Режущий инструмент для обработки металла
Обновлено: 04.10.2024
Резка металла — это способ обработки листовых, литых и сортовых заготовок, который заключается в их разделении на части при помощи специальных инструментов.
Чем резать металл: основные способы
Обработка заготовок может быть холодной и горячей.
- В первом случае используются инструменты для резки металла механическим способом — различные пилы, ножницы и т. д.
- При горячей резке материал в месте воздействия инструмента расплавляется. Капли удаляются при помощи газового потока. Этот способ обработки предполагает применение более сложного оборудования: автогены; станки для плазменной, кислородной, лазерной резки и т. п.
Профессиональные и промышленные режущие инструменты по металлу
Для обработки заготовок в промышленных условиях применяют профессиональные режущие инструменты по металлу.
Инструменты и станки для механической резки
Механическая резка имеет следующие преимущества:
- края разрезов получаются ровными;
- технологии экономичны;
- точность обработки высока.
Главный недостаток — механическим способом можно делать только прямолинейные разрезы.
- Болгарки чаще всего используют для резки сортового проката малого и среднего диаметров. При помощи болгарок изготавливают арматуру, уголки, а также тубы квадратного и круглого сечения. Метод отличается невысокой производительностью, но при этом количество отходов стремится к минимуму.

Фотография № 1: резка металла болгаркой
Расходный материал для обработки металла болгаркой — абразивные и алмазные круги.
- Циркулярные пилы . С их помощью можно делать разрезы под углом. Преимущества метода — высокая точность и качество. Недостатки — ограничение по глубине разреза, большое количество отходов.

Фотография № 2: резка металла циркулярной пилой
- Гильотины . Заготовки разделяются на части методом рубки. Этот способ обработки считается наиболее продуктивным и дешевым, однако не предназначен для изготовления деталей сложной конфигурации.

Фотография № 3: рубка металла при помощи гильотины
- Ленточнопильные станки предназначены для резки любых металлов и сплавов. Метод отличается низким количеством отходов. Края разрезов получаются максимально ровными. Имеются ограничения по размерам заготовок.

Фотография № 4: резка металла на ленточнопильном станке
Гидроабразивная резка
Металл разрезается на специальном оборудовании при помощи раствора (вода + абразивный песок), который подается под высоким давлением через узкое сопло. Инновационная технология предназначена для резки металла толщиной до 30 см. Полученные детали не требуют дополнительной обработки. При этом металл не деформируется, т. к. термическое воздействие отсутствует.

Фотография № 5: гидроабразивная резка металла
Этот метод обработки стоит очень дорого и не подходит для металлов, подверженных коррозии.
Технологии горячей резки
- Лазерная . Заготовки обрабатывают на специальных станках. При воздействии лазерного луча часть металла испаряется. Остатки расплавленного материала выдуваются газовой смесью.

Фотография № 6: лазерная резка металла
При помощи лазерной резки получают любые по конфигурации высокоточные детали, которые не требуют дополнительной обработки. Однако метод имеет недостатки:
- ограничение по толщине металла — на лазерных станках можно обрабатывать заготовки толщиной до 20 мм;
- дороговизна — цены на станки и их эксплуатацию держатся на высоком уровне;
- ограничение по типам металлов — лазерная обработка не подходит для нержавеющей стали, алюминия и других сплавов с высокой отражающей способностью.
- Газовая . Заготовки обрабатываются на специальных станках. Технология резки основана на интенсивном оплавлении металла. Оно происходит под воздействием направленного потока газокислородной смеси.

Фотография № 7: газовая резка металла
Метод подходит для черновой резки металлов и сплавов с низкой теплопроводностью. В местах обработки под воздействием высоких температур образуются окалины и наплывы. Полученные детали требуют дополнительной обработки.
- Плазменная . Металл разрезается смесью газов, подаваемой под высоким давлением. В результате материал плавится и выгорает, а остатки и окалины полностью выдуваются.

Фотография № 8: плазменная резка металла
Плазменная резка имеет следующие преимущества:
- экономичность — количество отходов стремится к минимуму, полученные детали не требуют дополнительной обработки;
- производительность — плазменная резка происходит быстрее лазерной, гидроабразивной и механической в 4, 8 и 10 раз соответственно;
- универсальность — технология подходит для обработки любых токопроводящих металлов толщиной от 1 мм до 15 см.
Плазменную резку применяют как для серийного, так и для единичного производства.
Чем лучше резать металл своими руками
Выбирать режущие инструменты для обработки металла следует в зависимости от необходимой точности и толщины заготовки. В домашних условиях используют различные способы раскроя.
Частые сгибания-разгибания
Метод актуален для работы с мягкими металлическими заготовками (проволока, полосы, прутки) малой толщины. Технология пригодна лишь для черновой обработки: не дает высокой точности, но выручает, когда нет под рукой ничего, кроме пассатижей.
Можно также воспользоваться молотком и тисками: зажать в них заготовку и бить, сгибая и разгибая металл.
Рубка металла зубилом и молотком
Способ также относится к черновым. В дополнение к зубилу и молотку понадобится струбцина или тиски. Необходимо сделать разметку, зажать заготовку и приступить к рубке металла.

Фотография № 9: рубка металла зубилом и молотком
Для резки проволоки могут подойти кусачки. Если вручную разрезать материал не получается, нужно ударить молотком по инструменту, в котором зажата заготовка.
Ножовка по металлу
Ножовка по металлу состоит из рамы и режущего полотна. Алгоритм работы: сделать разметку, зажать деталь струбциной или тисками и приступить к обработке.

Фотография № 10: резка металла ручной ножовкой
Теоретически ножовкой по металлу можно разрезать большую по толщине заготовку, но это потребует серьезных усилий и временных затрат.
Ручные ножницы
Подойдут для черновой резки тонкого мягкого металла.

Фотография № 11: резка металла ручными ножницами
Для обработки толстых заготовок существуют способы усиления инструмента.
- Одну ручку ножниц зафиксировать в тисках, а на другую надеть длинный кусок трубы. В результате получится рычаг, который в несколько раз увеличит усилие.
- Также можно воспользоваться молотком. Им бьют по верхней ручке инструмента, в котором зажата деталь.
Если усилить ручные ножницы, удастся разрезать металл толщиной 2–3 мм. Однако при этом ухудшится качество раскроя.
Электролобзик
Для обработки заготовки электролобзиком нужно вставить в него специальную пилку. Этот инструмент отлично подойдет для того, чтобы резать листовой металл, а также уголки, трубы, прутки и пр.

Фотография № 12: резка металла электролобзиком
Электролобзиком можно вырезать фигурные детали. При этом достигается высокая точность. Главный недостаток метода — не слишком высокая скорость.
Болгарка
Болгарка уже упоминалась в статье. Благодаря универсальности инструмент отлично подходит для непрофессионалов.
При отсутствии погрешностей точность резки металла будет высокой. Для финишной обработки деталей используются шифровальные и полировальные круги. Еще одно преимущество болгарок — хорошая производительность (на бытовом уровне).
Сабельная пила
Сабельная пила (электроножовка) стоит дороже и лучше подходит для раскроя металла, чем электролобзик или болгарка, по трем причинам:
- увеличенные габариты режущего инструмента — электроножовку можно оснастить пилкой длиной до 35 см;
- повышенная производительность — сабельные пилы имеют более мощные электродвигатели;
- отличное качество резки — количество отходов минимально.

Фотография № 13: резка металла сабельной пилой
Труборез
Как видно из названия, этот инструмент предназначен для разрезания труб малых и больших диаметров. Непосредственно в месте обработки с металлом контактируют острые ролики.

Фотография № 14: резка металлических труб труборезом
Лучше всего труборез подходит для мягких (медь, алюминий) труб. Главный недостаток инструмента — узкое предназначение.
Мультитул
Электрические мультитулы (реноваторы) имеют в комплекте насадки для металлообработки. Однако они не предназначены для раскроя толстых заготовок.

Фотография № 15: резка металла мультитулом
Мультитулы чаще всего используют для подрезки выступающих гвоздей и болтов. Главное преимущество реноваторов — возможность работы в труднодоступных местах.
Пневматические ножницы
Отличный инструмент, которым пользуются как любители, так и профессионалы. Бюджетные модели предназначены для резки листов толщиной до 2 мм, а дорогие аналоги справляются с более сложной работой.

Фотография № 16: резка металла пневматическими ножницами
Главное преимущество пневматических ножниц — очень высокое качество металлообработки. Резка этим инструментом не ухудшает защитных свойств черепицы, профнастила и других материалов со специальными покрытиями.
Чем резать тонкий металл
Чтобы разрезать тонкий металл, выбирайте подходящий инструмент в зависимости от сложности работы и необходимого качества. Тонкими считаются листы толщиной до 5 мм.
Для обработки таких заготовок подойдут многие из вышеперечисленных инструментов. Лучшие варианты — болгарка, сабельная пила, электролобзик и пневматические ножницы.
Чем резать толстый металл
Чтобы ровно и быстро разрезать толстый металл (5–160 мм), лучше обратитесь в компанию, предоставляющую соответствующие услуги.
Плоские заготовки большой толщины называют слябами. Для их обработки понадобится промышленная техника.
Ответы на популярные вопросы
Да, но для этого нужно купить специальные отрезные диски.
Да, производители выпускают специальные модели.
Да, но технология подходит только для черновой резки. Потребуется дополнительная обработка срезов и отверстий.
- Можно ли алмазным кругом (диском) по бетону/камню резать металл?
Можно, но нерентабельно. Такой диск сточится гораздо быстрее, чем обычный отрезной.
- Металл какой толщины можно разрезать болгаркой?
Все зависит от размеров болгарки и, соответственно, диаметра отрезного диска.
Да, есть специальные модели.
- Металл какой толщины можно разрезать лобзиком?
Максимум 5 мм. При этом нужно работать очень аккуратно и непрерывно смачивать лист или заготовку водой. В противном случае пилка быстро сгорит.
Виды и классификация режущего инструмента
Один из самых востребованных видов обработки металла – резание. Этот вид обработки применяют и при создании авиационно-космической техники, и для детских колясок. Для обтачивания металла применяют режущий инструмент и специальную технологическую оснастку.

Основные металлорежущие инструменты
Инструмент для обработки металла классифицируют по конструкции и типу обрабатываемой поверхности. Кроме этого, необходимо помнить о том, что каждый класс разделяют на разновидности.
По конструкции лезвийный инструмент разделяют на:
- Резцы, применяемые для обтачивания тел вращения (токарные), строгальные, используемые для обработки плоских заготовок, например, для снятия слоя металла при капитальном ремонте станочного оборудования. В ходе формирования заготовки резец перемещаются вдоль оси ее вращения. Основные характеристики токарных резцов – это размер державки. То есть, той составной части, на которой закрепляется режущая пластина, функционального назначения. Не последнюю роль играет и марка материала из которой изготовлена режущая часть. Об этом чуть ниже.
- представляют собой инструмент осевого типа. Они могут быть изготовлены с одной или несколькими лезвийными кромками. Их применяют для формирования отверстий в заготовке. Они образуются при вращении сверла вокруг своей оси и его подачи в тело заготовки. Сверла различают на правые и левые; последние используют в механизированном сверлении деталей. Например, при подготовке отверстий в корпусах автомобильных двигателей. К этому же классу можно отнести развертки, зенкеры, цековки и пр. Они предназначены для обработки отверстий после сверления. Например, с помощью разверток выполняют чистовую обработку полученных отверстий, то есть доводят его до требуемого размера и шероховатости поверхности.
- Напильники, представляют собой инструмент в форме стержней или пластин, на поверхности которых образовано большое количество режущих зубьев. Предназначаются для ручной работы с металлом. С их помощью удаляют заусенцы, неровности с изделия.
- Протяжки – это стержни, с нанесенными на поверхность лезвиями. Их применяют для получения фасонных отверстий, например, шпоночных или шлицевых пазов в шкивах или зубчатых колесах. Протяжка представляет собой стержень, диаметр которого постепенно увеличивается по направлению к его хвостовой части. – этот лезвийный осевой инструмент, предназначенный для обтачивания заготовок, которые зафиксированы на рабочем столе и перемещаются вместе с ним относительно вращающейся фрезы. Их разделяют на фрезы общего применения, червячные, для получения зубчатых колес, гравировальные, шпоночные и пр. Их используют для получения сложных поверхностей, например, при производстве пресс-форм или штампов, предназначенных для обработки металлов давлением.
- Для получения наружной и внутренней резьбы применяют два основных типа режущего инструмента – метчики и плашки (лерки). Метчик представляет собой стальной стержень на поверхности которого присутствуют продольные лыски и канавки, образующие режущие кромки. Плашка представляет собой диск, внутри которого сформированы режущие лезвия. С помощью плашек получают внешнюю резьбу. Выпускают два вида метчиков - ручные и машинные. Первые применяют для ручной обработки. Вторые устанавливают в станочное оборудование. Следует отметить, что машинные метчики можно использовать и для ручной обработки отверстий.
- Для производства зубчатых колес применяют долбяки, зуборезные фрезы, шеверы.
- Для грубой и финишной обработки металла применяют абразивные и шлифовальные круги. Этот инструмент, представляет собой круг, изготовленный из абразивного материала, например, карбида кремния. Небольшие частицы абразива снимают заданный слой металла. Такие круги используют для зачистки поверхности от следов коррозии и обработки изделий после термической обработки.
Выше приведена общая классификация режущего инструмента. Между тем весь выпускаемый в стране инструмент должен соответствовать требованиям ГОСТ, имеются нормативы для токарных резцов, для метчиков и плашек.
Один из основных нормативных документов, который определяет некоторые параметры режущего инструмента - ГОСТ 25751-83. В нем определены термины, применяемые в промышленности, технике, которые являются общими для всех видов лезвийного режущего инструмента, кроме этого, он определяет термины и понятия, относящиеся к металлорежущему инструменту.
Все представленные инструменты отвечают нормам точности, которые определены в ГОСТ и ТУ. Кроме них, на некоторых производствах применяют инструмент, изготовленный на основании отраслевых стандартов.
Материалы для изготовления инструмента
Надо понимать, что инструмент работает в довольно жестких условиях. Тут и высокая сила трения, и повышенные температуры, и другие не самые благоприятные условия.
Именно поэтому для производства этой продукции используют специальные инструментальные стали и другие материалы.
При подборе материала для изготовления режущей части инструмента требуется учитывать следующие критерии:
- конструкцию инструмента;
- технологию производства режущего инструмента;
- частоту использования.
Режущий инструмент изготавливают как цельный, так и сборный. Как пример цельного инструмента можно назвать сверла, метчики, фрезы и некоторые другие.
Для производства инструмента применяют специальные инструментальные стали. К сталям этого типа предъявляются особые требования. Это вызвано тем, что в процессе резания возникают контактные напряжения, высокое удельное давление. В ходе резания инструмент подвергается нагреву и износу. Стали этого класса отличаются достаточной прочностью, твердостью.
В частности, для изготовления применяют следующие марки – углеродистые типа У8, У8ГА и некоторые другие. Для изготовления режущего инструмента применяют такие стали как ХВ5, 9ХС, ХВГ, В1 и ХВСГ.
Существует отдельный класс сталей, которые называют быстрорезами – Р9, Р12 и пр. Их применяют для производства сверл, причем, как по металлу, так и по дереву.
Для изготовления режущего инструмента, точнее его режущей части, применяют и так называемые твердые сплавы. Они представляют собой сплавы вольфрама, титана, различных карбидов. Их выполняют в виде напаек или сменных неперетачиваемых пластин.
Эти пластины устанавливают на резцы, фрезы, сверла. Инструменты с напайными пластинами применяют при обработке деталей на станках с ручным управлением, например, на 16К25 или 6Р72. Инструмент со сменными напайками используют при работе на станках, оборудованных ЧПУ.
Отличие напайного инструмента от инструмента со сменными режущими кромками заключено в том, что по мере износа режущие кромки можно заточить по новой. В инструменте со сменной режущей кромкой режущую пластину проворачивают. При ее поломке ее просто заменяют, а сломанную отправляют в утилизацию.
Режущий инструмент по металлу
Для резки материалов могут применяться самые различные инструменты. Их классификация проводится по достаточно большому количеству признаков, которые позволяют провести выбор наиболее подходящего варианта исполнения изделия. Режущий инструмент при этом изготавливается из самого различного материала.

Классификация режущего инструмента
Выделяют довольно большое количество различных признаков классификации режущего инструмента, основной можно назвать конструктивные признаки. В зависимости от геометрической формы и основных параметров выделяют следующие варианты:
- фрезы;
- резцы;
- зенкеры;
- сверла;
- развертки;
- цековки;
- метчики;
- плашки;
- шеверы;
- ножовочное полотно;
- инструмент абразивного типа.
Все приведенные выше виды режущих инструментов характеризуются своими определенными особенностями. Примером можно назвать ручной режущий инструмент под названием плашка. За счет применения особого крепления можно получить резьбовую поверхность на цилиндрической поверхности.
Довольно большое распространение получили резцы. Их относят к режущему инструменту, который предназначен для обработки исключительно тел вращения.
Среди особенностей подобного варианта исполнения отметим следующее:
- Есть рабочая часть и державка.
- Угол заточки может существенно отличаться в зависимости от предназначения изделия.
- При изготовлении применяются самые различные сплавы, которые и определяют область применения изделия.

Фрезеры встречаются в последнее время довольно часто. Это связано с тем, что подобный режущий инструмент может использоваться для получения корпусных изделий. Особенностью назовем то, что основное вращение передается фрезе, в это время заготовка находится в неподвижном состоянии. Конструктивно фрезы намного сложнее резцов, что определяет более высокую стоимость.
Основная классификация фрез представлена областью применения. Примером назовем следующие варианты исполнения:
- Концевые.
- Цилиндрические.
- Червячные и другие.
Встречается просто огромное количество фрез, все они также обладают своими определенными характеристиками.
Довольно распространены сверла. Подобное изделие осевого типа применяется в случае, когда нужно получить отверстие в сплошном материале.

На момент резания сверла совершают вращательное движение, по винтовым канавкам стружка удаляется с зоны резания. Отличаются сверла по следующим признакам:
- Тип применяемого материала.
- Диаметральный размер.
- Тип хвостовика.
- Угол заточки режущей кромки.
Инструменты осевого типа весьма распространены. Примером можно назвать зенкеры, применяемые для корректировки размера и формы отверстия. Кроме этого, в эту группу включаются и развертки, которые требуются для удаления высокой шероховатости с поверхности стенок отверстия.

Инструменты режущие и ударные с острой режущей кромкой также весьма распространены. В эту группу включается долбяк, который может применяться для получения зубьев. Довольно обширными возможностями характеризуются насадки абразивного типа, применяемая для снижения степени шероховатости поверхности.
Все приведенные выше изделия можно разделить на несколько основных групп:
- Изделия для работы с телами вращения. В эту группу входят различные резцы и абразивные круги. Как правило, в подобном случае основное вращение получает заготовка, а инструмент находится в неподвижном состоянии. Устанавливаются эти изделия на токарном оборудовании самого различного типа.
- Достаточно большая группа представлена режущими инструментами, предназначенными для получения и обработки уже готового отверстия. Примером можно назвать сверла, протяжки, зенкеры и другие варианты исполнения. Осевой получает вращение, режущая часть представлена витками с различным углом заточки.
- Отдельная группа представлена приспособлениями, предназначенными для нарезания резьбовых витков на цилиндрической поверхности. Особая форма режущей части позволяет получать витки с определенным расположением относительно друг друга. Резьбовая поверхность сегодня встречается крайне часто, так как она применяется при создании различных соединительных элементов. В быту нарезка проводится при применении ручных инструментов, в промышленности встречаются станки с особыми режимами работы.
- Довольно большое распространение в машиностроительной отрасли получили зубчатые колеса и другие подобные изделия. Для их получения подходят шеверы, долбяки и другие.
Выделяют также второстепенные признаки классификации. Примером назовем то, каким образом режущая кромка взаимодействует с обрабатываемой поверхностью. По этому признаку выделяют:
- Обычные варианты исполнения получили весьма широкое распространение. Как правило, они получаются при применении технологии литья. Основная и рабочая часть конструкции в большинстве случаев представлена идентичным материалом.
- Ротационные характеризуются непрерывным обновляющимся круговым лезвием.


Важным критерием можно назвать тип изготовления. В зависимости от этого выделяют:
- Цельные конструкции встречаются крайне часто, что связано с их относительно невысокой стоимостью и надежностью в применении.
- Составные обходятся намного дороже, но при этом есть возможность использовать более качественные материалы при создании режущей кромки.
- Сборные также характеризуются тем, что состоят из отдельных частей.
Сборные также можно охарактеризовать тем, что соединение разъемное. Составные зачастую изготавливаются при применении технологии сварки, за счет чего провести отсоединение режущей кромки не получится.
Классификация режущего инструмента также проводится по способу крепления.
Выделяют следующие варианты исполнения:
- Хвостовые.
- Призматические.
- Насадные.
В продаже можно встретить просто огромное количество различных вариантов исполнения дополнительной оснастки, которая существенно расширяет функциональность оборудования.
Сферы использования
Сфера применения режущего инструмента весьма обширна. Большая часть изделий встречается в машиностроении, так как заготовки представлены различными сплавами. Рассматривая сферу применения отметим следующие моменты:
- Большая часть изделий может резать по металлу только при условии передачи большого усилия при жестком закреплении заготовки. Именно поэтому они изготавливаются таким образом, чтобы могли устанавливаться в станках и другом подобном оборудовании. Область применения – промышленность с различным показателем производительности труда. Отличительной особенностью подобной группы можно назвать длительный эксплуатационный срок и устойчивость к износу.
- Также обработка заготовок может проводится в домашней мастерской. Для подобного случая подходят варианты исполнения, которые применяются при ручной обработке или применении настольного оборудования. Специалисты рекомендуют выбирать для домашней мастерской варианты исполнения из низкой ценовой категории. Это связано с тем, что они отлично подходят для обработки при небольшой подаче и скорости резания. Режущие инструменты для промышленных станков обходятся намного дороже и требуют профессиональной периодической заточки.

В целом можно сказать, что область применения режущего инструмента весьма обширна. Механическое резание может проводится только при наличии режущей кромки.
Выбор режущего инструмента
Только правильно подобранный инструмент может применяться для получения качественного изделия. Среди столь большого выбора подобрать наиболее подходящий вариант исполнения изделия сложно. Режущий инструмент по металлу выбирают с учетом следующих рекомендаций:
- Для начала определяется поставленная задача. Как правило, технология производства составляется технологом, который также указывается наиболее подходящий режущий инструмент. К примеру, получить тело вращения можно с требуемым диаметром можно при использовании резца, отверстие сверла. При этом одна деталь может изготавливаться при применении одного вида изделия с различными параметрами.
- Следующий шаг заключается в определении того, какое именно оборудование будет применяться для передачи вращения. Примером можно назвать промышленные станки или ручные конструкции. От этого момента зависит то, какая державка подойдет.
- На момент составления технологической карты указываются основные параметры резания. С учетом подобного показателя проводится выбор режущего инструмента по типу применяемого материала при изготовлении основной или рабочей части.
- Учитывается и производительность применяемого оборудования. Для выпуска большого количества продукции нужно выбирать вариант исполнения с повышенной износостойкостью.
Производство режущего инструмента предусматривает соблюдение определенных требований, которые устанавливаются в проектной документации. Кроме этого, уделяется внимание популярности бренда, так как от этого зависит качество.
В заключение отметим, что неправильно подобранное изделие может создать серьезные проблемы.
Виды резцов по металлу
Резцы по металлу используют для изготовления на строгальных и токарных станках деталей нужных конфигураций из заготовок. Наиболее часто в работе используют инструмент для токарного оборудования.
Все изделия для токарной обработки составлены из пары основных частей:
- державки для закрепления в станке;
- рабочей головки.
Угол заточки режущих кромок инструмента определяется параметрами обрабатываемого материала и типа деталей. Обычно используют державки квадратного или прямоугольного поперечного сечения.
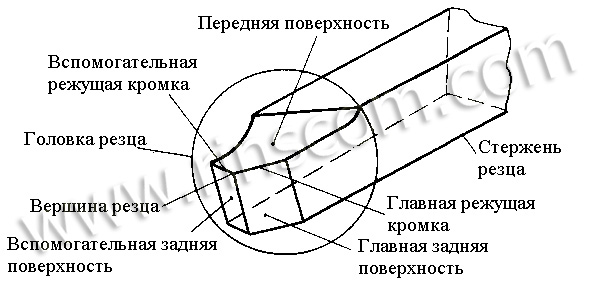
Изображение № 1: конструкция резца по металлу (схема)
По устройству все инструменты распределяют на группы:
- прямые — державка и рабочая головка размещены на одной оси или двух соседних, идущих параллельно;
- изогнутые — имеют выгнутую державку;
- отогнутые — рабочая головка отклонена по оси (визуально изгиб виден, если осматривать инструмент сверху);
- оттянутые — имеют ширину головки меньшую, чем ширина державки.
Виды резцов для токарного станка

Изображение № 2: разновидности токарных резцов по металлу (схема)
Виды резцов для токарного станка прописаны в ГОСТе. По документу изделия относятся к одной из следующих категорий:
- цельнопаяные из легированной/инструментальной стали;
- с напаянной пластиной;
- со съемной пластиной.
По направлению рабочего движения классифицируют токарные инструменты левого и правого типов.
Твердосплавные пластины режущих кромок изготавливаются из стали марок ВК8, Т5К10, Т15К6, Т30К4 и др.
Виды фасонных резцов
Фасонные токарные резцы используют для вытачивания деталей сложных форм, а также вырезания фасок. Часто подобные изделия изготавливают на заказ (под конкретные детали), что оправдано только для серийных производств. Есть несколько типовых разновидностей инструмента.

Фотография № 1: процесс обработки заготовки фасонных резцом
- Стержневые — подходят для обработки коротких поверхностей. Имеют небольшую высоту рабочей части.
- Призматические — предназначены для работы со сложными поверхностями. Крепятся на держателях типа «ласточкин хвост».
- Круглые — адаптированы для обработки наружных и внутренних частей деталей. Для крепления предусмотрены специальные держатели.
Виды проходных резцов
Проходного типа резцы привлекают для обработки торцов заготовок и снятия фасок. Изделия бывают двух основных разновидностей: прямые и отогнутые. Также выделяют проходные упорные изделия отогнутого типа. Их используют для работы с цилиндрическими заготовками. За один цикл инструмент снимает с материала значительный объем лишнего металла.

Фотография № 2: процесс обработки заготовки фасонных резцом

Фотография № 3: отогнутый проходной резец

Фотография № 4: отогнутый упорный проходной резец
Виды отрезных резцов
Отрезные резцы получили наиболее широкое распространение. Изделия используют для нарезания заготовок под углом 90 градусов и выполнения канавок разной глубины. Визуально отличить этот вид инструмента можно по тонкому основанию с напаянной на него твердосплавной пластиной. Основные виды резцов отрезного типа: право- и левосторонние.

Фотография № 5: отрезные резцы
Виды резьбонарезных резцов
Изделия предназначены для нарезания наружной и внутренней резьбы. Первые имеют режущую пластину в форме копья. Вторые внешне похожи на расточной инструмент и комплектуются державками квадратного сечения. Изделия подходят для выполнения резьбы только в крупных отверстиях.

Фотография № 6: резцы для внутренней резьбы

Фотография № 7: резцы для наружной резьбы
Виды расточных резцов
Для обработки глухих и сквозных отверстий необходимо купить резцы для металла, выбрав модели расточного типа.
Изделия для оформления глухих отверстий комплектуются режущей пластиной треугольной формы. Рабочая часть имеет изгиб.

Фотография № 8: расточные резцы для глухих отверстий
Инструмент для сквозных отверстий подходит для расточки ранее просверленных углублений. При этом глубина отверстия определяется длиной державки. Снимаемый слой металл примерно равен отгибу рабочей части резца.

Фотография № 9: расточные резцы для сквозных отверстий
Сборные резцы по металлу
Классификация видов токарных резцов будет неполной без упоминания инструмента сборной конструкции. Подобные изделия считают универсальными, поскольку они могут комплектоваться режущими пластинами различного назначения. Обычно подобные изделия устанавливают на станки с программным управлением и предназначают для контурного точения, выполнения глухих и сквозных отверстий и других специализированных работ по металлу.

Фотография № 10: сборные резцы по металлу
Виды строгальных резцов
Строгальные изделия отличаются от токарных изогнутой назад головкой и вершиной, которая не совпадает с опорной плоскостью инструмента. Такая конструкция объясняется технологическими особенностями обработки металла. Если бы резец не был изогнутым, под давлением удаляемого слоя металла он ломался бы.

Изображение № 3: виды строгальных резцов (схема)
По виду выполняемых работ инструменты делятся:
- на проходные для горизонтальных плоскостей;
- подрезные для уступов;
- для разрезки заготовок;
- фасонные для работы со сложными поверхностями.
Виды износа резца
Режущий инструмент изнашивается в ходе эксплуатации.
- Износ по передней грани происходит вследствие трения стружки о поверхность инструмента. В результате на грани формируется углубление, находящееся за наростом застойной зоны (в 1–2 мм от кромки).
- Износ задней грани возникает из-за ее трения об обрабатываемую поверхность. В результате на грани появляется площадка износа.
Обычно передняя грань изнашивается при черновой обработке, а задняя — при чистовой.
Выделяют несколько стадий износа инструмента:
- приработка;
- установившийся износ;
- критический износ.
Рекомендуем не доводить резец до последней стадии, так как это приводит к его разрушению и сокращению срока эксплуатации. Вернуть исходную геометрию инструменту позволит заточка.
Процесс заточки резцов по металлу
Для заточки резцов используют точильно-шлифовальные машины с функцией постоянного охлаждения. Предварительно точат основную поверхность изделия, затем — заднюю и дополнительную. На финишном этапе возвращают изначальную конфигурацию передней грани.

Фотография № 11: процесс заточки резца
Для операции используют два шлифовальных круга: из карбида кремния и электрокорунда. Карбид кремния подходит для обработки изделий из быстрорежущих сталей. Электрокорунд — из твердосплавных материалов. Для проверки степени заточки используют специальные шаблоны.

Вопросы, связанные с автомобильной резьбой, нередко возникают при обслуживании техники. Они касаются подбора свечей, гаек, болтов и прочих элементов разъемных соединений. От правильности принятых решений зависит успех ремонта и надежность формируемого узла.

Коническая резьба используется при создании герметичных соединений технической направленности. Она востребована при прокладке гидравлических сетей, водонапорных линий, смазывающих и охлаждающих контуров.

Полировка металла – это процесс финишной обработки, связанный с удалением поверхностного слоя. Процедура устраняет мелкие дефекты, повышает эстетическую привлекательность изделия, придает благородный блеск.

Полировка – это комплексная операция по финишной обработке заготовки. С ее помощью устраняются мелкие дефекты в виде потертостей, сколов и царапин. Поверхность приобретает благородный блеск, а изделие – товарный вид.

Фрезы со сменными пластинами – это составной металлорежущий инструмент, содержащий съемные рабочие компоненты, фиксируемые на корпусе. Продукция используется для формирования пазов, наклонных поверхностей и уступов. С ее помощью подготавливаются отверстия, создаются сложные технологические вырезы.
Токарная обработка металла

Токарная обработка металла – это одна из наиболее популярных технологий изготовления деталей на специальном оборудовании. В ее основе лежит метод удаления с заготовки лишних слоев для придания ей соответствия заданным параметрам.
Токарная обработка позволяет получить различные детали из большинства известных металлов: стали, меди, титана, бронзы и многих других. В нашей статье мы расскажем про основные принципы данной технологии, опишем оборудование и инструмент, а также разберем виды дефектов и способы их предотвращения.
Технология токарной обработки металла
Для токарной обработки металла необходимо оборудование, оснащенное такими режущими инструментами, как сверла, резцы, развертки и пр. Воздействуя на заготовку, они снимают с нее слои металла заданной толщины. Технология токарных работ предписывает выполнение как главного движения, то есть вращения детали, которая установлена на планшайбу (патрон), так и движения подачи. Режущий инструмент продолжает совершать последнее (то есть подачу) до получения изделия с заданными размерами (формой, качеством обработки поверхности).

Существует большое количество приемов, которые позволяют совместить два описанных движения (главное и подачи). Это дает возможность обрабатывать на токарных станках заготовки разной конфигурации. Кроме того, токарное оборудование позволяет выполнять такие технологические операции, как:
- нарезка разной резьбы;
- работа с отверстиями (сверление, растачивание, зенкерование, развертывание);
- разрезание заготовки;
- создание канавок разной конфигурации по поверхности детали.
Оборудование обладает большими функциональными возможностями, что позволяет выполнять различные виды токарной обработки металла, в том числе работать со следующими изделиями:
- гайками;
- валами различной конфигурации;
- втулками;
- кольцами;
- зубчатыми колесами;
- муфтами;
- шкивами.
Производство изделий на токарном оборудовании предполагает получение качественных изделий. Качество при этом подразумевает соответствие заданным формам, размерам, точности расположения и степени шероховатости всех поверхностей готовой продукции.
Рекомендуем статьи по металлообработке
Оборудование для токарной обработки металла
Токарная обработка металла должна проводиться на станках, которые можно разделить на группы в зависимости от выпускаемых ими изделий и их точности:
- Токарно-винторезное оборудование. Данная группа включает наиболее распространенную аппаратуру, с помощью которой создают конусообразные изделия, поверхности цилиндрической формы разнообразных диаметров, делают резьбу, обрабатывают цветные и черные металлы.
- Токарно-карусельное оборудование. Это станки, которые способны изготавливать детали больших диаметров, а также, аналогично предыдущим, работать с цветными и черными металлами.
- Лоботокарное оборудование. Подходит для создания цилиндрических и конических изделий. В отличие от других, на таких станках заготовка устанавливается горизонтально.
- Токарно-револьверное оборудование. Применяется в случае работы с калиброванным прудком.
Помимо перечисленного, существует оборудование, имеющее узкую специализацию. Его лишь условно можно отнести к токарным станкам, поскольку резка заготовок на них происходит с использованием резцов.

Применение системы числового программного управления (ЧПУ) дало существенный толчок развитию станкостроения. Токарная обработка металла на станках с ЧПУ предоставила возможность снизить себестоимость получаемых изделий, возросла точность и чистота обработки материала.
ЧПУ позволяет достигнуть следующих результатов:
- рост производительности работ при использовании резцов, снабженных режущим краем из твердого сплава;
- возможность обработки изделий из цветных, черных металлов и инструментальных сталей при правильной оснастке;
- автоматизация процесса с минимальным вмешательством мастера;
- возможность включения в программу ЧПУ любых видов резания, причем с заранее заданной скоростью резания и подачи;
- повышение безопасности процесса, поскольку использование оборудования без защитного кожуха блокируется программой станка;
- увеличение точности выполнения работ благодаря проведению резки с определенной скоростью, вследствие чего снижается объем брака ответственных частей конструкций.
На станках, изготавливаемых в Китае и США, широко используется числовое программное управление. ЧПУ возможно установить только на то оборудование, точность позиционирования частей которого достаточно высока.
Режущие инструменты для токарной обработки металла
Большое количество токарных операций можно проводить на станках, оснащенных различными обрабатывающими инструментами. Самыми распространенными из них стали резцы. Следовательно, резание металлов – это токарная обработка с использованием резцов.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В отличие от других инструментов, все виды резцов имеют режущий край. Такая форма оказывает серьезное влияние на тип проводимой обработки.
Резцы делают из металлов, прочность которых выше, чем у обрабатываемой детали. Это может быть вольфрам, тантал, титан. Кроме того, встречаются резцы из керамики или алмаза. Они применяются для высокоточных работ.
Эффективность обработки во многом зависит от ее скорости, глубины и показателя, определяющего продольную подачу детали.

Это дает возможность:
- вращения шпинделя и обработки изделия на высокой скорости;
- стойкости оборудования для рассекания;
- установки максимального объема производимой стружки.
Вид обрабатываемого металла, а также качество и типы режущего инструмента оказывают значительное воздействие на скорость, с которой происходит резка. А на частоту, с которой вращается шпиндель, влияют скорость рассекания и обточки.
Резцы, которыми снабжено токарное оборудование, могут быть чистовыми и черновыми.
Площади слоев, снимаемых инструментом, зависят от их размеров. Существует разделение резцов по направлению их движения: левые и правые.
Кроме того, резцы делятся по своей форме и месту лезвия на:
- прямые;
- отогнутые;
- оттянутые – ширина крепления больше самого резца.
Также существует деление режущих инструментов по их назначению. Они бывают:
- фасонными;
- резьбовыми;
- канавочными;
- подрезными;
- расточными;
- проходными;
- отрезными.
Если подойти к выбору резца ответственно и правильно определить его геометрию, что оказывает существенное влияние на скорость обработки и качество, то значительно повышается эффективность работы.
Кроме того, необходимо иметь представление об углах между кромкой резака и направлением подачи инструмента.
Существуют следующие виды таких углов:
- главный;
- при вершине;
- вспомогательный.
Установка резца влияет на показатели главного и вспомогательного углов, а его расточка – на показатель угла при вершине.
Главный угол может иметь большую величину, при этом значительно снижается устойчивость режущего инструмента, поскольку работает малая часть кромки. Если главный угол небольшой, то резец более устойчив и сам процесс резки становится эффективней.

При работе с деталями средней жесткости и тонкими значения главного угла будут колебаться от 60° до 90°. Если же детали имеют большое сечение, то угол должен быть в диапазоне от 30° до 45°.
Вспомогательный угол устанавливают от 10° до 30°, поскольку больший показатель сделает вершину резца слабой. При одновременном создании торцовых, цилиндрических и сферических поверхностей на изделии применяют проходные упорные резцы.
Отрезные резцы используют при отрезании части заготовки и обточки ее канавок. Прямые и отогнутые режущие инструменты для токарной обработки металла применяют для работы с наружными частями деталей.
Фасонные поверхности при линиях длиной менее 4 см создаются с помощью фасонных резцов, которые являются стержневыми, радиальными, круглыми и тангенциальными к направлению подачи.
Обточка фасонных поверхностей, у которых образуется линия длиной до 4 см, осуществляется фасонными круглыми, стержневыми, тангенциальными и радиальными резцами по направлению их подачи.
Виды и причины появления дефектов после токарной обработки металла
В ходе токарной обработки деталей может возникнуть брак. Это может быть:
- Несоответствие шероховатости поверхности, установленной в конструкторской документации.
- Овальность формы обработанной поверхности.
- Коническая форма получившейся поверхности.
- Искажение габаритов детали в ходе токарной обработки.
- Наличие частично необработанной поверхности изделия.
Теперь подробнее о перечисленных видах.
- Шероховатость поверхности отличается от установленной.
Причин возникновения такого дефекта несколько:
- Подача излишне большая.
- Заготовка достаточно сильно дрожит по причине плохого крепления или из-за того, что подшипник шпинделя изношен.
- Зазор между разными элементами суппорта увеличен.
- Недостаточно закреплен резец.
- Излишне маленький радиус закругления резца.
- Плохая заточка инструмента.
- Большая вязкость обрабатываемого материала.
- Неправильная геометрия резца.
Все ранее перечисленные разновидности брака исправляют снятием тончайших слоев материала с деталей.
- Овальность формы обработанной поверхности.
Поверхность детали становится овальной из-за биения шпинделя. Это может произойти по причине того, что:
- Подшипник вырабатывается неравномерно.
- Шейка шпинделя изнашивается неровно.
- В коническое отверстие шпинделя попадает грязь и/или мелкая стружка.
Описанные проблемы исключается при:
- регулярном проведении проверок оборудования;
- своевременном обслуживании и ремонте;
- очищении отверстий конической формы и передних центров.
- Коническая форма получившейся поверхности.
Возникновение такого дефекта связано со смещением заднего центра по отношению к переднему. Происходит это из-за проникновения в заднее отверстие пиноли грязи и мелких отходов. Избавиться от брака можно с помощью:
- корректной установки заднего центра;
- очищения конического отверстия пиноли и центра;
- изменения расположения оболочки задней бабки на плите, где она находится (если это нужно).
- Искажение габаритов детали в ходе токарной обработки.
Несоответствие габаритов происходит из-за того, что:
- глубина резания была выставлена неточно;
- измерения пробной стружки были сделаны неверно.
- Наличие частично необработанной поверхности изделия.
Причины возникновения этого вида брака:
- Изначальные размеры заготовки были неправильными.
- Задан недостаточный размер припуска на обработку.
- Правка заготовки выполнена плохо.
- Неправильно выставлена заготовка.
- Плохо сделана выверка.
- Центровые отверстия расположены неточно.
- Задние центры смещены.
- внимательно следить за тем, как расположены отверстия;
- регулярно проверять, насколько правильно установлены задние центры;
- наблюдать за надежностью установки заготовки;
- ставить величину припусков нужного значения;
- проводить замеры заготовок на соответствие требуемым перед их обработкой;
- поправлять заготовки перед тем, как закрепить их на оборудовании.
Техника безопасности при токарной обработке металла
Следует соблюдать определенные правила техники безопасности в процессе выполнения операций на токарном оборудовании. В противном случае можно испортить изделие, сломать резец или получить травму:
- Нельзя забывать о защитной рабочей одежде. В комплект должны входить: роба, головной убор, полностью закрытая обувь, защитные очки. Пренебрежение экипировкой может привести к ожогам и ранам от стружки и летящих осколков металла.
- Нельзя работать в перчатках!
- Резцы должны быть хорошо заточены, а при использовании токарного станка – отцентрованы и закреплены.
- Нужно крепко держать стамески обеими руками при работе с ними.
- Следует обязательно проводить черновую обработку заготовки перед тем, как ее формировать.
- Нельзя отвлекаться и оставлять работающий станок без внимания.
- Не следует торопиться, надо правильно рассчитать свои силы при ручной подаче.
Обработка металла на токарном станке требует практики. Каждый новый станок необходимо освоить, попробовать провести разные операции на бракованных заготовках. Это даст возможность понять особенности оборудования, получить большую точность и добиться повышения производительности. Выполняя перечисленные выше рекомендации, можно получить прекрасный результат, а также избежать брака и травм.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: