Резка металла слесарное дело
Обновлено: 28.06.2024
РЕЗКА — слесарная операция, выполняемая при надрезании, вырезании и разрезании на части металла и различных твердых материалов (текстолита, гетинакса и др.).
В ремонтной практике операции резки выполняют:
· вручную — с помощью ножниц по металлу и ножовок;
· машинным способом - гильотинными ножницами ;
·Ручные ножницы состоят из двух половинок, соединяемых между собой винтом.
Каждая половинка ножниц составляет одно целое: нож и ручку.
Промышленность изготавливает ножницы правые и левые. У правых ножниц верхняя режущая кромка лезвия расположена справа от нижнего лезвия, а у левых – с левой стороны.
Н РНожовочное полотно должно быть закреплено в станке так, чтобы оно не было натянуто слишком туго или слабо, зубья ножовочного полотна должны быть направлены «от себя», т. е. в сторону движения ножовки вперед.
В .Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом. Верхний нож, нажимая на лист, производит скалывание.
Рубка металлов: определение, назначение, технология выполнения с детальным пооперационным описанием
РУБКА – это слесарная операция, при выполнении которой с помощью режущего и ударного инструмента с обрабатываемой поверхности или заготовки снимается слой металла либо металл разрубается на части.
Рубка относится к числу грубых слесарных операций с точностью о,5 – 1мм.
И нструменты для выполнения рубки
ЗУБИЛО
К АНАВОЧНИК
РЕЙЦМЕССЕЛЬ
М П
Перед началом работы необходимо установить высоту тисков, прочно их закрепить и принять правильное положение. Заготовка должна выступать на 3-5см
Т4 . Опиливание металлов: определение, назначение, технология выполнения с детальным пооперационным описанием
ОПИЛИВАНИЕМ называется снятие слоя металла с поверхности обрабатываемой заготовки посредством специального режущего инструмента - напильника.
· окончательное (чистовое и отделочное)
КЛАССИФИКАЦИЯ НАПИЛЬНИКОВ (по назначению)
· Драчевые напильники – применяются для грубой обработки металлической поверхности.
· Личные напильники – применимы для окончательной точной обработки и получения чистой, не зазубренной поверхности.
· Бархатные – применяются для окончательной обработки металла.
КЛАССИФИКАЦИЯ НАПИЛЬНИКОВ (по форме)
1. Круглый напильник – обработка круглых, овальных и вогнутых поверхностей;
2. Полукруглые напильники – имеет две стороны, плоскую и круглую, одной стороной обрабатывает плоскости, другой вогнутые и полукруглые поверхности;
3. Трехгранные напильники – обработка поверхностей и отверстий, недоступных для плоских напильников;
4. Квадратные напильники – обработка узких прямых поверхностей, недоступных для плоских напильников;
5. Плоские напильники с овальными ребрами – служат для обработки различных видов закруглений.
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к заготовке, во время холостого — ведут без нажима. Перемещать инструмент надо строго в горизонтальной плоскости. Сила нажатия на инструмент зависит от положения напильника. В начале рабочего хода левой рукой нажимают немного сильнее, чем правой. Когда к заготовке подводится средняя часть напильника, нажим на носок и ручку инструмента должен быть примерно одинаковым. В конце рабочего хода правой рукой нажимают сильнее, чем левой. Правильность опиливания проверяют линейкой или угольником на просвет : если просвет отсутствует — поверхность ровная. Долговечность напильников во многом зависит от ухода за ними. От долгого использования насечка напильника выкрашивается и стирается, в результате чего инструмент теряет режущую способность. Чтобы продлить срок службы напильника, его натирают мелом, предохраняющим насечку от забивания мелкой стружкой. Если насечка напильника все же забилась опилками, ее нужно очистить стальной щеткой.
Инструменты и приспособления, применяемые при резке
Резка металла представляет собой процесс разделения материала на части. Таким способом производится раскрой металлических листов или отрезка сортового проката. Воздействием режущего инструмента на металл создаются заготовки для дальнейшей обработки. По разработанным чертежам формируется конфигурация поверхности. Для обработки металла резанием необходимо оборудование. Это могут быть ручные инструменты, механические станки или приспособления, обеспечивающие нагрев материала.
Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
· В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
· После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.
К недостаткам способа относится возможность работы с изделиями низкой теплопроводности и небольшой толщины.
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
К преимуществу метода относится высокая скорость реза и возможность работать с заготовками до 150 мм толщины.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.
В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Важно то, что ножи прикасаются к листу не по всей длине поверхности. Верхний инструмент располагается под углом. Соприкосновение с металлом идет в 1 точке, которая перемещается по всей длине реза. Процесс напоминает работу обыкновенных ножниц.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
Резка металла. Инструменты и приспособления
Разрезание— это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц и другого режущего инструмента. В зависимости от применяемого инструмента разрезание может осуществляться со снятием стружки или без снятия.
Инструменты и приспособления, применяемые при резке
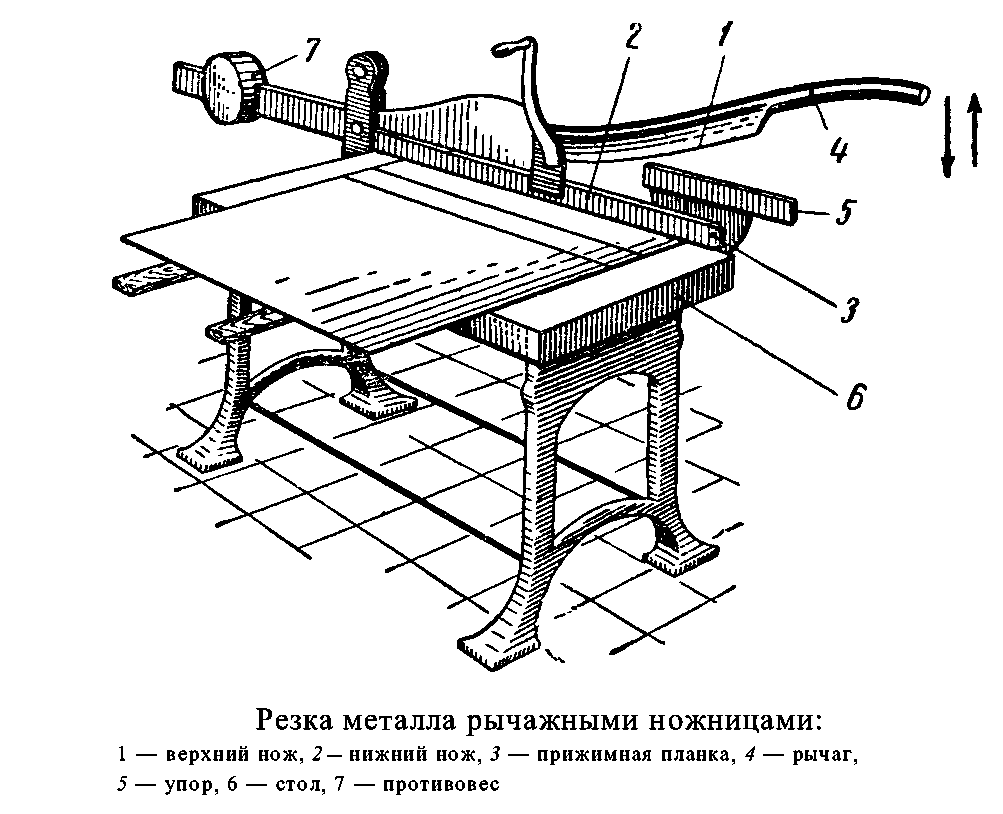
Наибольшее распространение получило разрезание металлов ручными слесарными ножовками и ножницами. Для разрезания листового и пруткового материала применяют ручные рычажные и гильотинные ножницы.
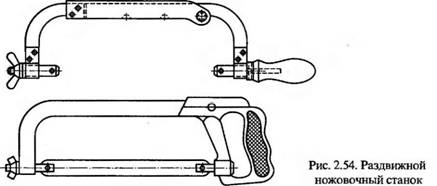
Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов и шлицев в головках винтов, обрезания заготовок по контуру и других работ. Разрезание выполняется при помощи ножовочных полотен, которые изготавливают из углеродистой (марки Р9 или Р18) или легированной (марки Х6ВФ) инструментальной стали и после нарезания зубьев закаливают. Наиболее распространены ножовочные полотна шириной 13 и 16 мм при толщине от 0,5 до 0,8 мм и длиной 250…300 мм. Для осуществления резания полотно устанавливают в специальном ножовочном станке. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины.
Цельный ножовочный станок (рис. 2.53) состоит из станка 1, натяжного винта с барашковой гайкой 6 и рукоятки 2. Ножовочное полотно 4 устанавливают в прорези головок 5 и фиксируют его при помощи штифтов 3.
Раздвижной ножовочный станок (рис. 2.54) отличается тем, что состоит из двух частей, соединенных при помощи обоймы. Обойма жестко крепится на одной половине станка, а другая половина может изменять свое положение по длине за счет установки впрессованного в нее штифта, который фиксируется в специальных пазах обоймы.
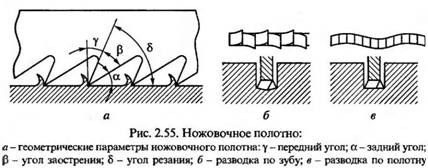
На одной из сторон ножовочного полотна по всей длине нарезают зубья (рис. 2.55, а). Каждому зубу ножовочного полотна придается форма режущего клина, которая характеризуется определенными геометрическими параметрами: задним углом а, углом заострения (3, передним углом у и углом резания б.
Поскольку работа (движения) ножовочного полотна, осуществляется в ограниченном пространстве, то для предупреждения его заклинивания в процессе работы зубья ножовочного полотна должны быть разведены. В зависимости от величины Шага зубьев, т. е. от расстояния между двумя соседними зубьями, различают разводку по зубу (рис. 2.55, б) и разводку по полотну (рис. 2.55, в). Разводка по зубу производится на полотнах с большим шагом, в этом случае поочередно отгибают каждый зуб ножовочного полотна то в одну сторону, то в другую. При разводке по полотну сначала отгибают два-три зуба в одну сторону, а затем два-три зуба в другую. В этом случае вдоль полотна появляется волнистая линия.
 |
 |
При установке полотен в ножовочном станке необходимо следить за правильным выбором направления зуба. Острие режущего клина должно быть всегда направлено в сторону рабочего движения полотна — вперед, в направлении от рукоятки к барашку натяжного винта. Вторым обязательным условием нормальной работы при разрезании является натяжение ножовочного полотна. Натяжение должно быть таким, чтобы полотно не испытывало упругих деформаций при разрезании и в то же время не должно быть слишком сильным, так как это может привести к поломке полотна в процессе работы даже при незначительном его перекосе.
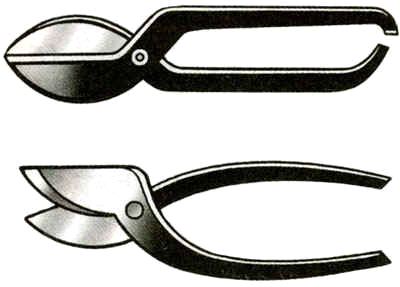
Ручные ножницы (рис. 2.56) бывают правыми и левыми. У правых ножниц скос на режущей части на каждой из половин находится с правой стороны, а у левых — с левой. Ручными ножницами можно резать листовую сталь толщиной до 0,7 мм, кровельное железо толщиной до 1,0 мм, листы меди и латуни толщиной до 1,5 мм.
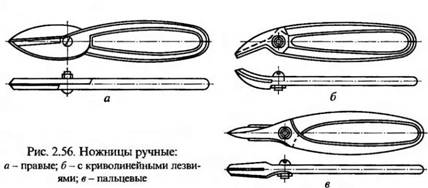
Такие ножницы (рис. 2.56, а) предназначены для разрезания материала по прямой линии или по дуге большого радиуса. Если требуется вырезать в листовом материале отверстие или вырезать деталь по контуру с малыми радиусами кривизны, применяют ножницы с криволинейными лезвиями (рис. 2.56, б) или пальцевые ножницы с тонкими и узкими режущими лезвиями (рис. 2.56, в).

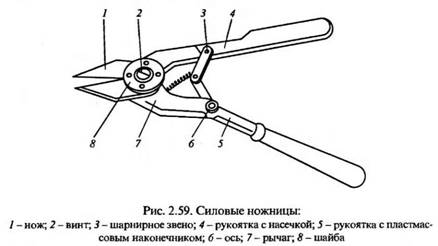
Хорошего эффекта при резании листовой стали толщиной до 2,5 мм можно добиться при использовании силовых ножниц (рис. 2.59). При работе рукоятку 4 с насечкой закрепляют в тисках, а рукоятку 5 с пластмассовым наконечником захватывают правой рукой. Рабочая рукоятка 5 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 7 заканчивается ножом 1 и соединен винтом 2 через шайбу 8 с рукояткой 4. Рукоятка 5 через ось б и шарнирное звено 3 также соединена с рукояткой 4. Эта система рычагов обеспечивает увеличение силы резания приблизительно в два раза по сравнению с обычными ножницами таких же габаритов.
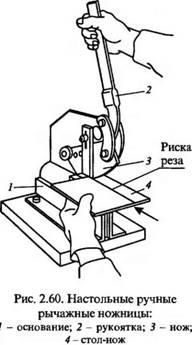
Настольные ручные рычажные ножницы(рис. 2.60) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Основание 1 ножниц закрепляют на верстаке болтами. Рукоятка 2 обеспечивает возвратно-поступательное движение ножа 3. Второй нож 4 закреплен в корпусе основания 1. Разрезаемый лист укладывают на полку неподвижного ножа и, перемещая подвижный нож 3 рукояткой 2, выполняют разрезание листа по разметочной риске. Рычажные ножницы могут несколько отличаться друг от друга по конструкции, но принцип их действия во всех случаях одинаков.
Труборезы(рис. 2.61) применяют для разрезания труб различного диаметра вместо слесарной ножовки, а также для более качественного разрезания труб. Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы-ролики. Наиболее распространены роликовые, хомутиковые и цепные труборезы.
Роликовый труборез (рис. 2.61, а) состоит из скобы винтового рычага 3 и трех дисковых режущих роликов 6, два из которых установлены на осях в скобе 4, а третий смонтирован на оси, закрепленной в подвижном кронштейне 5. Разрезаемую трубу закрепляют в прижиме 1 винтом 2, после чего труборез устанавливают на трубу 7. При вращении винтового рычага 3 вправо кронштейн 5 переместит режущий ролик б до соприкосновения со стенкой трубы под некоторым нажимом. Труборез с тремя роликами режет одновременно в трех местах, поэтому при работе его слегка раскачивают при помощи рычага (примерно на одну треть оборота в каждую сторону). Для повышения качества разрезания место реза смазывают маслом.
Для разрезания труб большого диаметра применяют хомутиковые или цепные труборезы (рис. 2.61, б, в).
При резании роликовыми труборезами происходит вдавливание внутрь трубы ее торца, что ведет к образованию заусенцев и необходимости дальнейшей обработки трубы для их удаления. Исключить этот недостаток позволяет резцовый труборез (рис. 2.61, г), у которого ролики выполняют лишь функцию центрирования трубы в приспособлении, а резание производится отрезным резцом 2, который по мере врезания в трубу подается нажимным винтом 1. Нажим роликов осуществляется при помощи винта 3.
Учебное пособие по слесарному делу "Резка металла"

Для разрезания заготовок из сортового проката применяют ручную слесарную ножовку.

Полотно слесарной ножовки — тонкая лента из твердой стали, на одной кромке которой нанесены зубья клиновидной формы. Каждый зуб представляет собой резец.
Ножовочное полотно должно быть надежно закреплено в рамке(см. рис. справа 5) натяжным винтом(1), а зубья направлены в сторону, противоположную ручке(4).

Приступая к работе, следует отрегулировать натяжение полотна в ножовочной рамке. Для этого нужно вставить один край полотна в заднюю головку (3) и закрепить шплинтом. Второй край полотна вставить в пропил передней головки(2) и натянуть полотно с помощью натяжного винта-барашка. Слишком сильное натяжение полотна, как и слишком слабое, может привести к его поломке.
По разметочной риске делают неглубокий пропил трехгранным напильником. Это обеспечит точное направление движения полотна.
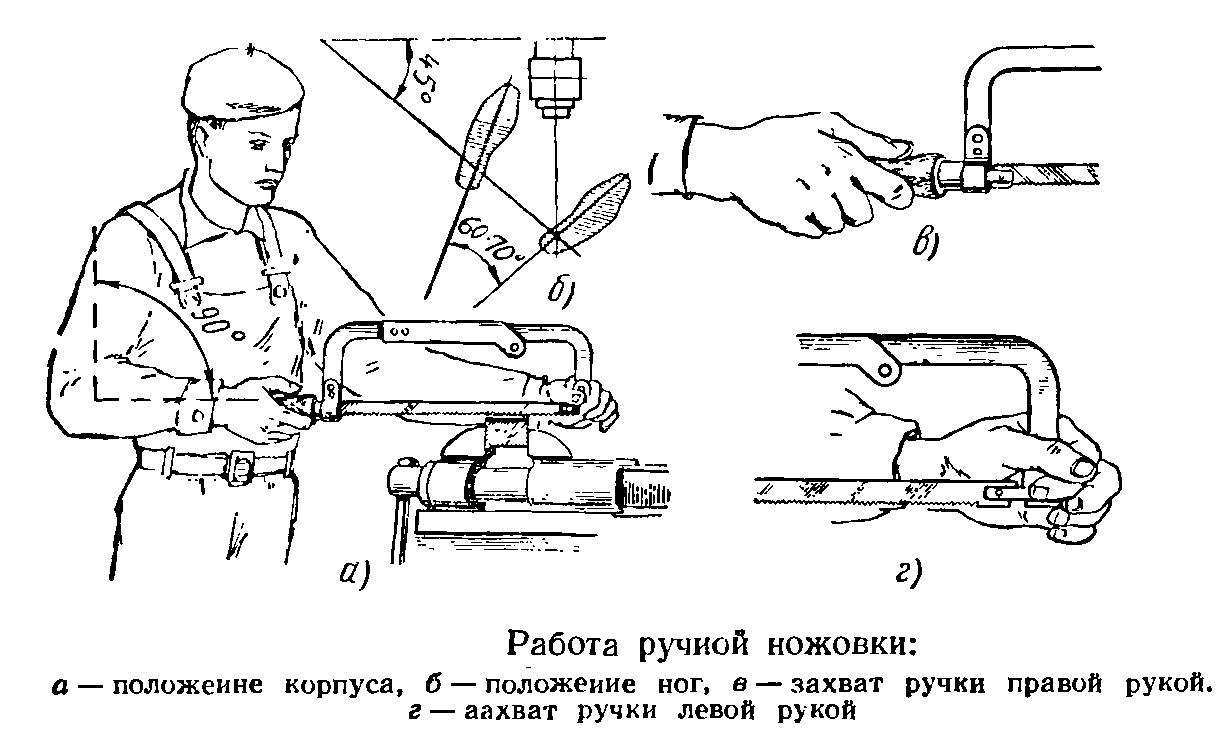
Во время работы нужно принять правильную рабочую позу (см. рис. слева): стать вполоборота к тискам, левую ногу поставить вперед и ступни расположить под углом друг к другу.
Ножовку во время резания держат двумя руками. Положение рук показано на рисунке ниже. Перемещение ножовки осуществляется только руками, а корпус остается неподвижным. Это позволяет экономить силы и обеспечивает высокое качество работы.



Ножовкой можно резать полосовой материал только в том случае, если на его толщине укладывается три или более зубьев ножовочного полотна.

Более тонкий материал закрепляют между деревянными брусками (см.рис. справа). Тонкие заготовки собирают пакетами, т. е. складывают несколько штук вместе и закрепляют в тисках.
При разрезании длинных заготовок не всегда удается довести резание до конца из-за того, что рамка станка упирается в их торец. Тогда полотно поворачивают по отношению к рамке на 90° (см.рис. слева) и продолжают работу.

Заготовки фасонного профиля (уголок, швеллер и др.) при разрезании ножовкой рекомендуется закреплять в деревянных нагубниках (см.рис. справа).
В начале разрезания полосового и квадратного проката ножовку наклоняют слегка вперед. Постепенно наклон уменьшают и после того, как пропил дойдет до ближайшего ребра заготовки, ножовку возвращают в горизонтальное положение.
Надо следить за тем, чтобы разметочная риска была сохранена. Если пилить точно по разметочной риске, то после отпиливания размер детали будет меньше заданного на чертеже, что приведет к непоправимому браку.

Движение ножовки вперед является рабочим, так как в это время зубья полотна режут металл, а движение назад — холостым. При движении ножовки вперед ее слегка прижимают вниз, обратное движение выполняют без нажима.
Ход ножовки должен быть полным, чтобы полотно изнашивалось равномерно по всей длине. Двигать ножовку нужно плавно, без рывков, ритмично.
Скорость движения ножовки может быть от 30 до 60 двойных ходов в минуту. Чтобы уменьшить трение, полотно ножовки покрывают машинным маслом или другим густым смазочным материалом.
Заготовку надо надежно закреплять в тисках. Работать ножовкой надо плавно, без рывков.
Заканчивая резание, необходимо ослабить нажим на ножовку и придержать снизу отрезаемую часть.
Нельзя сдувать стружку и сметать ее рукой. Надо пользоваться щеткой-сметкой.
Варианты слесарных ножовок и различных приспособлений для резания металла.

Резание металла ножницами.

Тонколистовой металл можно резать специальными ножницами.
Ручные ножницы состоят из двух половинок. Каждая половинка изготовлена как единое целое и объединяет в себе нож и ручку.
Половинки соединены между собой винтом. По расположению режущих ножей ручные ножницы подразделяются на левые(рис. слева а) и правые (рис. слева б). Если смотреть на ножницы со стороны ножей, у левых ножниц верхний нож расположен слева, у правых — справа.
По форме режущих ножей различают прямые (рис. справа а-г) и кривые ножницы (д).

Для снижения усилий, необходимых для разрезания прочного материала, используют рычажные ножницы (см.рис. слева).
Режущие кромки ножей у ножниц должны быть хорошо заточены, а режущие плоскости плотно прилегать друг к другу и хорошо закреплены винтом.
Качество заточки ножниц можно проверить по тому, насколько хорошо или плохо они режут бумагу.

Тонколистовой металл можно разрезать двумя способами.
Первый способ — ножницы берут правой рукой. Большой палец располагают на верхней ручке, а указательным, средним и безымянным пальцами охватывают нижнюю ручку. Мизинец располагают между ручками: при разрезании им раздвигают ручки ножниц (см.рис. справа).
Если ручки ножниц раздвигаются туго, то вместо мизинца можно использовать указательный палец. В этом случае его помещают между ручками ножниц.

Второй способ разрезания тонколистового металла заключается в том, что одну ручку ножниц (ту, которая снизу) зажимают в тисках, а другую охватывают пальцами правой руки (см.рис. слева).
Материал в обоих случаях подают левой рукой. Этот способ позволяет значительно усилить давление между ножами и резать более твердый материал. Заготовку слегка поднимают и подают на себя, а лезвие направляют точно по риске.
После резания заготовку выправляют, снимают с кромок заусенцы, притупляют острые углы, проверяют линейкой и угольником качество резания.

Приемы резания листа металла ножницами по прямой линии несколько отличаются от приемов резания по окружности или другой кривой, но в любом случае нужно, чтобы в процессе резания всегда была видна линия разреза.
При резании по кривой линии (см.рис. справа) возникают затруднения в продвижении ножниц, так как в месте закругления отрезанная часть металла хуже загибается и мешает работе ножниц.
Для того чтобы избежать этого при вырезании, например, круга из квадратного листа жести, вначале по прямым линиям отрезают углы, а затем вырезают круг, срезая неширокую полоску жести (см.рис. слева).
При работе ножницы следует раскрывать не полностью, а лишь настолько, чтобы они захватывали лист. Если раскрывать ножницы слишком широко, то они будут не резать, а выталкивать лист.
При разрезании тонколистового металла ножницами отрезаемая часть сильно изгибается и кромки листа в месте разреза делаются очень острыми. Поэтому на левую руку, поддерживающую лист, обязательно надевайте рукавицу.
Левая рука не должна находиться на линии реза.
Разрезая лист по линии большой длины, нельзя полностью сжимать ножи, так как это может привести к трещинам и даже разрывам кромок материала на линии разреза.
Закрепление ножниц в тисках должно быть прочным и надежным, так как при их срыве можно поранить руки о губки тисков.
Нельзя касаться голыми руками отрезанных кромок заготовки.
Подавайте ножницы ручками от себя, а кладите наоборот.

На предприятиях тонколистовой металл режут на специальных машинах-ножницах. Различают механические ножницы — гильотинные и дисковые.
Гильотинные ножницы бывают двух видов: параллельные и наклонные. У первых ножи расположены параллельно друг к другу, у вторых — под небольшим углом.


В дисковых ножницах листовой металл режется острыми краями вращающихся дисков(см.рис. слева).
Для фигурной резки используются высечные ножницы, верхний нож которых поворачивается вокруг оси, а нижний — неподвижен(см.рис. справа).
Резание заготовок на предприятии выполняют резчики металла. Они должны хорошо знать свойства различных металлов и устройство промышленных ножниц, уметь выполнять разметку заготовок.
В последнее время в производстве получают распространение резка металла лучом лазера, струёй воды под большим давлением. Эти способы отличаются высокой производительностью и точностью.
Тема 5: «Резка металлов»
Резкой называется слесарная операция, при которой металл разделяется на части.
Ручные ножницы применяют для разрезания листов-стальных толщиной 0,5—1,0 мм и из цветных металлов толщиной до 1,5 мм.
В зависимости от устройства режущих ножей ножницы делятся так: прямые - с прямыми режущими ножами, предназначенные в основном для разрезания металла по прямо линии или по окружности большого радиуса; кривые - с криволинейными ножами; пальцевые - с узкими режущими ножами для вырезания в листовом металле отверстий и поверхностей с малыми радиусами.
Режущие ножницы.
По расположению режущих ножей ножницы делятся на правые и левые. У правых ножниц скос режущей кромки нижнего ножа находится справа, у левых — слева.
Стуловые ножницы отличаются от обычных ручных большими размерами и применяются для разрезания листового металла толщиной до 2 мм.
Рычажные ножницы применяются для разрезания листовой стали толщиной до 4 мм (цветных металлов — до 6 мм).
При работе с толстыми листами полосового или профильного металла, а также в том случае, если нужно не распилить металл, а прорезать паз или шлиц, ножницы может заменить ножовка. Но прежде чем приступить к работе с этим инструментом, его предварительно следует правильно настроить. Во-первых, нужно выбрать полотно для ножовки. Оно подбирается в зависимости от вида металла. Во-вторых, полотно нужно правильно натянуть в рамке ножовки; степень натяжения легко проверить легким нажатием сбоку на полотно: если оно не прогибается, значит, натяжение достаточное. Наиболее удобное положение рук при работе ножовкой следующее: конец рукоятки упирается в середину ладони правой руки, а пальцы левой руки обхватывают натяжной винт подвижной головки.
Движения ножовкой нужно производить плавные, без рывков; частота движений – 30–60 двойных ходов (от себя – на себя) в минуту; при этом должно работать не менее 2/3 длины полотна. Полотно ножовки должно быть строго перпендикулярно относительно оси обрабатываемой заготовки.
Особо следует сказать о резке металлических труб. При резании их ножовкой всегда есть опасения (особенно если слесарь недостаточно опытен), что полотно ножовки «уйдет» в сторону и срез получится в виде не окружности, а овала. Во избежание этого трубы предпочтительнее резать не ножовкой, а специальным приспособлением – труборезом
Техника безопасности при разрезании металла ножницами:
1. При разрезании ножницами тонких листов отрезаемая часть сильно изгибается; в месте разреза кромки листа делаются очень острыми. Следует внимательно следить за тем, чтобы не поранить руки. Учащимся рекомендуется пользоваться рукавицами.
2. При разрезании следует внимательно следить за тем, чтобы пальцы левой руки не попали под режущую часть ножниц, А пальцы правой не были бы защемлены ручками или рычагами ножниц. Левая рука при поддерживании разрезаемого материала никогда не должна находиться на линии реза.
3. Стуловые ножницы должны быть жестко и надежно закреплены на своих основаниях. Если пользуются ручными ножницами, закрепленными в тисках, то их закрепление должно быть выполнено также очень прочно и вполне надежно. При срыве ножниц легко поранить не только, себя, но и товарища.
4. При подходе ножниц к концу реза следует придвинуть заготовку ближе к середине режущей части ножниц, чтобы не резать краями лезвий. Кроме того, при окончании реза надо несколько уменьшить усилие, делая его как можно более плавным, спокойным, чтобы не произошел срыв ножниц.
Для механизации тяжелого и трудоемкого процесса разрезания листового металла применяют, как уже отмечалось, электрические ножницы, гильотинные ножницы, приводная ножовка.
Лекция по дисциплине "Слесарное дело"

Способы резки
Ручная резка металла
Гидроабразивная резка металла
Термическая резка металла
Газокислородная резка

Лазерная резка металла
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
К преимуществу метода относится высокая скорость реза и возможность работать с заготовками до 150 мм толщины.
Механическая резка металла
Резка ленточной пилой
Ударная резка металла на гильотине
Важно то, что ножи прикасаются к листу не по всей длине поверхности. Верхний инструмент располагается под углом. Соприкосновение с металлом идет в 1 точке, которая перемещается по всей длине реза. Процесс напоминает работу обыкновенных ножниц.
Резка на дисковом станке
Инструменты для резки
При работе в домашних условиях важно знать, чем режется металл. Чаще всего используются ручные ножницы или ножовка. Для промышленности требуются станки, с установленной на них пилой или гильотиной. Это связано с большими объемами производства и необходимостью выдержки точности размеров.

Резка металла ножницами
Ручные ножницы
Ручными ножницами можно разрезать материал, толщиной до 3 мм. Они имеют несколько видов резцов по металлу:
· Резцы для прямого реза.
· Пальцевые. Бывают прямого вида и зеркального. С их помощью вырезаются сложные фигуры.
· С одним подвижным лезвием, а вторым фиксированным, закрепленным в верстак.
Пилы часто используются для резки металла. Они бывают нескольких видов:
· Ручные. Вставляются в специальную раму, имеющую С-образный вид.
· Дисковые. В качестве привода используется электродвигатель или ручное приспособление.
· Ленточные. Применяются только в промышленных целях.
· Торцевые. Имеют возможность совершать рез под разными углами.
· Маятниковые. Отличительной особенностью является наличие на торцевой части твердосплавной напайки.
· Циркулярные. Торец изготавливается из абразивных или твердосплавных напаек.
Углошлифовальная машина
В качестве станка для резки используется углошлифовальная машина. Другое ее название — болгарка. Она обладает следующими преимуществами:
· Благодаря небольшому весу и малым габаритам приспособление удобно в работе.
· Возможность резки изделий разной толщины.
· Большой выбор вариантов сменных дисков.
Благодаря процессу обработки металлов резанием, есть возможность получения любого вида изделий. Для этого существует разнообразный инструмент, с помощью которого ведется не только распил в прямом направлении, но и выпиливаются сложные фигуры.
Ручная и механическая разрезка и распиловка
Разрезкой называется операция разделения материала (предмета) на две отдельные части с помощью ручных ножниц, зубила или специальных механических ножниц.
Распиловкой называется операция разделения материала (предмета) с помощью ручной либо механической ножовки или круглой пилы.

Рис. 1. Ручные ножницы для резки металлов
Простейшим инструментом для разрезки металла являются обычные ручные ножницы (рис. 1), правые и левые (верхняя режущая кромка может находиться справа или слева от нижней режущей кромки).
Ножницы могут быть ручными или стационарными, закрепленными на верстаке. К механическим устройствам и оборудованию относятся вибрационные ножницы и машинки, рычажные механические ножницы, а также гильотинные ножницы и прессы. Резка листового материала, особенно вырезка фасонных деталей, производится газовой ацетиле-но-кислородной горелкой, а в ряде случаев – на фрезерных станках пальцевыми и другими специальными фрезами. Резка пруткового материала может производиться на токарных станках отрезными резцами. Отрезка труб производится специальными труборезами. Для распиловки материалов используются ручные и механические ножовки с постоянной или раздвижной рамкой, ленточные пилы, круглые пилы и другие механизмы.
Ручные ножницы служат для резки жести и железного листа толщиной до 1 мм, а также для разрезания проволоки. Листовой материал толщиной до 5 мм разрезается на рычажных ножницах, а материал толщиной более 5 мм – на механических ножницах. Перед резкой режущие кромки следует смазать маслом.
Угол заострения режущих частей ножниц зависит от характера и марки разрезаемого металла и материала. Чем меньше этот угол, тем легче врезаются режущие кромки ножниц в материал, и наоборот. Однако при малом угле заострения режущие кромки быстро выкрашиваются. Поэтому на практике угол заточки выбирают в пределах 75–85°. Затупившиеся кромки ножниц затачивают на шлифовальном станке. Правильность заточки и разводки между фомками проверяют, разрезая бумагу.
Ручная ножовка состоит из постоянной или регулируемой рамки, рукоятки и ножовочного полотна. Полотно крепится в рамке с помощью двух стальных штифтов, болта и гайки-барашка. Болт с гайкой служит для натяжения полотна в рамке (рис. 2).

Рис.2 Ручные ножовки для металла
а – регулируемая; б – нерегулируемая
Ручное ножовочное полотно – это тонкая стальная закаленная полоса толщиной от 0,6 до 0,8 мм, шириной 12–15 мм и длиной 250–300 мм с нарезанными зубьями вдоль одной или обеих кромок. Ножовочное станочное полотно имеет толщину 1,2–2,5 мм, ширину 25–45 мм и длину 350–600 мм.
Зуб полотна характеризуется следующими углами: для ручного ножовочного полотна передний угол 0°, задний угол 40–45°, шаг 0,8 мм, ширина развода зубьев 1,2–1,5 мм; для ножовочных станочных полотен передний угол 0–5°, задний угол 35–40°, угол заострения зуба 50–55°, шаг зубьев 2–6 мм. Зубья бывают волнообразные и разведенные. Мягкие металлы и искусственные материалы распиливаются ножовкой с зубьями большого шага, твердые и тонкие материалы – мелНожовочные полотна выполняют из инструментальной высокоуглеродистой стали У10, У12, У10А, У12А, для особо ответственных работ – из стали Р9, Х6ВФ, Х12Ф1, вольфрамовой и хромистой. После нарезки зубьев полотно подвергается закалке полностью или частично (только зубья) до твердости HRC 60–61. Рабочая длина полотна составляет около 2/3 его длины. Каждый зуб ножовочного полотна представляет собой строгальный резец (рис. 17).

Рис. 17. Полотна с нарезанными зубьями:
а – двухстороннее; б – одностороннее
Перед распиловкой или разрезанием материала следует подготовить материал, разметить его чертилкой или обозначить накерниванием.
Перекос ножовки в процессе распиловки вызывает значительные напряжения изгиба полотна, что может послужить причиной появления трещины или поломки полотна.
В случае поломки одного или нескольких зубьев на полотне следует прервать распиловку, вынуть полотно из рамки и сошлифовать выкрошенные зубья. После этого можно продолжать использование полотна.
Распиловку труб большого диаметра нужно выполнять обязательно с постепенным поворотом трубы: в противном случае может произойти поломка зубьев. Тонкую трубу следует закреплять в тисках или приспособлениях с обжимом по радиусу при незначительном усилии зажатия, иначе может произойти смятие трубы. Для распиловки труб следует использовать полотно с целыми и острыми зубьями малого шага. В место реза, где треснуло старое полотно или выкрошились его зубья, не следует вставлять новое полотно.
Если линия реза пошла под углом к поверхности металла, следует прервать распиловку с этой стороны и начать с другой. Чтобы избежать скольжения полотна по материалу, нужно первоначальный рез произвести трехгранным напильником.
Твердые материалы распиливают, как правило, механической рамной, ленточной или дисковой пилами. Ручное распиливание этих материалов очень трудоемко, а иногда просто невозможно. При механической распиловке получается ровный рез.

Рис. 18. Труборезы ножевые (роликовые):
а – трехножевые; б – с одним ножом и двумя
Труборез – это инструмент для разрезания труб (рис. 18). Труборезы бывают разных видов: одно-, двух– и трехножевые, а также цепные.
В труборезе роль режущей части выполняет ролик с заточенными кромками. Трехножевой труборез состоит из щеки, в которой находятся два ножа-ролика, обоймы, в которой установлен один ролик, рукоятки и рычага. На закрепленную в тисках или захватывающем приспособлении трубу накладывают труборез и с помощью рукоятки затягивают до упора. Колебательным или вращательным движением рычага и постепенным сближением ножей-роликов производится разрезка трубы. Равномерную и чистую линию реза трубы можно получить с помощью цепного трубореза.
В целях безопасности при разрезании и распиловке материала следует проверить инструмент, правильно и надежно закрепить материал в тисках или приспособлениях, а также правильно и крепко осадить рукоять рамной пилы. Опасные места возле механических ножниц закрывают кожухом или щитами. Механические ножницы обслуживаются согласно инструкции по эксплуатации специально обученным работником.
Читайте также: