Резка металла толщиной 10 мм
Обновлено: 17.05.2024
Лазерная резка толстого металла
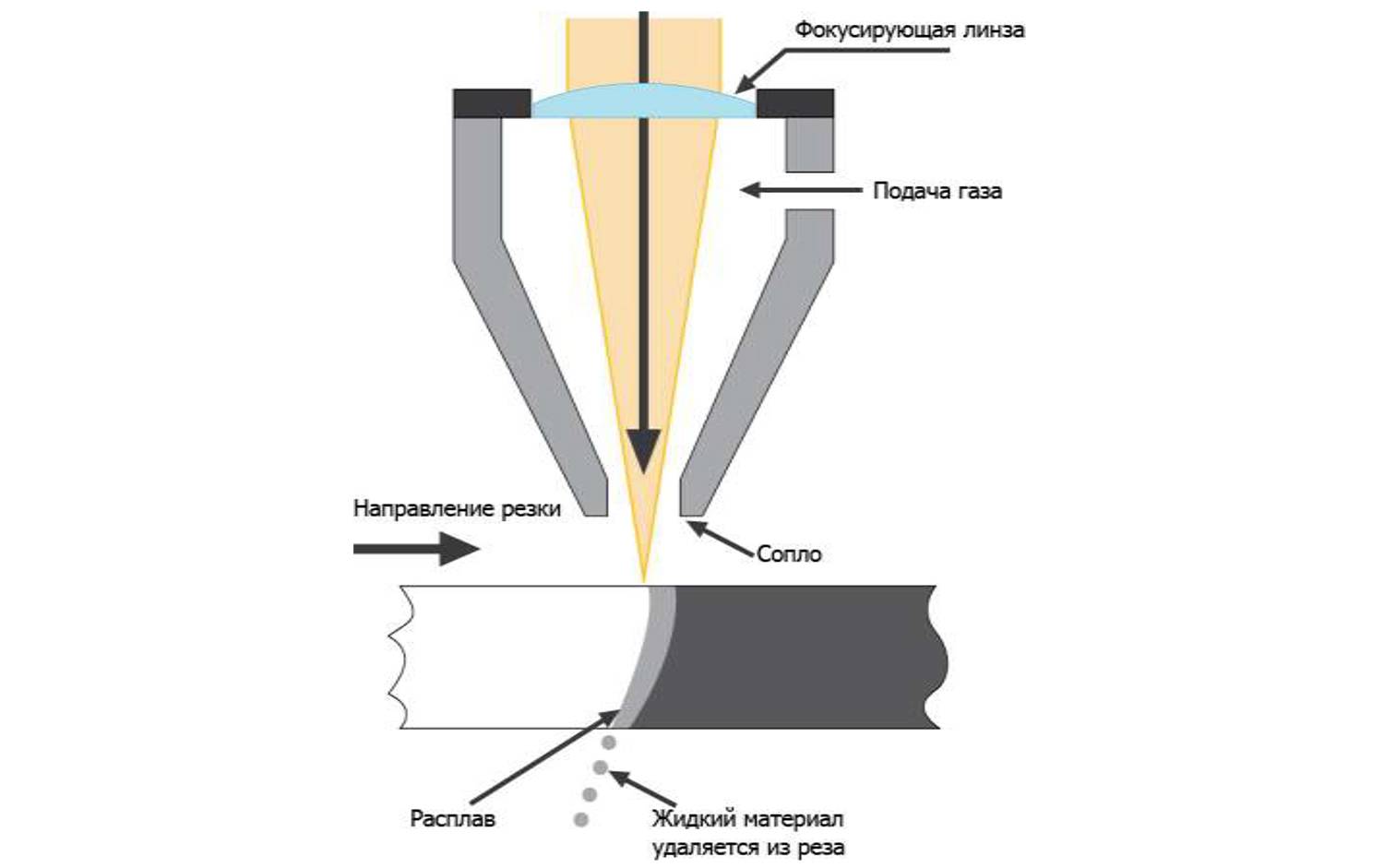
Технология лазерной резки подразумевает воздействие на поверхность заготовки направленного луча лазера, который расплавляет металл и вызывает его полное сгорание с образованием ровного края, не требующего дополнительной обработки и шлифовки. Высокое качество резания обусловлено следующими особенностями лазерного потока:
- высокая точность направленности, что позволяет получить деталь с размерами, точно соответствующими требованиям проектной документации;
- монохроматичность, стабильность длины и частоты волны лазерного потока, благодаря которым его можно легко направлять и корректировать с помощью системы оптических линз;
- высокая суммарная мощность излучения, увеличивающая скорость резания без ущерба для уровня его качества.
Однако при нарушении технологии лазерного воздействия и низком качестве сырья существует вероятность появления брака. Кроме того, такой риск возникает при использовании оборудования ненадлежащего качества, в отношении которого нарушаются сроки и требования по проведению сервисного обслуживания. В числе наиболее распространенных дефектов лазерной резки толстого металла:
- Грат (облой) – затвердевшие капли расплавленного металла на кромке изделия, которые появляются при нарушении скорости или других технологических особенностей резки больших толщин. Изменения скоростного режима могут быть вызваны необходимостью защитить некоторые виды сплавов от деформации вследствие интенсивного теплового воздействия. Исправление появившегося дефекта возможно с использованием шлифовального инструмента или дополнительной обработки на специальном оборудовании, что увеличивает длительность производственного цикла и становится причиной повышения себестоимости изделия. Кроме того, существует риск изменения геометрических параметров детали вследствие дополнительной шлифовки, что делает ее непригодной для дальнейшего применения. Поэтому перед запуском деталей в массовое производство необходимо точно рассчитать оптимальную скорость и выполнить настройку оборудования с учетом качественных параметров металлического сплава.
- Неровные края среза. Данный дефект часто вызван нарушениями в конструкции режущего угла станка, из-за чего точное воздействие луча на линию реза становится невозможным. Кроме того, появление неровных краев связано с непрочным креплением листовой детали и ее уменьшенной толщиной относительно номинальных или расчетных данных.
- Появление вихрей и борозд на срезе толстого металла, что связано с физическими особенностями процесса лазерной резки. Обычно появление неровностей вызвано отрывом газового потока и его воздействием на металл вне зоны действия лазерного луча. Избежать появления неровностей позволяет корректировка выходного давления газа из сопла, а также подбор оптимального режима обработки металла с учетом использования как основного, так и вспомогательного газа.
Чтобы резка толстого листового металла была сравнительно быстрой и качественной, необходимо увеличить мощность лазерного излучения. Но даже в этом случае скорость обработки значительно снижается, что приводит к замедлению процесса расплавления и сгорания металла, а также образованию на срезе капель грата и заметных шероховатостей. Кроме того, нередко проблемы возникают при обработке деталей с большим соотношением толщины и ширины резания. Обеспечить высокое силовое воздействие на металл в этом случае не представляется возможным, из-за чего нарушается процесс его полного удаления с линии кроя, и срез получается неаккуратным, требуя дополнительной шлифовки.
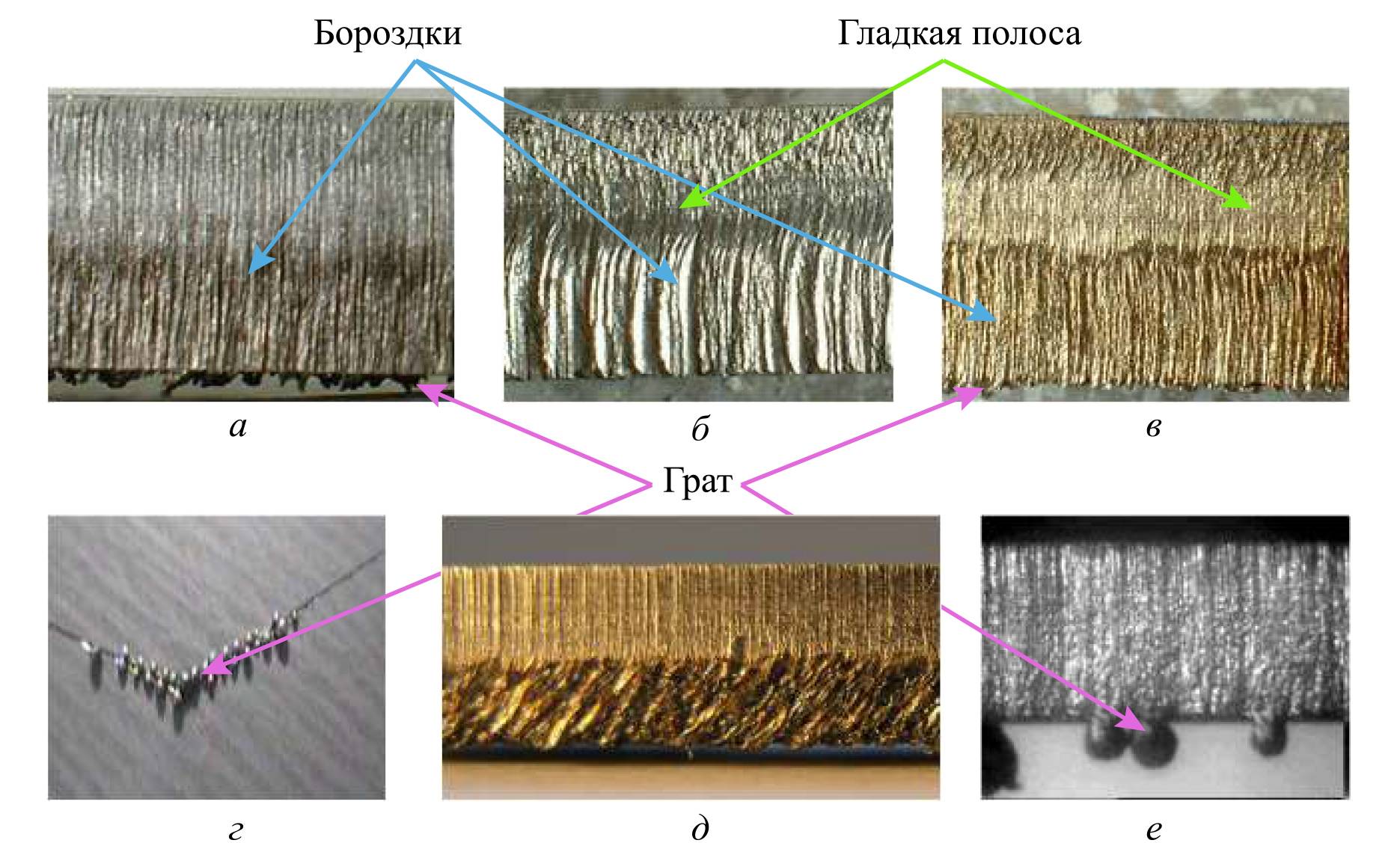
Рис.1 Фотографии дефектов лазерной резки, шероховатость и грат: нержавеющая сталь толщиной 5 мм (а) и 16 мм (б); титан 30 мм (в); электротехническая сталь 0,5 мм (г); нержавеющая сталь 5 мм (д), окисленная в нижней части реза за счет подмешивания воздуха; нержавеющая сталь 1 мм (е)
Особенности резки толстолистовых металлов
Снизить риск появления заметных дефектов позволяет подбор индивидуального режима резки толстых металлов для каждого отдельного вида сплавов.
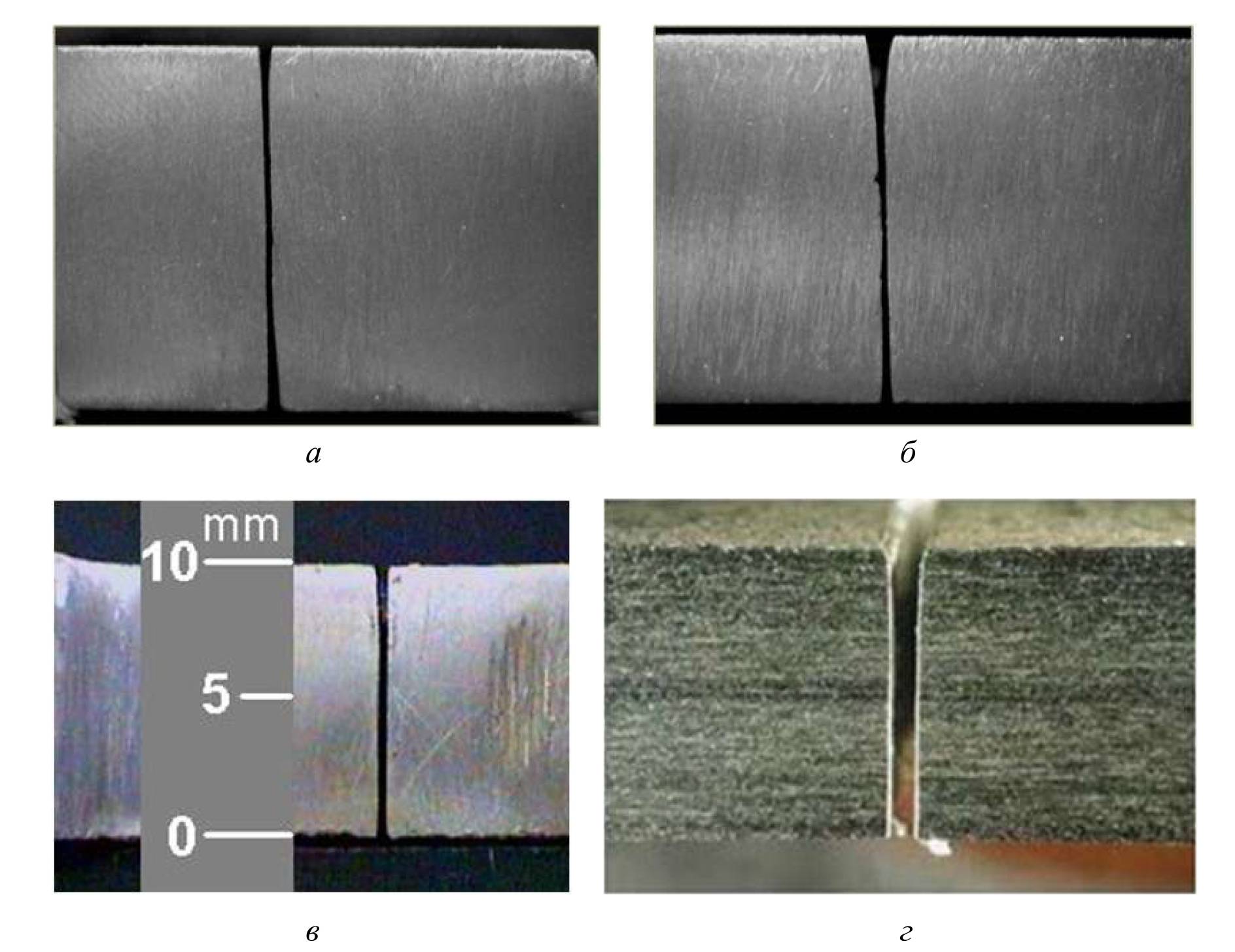
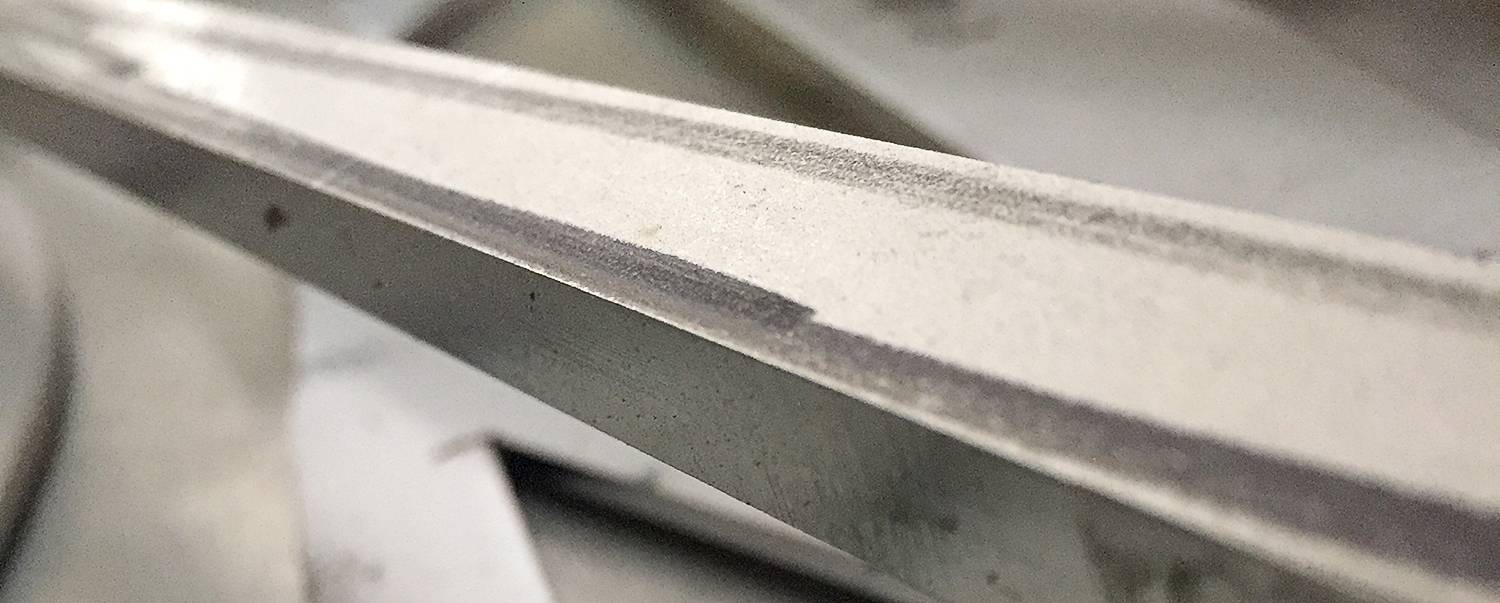
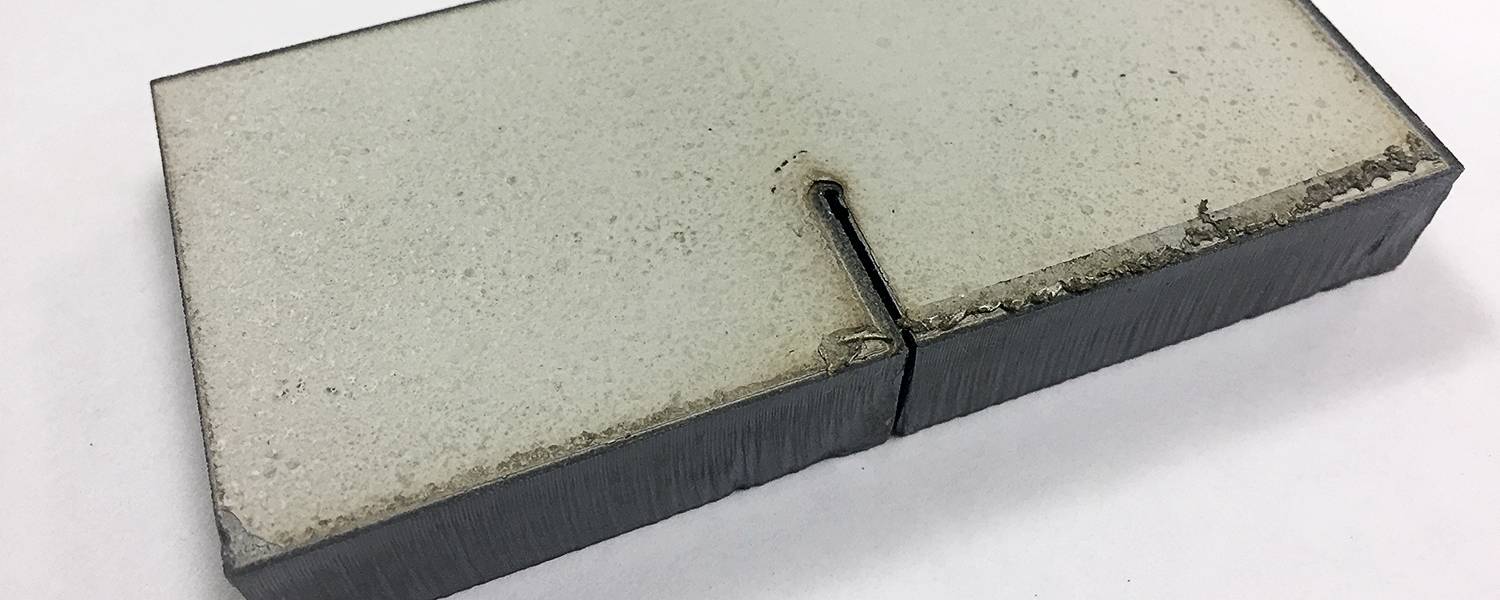
Рис.2 Фотографии формы каналов лазерных резов в поперечных сечениях по отношению к направлению движения лазерного источника: (а, б) — титан, толщина 10 мм, СО2-лазер мощностью 4 кВт, фокусное расстояние 254 мм, ширина канала на половине толщины 330 мкм (а), заглубление фокуса 9 мм, (а) и 19 мм (б), давление 5 атм; (в) — нержавеющая сталь, толщина 10 мм, заглубление фокуса 13 мм; (г) — аустенитная нержавеющая сталь AISI 304, толщиной 6 мм
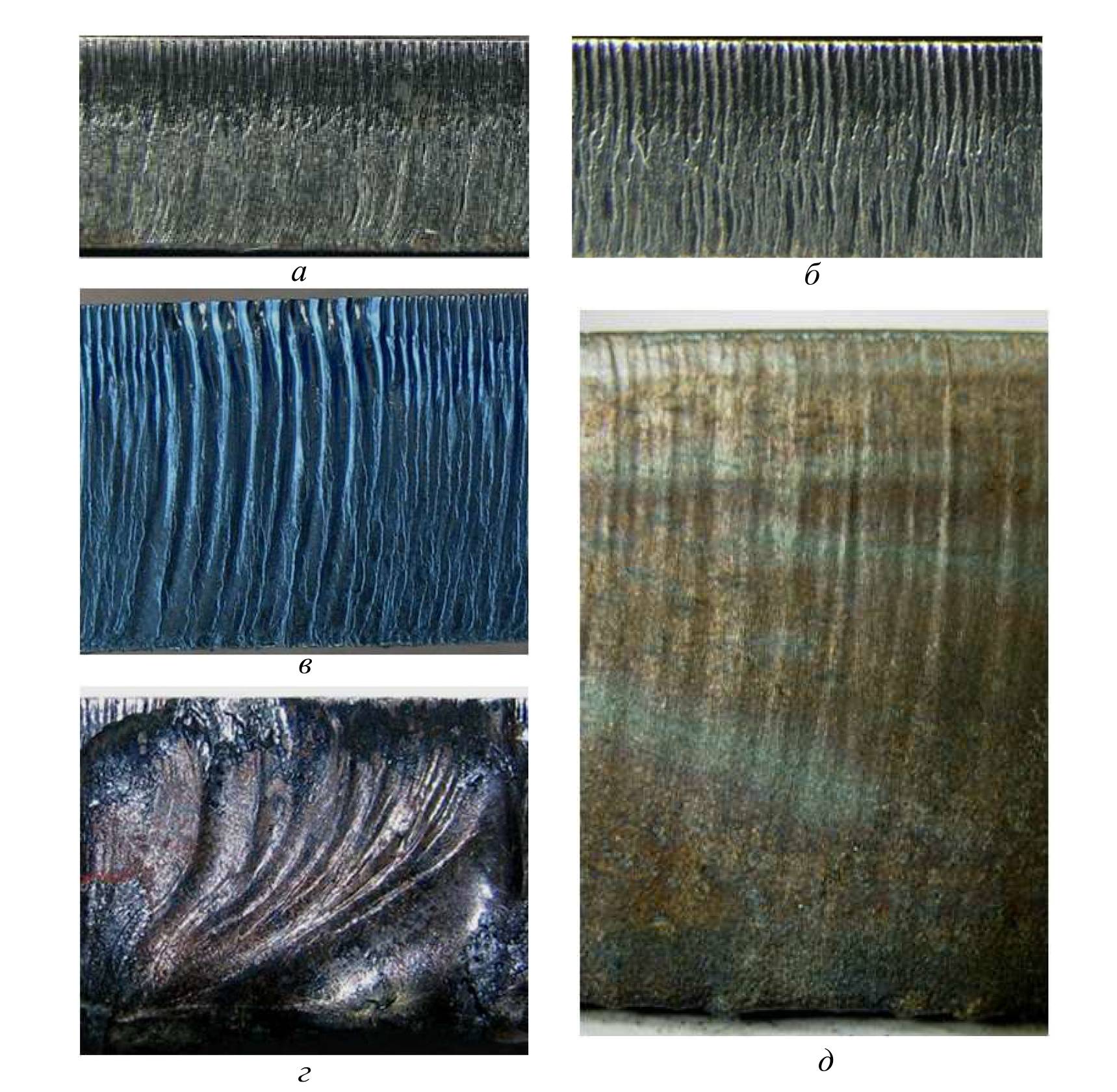
Рис.3 Фотографии рельефа поверхности при различных режимах резки малоуглеродистой стали СО2-лазером мощностью до 5 кВт с использованием традиционной лазерной резки с кислородом (а, б, в, г) и гибридной кислородной резки с поддержкой лазерного излучения (д). Толщина листа L, мм: 5 (а, б); 16 (в, г); 25 (д). Скорость резки Vc, м/мин: 1,6 (а); 1,5 (б); 1,0 (в); 0,6 (г); 0,27 (д). Избыточное давление, атм: 1,0 (а, б); 0,3 (в, г); 6,0 (д)
Легированные стали
Технология лазерной резки легированных сталей выбирается в зависимости от объема содержания в сплаве легирующих элементов. Чем их меньше, тем легче режутся заготовки. Если же количество легирующих элементов относительно велико, вязкость металла повышается, что дает интенсивный процесс окисления металла на срезе с изменением его оттенка и появлением заметных шероховатостей. При резке таких сплавов образуется мартенсит – слой закаленной стали по кромке заготовки, что требует дополнительной корректировки параметров резания.

Нержавеющая сталь
При лазерном раскрое нержавеющих сталей существует высокий риск образования на срезе слоя оксида хрома. Решением проблемы является замена кислорода азотом, который не вступает в реакцию с металлом и исключает процесс его окисления. Однако даже такое технологическое решение не позволяет снизить повышенную вязкость сплава, что вызывает появление дефектов по нижнему краю поверхности.
Алюминий
Лазерная резка алюминия имеет определенные сложности из-за высокой отражательной способности и значительной теплопроводности этого металла. Для него характерно появление множественных микротрещин при длительном интенсивном воздействии, что снижает прочность заготовок и вызывает их преждевременное разрушение. При этом попытка удалить поврежденный слой может стать причиной уменьшения геометрических размеров детали и становится причиной увеличения себестоимости раскроя. Поэтому лазерная резка алюминия применяется преимущественно при изготовлении заготовок и конструкций для нужд «наземного» машиностроения, где незначительные отклонения размеров не имеют принципиального значения.

Титан
Лазерная резка титана предусматривает замену кислорода и азота инертными газами - гелием и аргоном. Они не вступают в реакцию с металлом, что исключает появление на срезе целого ряда дефектов. Аргон считается более предпочтительным благодаря низкой себестоимости, однако его применение может вызвать снижение прочности титанового сплава с последующим снижением уровня прочности всей заготовки. Избежать подобных проблем позволяет использование газовой смеси из аргона и гелия в соотношении 1:1 или 1:4, что повышает качество раскроя и снижает риск порчи детали.
Цены на резку толстого металла на заказ в Москве
Компания ООО «Премьер Лазер» приглашает к сотрудничеству частных специалистов и предприятия, работающие в сфере металлообработки и изготовления металлических деталей и конструкций. Сегодня в перечне услуг цеха – профессиональная плазменная и лазерная резка толстого металла на заказ с гарантией сжатых сроков и высокого качества выполнения. В работе компания использует современные высокоточные станки и фирменное оборудование, исключающее порчу заготовок и обеспечивающее их точное соответствие требованиям чертежной документации. Цены на услугу рассчитываются в индивидуальном порядке и зависят от объема заказа, особенностей сплава и сложности линии кроя. Уточнить условия сотрудничества и уровень цен лазерной резки на заказ можно, позвонив сотрудникам «Премьер Лазер» по указанному телефону.
ЧЕМ РЕЖУТ МЕТАЛЛ:ОСНОВНЫЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Существует большое количство различных способов резки металла. В связи с этим, вопросы: чем режут металл, чем можно резать металл и чем резать толстый металл, не утрачивают своей актуальности.
Для максимального удовлетворения потребительского спроса, на смену морально устаревшим, классическим методам обработки, пришло достаточно много альтернативных вариаций.
СОДЕРЖАНИЕ СТАТЬИ
Так чем же лучше резать металл и чем вообще режут металл? Чем можно разрезать толстый металл? Ответ на этот вопрос достаточно многогранен, в связи с тем, что процесс резки применяется не только в промышленных масштабах, но и в домашних условиях.
РЕЗКА МЕТАЛЛА ЛАЗЕРОМ
Эта, одна из самых передовых технологий, приобретает все большую популярность благодаря своей исключительной точности и высокой производительности. Суть лазерной резки металла заключается в точечном, направленном воздействии лазерного луча на металл. Воздействие лазером позволяет производить детали любой геометрической сложности контура, с сохранением максимальной точности, практически идеальной ровности кромок, при этом не теряя производительности. Основные отличия лазерной резки и плазменной резки в толщине обрабатываемых металлов и качестве реза.

Управление установкой производится оператором станка ЧПУ. Полная автоматизация процесса сводит вероятность ошибки, и, как следствие, выбраковки деталей, к минимуму.
- Создание чертежного изображения разрабатываемой детали;
- Загрузка чертежей в файловом изображении в программу ЧПУ;
- Обработка данных и запуск выполнения.
- Источник излучения (рабочая среда).
- Источник энергии.
- Оптический зеркальный резонатор.
- Метод плавления. Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.
- Метод испарения. Этот метод заключается в нагреве металла, который проводит его через три стадии:плавления, кипения и испарения.
ВИДЕО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
Преимущества лазерной резки
- Универсальность;
- Технологическую безопасность;
- Высочайшую скорость и производительность;
- Чистоту процесса;
- Сверхточное выполнение сложных контуров.
ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе "чем резать тостый металл", плазменная резка - лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
- Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
- Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
ВИДЕО ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА
Преимущества плазменной резки металла
К преимуществам плазменной резки металла ГАЗОВЫМ РЕЗАКОМ
В вопросе "чем режут металл" - данный способ является одним из самых простых с технической точки зрения. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
- Разогрев до предельных температур;
- Окисление кислородом;
- Удаление шлаковых образований выдуванием и отвердение мест среза.
Из чего состоит оборудование для газовой резки металла
- Газовый баллон.
- Шланги для подключения.
- Режущий элемент.
- Мундштук с регулируемыми размерами.
- Система регуляции.
- Плавность ведения резака;
- Соблюдение угла наклона на 6 градусов против движения;
- Разогрев не менее чем до отметки в 1000 градусов.
Преимущества
- Возможность резки толстого металла с сохранением ровных и качественных швов;
- Автономность и мобильность;
- Универсальность и скорость процесса;
- Экономическая выгода.
КИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА
В процессе кислородной резки металла происходит процесс горения металла в кислороде, который идет потоком в виде струи, удаляющей оксиды. Самое главное, что в данной процедуре металл не плавится - он лишь горит, при этом сохраняя свою твердость и прочность, а рамки реза выходят ровными.

Существуют некоторые подвиды кислородной резки металла, о которых мы расскажем ниже:
Кислородно-флюсовая резка
При кислородно-флююсовой резке металла используют порошковый плюс, который подается в место реза, из-за чего процедура облегчается, так как флюс на место реза оказывает 3-ное действие: абразивное, химическое и термическое.
Кислородно-копьевая резка
Кислородно-копьевая резка металла подразумевает собой высокий температурный режим, поддерживаемый из-за сгорания кислородного "копья", которое представляет собой трубку из стали, через которую в область реза подается кислород.
ГАЗОЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛА
Для газоэлектрической резки, исходя из названия, необходим источник электричества. Газоэлектрическая металлорезка бувает двух разновидностей:
Воздушно-дуговая газоэлектрическая резка
Металл, который расплавился, удаляют при помощи мощной воздушной струи, движущейся под высоким давлением.
Кислородно-дуговая резка
При этом виде газоэлектрической резки металла осуществляется движение кислородной струи, которая вызывает горение накаленного электродугой металла, и удаление оксидов из области реза.
Основной минус газоэлектрического способа резки металла - начало науглероживания металла в области реза. Обычно, такой вид металлорезки применяют в случае, если необходимо избавиться от дефектов сварных швов.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ГАЗОВЫХ СПОСОБОВ РЕЗКИ МЕТАЛЛА
- Доступная цена;
- Процессы понятны и не вызывают сложностей;
- Возможно резать толстый металл;
Из недостатков можно выделить следующее:
- Неидеальная точность резки;
- Высокий расход материала;
- Небольшая скорость резки;
- Необходима доп. обработка по краям реза;
- Возможна термическая деформация металлоизделий;
ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
Гидроабразивная резка – современный способ резки металла, позволяющий высокоточно производить раскрой листового металла по линиям любой кривизны и сложности и резать толстые металлические изделия толщиной до 200 миллиметров. В данной технологии обработки металла используется очень тонкая струя водного раствора, смешанного с абразивными частицами. Жидкость подается под высоким давлением порядка 4 тысяч атмосфер через специальное узкое сопло, имеющее диаметр до 0,5 миллиметров.

Скорость, с которой раствор взаимодействует с металлом, сравнима со скоростью звука, зачастую даже выше, что, в свою очередь, позволяет производить резку металла с высокой скоростью и очень гладкую поверхность реза, сравнимую с методом лазерной резки металла.
Гидроабразивная резка металла является, на сегодняшний день, одним из лучших способов резки металла, так как она обеспечивает возможность резать толстый металл, сложные детали нестандартной формы легко поддаются обработке, расход металла минимален вследствие маленькой ширины реза, а низкий температурный режим в зоне реза обеспечивает защиту от деформации и плавления.
Гидроабразивная резка используется, в основном, в декоративной и художественной резке, где требуется высочайшая точность реза и минимальный расход металла.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.

Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.

Гильотинное
оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.

Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
ЧЕМ РЕЖУТ МЕТАЛЛ В ДОМАШНИХ УСЛОВИЯХ
Резка металла в домашних условиях производится при помощи механических устройств. К ним можно отнести как не промышленные модели станков, так и подручный инструмент. К наиболее часто используемым приспособлениям для резки металла в домашних условиях можно отнести:

Ручные ножницы для резки металла
Ручные ножницы позволяют резать металл толщиной до 3 миллиметров.

Пилы различного типа для резки
Пилы ручные, дисковые, торцевые, ленточные и маятниковые.

Болгарка для резки металлоизделий
Болгарка достаточно популярна и универсальна в домашних условиях.
ПОДРОБНЕЕ О ВИДАХ РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
Существует несколько видо ручных ножниц для резки металла, каждый из которых обладает своими особенностями, преимуществами и недостатками. Рассмотрим их ниже.
Гильотинные ножницы
- Не остается каких-либо механических дефектов;
- Наружное покрытие металла, который режут, сохраняется в прекрасном качестве;
- Высокий показатель точности резки;
Особенность гильотинных ножниц заключается в том, что в их строении предусмотрен нож, который движется строго в одной плоскости, что прекрасно подходит для разрезания металлических листов. Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.

Ручными ножницами практически невозможно разрезать металл средней толщины, а вот гильотинные ножницы с гидроприводом очень здорово себя показыают в показателях точности резки, так как они зачастую имеют ЧПУ-модуль, позволяющий "запоминать" типовые операции.
Шлицевые ножницы по металлу
Шлицевые ножницы позволяют резать металл по прямым и кривым произвольным линиям, благодаря чему, возможно выполнить качественную декоративную или фигурную резку металла. Работают такие ножницы от электродвигателя.

РАЗНОВИДНОСТИ ПИЛ ДЛЯ РЕЗКИ МЕТАЛЛА
Как и с ручными ножницами, существует несколько видов пил для металлорезки, которые обладают своими плюсами и минусами:
Дисковая пила
Самая легкая в работе пила. В дисковой пиле используются качественные диски из высокоустойчивых твердых сплавов или быстрорежущая специальная сталь, не подверженная температурному режиму. Основное ее применение - распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу - это ее распиловочный круг, ведь в зависимости от его диаметра, пила расширяет свой возможный спектр задач.

Из минусов можно отметить то, что хорошие дисковые пилы редко стоят дешево и имеют крупные габариты, что не всегда удобно.
Сабельная пила
Сабельная пила по своему образу схожа с электродрелью с удлиненной пилой, а по принципу работы - с электролобзиком. Существует 2 варианта сабельных пил: аккумуляторные и с зарядкой от сети.

Многообразие пильных полотен позволяет выполнять сабельной пилой различные задачи по резке металла. С сабельной пилой сложнее управляться, нежели с дисковой - для нее надо иметь правильные навыки и отличный глазомер.
Углошлифовальная машина
За этим серьезным названием скрывается знакомая всем болгарка. Интересно то, что изначально она разрабатывалась как инструмент для шлифования, однако теперь по функциональным качествам заменят сабельную и дисковую пилы.

Универсальность углошлифовальной машины позволяет проводить резку, шлифовку и полировку металлических изделий - для этого стоит просто купить необходимые материалы и комплектующие.
СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
При сравнении основных способов резки металла лучшими видами для промышленных масштабов признаны лазерная и плазменная резка металла.
- Доступна резка по любым кривым линиям;
- Возможность резать толстый металл практически любой толщины;
- Благодаря точности резки металла данными способами обеспечивается высокая точность;
- Универсальность выбора металла: возможность резки алюминия, оцинковки, нержавейки, титана, черных металлов и т.д. одним оборудованием;
- Экономия времени на этап подготовки металла к резке: благодаря высокой температуре лазерная и плазменная резка легко справляется с инородними примесями;
- Затраты на электроэнергию и воздух - достаточно низкие, как и на расходные материалы.
Что касается выбора наилучшего способа резки металла в домашних условиях, то здесь наибольшую популярность имеет углошлифовальная машина (болгарка). Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: "чем лучше резать металл дома".
ИТОГ: ЧЕМ ЛУЧШЕ РЕЗАТЬ МЕТАЛЛ
Отвечая на вопросы: "Чем режут металл" и "чем резать толстый металл", стоит отметить, что несмотря на доступность многих из перечисленных вариантов обработки, качество зависит не только от сложности оборудования, но и от профессионализма специалистов на нем работающих. Компания "Металик" имеет в своем арсенале оборудование для проведения всех видов резки металла любой толщины и конфигурации. Получить консультацию и оставить заказ вы можете на нашем сайте, или связавшись с нами по телефону.
Лазерная резка материалов большой толщины

Лазерная резка материалов большой толщины требует создания особых условий, поэтому далеко не каждый станок способен выполнять эту задачу. Учитывается не только толщина материала, но и его вид – металл или неметалл, а также скорость оборудования во время работы.
Как видите, нюансов много. И их желательно изучить перед стартом. Даже если вы не сами будете осуществлять лазерную резку, а отдадите процесс на откуп профессионалу, вводная информация вам все равно пригодится. Зная некоторые правила и секреты, будет проще принимать готовую работу.
Основные принципы лазерной резки
Лазерная резка является технологией, заменяющей в современном мире механические способы обработки металлов. Ее главные достоинства – удобство, экономичность и большой спектр возможностей при реализации проектов, в которых требуется гравировка и раскрой заготовок.

Говоря о лазерной резке материалов большой толщины, нужно понимать, что конструкция используемого станка включает в себя такие элементы:
- система излучения, преобразования;
- излучатель с резонаторами;
- управляющая система;
- органы управления;
- узел, отвечающий за перемещение лазера над рабочей поверхностью.
Конструкция устройства во многом зависит от типа оборудования. Последние бывают:
- Газовые. Предполагают наличие стеклянной колбы, излучающей трубки и системы накачки инертных газов, таких как неон и гелий.
- Твердотельные. Обязательными элементами являются лампы накачки, импульсные лампы, рабочее тело, то есть рубин, и система отражающих полупрозрачных зеркал.
- Газодинамические. Устанавливается сопло для ускорения газов, система охлаждения.
При лазерной резке материалов, в том числе большой толщины, используется пучок плотностью 100 МВт/см 2 . Под его действием происходит быстрый разогрев и плавление поверхности заготовки. Благодаря теплопроводности раскраиваемого материала, луч проникает вглубь него, и как только в зоне нагрева достигается температура кипения, металл начинает испаряться.
Мощность луча влияет на то, какая обработка может выполняться при помощи конкретного оборудования. Лазерные установки способны осуществлять:
Первый подход считается наиболее выгодным при раскрое деталей, поскольку:
- ресурс лазера выше, чем в процессе испарения;
- ниже расход электроэнергии;
- возможна подготовка заготовок разной толщины;
- система управления обеспечивает точную регулировку луча, а именно его фокусировку, угол наклона;
- торцы раскроенных деталей отличаются высоким качеством;
- снижается вероятность образования окислов за счет добавления газов.
Испарение используют при работе с заготовками небольшой толщины. Поскольку данный метод отличается серьезным энергопотреблением, его редко применяют на практике, ведь такое производство деталей экономически нерентабельно.
Принцип действия лазера следующий: в трубке образуется лазерный пучок и проходит через три зеркала, после чего попадает на фокусирующую линзу, откуда направляется к месту резки. Пройденное лучом расстояние принято называть оптическим трактом. По мере движения мощность луча падает, из-за чего данный показатель на месте резки ниже, чем в лазерной трубке. Нужно понимать, что длина оптического тракта зависит от размера рабочего поля.
Особенности лазерной резки материалов большой толщины
Чаще всего лазерной резке подвергают большие толстые листы, например, фанера продается по 1,5 м 2 . Перед лазерной резкой материалов большой толщины нужно точно знать, предполагается ли предварительный раскрой листа и фрагмент каких габаритов отправится под лазер. На основании этих сведений подбирают размер рабочего поля лазерного станка – важно, чтобы он соответствовал параметрам обрабатываемого листа.

Также, говоря об особенностях лазерной резки материалов большой толщины, нужно отметить следующие нюансы:
- Фокусное расстояние линзы. В голове лазерного станка находится линза с определенным фокусным расстоянием, которое принято обозначать в дюймах. Линзы бывают коротко-, средне- и длиннофокусные – от данной характеристики зависит допустимая толщина реза.
Так, раскрой материала толщиной от 10 мм осуществляют при помощи среднефокусной линзы на 63–70. Зависимость простая: чем толще материал, тем большее требуется фокусное расстояние. Однако на фоне использования большего фокусного расстояния неизбежно происходит снижение эффективности работы. Это связано с тем, что вместе с увеличением длины фокуса меняется глубина реза, а скорость раскроя сохраняется на прежнем уровне.
Сила потока воздуха зависит от мощности компрессора. Однако практика показывает, что чем большую силу имеет струя, тем чище получается рез. Кроме того, благодаря подобной защите цвет материала по кромке реза останется неизменным.
Во время лазерной резки материалов большой толщины штатный компрессор показывает себя как недостаточно эффективный. Его необходимо модернизировать, чтобы увеличить напор воздуха, а значит, и мощность его подачи в область раскроя.
Толстые материалы, которые можно подвергать лазерной резке
- Нержавеющая сталь. Более концентрированный источник света создает меньшее пятно, при этом обеспечивает большую глубину фокуса. По этой причине оптоволоконные лазеры справляются с быстрым раскроем тонких листов, а материалы средней толщины режут более эффективно. С нержавейкой и тонкой низкоуглеродистой сталью толщиной до 6 мм волоконный лазер мощностью 1,5 кВт справляется за то же время, что и CO2-лазер на 3 кВт.

- Легированная сталь. Большая часть легированных сталей хорошо поддается раскрою лазером, при этом достигается высокое качество реза. Исключением являются инструментальные стали с высоким содержанием вольфрама и горячекатаные штамповые стали – при подобной обработке неизбежна эрозия и образование липкого шлака.
- Углеродистая сталь. Благодаря современным системам удается осуществлять лазерную резку данного материала большой толщины. А именно: производится раскрой пластины толщиной до 20 мм, а щель тонкой пластины может быть сужена до 0,1 мм. Лазерная резка низкоуглеродистой стали отличается совсем небольшой зоной термического воздействия, она плоская, гладкая, имеет хорошую вертикальность. При обработке высокоуглеродистой стали достигается более высокое качество кромки, однако при этом не избежать большей зоны термического влияния, чем при работе с низкоуглеродистой сталью.
- Алюминий и сплав. В данном случае речь идет о плавильной резке. При помощи вспомогательного газа из зоны обработки удаляется расплавленный материал, за счет чего получается кромка более высокого качества.
- Поролон. Обычно лазер используют для разрезания поролона толщиной 4-5 см. С этой целью применяют длиннофокусную линзу на 100, поскольку при работе с материалом такой большой толщины фокус нельзя оставлять на поверхности, его необходимо опустить вглубь поролона. Нагревание приводит к тому, что материал становится липким, поэтому необходим хороший обдув, регулируемый за счет мощности компрессора.
- Эва (этилвинилацетат). Данный материал известен как пена и имеет толщину 6–10 мм. Его часто режут при помощи лазера с использованием сильного компрессора, так как во время раскроя получается много грязи.
- Резина. Если необходимо разрезать резину толщиной от 5 мм, ее перегрев может привести к возгоранию. Избежать этого при лазерной резке материала большой толщины позволяет использование компрессора.
Правила резки толстой фанеры и дерева на лазерном станке
Процесс резания предполагает применение определенных функций оборудования. Так, при обработке материалов толщиной 8–10 мм используют лазерные трубки мощностью 120 Вт.

Ход работы таков:
- подготовка будущего рисунка – на данном этапе параметры изображения заносятся в память ПО в электронном виде;
- обработка заготовки лазером.
При лазерной резке материалов большой толщины основным параметром считается мощность лазерной трубки. Данная характеристика устанавливается на основании особенностей заготовки. При превышении оптимальной мощности неизбежно происходит увеличение ширины реза.
Рекомендуем статьи по металлообработке
При изготовлении детали необходимой формы или чернового изображения допускается перемещение лазерного излучателя с максимальной скоростью. Но в результате работы на предельных скоростях происходит потемнение краев изделия. Для получения как можно более высокого качества раскроя рекомендуется использовать лазерный станок с ЧПУ.
Лазерная резка фанеры или натурального дерева невозможна без понимания ключевых тонкостей процесса и устройства. Основным минусом данной технологии специалисты называют высокую цену комплекта оборудования. Тем не менее, вложения оправдывают себя, поскольку аппаратура обеспечивает быструю обработку и высокое качество готового изделия.
Благодаря мощности лазера и его параметрам удается получить результат, который остается недостижимым при применении механической обработки. Лазер может использоваться на одном из этапов технологической цепочки или применяться в домашних условиях.
Раскрой лазером сопровождается формирование минимальных швов, а значит, происходит максимально точная обработка изделия.
Лазерная резка материалов большой толщины имеет такие тонкости:
- Вблизи места реза заготовка всегда темнеет. Поэтому нужно выставить требуемый обдув, чтобы избежать появления нагара. Либо можно удалить дефект с готового предмета при помощи наждачной бумаги, окрашивания или покрытия лаком.
- Разрезание происходит без приложения физических усилий.
- Качество детали зависит от исходного состава материала, задействованного оборудования и подобранных настроек.
- Для раскроя большого количества фанерных заготовок необходима система, в которую входит вытяжка. Если работы выполняются дома, промышленную вытяжку может заменить местная вентиляция.
- Лазерная резка не сопровождается образованием стружки, что упрощает уборку.
- Перед раскроем с поверхности заготовки необходимо удалить загрязнения, пыль.
- Нельзя пользоваться лазером для обработки материала с лакокрасочным покрытием.
Фанеру для получения заготовок выбирают в соответствии с такими правилами:
- Она должна быть сухой, ровной, поскольку искривление листа негативно отразится на качестве обработки. Важно, чтобы материал имел единую толщину по всей площади, иначе в работу поступит лист с волнистой структурой и луч лазера не сможет сфокусироваться для гравировки. Все это негативно отразится на результате лазерной резки материала большой толщины.
- Лучше избегать раскроя деталей, имеющих толщину более 10 мм. Дело в том, что фанера представляет собой клееные листы шпона, а в основе клеевого состава лежат формальдегидные смолы. Лазер не может резать смолу, и в местах ее переизбытка появятся дефекты. Также нужно понимать, что толстые заготовки режут на меньших скоростях, из-за чего может происходить обугливание кромок.
- Рекомендуется отдать предпочтение листам без сучков, поэтому наиболее подходящим вариантом считается фанера первого и второго сорта. Лазер плохо справляется с подобными дефектами материала и даже может испортить всю работу.
Еще один важный факт: фанера из твердых пород дерева имеет гораздо более светлый оттенок, поэтому на ней лучше получается выжигание. Линии реза кажутся темнее и могут быть менее глубокими, чем на иных материалах.
Зависимость скорости лазерной резки от толщины стали
При работе с инструментальными сталями выставляют стандартные настройки: мощность лазера 400 Вт, скорость раскроя примерно 1,7 м/мин. В результате получаются заготовки высокого качества, вне зависимости от конкретного вида металла или сплава.
Выбирая параметры для лазерной резки материалов большой толщины, необходимо помнить об их зависимости от толщины металла:
- Для обработки листа толщиной 1 мм используется установка мощностью 100 Вт и скорость реза примерно 1,6 м/мин.
- Металл толщиной 1,2 мм режется лазером мощностью более 400 Вт при скорости 4,6 м/мин.
- Более толстый лист от 2,2 мм предполагает использование лазера мощностью 850 Вт при скорости около 1,8 м/мин.
Обработка нержавеющих сталей производится при таких параметрах:
- Толщина заготовки в 1 мм требует применения лазерной установки мощностью 100 Вт при скорости реза до 1 м/мин.
- Материал толщиной 1,3 мм раскраивается при мощности 400 Вт и скорости 4,6 м/мин.
- Нержавейка толщиной 2,5 мм может быть обработана также при 400 Вт, однако необходимо снизить скорость до 1,3 м/мин.
- С металлом толщиной 3,2 мм можно продолжать работать на аналогичной мощности, еще снизив скорость до 1,1 м/мин.
Раскрой листов из сплавов титана предполагает следующую настройку:
- Толщина металла 0,6 мм требует использования лазерной установки на 250 Вт при скорости 0,2 м/мин.
- Материал толщиной 1 мм раскраивается при лазерной мощности не менее 600 Вт и скорости 1,5 м/мин.
При выборе между плазменной и лазерной резкой материалов большой толщины необходимо отталкиваться от типа и толщины заготовок. Также не стоит забывать о таком факторе, как цена, ведь лазерная установка отличается высокой стоимостью. Но часовая стоимость работы плазменного станка оказывается выше, когда требуется вырезать много отверстий в детали.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Резка листового металла: правила и особенности

Существуют несколько методов резки листового металла, выбор которых зависит от поставленных задач. Очевидно, что покупать лазерный станок для бытовых вопросов никто не будет, равно как и использовать ручной труд на производстве. Но выбор между, например, лазерной и плазменной технологией уже не так очевиден.
К тому же нередки ситуации, когда скорость и дешевизна важнее всего, поэтому выбирать точные способы не стоит. В нашей статье мы расскажем, какие методы раскроя листового металла существуют, и приведем критерии, по которым вы сможете выбрать оптимальный для себя.
Механические методы резки листового металла
Ленточнопильная резка
Этот способ раскроя основан на использовании станка для резки листового металла с режущим ленточным элементом. Данная лента представляет собой полосу из зубьев, ширина между которыми зависит от металла в обработке. Эта техника обладает довольно хорошей чистотой обработки и отличной производительностью. На этом современном оборудовании скорость может достичь 10 сантиметров в минуту, а ширина реза не превышает 2 мм.

Лентопильная резка подходит для обработки почти каждого сплава. Один из ее плюсов – это возможность сделать рез под необходимым углом. А вот минус – это неосуществимость фигурной резки. Еще к минусам можно отнести ограниченность высоты заготовки ввиду специфики станка.
Гильотина
Резка листового металла гильотиной очень часто используется на различных предприятиях в сфере металлообработки. Рез при использовании гильотинных ножниц получается вполне ровный, но он исключительно прямолинейный. При применении этой технологии опыт работника сильно сказывается на качестве среза. Человеческий фактор играет важную роль.
Толщина металла, который можно разрезать таким способом, зависит от вида привода исполнительного механизма. Если речь идет о станке с гидравлической подачей, в нем высота заготовки не может быть больше 6 мм.
Гидроабразивная резка
Такой метод резки листового металла используется при обработке материалов разной твердости, и не только металлов. Это и конструкции из железобетона, и камень, и бетон, и прочие. Суть этого метода заключается в использовании силы воды и абразивных материалов. Смесь из этих составляющих насосом высокого давления (может достигать 6000 атмосфер) прогоняется через выпускное сопло очень маленького диаметра, развивая скорость в несколько раз выше скорости звука. Таким образом происходит резка.
Этот метод в современном мире принято считать самым прогрессивным. Замечательно то, что если металл не очень толстый, то для его резки можно вообще обойтись одной водой. То, насколько быстро порежется металл, зависит от его толщины.
Например, лист из стали в 1 мм толщиной будет резаться со скоростью 3 метра в минуту. А если деталь толстая (к примеру, 10 см), то времени понадобится гораздо больше – скорость раскроя составит в среднем 2,5 см за минуту. Высокотехнологичные станки могут резать металл до 30 см толщиной.
Но у такой технологии есть существенный минус: она довольно дорогая. Около 50-60 долларов США будет стоить час работы оборудования при условии, что применяются абразивные материалы, а не только вода.
Если нет возможности или нельзя использовать резку, при которой происходит процесс нагревания или выделения тепла, то все вышеперечисленные способы подойдут. Например, в службе спасения, когда по понятным причинам термическая обработка невозможна, на помощь приходят передвижные установки для гидроабразивной обработки и разнообразный инструмент для резки.
Термическая резка листового металла
Газовая резка металла
Резка металла газом – это способ, при котором без контакта с поверхностью ее резка происходит за счет кислорода, газа и высокой температуры. Узконаправленный огненный поток греет поверхность там, где ее нужно разрезать, одновременно убирая окислы, появляющиеся на плоскости листа металла, который подвергается резке.
Пламя с постоянной скоростью движется по линии разреза. Чтобы раскроить металл таким способом, нужно постоянно сохранять одинаковое расстояние между нижней точкой резака и листом металла, при этом скорость должна быть неизменной.

В чем особенности резки газовым резаком:
- можно кроить листы из титана;
- есть возможность раскройки нескольких слоев материала одновременно;
- можно работать по шаблону.
Важно помнить, что высоколегированную сталь и алюминий таким методом разрезать нельзя!
Плазменная резка металла
Плазменная резка листового металла — это способ, в основе которого лежит использование струи плазмы в качестве резака. Такая резка является термической. Плазма генерируется в среде ионизированного газа, металл плавится, подвергаясь воздействию электрической дуги прямого давления, создаваемого плазмотроном.
Поток плазмы нагревается до 300000. Данная технология работы с металлом подразумевает применение как активных газов – кислорода и воздуха, так и неактивных – азота, водорода и аргона.

Специфика резки плазмой:
- возможность делать высокоточный скос кромок под нужным углом;
- можно раскроить лист, достигающий в толщину 1500 мм;
- метод дает высокое качество поверхности разреза, при этом скорость реза тоже высокая;
- нет ограничения по форме металла;
- нет необходимости дополнительно обрабатывать края реза: резка происходит по контуру с максимальной точностью;
- ввиду такой высокой точности можно резать делали сложнейшей конфигурации;
- плазменная резка подходит для работы с любыми сплавами: тугоплавкими, тяжелыми или цветными.
Метод плазменной резки обладает высокой продуктивностью и поэтому часто используется при фигурной и прямолинейной раскройке профильного и листового проката.
Лазерная резка металла
Лазерная резка листового металла производится лазером высокой мощности. Он используется на производственных линиях. Есть два режима: импульсно-периодический или непрерывный. Установка может работать в одном из них. Ввиду сфокусированности луча лазера резке таким способом можно подвергать любой сплав. Точность раскроя будет высокой.

Кроме большой точности, лазерная резка дает отличное качество поверхности реза, которое сочетается с высокой производительностью. Детали можно изготовить как объемные, так и плоские. При этом контуры деталей могут быть весьма сложными.
Какие же преимущества над другими методами резки есть у сквозного прожига лазерным лучом?
- Нет физического контакта резака и поверхности.
- Раскрой тонких листов стальных сплавов осуществляется с высокой скоростью.
- Таким методом можно работать с тугоплавкими и высокотвердыми металлами.
- Эту технику реза можно применить для работы с легкоформирующимися и тонкими материалами.
Существуют разные типы лазеров: волоконной, газовый, твердотельный. Их применяют для разных типов сплавов металлов.
Ручные способы резки листового металла
Ручные ножницы
Такими ножницами разрезают материалы, толщина которых не превышает 3 мм. Резцы бывают нескольких типов:
- Для прямого реза.
- Пальцевые. Они, в свою очередь, делятся на зеркальные и прямого вида. Используются для реза сложных форм.
- Для криволинейного реза.
- С двумя типами лезвий: одно с фиксацией, закрепленное в верстак, и другое подвижное.
Ручная резка листового металла часто производится пилой. Существует несколько видов:
- Торец циркулярной пилы изготавливается из твердосплавных или абразивных напаек.
- Ручные пилы закрепляются в особой раме, которая имеет С-образный вид.
- Приводом дисковой пилы является ручное приспособление или электродвигатель.
- Торцевые пилы совершают резку под любыми углами.
- Отличительная черта маятниковой пилы – это твердосплавная напайка на торцевой стороне.
Углошлифовальная машина – это машина для резки, по-другому именуемая болгаркой. У нее есть несколько плюсов по сравнению с другими устройствами:
- Небольшая масса и размеры удобны для применения в работе.
- Ей можно резать изделия разной толщины.
- Сменные диски бывают различных конфигураций.
Критерии выбора промышленного способа резки листового металла
Когда встает вопрос о необходимости на выходе иметь точные детали, вопрос об использовании механического способа резки даже не встает.
Как определиться с оптимальным методом резки для каждого конкретного случая?

Первым делом отталкивайтесь от толщины металла.
- Материал толщиной до 20 мм можно резать лазерным методом.
- Материал толщиной до 30 мм можно резать плазменным или лазерным методом.
- Материал толщиной до 65 мм можно резать плазменным или гидроабразивным методом.
- Материал толще 200 мм лучше резать газокислородным методом.
- Материал толще 50 мм можно резать газокислородным или гидроабразивным методом.
- Материала толще 30 мм можно резать гидроабразивным, плазменным или газокислородным методом.
Во-вторых, определитесь, насколько точные края вам нужны.
- Хватит ли вам качества, которое достигается плазменной резкой? Для большинства производств такого качества достаточно.
- Если тепловое воздействие, которое возникает при лазерной, газокислородной или плазменной резки, недопустимо, то ваш вариант – гидроабразивная резка.
Цена или производительность, что в приоритете?
- Если вам очень важна производительность, то гидроабразивная резка вам не подойдет.
- Если у вас нет особых бюджетов для вложений и стоимость эксплуатации станка не должна быть высокой, то стоит присмотреться к газокислородной резке.
Что еще нужно учитывать?
- Если появление окалины на нижней части пластины недопустимо для вас, то можно использовать гидроабразивную или лазерную резку.
- Если отверстия на поверхностях должны быть абсолютно круглыми с ровными краями, значит, ваш вариант – это гидроабразивная или лазерная резка.
- Если можно резать с применением более 4 горелок, то плазменную и лазерную резку лучше не рассматривать, потому что газокислородная технология будет более продуктивной. Но учитывайте, что работа с несколькими горелками делает резку более дорогой. Поэтому ваши траты на станки на начальном этапе будут выше, чем при использовании других технологий.
При резке гидроабразивным методом работает один повышающий давление насос с несколькими режущими соплами. Важно, чтобы производительности насоса хватало на обеспечение работы нескольких головок. Ограничение лазерной резки – это только одна режущая головка, при этом волоконные лазеры могут резать несколькими головками одновременно.
Еще стоит обратить внимание на такой фактор, как способность резать одну деталь с применением нескольких технологий одновременно. Лучше всего «дружат» в процессе резки гидроабразивная и газокислородная, гидроабразивная и плазменная технологии. Лазерную и газокислородную, лазерную и плазменную технологии стало возможным сочетать благодаря применению волоконных лазеров.
Зачем использовать несколько технологий в одном процессе? По одним контурам можно резать медленно и точно, а по другим – быстро и дешевле. В итоге мы получаем расходы ниже при необходимой точности, чем в случае, когда вся деталь нуждается в высокоточной обработке.
Не всегда бывает просто выбрать метод резки, потому что иногда пересекаются и толщины металлов в том или ином методе, и сходные возможности некоторых технологий. Поэтому те компании, которые режут различные металлы и имеют дело со стальными изделиями, в большинстве случаев выбирают станки, поддерживающие как минимум две технологии резки. Это дает возможность попробовать несколько методов, сравнить получившиеся изделия и выбрать нужный вариант для финальной резки.
Типы резки металла

Резание металла – один из основных технологических процессов металлообработки. Используется он при необходимости разделения на несколько частей листовой или сортовой заготовки. В современном производстве применяются высокоточные и экономичные типы резки металла, позволяющие быстро и с минимальными потерями материала получить изделия необходимой конфигурации.
Основные типы резки металла
Существуют следующие типы резки металла:
1. Холодный (механический). Резка происходит за счет механического воздействия на металл специальным режущим инструментом, изготовленным из материала с твердостью, намного большей, чем жесткость обрабатываемого изделия. Применяются следующие инструменты:
- гильотина;
- ленточнопильный станок;
- дисковая (циркулярная) пила и «болгарка».
2. Горячий (термический). Обрабатываемая заготовка расплавляется по линии разреза, а остатки металла удаляются газом. Горячий тип резки металла подразделяется на следующие виды резания:
- газокислородный;
- лазерный;
- плазменный.
Но не все типы резки металла – как холодной, так и горячей – позволяют получить изделие заданной чистоты. Остановимся более подробно на каждом из вышеперечисленных способов.
Холодные типы резки металла
Резка металла механическим способом – это сложный процесс, потому что металлические изделия обладают высокой прочностью и твердостью. К холодным типам резки металла относятся:
Резка с помощью гильотины.
При таком способе резания используются специальные механические инструменты – ножницы и ножи по металлу. Заготовка устанавливается на рабочий стол и закрепляется прижимной балкой. Затем с помощью специального лезвия производится резка. В результате получается идеально ровный край, без лишних кромок, заусенцев и зазубрин. Режут материал сразу по всей ширине листа, поэтому кривизна среза нулевая.

В настоящее время используются следующие виды гильотин для рубки металла:
- ручные;
- гидравлические;
- пневматические»
- электромеханические.
Они не отличаются друг от друга по принципу действия, но последние три вида дополнены электроникой, обеспечивающей точность и безопасность резки. Также есть станки, которые могут резать металл не только поперек, но и вдоль. Чаще всего гильотинный тип обработки применяют при заготовительных работах.
Недостатки данного способа:
- Может применяться не для всех типов металлов и имеет ограничения по толщине заготовки. Например, гидравлические станки предназначены для металла толщиной до 6 мм.
- Полученные в результате резки заготовки часто не соответствуют нужному размеру, так как точность обработки зависит от квалификации оператора.
- Невозможно осуществить фигурную резку.
Ленточнопильная резка.
В настоящее время этот тип резки металла очень популярен по причине невысокой стоимости оборудования, хорошей производительности и несложного обслуживания. Режущим инструментом является ленточная пила, натянутая на шкивах.
Современные ленточнопильные станки (ЛПС) дополняются разнообразным оборудованием и электроникой, благодаря которым агрегат легко встраивается в конкретную производственную линию. Скорость резки подобной машины в среднем составляет около 100 мм/мин и выше.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Способ резки на ЛПС позволяет добиваться точного соответствия заданным параметрам, а место разреза не нужно дополнительно обрабатывать. Метод хорош для высокоточных изделий и деталей с гладкой поверхностью. ЛПС подходит для любого металла, а ширина реза составляет всего 1,5 мм.

При таком типе резке металла важно соблюдать ряд условий:
- точный выбор шага зубьев режущего полотна в соответствии с сечением распиливаемого профиля с помощью специальных таблиц;
- скорость подачи;
- скорость резки.
ЛПС позволяет резать металлическую заготовку под углом, что является большим преимуществом по сравнению с гильотиной.
К недостаткам этого типа резки металлов относятся невозможность получить фигурный рез и ограничение размера заготовок в зависимости от возможностей станка.
Резка металла циркулярной пилой и «болгаркой».
С помощью циркулярной пилы делают точные разрезы хорошего качества. Этот инструмент позволяет контролировать угол разреза.
К недостаткам такого типа резки относят большое количество отходов, невысокую скорость и маленькую глубину разрезания.

Для резки профильного проката можно использовать болгарку. На месте среза не остается окалины и окислов, мало отходов.
Но низкая производительность при таком типе резки металла является его главным недостатком по сравнению с другими способами.
Горячая резка металла
Современное промышленное производство требует высокопроизводительных способов металлообработки, позволяющих выпускать максимально возможное количество заготовок заданного качества в минимальные сроки. Этим требованиям отвечают горячие типы резки металла.
Газокислородная резка.
Принцип работы основан на том, что в чистом кислороде при температуре выше +1000 °C металл плавится и выгорает. Место реза предварительно разогревается до температуры воспламенения материала. В качестве разогревающего газа обычно используется ацетилен. На время прогрева влияют толщина металла, его марка и состояние поверхности заготовки.
После того как место разреза прогревается, в сопло резака подается струя горящего кислорода. Она прорезает заготовку по всей толщине, плавно перемещаясь вдоль линии реза. В процессе горения кислорода также удаляются окислы, образующиеся на поверхности полуфабриката.

Для того чтобы разрез получился качественным, важно соблюдать одинаковое расстояние между резаком и заготовкой во время обработки. Это нелегкая задача при использовании ручного газокислородного резака. В случае автоматизации процесса резание происходит на большой скорости кислородом высокого давления, в результате производительность работы и качество среза значительно возрастают.
Уникальность способа заключается в возможности:
- разрезания заготовок большой ширины;
- обработки изделий из титана.
К недостаткам газокислородной резки относятся:
- невозможность использования при резке цветных металлов (меди, алюминия), хромоникелевых и высокоуглеродистых сталей;
- большая ширина реза, образование окислов, наплывов, невысокое качество;
- невозможность обработки криволинейных поверхностей;
- изменение физических свойств материала в области разреза в результате высокотемпературного воздействия.
Плазменная резка металла.
Тип резки при помощи плазмы основан на принципе интенсивного расплавления металла по линии разреза за счет теплового воздействия сжатой электрической дуги и последующего его испарения. Под воздействием электрической дуги образуется полностью или частично ионизированный газ, или плазма. Температура внутри газоплазменного потока достигает +15 000…+20 000°С, что позволяет в разы увеличить производительность процесса по сравнению с газокислородной резкой, а также избавиться от недостатков последней.

Из всех перечисленных типов резки металла в настоящее время благодаря своим преимуществам плазменная обработка является оптимальным выбором для современных металлообрабатывающих производств:
- плазменный рез высокоточен и не оставляет наплывов;
- позволяет резать по кривым линиям;
- исключается изменение физических свойств металла (перекаливания) за счет узконаправленного нагрева участка резки;
- можно производить резку титана, меди, чугуна, специализированных марок стали, не меняя инструмента;
- оборудование не имеет баллонов с взрывоопасным газом, соответственно, не требует заправки и доставки этих емкостей;
- не требуется особого режима соблюдения мер пожарной безопасности;
- отсутствует подготовительный этап очистки, потому что высокотемпературное воздействие эффективно удаляет посторонние примеси (в виде ржавчины, грязи, краски), качество разреза остается неизменным;
- не нужны специальные присадки для цветных металлов, используется дешевая электроэнергия и воздух, расходные материалы – только сопла и электроды, поэтому плазменная резка металлов – экономически выгодный технологический процесс.
Недостатки данного типа резки металла:
- Из-за воздействия высоких температур изменяются свойства кромок заготовки. Они становятся более твердыми, часть материала теряется, поэтому нужны дополнительные затраты на обработку края. В любом случае качество кромок после плазменной резки значительно лучше, чем после газокислородной: нет окалины, ширина зоны с цветами побежалости в пять раз меньше.
Лазерная резка металла.
Данный тип относится к инновационным технологическим процессам. Суть его – в интенсивном воздействии на металл узкого лазерного луча, обладающего стабильной частотой и длиной волны. Он может фокусироваться на небольшом участке поверхности с помощью оптики, управляемой специальной компьютерной программой. Благодаря такому технологическому решению лазерная резка имеет непревзойденные параметры точности.
Высокая плотность энергии, характерная для направленного и узко концентрированного лазерного излучения, позволяет нагреть и испарить строго определенный участок металлической заготовки.
Лазерная резка происходит следующим образом:
- нагревание до температуры плавления по линии реза;
- расплавление металла;
- погружение в толщу разрезаемого материала.
При погружении лазерного луча внутрь металла происходит повышение температуры, в результате чего материал расплавляется и закипает. Этот процесс потребляет много энергии, поэтому для ее экономии в зону разреза подается вспомогательный газ, с помощью которого происходит плазменная резка. В зависимости от теплотехнических свойств материала заготовки, вспомогательными газами могут быть обычный воздух, азот, кислород, инертный газ.

Достоинства лазерного типа резки металла:
- максимально узкие резы;
- отсутствие деформации при резании тонких листов стали и мягких полуфабрикатов;
- возможность точного раскроя по сложным контурам;
- минимальное количество неровностей;
- маленькая площадь термического воздействия;
- универсальность метода – подходит к любым сплавам;
- несложное управление станком лазерной резки.
Единственный недостаток лазерной резки – небольшая допустимая толщина металла.
Чем хороша гидроабразивная резка металла
Гидроабразивная резка металла – принципиально иной по сравнению с остальными метод металлообработки. Он отличается от способов горячей резки тем, что не изменяет физико-механические свойства материала заготовки. При таком типе резки металла отсутствует деформация краев – их оплавление и сваривание.
Технологический процесс основан на использовании насоса сверхвысокого давления – до 6 000 бар, который через сопло диаметром 0,1 мм подает воду со специальным абразивом, образующую узконаправленную струю, способную разрезать сталь толщиной до 30 см. Скорость резки листа толщиной 1 мм на гидроабразивной установке может достигать 2,7 м/мин.

Основные достоинства лазерного типа резки металлов:
- Обрабатываемая поверхность не нагревается, потому что подаваемая струя воды моментально охлаждает рабочую область.
- Гидроабразивная резка справляется с самыми сложными конфигурациями и профилями любых заданных параметров.
- Не требуется дополнительных работ по обработке края в виде шлифования, качество разреза получается очень высоким.
- Ручные установки для гидроабразивного типа резки пригодны для использования под водой, глубина работ может достигать нескольких сот метров. Один насос высокого давления способен подавать воду одновременно на две-три установки.
- Экономичность – даже по сравнению с плазменной гидроабразивная резка выигрывает, при этом скорость разрезания может достигать 30 000 мм/мин без ухудшения качества разреза.
- Безопасность – станки для гидроабразивной резки идеально использовать в цехах с повышенной взрывоопасностью, а также с использованием легковоспламеняющихся материалов, так как гарантируют отсутствие искры, нагревания поверхности.
Основными недостатками гидроабразивных станков являются высокие эксплуатационные расходы и шумовой фон во время применения.
Самые последние технологические разработки в области резки металла предоставляют новые возможности для резания заготовок большой толщины. Это оборудование для ультразвуковой, криогенной и электроимпульсной обработки. Пока на нашем рынке оно не получило широкого распространения из-за высокой стоимости и сложности управления.
Какой тип резки металла выбрать
Выбирая тип резки металла для производства, прислушайтесь к советам профессионалов.
Технологи по металлообработке советуют обратить внимание на 10 признаков идеального способа резания:
- Увеличение скорости обработки со стабильным качеством.
- Чистый срез без остаточных следов и деформаций.
- Возможность резки металлов разной толщины.
- Износостойкость режущего инструмента.
- Возможность обработки поверхностей с посторонними загрязнениями.
- Возможность фигурной резки.
- Вариативность профиля разреза.
- Возможность совмещения с другими технологическими операциями (например, со снятием фаски).
- Простая управляемость.
- Экономичный раскрой.
Просто выберите технологический процесс, который будет совмещать максимальное количество рекомендуемых признаков для конкретного случая.
Читайте также: