного давления газа на резку
a. Поверхность резки оплавляется.
б. Скорость резки не может быть увеличена, что влияет на эффективность.
3) Влияние высокого давления газа на качество резки
a. При слишком большом потоке воздуха поверхность реза становится толще, а шов шире.
б. Если поток воздуха слишком велик, отрезаемая часть расплавится, и хорошее качество резки не может быть достигнуто.
2. Влияние вспомогательного газа на перфорацию
1) При низком давлении газа сложнее выполнить перфорацию и время работы увеличивается.
2)При слишком высоком давление газа, точка проникновения расплавится и образуется большая точка плавления.
Поэтому давление газа при перфорации тонкой пластины выше, чем толстой.
3. Вспомогательный газ для резки оргстекла
Оргстекло легко воспламеняется, чтобы получить прозрачную и яркую поверхность резки, для огнезащиты выбирают азот или воздух.
Если выбрать кислород, качество резки будет недостаточно хорошим.
Необходимо выбрать соответствующее давление в соответствии с фактической ситуацией при резке.
Чем меньше давление газа, тем выше яркость режущего света.
Но слишком низкое давление газа приведет к низкой скорости резки, что повлияет на качество нижней поверхности материала.
VI. Мощность лазера
Мощность лазерного станка, необходимая для лазерной резки, в основном зависит от типа резки и свойств разрезаемого материала. Наибольшая мощность лазера требуется при резке с испарением, затем следует резка с плавлением и кислородная резка. Мощность лазера оказывает большое влияние на толщину резки, скорость резки и ширину разреза. С увеличением мощности лазера толщина разрезаемого материала увеличивается, скорость резки растет, а ширина разреза также увеличивается. Мощность лазера оказывает решающее влияние на процесс и качество резки.
1. Мощность резки слишком мала для
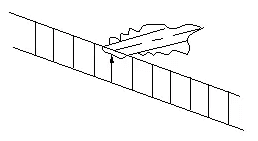
Рис. 26 Слишком низкая мощность
2. Если мощность слишком высока, вся режущая поверхность расплавится.
Рис. 27 Чрезмерная мощность
3. Недостаточная мощность приводит к появлению расплавленных пятен после резки.
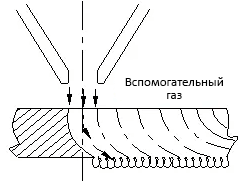
Рис. 28 Дефицит мощности
4. Соответствующая мощность, залог хорошей поверхности разрезаемого участка и отсутсвия расплавленных пятен
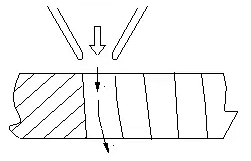
Рис. 29 Надлежащая мощность
Сводка параметров резки
Основные параметры лазерной резки
Скорость резки
Учитывая плотность мощности лазера и материал, скорость резки соответствует эмпирической формуле.
Пока она выше порогового значения, скорость резки материала пропорциональна мощности лазера, то есть увеличение плотности мощности может увеличить скорость резки.
Скорость резки также обратно пропорциональна плотности и толщине разрезаемого материала.
Факторы для повышения скорости резки:
1) Увеличить мощность (500-3000W);
2) Изменить режим луча;
3) Уменьшить размер фокусного пятна (например, использовать линзу с коротким фокусным расстоянием;
Для металлических материалов другие переменные процесса остаются неизменными, и скорость лазерной резки может иметь относительный диапазон регулировки при сохранении удовлетворительного качества резки. Этот диапазон регулировки оказывается относительно широким при резке металлов
Положение фокуса
После фокусировки лазерного луча размер пятна пропорционален фокусному расстоянию линзы.
После фокусировки луча короткофокусной линзой размер пятна становится небольшим, а плотность мощности в точке фокусировки очень высокой, что очень выгодно для резки материала.
Но недостатки заключаются в том, что глубина фокусировки очень мала, а запас регулировки невелик. Как правило, она подходит для высокоскоростной резки тонких материалов.
Для толстых заготовок подходят линзы с более широкой глубиной фокусировки.
Из-за самой высокой плотности мощности в фокальной точке в большинстве случаев во время резки фокусное положение находится прямо на поверхности заготовки или немного ниже ее. Обеспечение постоянного относительного положения между фокальной точкой и заготовкой является важным условием для получения стабильного качества резки.
Иногда во время работы линза нагревается из-за плохого охлаждения, что приводит к изменению фокусного расстояния, что требует своевременной регулировки положения фокуса.
Вспомогательный газ
Вспомогательный газ распыляется коаксиально с лазерным лучом, чтобы защитить линзу от загрязнения и сдуть расплавленный шлак в нижней части зоны резки.
Для неметаллических и некоторых металлических материалов используется сжатый воздух или инертный газ, чтобы удалить расплавленные и испарившиеся материалы и в то же время предотвратить чрезмерное возгорание в зоне резки.
Давление вспомогательного газа
В большинстве случаев для лазерной резки металлов используется реактивный газ (кислород) для образования окислительной экзотермической реакции с горячим металлом.
Это дополнительное тепло может увеличить скорость резки на 1/3-1/2.
При резке тонких листов на высоких скоростях требуется более высокое давление газа для предотвращения прилипания шлака к задней части реза.
При малой толщине материала или низкой скорости резки давление газа может быть соответствующим образом снижено.
Выходная мощность лазера
Мощность лазера и качество режима оказывают важное влияние на резку.
В реальной работе часто устанавливается максимальная мощность для получения высокой скорости резки или для резки толстых материалов.
В приведенном выше параграфе описано большинство факторов, которые могут повлиять на параметры лазерной резки.
В следующей таблице приведены типичные значения параметров резки.
Они не применимы к конкретным случаям, но их можно использовать в качестве справочника для определения правильных параметров запуска.
Типичные значения параметров резки нержавеющей стали DC030
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 1 | 5 | -0.5 | 3000 | 28 | 10 | 1.5 | 0.5 |
| 2 | 5 | -1 | 3000 | 8 | 10 | 1.5 | 0.5 |
| 3 | 5 | -2 | 3000 | 4.75 | 15 | 1.5 | 0.5 |
| 4 | 7.5 | -3 | 3000 | 3.8 | 17.5 | 2 | 0.7 |
| 5 | 7.5 | -4 | 3000 | 2.2 | 20 | 2 | 0.7 |
| 6 | 10 | -5 | 3000 | 2 | 20 | 2.2 | 0.7 |
| 8 | 12.5/15 | -6 | 3000 | 13 | 20 | 3 | 0.7 |
| 10 | 15 | -6 | 3000 | 0.55 | 20 | 3 | 0.7 |
Типичные значения параметров резки низкоуглеродистой стали DC030
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 1 | 5 | 0 | 750 | 9 | 3.5 | 1 | 0.5 |
| 2 | 5 | -0.5 | 800 | 7 | 3 | 1 | 1 |
| 3 | 5 | -0.5 | 800 | 4 | 3 | 1 | 1 |
| 4 | 7.5 | 2 | 3000 | 4.2 | 0.7 | 1 | 1 |
| 6 | 7.5 | 2 | 3000 | 3.3 | 0.7 | 1.2 | 1 |
| 8 | 7.5 | 2 | 3000 | 2.3 | 0.7 | 1.5 | 1 |
| 10 | 7.5 | 2 | 3000 | 1.8 | 0.7 | 1.5 | 1 |
| 12 | 7.5 | 2 | 3000 | 1.5 | 0.7 | 1.5 | 1 |
| 15 | 7.5 | 2 | 3000 | 1.1 | 0.7 | 2 | 1 |
| 20 | 7.5 | 2.5 | 3000 | 0.7 | 0.7 | 2.4 | 1 |
Типичные значения параметров резки стали DC025A1Mg3N2
| Толщина (мм) | Фокусное расстояние (дюйм) | Положение фокуса (мм) | Мощность лазера (Вт) | Скорость резки (м/мин) | Давление газа N2 (бар) | Диаметр сопла(мм) | Расстояние от сопла до пластины |
|---|---|---|---|---|---|---|---|
| 2 | 7.5 | -2.5 | 2500 | 45-6.5 | 10-12 | 1.5 | ≥1.0 |
| 3 | 7.5 | -3.5 | 2500 | 3.0-4.0 | 12-15 | 1.5 | ≥1.0 |
| 4 | 7.5 | -5.0 | 2500 | 1.5-2.0 | 12-16 | 2.0 | ≥1.0 |
| 5 | 7.5 | -5.0 | 2500 | 0.9-1.0 | 12-16 | 2.0 | ≥1.0 |
Как правильно настроить фокус на лазерном станке
Перед тем как начать резать металл необходимо установить оптимальное фокусное расстояние между лазерной головкой и разрезаемым материалом.
От правильности настройки фокуса зависит ширина и качество реза, образование грата, скорость резки.
Фокусное расстояние
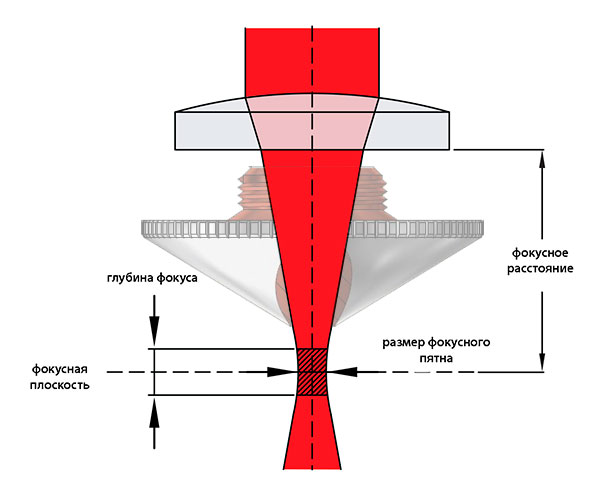
Если двумя словами, то фокусное расстояние это расстояние от линзы до фокусной плоскости. В нашем случае за фокусную плоскость принимаем заготовку - металлический лист.
Положение сфокусированного пятна (фокальной точки) над фокусной плоскостью называется положительной, а положение под заготовкой называется отрицательной.
Значение положения фокуса
Значение фокусного расстояния влияет на размер размера пятна на поверхности или внутри металической заготовки: так при увеличении фокусного расстояния увеличивается диаметр пятна, а ширина реза увеличивается.
Положительный фокус
Это фокусное расстояние при котором луч лазера фокусируется выше поверхности заготовки.
Как правило такая фокусировка используется для кислородной резки заготовок из углеродистой стали.
Такой способ резки реализует удаление шлака и помогает кислороду достигать нижней поверхности заготовки для участия в полной реакции окисления.
Чем больше значение положительного фокуса, тем больше диаметр пятна лазера на поверхности заготовки, тем больше нагрев и добавление тепла вокруг щели, и тем более гладкой и яркой режущей поверхности из углеродистой стали.
Отрицательный фокус
То есть фокус резания находится в заготовке. В этом режиме, поскольку фокус находится далеко от режущей поверхности, ширина резания является относительно большей, чем точка резания на поверхности заготовки. В то же время поток режущего воздуха велик, и температура является достаточной.
При резке нержавеющей стали целесообразно использовать резку с отрицательным фокусом, поверхность реза имеет однородную текстуру и хорошее поперечное сечение.
Перфорация пластины перед резкой. Поскольку перфорация имеет определенную высоту, перфорация использует отрицательный фокус, который может гарантировать, что размер пятна в позиции перфорации является наименьшим, а плотность энергии - наибольшей.
Нулевой фокус
То есть фокус резания находится на поверхности заготовки. Как правило, режущая поверхность, близкая к фокусу, является относительно гладкой, в то время как нижняя поверхность вдали от режущего фокуса является шероховатой. Этот случай в основном используется для непрерывной лазерной резки тонких пластин и импульсного лазерного испарения с высокой пиковой мощностью для резки слоев металлической фольги.
Выбор фокусировки для лазерной резки определяется не материалом режущей пластины (нержавеющая сталь, углеродистая сталь), а методом резки (окислительная резка, расплавленная резка).
Итоги
В станке лазерной резки металла необходимо использовать разные режимы фокусировки для обработки разных заготовок. Благодаря разным позициям фокусировки и способам регулировки разных типов режущих головок пользователи могут комбинировать различные эффекты положительной и отрицательной фокусировки при резке нержавеющей и углеродистой стали, комбинируя свои собственные потребности в обработке. Чтобы выбрать подходящий метод фокусировки, мы можем в полной мере оценить преимущества станков для лазерной резки!
3 режима лазерной резки: испарение, плавление, сгорание

Лазер может резать материалы разными способами. В зависимости от используемой мощности, дополнительных средств и программы резки материал будет вести себя по‑разному. Давайте разберемся в этом — тема, во‑первых, интересная, а во‑вторых, полезная для производственников. Чем полезная? А очень просто: когда вы понимаете возможности, которыми можете воспользоваться — вы всегда можете выбрать именно ту, которая даст максимальную выгоду. Максимальная выгода в любых обстоятельствах — это неслабая польза.
Способов, которыми лазер может раскроить материал — навскидку 4:
- плавление,
- испарение,
- сгорание,
- раскалывание.
Почему мы почти не будем говорить про раскалывание лазером?
Но про один из них мы сегодня говорить почти не будем. Да‑да, это раскалывание. Казалось бы — как лазер, то есть луч света, может расколоть твердое тело? Раскалывают ведь обычно дрова топором — бьют с силой и материал разделяется?
Но лазер может. Это эффект термораскалывания, его используют для хрупких материалов вроде стекла. Естественно, лазером не бьют по предмету — это невозможно. Фишка здесь в том, чтобы резко разогреть лучом небольшой участок, пока струя сжатого воздуха из сопла привычно охлаждает окружающую поверхность. От такого обращения и резкого перепада температуры стекло обиженно трескается — и, что самое главное, трещина увеличивается управляемо, следуя за лучом. Допустим, классическая резка позволяет получать более точные очертания, но термораскалывание в этом плане тоже не промах.
Почему тогда мы не будем подробно на нем останавливаться? А всё просто — как уже было сказано, это технология для работы со стеклом и подобными материалами. Мы специализируемся на металле — и предпочитаем говорить о том, что знаем и любим. И о том, с чем можем помочь сами, если у вас возникнет такая потребность. Итак — три режима лазерной резки металла.
Лазерная резка в режиме плавления
Как это происходит?
Основной режим лазерной резки. Идеальный для большинства задач при лазерной резке металла. В основном, когда говорят о лазерной резке — подразумевают именно лазерную резку в режиме плавления. Суть режима, если объяснять «на пальцах», такова:
- Лазерный луч раскаляет поверхность участка металла до температуры плавления. Эта температура для разных металлов и сплавов — естественно, разная. Но программа резки всегда составляется с учетом этого — мощность луча и скорость движения именно таковы, чтобы расплавить металл в зоне резки на всю глубину и в то же время не пережечь кромки.
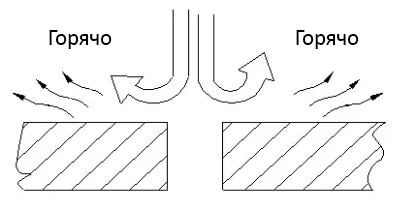
- Струя сжатого газа из сопла бьет в поверхность металла параллельно лучу. Расплавленный металл из зоны нагрева выдувается вниз, а незатронутый лучом металл кромок остается на месте, как ни в чем не бывало. При этом струя газа дает процессу и дополнительную пользу:
- Движение газа охлаждает металл кромок — это важно, чтобы не находящийся в зоне реза металл не перегревался и не получал тепловых деформаций. А отсутствие деформаций — это одно из основных преимуществ лазерной резки в принципе.
- Газовая струя защищает от расплава сам лазер — линзы оптической системы при использовании газовых и кристальных лазеров или выход волокна при использовании волоконных. Согласитесь, было бы совсем не комильфо, если бы дорогостоящая оптика выходила из строя из‑за случайного попадания первых же брызг расплавленного металла. А так мы точно знаем, что брызги если и полетят — то полетят вниз, где ничего ценного и так нет.
- Если в качестве газа используется не атмосферный воздух, а чистый азот или аргон, то его струя защищает раскаленные кромки реза от ненужных химических реакций. Сжатый газ закономерно вытесняет из зоны реза атмосферный воздух вместе со всем, что в нем намешано. При резке нержавейки и алюминия важно избавиться от присутствия кислорода — иначе на кромках образуются никуда не годные оксиды. Для этого используется азот. А при резке титана нужно избавиться и от кислорода, и от азота — потому что титан образует еще и нитриды, такие же негодные. Для этого используется аргон.
Почему это эталон?
Режиме плавления — эталонный режим лазерной резки металла. Достаточно быстрый, достаточно точный, достаточно аккуратный и достаточно экономичный, чтобы стать одной из доминирующих технологий в металлообработке. Собственно говоря, он уже стал.
Особенности двух других режимов, их сильные и слабые стороны — оцениваются от этой отправной точки.
![]()
А вот пример корпуса производства «Металл‑Кейс»:
Лазерная резка в режиме испарения
Освежаем в памяти школьный курс физики, смотрим с проницательным прищуром на предыдущую технологию и думаем: «а что будет, если теперь вкачать в этот процесс еще больше энергии?». Именно — металл не просто расплавится, а испарится.
Это возможно. Эта технология реально используется. Лазерный луч в этом режиме работает не непрерывным потоком, а отдельными импульсами — их длина рассчитана так, чтобы испарить четко заданный участок металла и не задеть ничего кроме, не достать до материала подложки. А струя воздуха привычно удаляет испаренный металл из зоны реза.
Зачем это нужно?
Режим испарения материала под воздействием лазера нужен редко. В основном он используется для тонких задач в электронике. Или для задач, когда требуется сохранить неповрежденным материал подложки. Обычно в металлообработке, как вы понимаете, в этом просто нет смысла — нет материала подложки, под листом металла технологические окна станины и пол цеха. Не произойдет ничего страшного, если туда будет капать расплавленный металл.
Но в тонкой электронике это может быть критично — и в таком случае принципиально использование именно режима испарения.
![]()
Вот что мы предлагаем:
Почему это можно использовать не везде?
Страдает коэффициент полезного действия. Для испарительной резки металл нужно нагревать намного сильнее. Например, температура плавления чистого алюминия — 660 градусов Цельсия. А вот температура его кипения — уже 2 519 градусов.
То есть чтобы испарить его, нужно единомоментно вложить в металл энергию в 3,8 раза больше. То есть, даже если рассчитывать по такой простой и грубой формуле, то получится, что 1 метр реза испарением будет стоить столько же, сколько почти 4 метра плавлением.
Формула эта — очень простая и грубая, здесь не учтено распределение тепла, потери энергии, усиленная амортизация расходных материалов оборудования. Кроме того, у разных металлов — разный разброс температур плавления и кипения. Но принцип вы поняли — лазерная резка в режиме испарения возможна, но не стоит применять ее в случаях, когда ее можно не применять. Потому что получается дорого.
Лазерная резка в режиме горения
Горение — быстрый окислительный процесс с участием высоких температур и кислорода. Мы привыкли, что горит органика — бумага, дрова — и нам странно думать о том, что металл тоже может гореть. Но он может. Просто для этого нужно, во‑первых, дать ему достаточно кислорода, а во‑вторых, разогреть его до достаточной температуры, чтобы реакция началась.
А дальше происходит удивительное — при лазерной резке с использованием кислорода большую часть тепловой энергии, режущей металл, поставляет не лазерный луч, а окислительная реакция металла, идущая в нем. Горение дает в 3–5 раз больше тепловой энергии, чем непосредственно лазерный луч. Естественно, это позволяет работать быстрее и экономичнее.
![]()
Что это дает?
Есть две технологии лазерной резки, использующие режим горения:
- Лазерная резка в кислороде — лазерный луч, как обычно, плавит металл. Но вместо атмосферного воздуха или нейтральных газов а зону реза подается чистый кислород. С его участием расплав начинает гореть, окисляться, выдавая еще больше тепла. Чем больше тепла он выдает — тем легче и экономичнее идет плавление соседних участков металла.
- Кислородная резка с лазерной поддержкой (LASOX) — здесь по‑другому смещен «баланс участия» между кислородом и лазером. Лазер вообще не плавит металл сам по себе — он просто нагревает металл достаточно, чтобы горение началось. Кислорода требуется больше, он должен подаваться с большей силой. Рез не будет таким точным, как при использовании чисто лазерной резки — однако так можно прорезать более толстый металл для использования, например, в кораблестроении.
А ведь это отлично, правда? Но и режим горения тоже не стал новым эталоном — он вспомогательный, используется для некоторых задач и не используется для остальных. Почему?
При горении кромки металла обгорают. Чтобы они приобрели нормальный вид и рабочие качества, их придется дополнительно обрабатывать после. Затраты на дополнительную обработку могут перекрыть выгоду, полученную от удешевления самой резки — и в результате резка в режиме горения создаст проблем больше, чем даст выгод. По факту, использование резки с участием кислорода зависит от материала.
Черная сталь отлично режется в кислороде — нагар либо не образуется, то есть по факту удаляется самим лучом, либо легко снимается. А вот нержавейка и сплавы алюминия такого обращения не прощают. Для качественной резки этих металлов лучше не просто не подавать кислород, а вообще отсечь его доступ в зону резки — например, использовав в качестве рабочего газа азот.
![]()
Посмотрите видео из нашего цеха:
Резюме
Итак, есть 4 основных режима лазерной резки:
- Плавление — основной режим, который решает большую часть задач по резке.
- Горение — режим, который быстрее и дешевле режет черный металл, но не используется для высоколегированных сталей и цветных металлов.
- Испарение — специальный режим, который позволяет резать без воздействия на материал подложки, но имеет низкий КПД.
- Термораскалывание — специальный режим, который используют для стекла.
Есть задача по лазерной резке? Давайте обсудим ее предметно.
Лазерная резка нержавеющей стали — возможности и преимущества Лазерная резка нержавеющей стали — один из самых прогрессивных методов обработки этого металла. У лазерной резки есть свои неоспоримые преимущества, за которые многие производственники.
Шелкография на металле в СПб — что можно нанести на металлические детали? Метод шелкографии на металле позволяет получать надписи и изображения на металлических корпусах и деталях. Элементы получаются стойкими и красивыми — не приходится.
Лазерная резка алюминия — как это делается? Любой листовой металл можно нарезать для дальнейшей работы разными способами. Нельзя сказать, что какой‑то из них «всегда лучший» или «всегда худший». У них.
Сварка оцинковки в СПб — как делается и где заказать? В «Металл‑Кейс» мы производим на заказ детали и корпуса из различных видов листового металла — от обычной черной стали до.
Компания
Услуги
Продукция
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Читайте также:



