Резка металла на прессах и ножницах
Обновлено: 04.05.2024
Прежде чем изготовить отдельные детали определенных размеров, листовой и профильный материалы подвергаются резке.
В котельном производстве применяются три метода резки: механический, автогенный и электрический. Эти методы резки имеют принципиальное различие по влиянию, оказываемому на свойства металла, по своему осуществлению и по экономичности.
При механическом методе разделение металла происходит благодаря действию внешней силы. При автогенном методе — благодаря сгоранию металла в струе кислорода. При электрической резке металл расплавляется в пламени электрической дуги. Как тот, так и другой метод может быть ручным и механизированным. Кроме сказанного выше, механический метод может быть разделен на два вида:
— резка, осуществляемая чистым резанием (снятие стружки резцом).
В зависимости от профиля разрезаемого материала при резке применяются специальные инструменты, приспособления и станки.
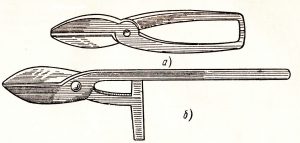
Рис. 1. Ножницы:
а – ручные; б – стуловые.
Резка тонколистового металла ножницами. Резка скалыванием.
Резка скалыванием осуществляется на ручных и стуловых ножницах (рис. 1, а и б), на рычажных (рис. 2), вибрационных, гильотинных, дисковых (рис. 3) ножницах, пресс-ножницах, на специальных отрезных штампах.
Рис. 2. Рычажные ножницы.
Посмотрев на обрезанную часть листа, мы видим три полосы: две из них, которые по краям, будут узкими и блестящими, это следы врезания ножей (а и в), а поверхность посередине будет матовая (б) от скалывания (рис. 4). По линии реза можно наблюдать маленькие трещины и заусенцы. Кроме того, полоса металла толщиной от 2 — 3 мм, от сдавливания ножами по всей линии реза, будет иметь наклеп.
В зависимости от изготавливаемой конструкции, наклеп и трещины необходимо сострогать.

Рис. 3. Дисковые ножницы.
Резка скалыванием происходит следующим образом: разрезаемый материал 2 помещается между двумя ножами 1 и 3 (рис. 5), из которых нижний 3 обыкновенно бывает неподвижным, а верхний 1 — подвижным. Верхний нож 1, опускаясь, давит на металл, прижимая его к нижнему ножу. Оба ножа несколько вдавливаются в металл С врезанием ножей в металл поперечное сечение его уменьшается, появляются вначале мелкие, а затем крупные трещины, и он скалывается.
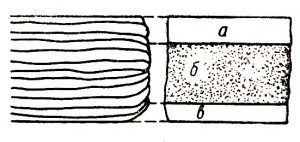
Рис. 4. Схема действия ножей на металл.
Под действием ножей на разрезаемый металл часть его, лежащая на столе, приподнимается и поворачивается вокруг грани нижнего ножа. Для предотвращения этого металл прижимается к столу специальным прижимом. Однако при резке металла между ножом и прижимом стремится изогнуться перпендикулярно плоскости резания. Исходя из этого, расстояние между прижимом и режущей кромкой ножа выбирают такое, чтобы изгиб листа был наименьшим.

Рис. 5. Схема работы ножей:
α – угол раствора ножей; ẞ – угол заострения ножей; ɣ – угол скоса; δ – угол режущей кромки.
Угол скалывания.
Для резки длинного листа металла за один ход ножа необходимо немалое усилие, которое будет тратиться на врезку ножей в металл и на его скалывание. Чтобы снизить потребляемую мощность на все эти операции, ножи устанавливают под углом друг к другу (рис. 5). Чем больше будет угол α, тем меньше будет усилие нужное для резки. Так, например, если резать одинаковой толщины листы с наклоном ножей (угол наклона 5°) и без, то разница усилий будет значительной:
— усилие с наклоном 8,3 т;
— усилие без наклона (с параллельными ножами) 120 т.
Однако нужно заметить, что из-за большого угла наклона ножей создается усилие, которое выталкивает лист из-под ножей. Из-за чего угол наклона устанавливают в пределах от 6 до 8°.
Для того, чтобы облегчить врезку ножей в металл угол реза δ устанавливают меньше 90°, в пределах от 70 до 85°. Для меньшего трения ножей о разрезаемый металл, скашиваются их передние грани на угол от 2 до 3°. Зазор между ножами зависит от толщины разрезаемого металла и допускается не более 0,5 мм.
Ручные рычажные ножницы. Ручные стуловые ножницы.
Резка листового металла вручную осуществляется на ручных, стуловых и рычажных ножницах. Толщина разрезаемого металла обыкновенно бывает небольшой (2—3 мм), но на рычажных ножницах можно резать до 6—10 мм. Длина режущего ножа достигает 350 мм. Ручные ножницы мало производительны, требуют большой затраты мускульной силы рабочего.
Для резки более толстой листовой стали используют гильотинные ножницы и пресс-ножницы. Их ножи приводятся в действие от электродвигателей.
Пресс ножницы для резки металла.
На пресс-ножницах режутся мелкие детали, а также на них можно распускать листы неограниченной длины толщиной до 32 мм. Ножи длиной до 600 мм располагаются вдоль или поперек оси станины. Недостатками у пресс-ножниц являются низкая чистота реза и малая производительность вследствие многократного передвижения листа во время резки больших деталей. Однако ножницы очень удобны при резке мелких деталей.
Резка гильотинными ножницами.
Высокую чистоту и большую производительность дают гильотинные ножницы. Они состоят из двух, соединенных между собой станин, прикрепленных к рабочему столу. К внутренней кромке стола крепится неподвижный нож, состоящий из отдельных полос, длиной 600—1000 мм.
В пазах станин ходит ползун с присоединенными к нему полосами верхнего ножа. Движение ползуну передается от электродвигателя через коленчатый вал. Для увеличения напора верхнего ножа в рабочем ходе ножницы снабжены тяжелым маховиком, который во время резки расходует большую силу, накопленную при холостом ходе. Разрезаемый лист укладывается на стол ножниц и прижимается к нему прижимами.
Гильотинными ножницами возможна рубка листа толщиной до 40 мм и шириной до 3000 мм. На них можно легко распустить лист на полосы шириной несколько меньшей вылета зева, который у отдельных конструкций ножниц доходит до 600 мм.
Резка металла вибрационными ножницами.
Вибрационные ножницы представляют собой станок с короткими ножами. Число ходов у них достигает 2500 в мин., ход 2—3 мм. Ножницы предназначены для резки деталей криволинейной конфигурации с малыми радиусами (до 15 мм). Конструкция ножниц позволяет производить резку непрерывно.
Дисковые или роликовые ножницы имеют ножи круглой формы, что также позволяет производить резку непрерывно. Ножи вращаются от электродвигателя в противоположных направлениях. Ножницы применяют для резки полос из листа, а также производят резку по криволинейному контуру. Ножницы способны производить рез листа толщиной не более 25 мм. Интересно применение дисковых ножей в комбинации с правильными вальцами. Для этого двухпарные дисковые ножницы соединены с правильными вальцами. Вся установка работает от одного привода. Обе операции — правка и резка продольных кромок листов — проводятся на одном станке одновременно за один проход.
Обрезные штампы применяются для резки узких полос и профильного материала на штучные заготовки.
Резка профильного материала не отличается от резки листового. Ножницы также имеют ножи, один из которых неподвижный, а другой подвижный. Особенностью ножей является их форма (рис. 6), отвечающая профилю разрезаемого материала. Ножницы делят на:
Также, часто встречаются ножницы комбинированного типа для резки профильного и листового материала.
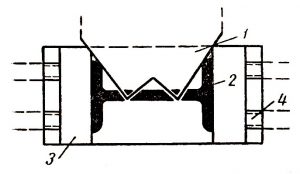
Рис. 6. Формы ножей для резки фасонного металла:
1 – верхний нож; 2 – профильный (разрезаемый) металл; 3 – упоры; 4 – нажимные винты.
В сварных конструкциях для плотного прилегания деталей при сборе и сварке очень часто возникает необходимость делать в профильном материале всякого рода зарубы, закругления, выемки (рис. 7). Для этой цели применяются так называемые зарубочные машины. На этих машинах, кроме указанных работ, можно осуществлять резку профильного материала.
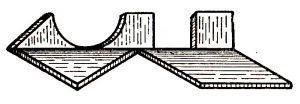
Рис. 7. Формы зарубок на полках уголка.
В частных случаях допускается резка на ножницах по разметке, для этого лист устанавливается до совпадения линии разметки с внутренней плоскостью ножа.
При серийном производстве детали с контуром, ограниченным прямыми линиями, выгоднее резать по упорам. Эти упоры располагаются за подвижным ножом и называются задними. Чаще всего они бывают универсальными, позволяющими настраивать их по заданным размерам деталей. Кроме задних упоров, применяются упоры передние и боковые, устанавливаемые в зависимости от конфигурации детали на столе ножниц.
Дисковые и вибрационные ножницы служат для вырезания детали или заготовки по шаблону. Благодаря упорам и шаблонам при резке плоского или профильного металлопроката можно отказаться от их предварительной разметки.
Для облегчения работы подача листового и профильного материалов к ножницам осуществляется с помощью всякого рода приспособлений: столов из роликовых тележек, рольгангов, столов «гусиные шейки», металлических шаров. Кроме того, некоторые модели ножниц монтируются на поворотном столе, что позволяет значительно сократить операции, связанные с кантовкой громоздких деталей.
Резка скалыванием нашла широкое применение при изготовлении котельных конструкций.
Разновидности пресс-ножниц для резки металла
В сталеплавильных цехах выплавка металлопроката и листов осуществляется поточным методом, поэтому многие материалы обладают большими габаритами (длина, ширина, площадь). Поэтому многие металлические объекты необходимо разрезать — с этой задачей хорошо справляются пресс-ножницы для металла. Они имеют вид небольших или средних станков, которые выполняют резку с помощью ножей.

Какие операции делают пресс ножницы для металла? О каких особенностях работы этих станков следует знать инженеру? И какие модели станков применяются в России? Ниже эти вопросы будут рассмотрены.
Пресс-ножницы и комбинированные пресс-ножницы
- Пресс-ножницы (ПН). Это станки и станочное оборудование, которое имеет вид ножниц, где резка металла осуществляется за счет энергии давления. ПН предназначены для резки, рубки, раскройки металлических объектов. Они не годятся для прессования или изготовления насечек, отверстий, отметин.
- Комбинированные пресс ножницы (КПН). По принципу работы и конструкции КПН аналогичны обычным пресс-ножницам. Отличие комбинированных станков — это наличие пресса и специальных насадок, которые позволяют не только резать металл, но и делать насечки, изготавливать отверстия.
Сегодня почти все станки оборудованы прессом и средствами для изготовления отверстий, насечек. Поэтому де-факто большинство пресс ножниц для металла являются установками комбинированного типа (то есть все основные ножницы — это КПН). Стандартные ПН-системы без вспомогательного пресса на практике встречаются достаточно редко. Они вышли из употребления в связи с их более низкой универсальностью. Хотя пресс ножницы не комбинированного типа все же встречаются в сфере производства недорого домашнего оборудования. Поэтому в нашей статье под словосочетанием пресс ножницы мы будем подразумевать КПН-установки.
Технические отличия КПН
Комбинированные пресс ножницы имеют вид промышленных станков, обладающих небольшими или средними размерами. Подавляющее большинство установок имеют электрическое питание, а предназначены они для работы с металлическими объектами различных типов (это может быть металлопрокат, отдельные листы, цельные детали).
Современные установки выполняют следующие операции:
- Резка металлических объектов всех базовых типов (сталь, чугун, алюминий, медь + сплавы).
- Рубка профильного/фасонного металлопроката (трубы, швеллера, угловой металлопрокат).
- Прессование, изготовление отверстий, насечек, отметин различной формы.
- Вырубка пазов, раскройка конструкций из металла на отдельные элементы или заготовки.
Комбинированные пресс-ножницы подходят для многих сфер современной промышленности. Дело все в том, что современное производство нуждается в простом, но эффективном оборудовании, которое быстро режет металл на отдельные части. Подобное оборудование должно работать точно, не деформируя конечные объекты. Немаловажным моментом также является цена установки, поскольку далеко не каждая фабрика или цех могут позволить себе дорогое оборудование. Все эти задачи могут взять на себя установки КПН — ими просто управлять, они недорого стоят, имеют большой срок работы, точно режут металл.

Принцип работы КПН
КПН-установки имеют более-менее типовую конструкцию, которая незначительно отличаются от модели к модели. Простейшие пресс-ножницы состоят из двух гильотинных ножей или дисков, которые располагаются друг на другом. Установка оборудована прессом, который создает необходимое давление для резки металлических объектов. КПН-станки оборудуются также вспомогательным прессом и насадками, которые позволяют делать отверстия, насечки в металле. Принцип работы пресса — гидравлический или механический. Помимо этого режущая установка оснащается вспомогательными деталями, которые выполняют множество вспомогательных, но важных функций — передача давления на активную зону, фиксация обрабатываемой детали, упор, регуляция давления.
КПН-установки получили широкое распространение в области серийного производства (ими пользуются как небольшие фабрики, так и крупные металлургические заводы). Их используют в машиностроительной сфере, на металлобазах, на линиях штамповки, в заготовительных цехах, в ремонтных мастерских. Большинство установок-ножниц можно без труда встроить в автоматическую производственную линию.
- Надежность. В случае соблюдения правил использования установки комбинированные пресс ножницы для металла прослужат долгую службу, а риск образования поломок минимален. К тому же использование КПН безопасно для рабочих, что также является плюсом.
- Простота использования, отсутствие вибрации. Пользоваться промышленными ножницами просто, поэтому рабочему не понадобится осваивать сложные навыки и умения для работы с оборудованием. К тому же отсутствие вибрации помогает увеличить качество работы + минимизирует риск возникновения травмоопасных ситуаций.
- Универсальность КПН. Ножницы выполняют множество операций. Это резка металлических объектов всех базовых типов, рубка металлопроката, прессование, вырубка пазов, раскройка, изготовление отверстий различной формы.
- Высокое качество работ, экономичность. Обработка металла осуществляется с большой точностью, а риск образования промышленного мусора минимален. Это благоприятно сказывается на экономии, что поможет снизить смежные производственные траты в цеху.
- Низкая цена. В продаже есть как дорогие, так и дешевые системы. Хозяин производства сможет подобрать ножницы для мастерской, промышленного цеха, сложной фабричной линии.

Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:
- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.

Дисковые системы
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.
Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.
Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.

КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.

СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).

НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
Заключение
Подведем итоги. Пресс-ножницы имеют вид станков, с помощью которых можно проводить резку различных металлических объектов (листы, детали, металлопрокат). Большинство ножниц относятся к комбинированному типу. Они оснащаются дополнительными элементами для изготовления отверстий в металле, выполнения раскройки. Преимущества ПКН — универсальность, большой срок годности, экономность. Резка металла осуществляется с помощью ножниц или дисков. Принцип работы может быть мускульным, гидравлическим или механическим. Популярными КПН в России — — модели СМЖ625, НВ5221, НВ5222, НВ5224.
Механическая резка металлов
Резка металла является одной из наиболее трудоемких и сложных операций, выполняемых в цехе обработки. На вырезание деталей затрачивают от 30 до 50% времени, необходимого для их полного изготовления. Вырезание деталей в зависимости от вида изделия, из которого вырезают деталь, материала и размеров деталей производят рядом способов: механическим на различных станках, кислородной резкой и плазменной резкой.
Механическую резку производят на ножницах, прессах и пилах. В табл. III.4 указаны типы станков для резки основных видов изделий из стали и алюминия. Знак плюс указывает на возможность применения того или иного станка для резки.

Резка металла на ножницах, прессах и зарубочных машинах основана на скалывании металла по линии разреза, вызываемого давлением ножей или штампов.
На рис. III.7, а показана схема скалывания металла на пресс-ножницах и гильотинных ножницах.

Разрезаемый металл 1 укладывают на стол ножниц 2 и продвигают до упора 3. Металл разрезают нижний 4 и верхний 5 ножи. Нижний нож укреплен в пазу стола ножниц, а верхний в пазу ползуна 6, который в процессе резания совершает движение вниз и вверх. Разрезаемый лист прижимается к столу ножниц прижимом 7.
В первой стадии резания верхний нож деформирует металл упруго, затем начинают появляться пластические деформации, в ходе которых нож вдавливается в металл на 0,2—0,5 6, в зависимости от пластичности металла. С увеличением давления в металле по линии скалывания начинают развиваться микро- и макротрещины и, наконец (σ>σср), отрезаемая часть отделяется от листа.
Ножи для резания стали класса С24 и алюминиевых сплавов можно готовить из углеродистой инструментальной стали У8А. С повышением прочности обрабатываемой стали должна повышаться и прочность материала ножей.
Для резания сталей классов С30—С50 следует применять ножи из инструментальной легированной стали Х12М, а для сталей классов С60 и С75 — из сталей Х12Ф1, ХГЗСВФМ или 7ХГ2ВМФ. Свойства указанных инструментальных сталей приведены в табл. III.28.
Кромки ножей при резании затупляются, а поэтому их периодически повертывают, а после затупления всех четырех режущих кромок снимают и шлифуют.
При установке ножей необходимо строго выдерживать величину зазора а в пределах 0,2—1,2 мм, причем большая величина зазора соответствует резанию более толстого металла. При зазорах менее рекомендованных увеличивается трение верхнего ножа о разрезаемый металл и возрастают силы резания.
При больших зазорах на кромках разрезаемого металла появляются заусенцы, на удаление которых приходится затрачивать много времени.
У пресс-ножниц верхний и нижний ножи расположены параллельно (рис. III.7, б). Скол разрезаемого металла происходит одновременно по всей площади сечения. Усилие, необходимое для разрезания, определяют по формуле

У гильотинных ножниц верхний нож наклонен под углом φ (угол створа) к нижнему (рис. III.7, в).
Усилие разрезания на гильотинных ножницах определяется по формуле

где m1 — коэффициент, учитывающий степень пластичности разрезаемого металла и зависящий от величины зазора между ножами и состояния режущих кромок ножей. Обычно m1 принимают равным 1,1;
m2 — коэффициент, учитывающий те же факторы при резке на гильотинных ножницах. Его средняя величина равна 0,55;
δ — толщина разрезаемого металла, мм;
F — площадь разрезаемого металла, мм2;
σв — временное сопротивление разрезаемого металла, кГ/мм2;
φ — угол створа, равный 2—6°.
На рис. III.8, а приведен график зависимости максимальной толщины разрезаемого листа постоянной ширины от класса стали для гильотинных ножниц, рассчитанных на резание листа размером 40х4000 мм из стали класса С24.

В практике наиболее часто применяют гильотинные ножницы. Они позволяют резать за один ход ножа детали большой ширины, а также разрезать широкие листы на полосы. На рис. III.9 показана конструктивная схема одних из таких ножниц. Основными частями ножниц являются: станины 1, стол 2, ползун с верхним ножом 3, прижим 4, мотор 5 с системой валов и маховиков, педаль включения хода ползуна 6.
Технические характеристики некоторых листовых ножниц приведены в табл. III.5.

Для облегчения резки листов гильотинные ножницы оборудуют рядом приспособлений. На рис. III.10, а показана организация рабочего места у листовых ножниц.
На схеме обозначены: ножницы 1, стол-рольганг 2 для подачи листов при поперечной резке, самоходная тележка 3, перемещающая лист при его разрезании на полосы, лебедка 4 и вспомогательная тележка 5 для вытягивания из-под ножниц вырезаемых полос, вспомогательный стол 6 и тележка для обрези 7 или мелких деталей.


У ножниц организуют также стеллажи для складирования и наметки листов 8 и стеллажи для хранения готовых деталей 9. На ножницах обычно работает бригада из двух резчиков 4-го и 3-го разряда.
При продольном разрезании листа ширина отрезаемой полосы зависит от ширины зева ножниц, т. е. расстояния от линии реза до края станины (рис. III.10, б).
Детали из листов вырезают по упору, по линиям, размеченным или намеченным на поверхности металла, а также по шаблонам, накладываемым на поверхность листа.
При вырезании деталей из алюминиевых листов на их поверхность под прижим подкладывают кожаную или резиновую полосу, которая предохраняет поверхность обрабатываемого листа от повреждения.
Дисковые ножницы применяют на заводах, изготовляющих преимущественно конструкции из листа средней толщины (до 12 мм): емкости и газгольдеры. С помощью ножниц можно получать листы строго одинаковой ширины с хорошо обработанной кромкой. У дисковых ножниц режущим инструментом являются стальные диски (рис.III.7, г).

Размеры дисков назначают в следующих пределах: диаметр D (40-М25) δ, толщину h от 15 до 30 мм. Один диск перекрывает другой на величину С, равную (0,5— 0,8) 6. Зазор между дисками а равен (0,1—0,2) б. Диски готовят из тех же марок инструментальной стали, что и ножи.
На прессах изготовляют методом штамповки мелкие детали со сложным очертанием. Для штамповки пресс оборудуют нижним и верхним штампами (рис. III.11). Штампы готовят из инструментальных сталей, указанных в табл. III.28. При штамповке деталь образуется в результате скалывания металла по периметру штампов.
Поскольку штампы стоят дорого, штамповка экономически целесообразна при изготовлении не менее 1000 шт. одинаковых деталей.

Равнобокие и неравнобокие уголки разрезают на уголковых ножницах (рис. 111.12).
Ножницы состоят из станины 1, одного или двух режущих устройств 2 и механизма 3, приводящего в движение верхние ножи 4 режущих устройств.
Каждое режущее устройство (рис. III.13, a) имеет нижний неподвижный 1 и верхний подвижный 2 ножи. Подвижный нож перемещается под углом 45° к горизонту и одновременно режет обе полки уголка 3. Ножи изготовляют из тех же сталей, что и ножи листовых ножниц.
Технические характеристики уголковых ножниц приведены в табл. III.6.

С увеличением прочности стали сечения уголков, которые могут резать ножницы, уменьшаются. На рис.III.8, б изображен график, показывающий зависимость размеров уголка, который могут резать уголковые ножницы от класса стали.
Для удобства работы уголковые ножницы 4 (рис. III.13, б) оборудуют рольгангом 5 для подачи уголков к ножам и упорами 6, которые позволяют резать уголки на необходимую длину без наметки. Упоры передвигают по направляющим 7 и закрепляют в нужном расстоянии от плоскости реза стопорным болтом 8.

На уголковых ножницах работает бригада, состоящая из двух резчиков 3-го разряда.
Ножницы для балок и швеллеров имеют в составе режущего устройства три ножа (рис. III.14): верхний в виде клина 1 и два нижних 2, между которыми проходит верхний нож. Верхний нож, опускаясь, прорезает стенку швеллера или балки, а затем, перемещаясь влево и вправо, разрезает полки. Резка балок и швеллеров на таких ножницах весьма производительна. Ножницы оборудуют столами с рольгангами и упорами аналогично ножницам для уголков.
В табл. III.7 приведены некоторые параметры ножниц для резки балок и швеллеров.

Зарубочные машины служат для выполнения в листах и различных профилях разнообразных вырезов. На рис. III.15 показана схема рабочей части зарубочной машины и примеры вырезов, выполненных с ее помощью в балках, швеллерах, уголках и листовой фасонке.
Процесс образования выреза заключается в следующем. Нож 1 опускается вниз в паз 2, делая в детали 3 вырез (выкол) по периметру паза. Машины могут выполнять вырезы размером до 90x95 мм в металле толщиной до 20 мм.

Фрикционные пилы являются весьма универсальным оборудованием. На них можно резать изделия любого профиля и из любого металла.
Принцип резания металла на фрикционных пилах (рис. III.16) следующий. Диск пилы 1, имеющий по периметру насечку 2, вращается с окружной скоростью до 120 м/сек и одновременно движется в сторону разрезаемой детали 3. При соприкосновении диска с металлом последний от трения нагревается до пластического состояния, а насечка на кромке диска отрывает частицы металла и выносит их из разреза. Сам диск охлаждают водой.

Диски готовят из легированной инструментальной стали толщиной от 4 до 12 мм. Насечка дисков примерно через 500 ч работы стирается, и ее возобновляют.
Основные технические характеристики некоторых фрикционных пил приведены в табл. III.8.
Фрикционные пилы оборудуют механизированными столами для подачи металла, упорами для фиксации длин отрезаемых деталей и прижимами для закрепления деталей при резке. Работу на фрикционных пилах ведет бригада в составе резчика 4-го разряда и его подручного 3-го разряда.
Мелкие прокатные профили обычно режут сразу по нескольку штук — пачками. Плоскость реза получается ровной.
Резка на фрикционных пилах имеет и недостатки. Так работа пилы сопровождается неприятным резким звуком, нагретые частицы, выбрасываемые диском, затрудняют видимость, на кромках деталей образуются наплывы 4. Кроме того, на удаление наплывов рубильным пневматическим молотком или шлифовальной машинкой уходит много времени.

Зубчатые дисковые пилы широко применяют для резки различных профильных изделий как из сталей, так и из алюминиевых сплавов. Режущим инструментом у пил данного типа является стальной диск с зубьями, расположенными по его периметру. Зубья можно выфрезеровать в теле диска либо вставлять их. Во время резания диск вращается и подается в сторону разрезаемого металла. Резка металла происходит в результате снятия с разрезаемого металла зубьями диска стружки толщиной от 0,05 до 0,2 мм.
Диски диаметром до 600 мм обычно изготовляют с выфрезерованными зубьями в теле диска. У дисков большого диаметра зубья вставные, что позволяет заменять их по мере выхода из строя, сохраняя сам диск. Диски первого типа изготовляют из углеродистой инструментальной стали У12А или легированной инструментальной 9ХС. Вставные зубья (сегменты) дисков большого диаметра обычно выполняют из быстрорежущей стали P18. Некоторые сведения об этих сталях приведены в табл. III.25. Зубья дисков периодически затачивают.

Общий вид зубчатой дисковой пилы показан на рис. III.17. Здесь: 1 — диск, 2 — упор, фиксирующий длину отрезаемой детали, 3 — разрезаемое изделие, 4 — сегмент пильного диска.
Некоторые технические характеристики зубчатых дисковых пил приведены в табл. III.9.
Режимы резания зубчатыми пилами зависят от обрабатываемого материала и материала режущей части диска. Рекомендации по выбору режимов даны в табл, III.10.

Приведенные режимы предполагают применение при резке сталей охлаждающих жидкостей. Резку изделий из алюминиевых сплавов ведут, как правило, без охлаждения, применяя его только при резке металла толщиной более 15 мм.
Плоскость реза, выполненного на зубчатой пиле, не требуется дополнительно обрабатывать даже в тех случаях, если она должна воспринять усилие от другого элемента путем взаимного плотного касания.
Зубчатые пилы оборудуют, как и все металлорежущие станки, рольгангами, упорами и прижимами. На зубчатой пиле работу ведет один резчик 3-го разряда.
На одном из заводов Главмостостроя для механической резки алюминиевых сплавов созданы специальные маятниковые станки с дисковыми фрезами конструкции Дубинкина — Дудкина, напоминающие по кинематической схеме деревообрабатывающие станки.
В последнее время, в связи с применением для строительных конструкций сталей высокой прочности, технологи столкнулись с рядом трудностей по резке металла. Возможности ножниц всех видов, ввиду их ограниченной мощности, сузились, а стойкость режущего инструмента, в том числе и дисков зубчатых пил, снизилась. Поиски новых материалов для режущего инструмента натолкнула на мысль использовать для резки абразивные материалы и искусственные алмазы. Некоторый опыт по применению этих материалов имеется у машиностроителей.
Пилы с абразивными дисками имеют круги, у которых в качестве режущего материала используются зерна электрокорунда нормального или карбида кремния на бакелитовой связке. Отрезные круги по стандарту выпускают диаметром до 600 мм с толщиной до 14 мм. Скорость резания абразивными кругами достигает 50 м/сек, а подача — 50—75 мм/мин. Качество поверхности реза хорошее.
Пилы с алмазными кругами имеют металлический диск, по периметру которого в пазы на металлической связке запрессован алмазоносный слой, содержащий порошок искусственных алмазов. Алмазные круги достигают диаметра 2500 мм при толщине 10 мм. При этом толщина алмазоносного слоя равна 7 мм.
Скорость резания алмазными кругами колеблется в пределах от 20 до 90 м/сек при подаче 50—75 мм/сек.
Высокие режущие свойства указанных материалов определяются их особой микротвердостью. Микротвердость электрокорунда нормального равна 1800— 2400 кГ/мм2, карбида кремния — 2800—3300 кГ/мм2, а алмазов — примерно 10 000 кГ/мм2.
Читайте также: