Сатиновое покрытие для металла
Обновлено: 16.05.2024
Сатинирование – эффективный и надёжный процесс обработки сталей
Сатинирование нержавеющих сталей – это процесс обработки, при котором поверхность становится идеально гладкой и приобретает характерный блеск. Оно часто используется при изготовлении элементов декора и деталей для технологического оборудования. Сатинированная сталь имеет одно важное преимущество – идеально гладкая, практически глянцевая поверхность.
Суть процесса
Сатин в переводе с французского означает атлас. Неудивительно, что в процессе обработки на поверхности метала отсутствуют какие-либо шероховатости. Она напоминает гладкий шелковистый атлас. При этом важно знать, что нержавеющий металлопрокат, обработанный до зеркального блеска, быстро теряет эту характеристику, на нём легко появляются царапины, при эксплуатации он тускнеет.
Самой практичной и долговечной обработкой является сатинирование. Поверхность металла становится гладкой, но при этом устойчивой к факторам окружающей среды. Даже если на ней образуются мелкие повреждения во время эксплуатации, их практически не видно. Обработка повышает износоустойчивость изделий, делает их эстетически более привлекательными.
Инструменты и приспособления
Сатинированная сталь получается в процессе шлифования и полировки поверхности. Эти процессы можно производить вручную или при помощи специального оборудования. В первом случае необходимо вооружиться шлифовальными листами, понадобится шлифок. Для сатинирования лучше использовать пневматический напильник. Также понадобятся шлифовальные ленты и машинка для барабанного вида. На производственных предприятиях сатинированная сталь получается при помощи специальных агрегатов.
Механизм обработки
Сатинирование условно можно разделить на несколько основных процессов: устранение шероховатостей, наведение блеска. Для этого металл проходит следующие этапы:
- Зачистка поверхности. Если на металле есть сварной шов и другие дефекты, их нужно удалить. Для этого можно использовать фибровые круги. В зависимости от размера шва и прижогов используют разные по размеру зёрна шлифовки. В результате появляется ровная гладкая поверхность, готовая к следующему этапу.
- Уменьшение шероховатости обрабатываемого участка. В зоне бывшего шва нужно провести обработку при помощи фибрового круга с меньшим размером зёрен. Такая подготовка облегчит дальнейшую полировку. Она устраняет риски от прошлого этапа и делает сталь более ровной.
- Выполнение направленной шлифовки. Для получения ровного стыка между соединёнными деталями используют жёсткий барабан с шлифовальной насадкой. Обычно его устанавливают на пневматическую машину через переходник.
На этом этапе нужно использовать металлический скотч или алюминиевую ленту. Их стоит прикрепить к поверхности и начать шлифовку свободного участка. Барабанная насадка должна вращаться по направлению к скотчу. Таким образом он не будет задираться, деформироваться или отклеиваться. Не начинайте работу с максимального режима и умеренно прижимайте машинку. Толщина скотча всего 0,15 мм, поэтому его можно легко сошлифовать чрезмерно абразивным материалом. В результате должен получиться равномерный рисунок по всей поверхности. Такую процедуру нужно проделать со всех сторон.
- Финишное сатинирование. Это заключительный шаг, который позволяет максимально сгладить дефекты предыдущей шлифовки. С его помощью можно устранить переходы между зонами. На этом этапе поверхность приобретает равномерный, но не интенсивный блеск. Лучше всего использовать специальный валик для сатинирования. Шлифовку делают с металлическим скотчем и без него.
На первом этапе подходят фибровые круги с крупным зерном. Далее следует использовать шлифовальные листы. Если требуется восстановить повреждённую при сатинировании деталь, можно задействовать шлифок. Важно правильно подбирать зернистость кругов. Для этого рекомендуется использовать черновые детали.
Области применения
Нержавеющая сталь, обработанная методом сатинирования, имеет атласный вид. Такие предметы выглядят стильно, элегантно и дорого. За подобными вещами легко ухаживать, они долго сохраняют привлекательный вид. Сатинированная сталь применяется для создания:
- предметов интерьера и светильников;
- посуды и столовых принадлежностей;
- мебельных элементов;
- лестниц, перил и перегородок;
- сантехники;
- деталей для технологического оборудования и пр.
Элементы из сатинированной стали отлично подойдут для оформления интерьера в стиле минимализма или хай-тека. Она не очень хорошо сочетается с деревом и текстилём из натуральных тканей.
«Ориннокс» – поставщик качественной стали
Любую обработку легче производить, если иметь дело с качественным продуктом. Компания «Ориннокс» – лидер среди металлотрейдеров РФ. На сайте можно заказать сатинированную сталь и подробнее узнать о других продуктах.
Что такое сатинирование нержавеющих сталей и зачем его делать?

В настоящее время для создания конечных компонентов декора или различных деталей конструкторских изделий в промышленности очень часто используют нержавеющую сталь.
Завершающим этапом абразивной обработки такой поверхности чаще всего служат полировка или сатинирование.
«Зеркальная» полировка нержавеющей стали сохраняет свою популярность в декоративной обработке изделий, но и здесь есть свои недостатки. Такая поверхность не может долго оставаться «зеркальной». Она царапается в ходе эксплуатации, тускнеет, теряет свой декоративный внешний вид.
Наиболее практичной и универсальной обработкой металлической поверхности сегодня является сатинирование. Поверхность приобретает «рисунок» направленной риски, «атласный» вид (от франц. слова satin – атлас). Повреждения и загрязнения поверхности, появляющиеся в ходе эксплуатации изделия, на сатинированной нержавеющей стали заметны гораздо меньше. Таким образом, сатинирование поверхности нержавеющей стали имеет следующие преимущества:
- Оно быстрее, дешевле и проще в производстве.
- Оно долговечнее и проще в эксплуатации.

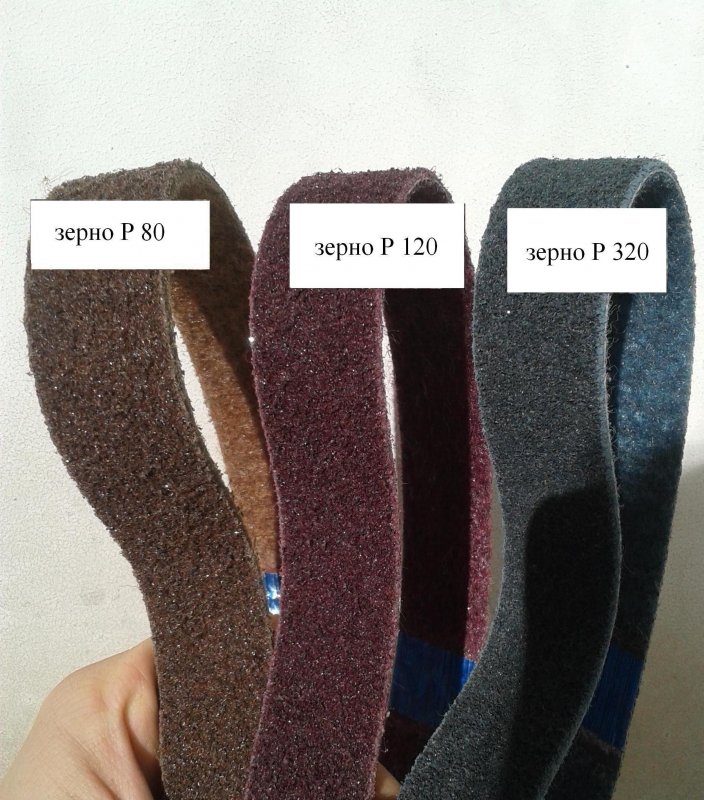
Сегодня мы хотим рассказать какими еще материалами можно получать направленную шлифовку поверхности.
Самым простым способом является ручная шлифовка.

Для нее могут использоваться самые разные материалы:



Для удобства работы с абразивными шлифовальными листами и листами из Scotch-Brite удобно использовать специальные держатели.
С помощью ручных материалов для шлифовки можно обработать труднодоступные места, углы, в которые не подберется УШМ.
Механическая обработка.
Для механической обработки применяются специальные машины с пневматическим или электрическим приводом.

Такая обработка куда эффективнее ручной, позволяет качественно обрабатывать большие площади.
Это могут быть специальные угловые или прямые шлифовальные машины, в зависимости от абразивного инструмента, который вы будете использовать.
Шлифовальный барабан с гильзами.
Шлифовальный барабан бывает двух видов - жесткий или надувной.
- Жесткий барабан обеспечивает лучшую плоскость, но не удобен при обработке неровных плоскостей. Имеет большой ресурс.
- Надувной барабан мягче, и может нивелировать неровности поверхности, обходить их. Но не так долговечен.
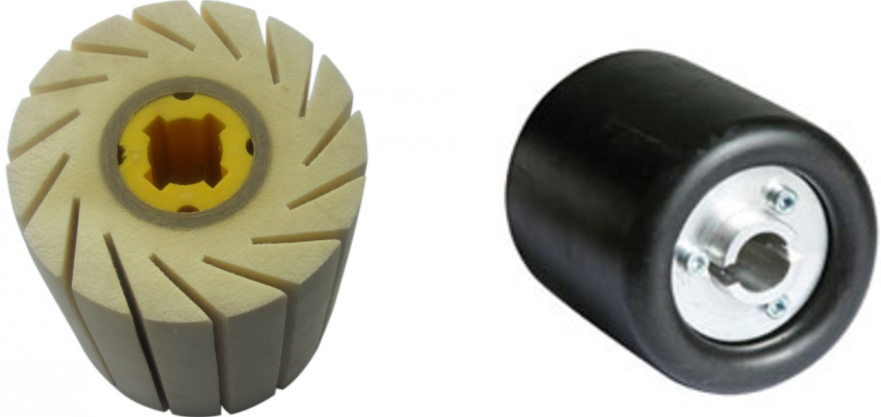
Барабаны используются для агрессивной, предварительной шлифовки, реже для финишного сатинирования.

С их помощью вы можете создать направленную шлифовку на поверхности после удаления сварного шва.
- Служат для удаления следов грубой обработки металла удаления шва) и для создания грубой направленной шлифовки.
- Удаляют грубые дефекты и царапины на поверхности металла.
В ряде случаев даже применяются для удаления сварного шва.

Абразивные гильзы из материала Trizact 3M
- Cлужат для создания мелкой направленной риски на поверхности металла, удаления дефектов.
- Позволяют получить менее грубую в сравнении с традиционными абразивами поверхность, при этом не уступая в агрессивности.
- За счет широкого диапазона зернистостей позволяют подготавливать поверхность к полировке.

Достаточно агрессивны чтобы удалить небольшие царапины и дефекты.
- Позволяют за один этап получить ровную матовую поверхность, приятную на ощупь и удалить дефекты (два в одном).
- Могут служить недорогой альтернативой шлифовальным валикам.

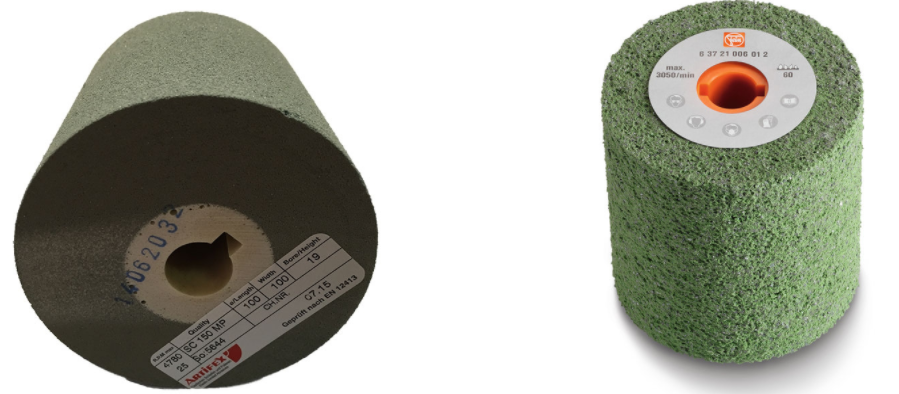
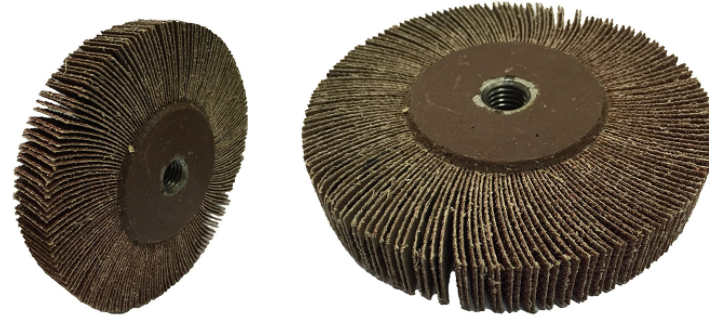
Шлифовальные гильзы отлично создают направленную шлифовку, но часто оставляют грубую риску на поверхности и требуют последующей доводки. Для этого отлично подходят шлифовальные валики.
- Служат для финишной шлифовки поверхности.
- Могут удалять очень небольшие (неглубокие) царапины и дефекты поверхности.
- Обеспечивают минимальные переходы, делают поверхность более равномерной и блестящей, приятной на ощупь.

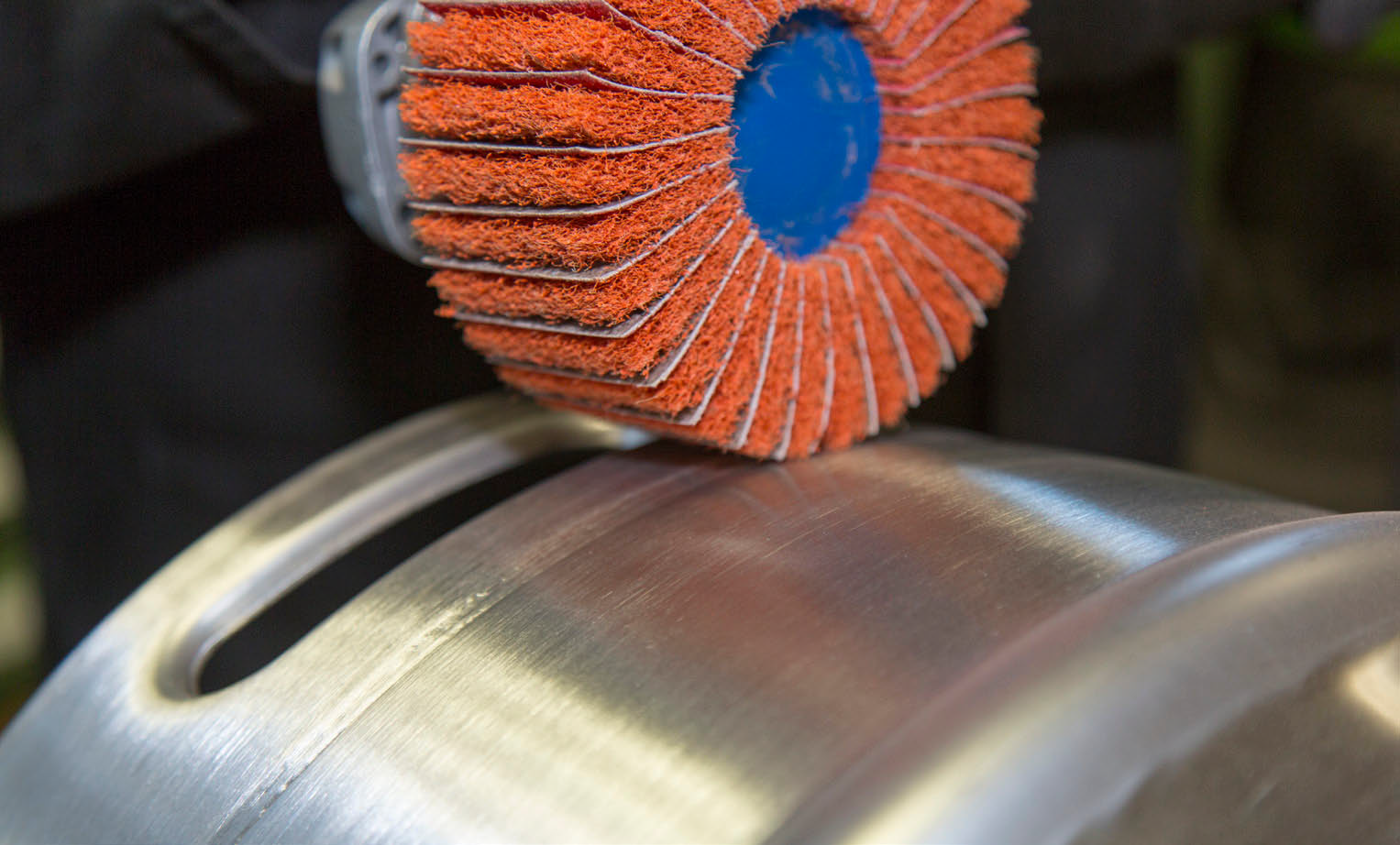
- Более агрессивны чем валики из Scotch-Brite за счет лепестков абразивного материала, но уступают по агрессивности шлифовальным гильзам.
- Одновременно выполняют две операции: удаление дефектов и удаление вторичных заусенцев.
- Целесообразны при применении на больших плоскостях.

- Более агрессивны чем другие валики, но мягче чем барабан с гильзами.
- Позволяет удалить крупные дефекты на не совсем ровных плоскостях.

- Самые универсальные из валиков за счет очень плотной основы, которая обеспечивает высокую агрессивность и позволяет получать поверхность без вторичных заусенцев.
- В зависимости от зерна и производителя используются для удаления глубоких царапин и просто шлифования поверхностей “с нуля”.
Это те же виды валиков, что мы перечислили выше, но вдвое меньшей ширины.
Удобны для использования на изделиях не превышающих 50 мм в ширине.

Шлифовальные головки с хвостовиками 6мм применяются так же для создания направленной шлифовки на поверхностях металлов. Чаще всего удобно применять такие материалы когда ширина поверхности ограничена.

Для работы шлифовальными головками следует так же правильно подбирать инструмент.
Шлифовальные головки так же бывают трех типов:


Кроме сатинирования, головки отлично обрабатывают труднодоступные места, внутренние поверхности труб.
- Удобны для узкопрофильных изделий.
- Позволяют грубо обрабатывать труднодоступные места (внутренние поверхности труб).
- Имеют большой диапазон размеров.
- Удобны для обработки узких участков поверхности или сварных швов.
- Не требуют переходников, устанавливаются непосредственно на УШМ.
- Имеет только две зернистости и состоит только из абразивных лепестков.
Пластинчатые шлифовальные круги FEIN из скотч-брайт.
Такой же материал как и в валиках из нетканого материала, но за счет большего диаметра может применяться на стационарном оборудовании.
- Диаметр 150 и 200 мм.
- Используются на УШМ с помощью переходника (63803066024)


- Для легкого шлифования, декоративной обработки.
- Удобен для обработки неровных, рифленых поверхностей.
- Удобен для удаления цветов побежалости.
- Используется с переходником.

Удобно применять для удаления следов побежалости на предварительно шлифованой поверхности.

- Имеют широкий диапазон зернистостей и размеров.
- Могут собираться в необходимую ширину.
- Имеют высокий ресурс.
- Удобны для узких мест, сложных профилей.

Как видите, материалов для создания красивой направленной шлифовке на металле много.
Поэтому Вы всегда можете выбрать то, что будет оптимально подходить для решения конкретной задачи.
А если вам не удалось самостоятельно решить эту задачу, обратитесь к нашим специалистам любым удобным способом.
Технология матирования изделий из металла.
Изделия из металла применяются во всех сферах жизни современного человека.
Металл надежен и неприхотлив в эксплуатации.
Но помимо прочности, качественно обработанные изделия из металла радуют глаз и греют душу своим внешним видом.
Но чтобы сделать металл красивым нужно изрядно потрудиться.
И тут существует несколько способов, как это сделать.
Самый распространенный способ, но не самый простой, это полировка. С технологиями полировки можно ознакомиться здесь.
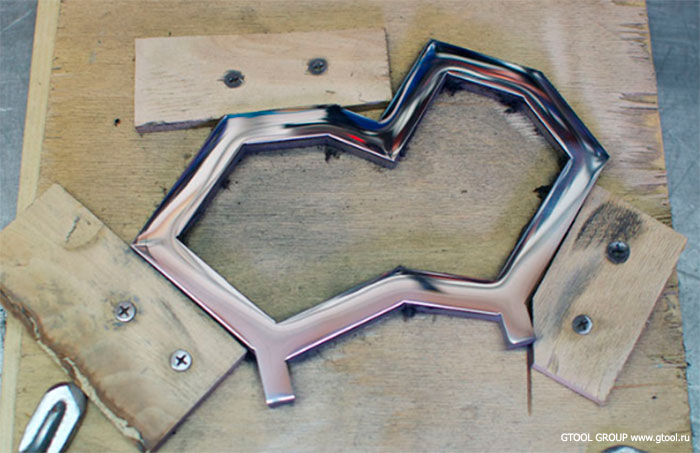
Полированное изделие из нержавеющей стали.
Второй способ - это сатинирование, или направленная шлифовка. Как это сделать вы можете узнать здесь.
Направленная шлифовка нержавеющей стали.
И сегодня я хочу рассмотреть еще один способ получения равномерной поверхности на изделиях из металла - матирование.
В условиях промышленного производства изделия из металла матируют либо с помощью специальных химических составов, либо с помощью пескоструйной (дробеструйной) обработки. Оба эти способа довольно сложные и требуют очень дорогого оборудования.
Мы познакомим Вас с более простым, удобным и каждому доступным способом.
Матировать металл мы будем с помощью орбитальной шлифовальной машины (ОШМ).

Рассмотрим нашу технологию на изделии из профиля, сваренного под углом.
Шаг 1. Зачистка сварного шва.
Для зачистки сварного шва на плоских поверхностях идеальным решением являются фибровые круги.
Для зачистки небольшого шва используем шлифовальную машину Metabo Quick Inox с регулировкой оборотов и фибровые круги VSM Р120 (с керамическим зерном). Рекомендуемые обороты - 7000 об/мин.

Зачистка сварочного шва фибровым кругом.
Так же с помощью фибрового круга мы выравниваем всю поверхность изделия, если это необходимо для дальнейшей обработки.
Вот что мы получаем после первого этапа.
Поверхность после зачистки фибровым кругом Р120.
Шаг 2. Удаление круговых рисок, получение равномерной шероховатости.
Орбитальные шлифовальные машины обладают меньшей агрессивностью в сравнении с угловыми машинами, поэтому мы используем зерно более крупное. Это позволит нам удалить круговые риски от первого этапа и придать поверхности равномерный вид.

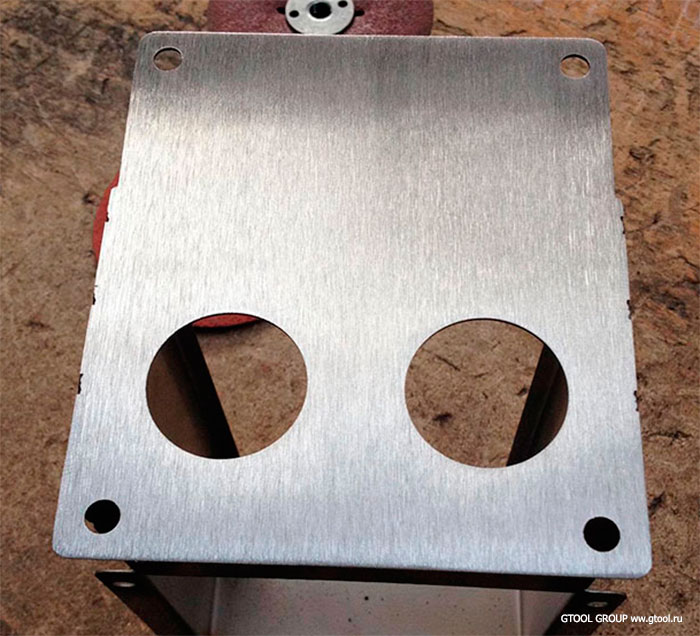
Равномерная шлифовка поверхности с помощью ОШМ.
Вот что мы получаем после второго этапа.

Поверхность имеет равномерный вид, следы от фибрового круга удалены. Такая поверхность уже неплохо выглядит, но после обработки зерном Р80 она имеет очень шероховатую поверхность, которая неудобна в эксплуатации: на ней будут задерживаться пыль и другие загрязнения. Поэтому мы переходим к последнему этапу.
Шаг 3. Финишное матирование поверхности неткаными кругами Cibo.
Чтобы создать идеальную матовую поверхность на металле следует использовать круги на липучке из нетканого материала Cibo зерно Medium.
Эти круги являются лучшим решением для окончательного создания матовой поверхности на металле и других материалах. Они имеют мягкую пористую структуру и содержат небольшое количество клея, в отличие от конкурентов. Такие особенности позволяют создавать очень равномерную поверхность с минимальным блеском, что и необходимо в нашем случае.

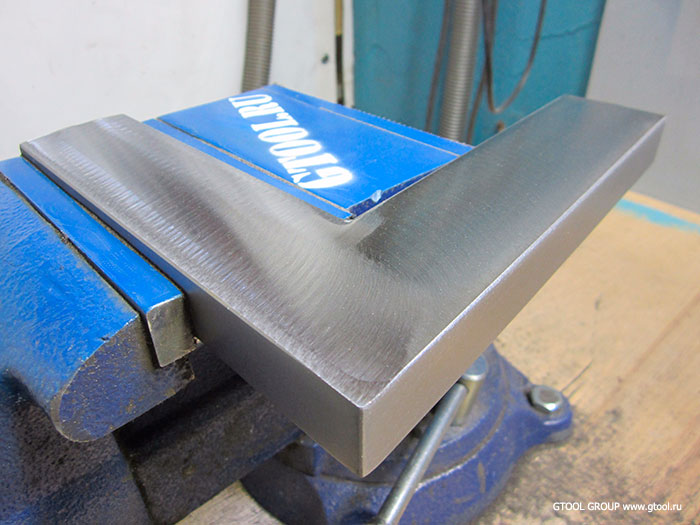
Финишное матирование металлического профиля.
Благодаря объемной структуре в сочетании с зерном Medium, этот круг сглаживает грубые следы предыдущего этапа, уменьшает шероховатость поверхности и придает ей абсолютно равномерный вид.
Сатинирование нержавейки, шлифовка, матирование

Перила и ограждения

В статье видео с сатинированием нержавейки.Сатинирование или матирование или шлифовка нержавейки осуществляется путем нанесения на металл риски. При этом создается матовый эффект поверхности металла.
Таким способом можно полировать и шлифовать не только нержавейку, но и любой металл. Разница лишь в твердости металла, на железо вы больше времени и расходников потратите чем на нержавейку, возможно даже разницу не заметите, только на больших объемах. Латунь и медь можно и без шлифовки заполировать, но все равно лучше пройтись наждачкой, а чугун вообще плохо поддается полировке. Также другие металлы поддаются воздействию внешней среды, железо ржавеет, латунь и медь темнеет. Так что другие металлы нужно хромировать или покрывать лаком.
В одной из следующих статей я хочу показать полное изготовление ограждения из профильной трубы 50х25мм. Ограждение будет матовым. Шлифовано методом сатинирования.
В этой статье я покажу как сатинировать различные элементы ограждения.
Сатинирование (шлифовка) круглой трубы нержавейки
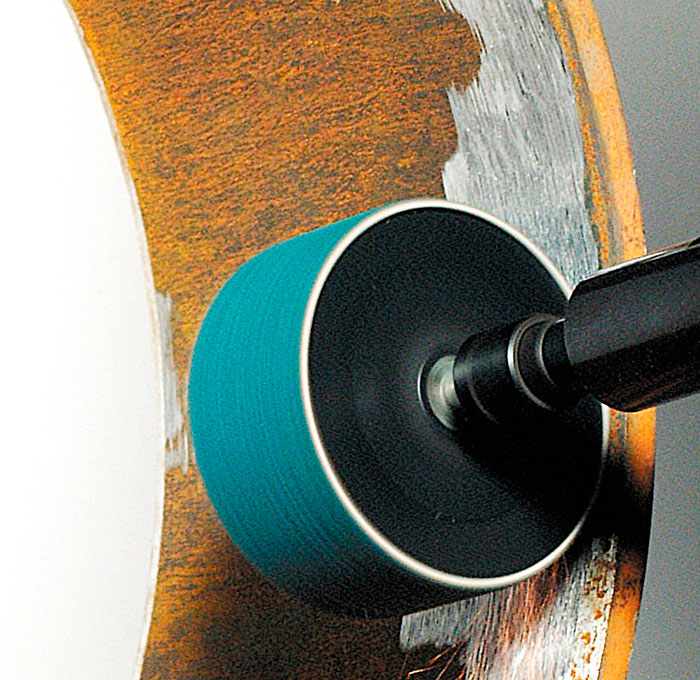
На видео процесс матирования (шлифовки) трубы нержавейки. Обычно абразивные барыги для такой шлифовки предлагают специальные шлифовальные машинки, типа такой как на фото ниже

Но мы то понимаем что это обычная болгарка с регулировкой скорости и с насадкой. Естественно мы заколхозили такую насадку. Т.к такие машинки стоят не малых денег. Хотел снять размер этой приблуды, но она не универсальна, поскольку болгарки разные. Картинка приблуды ниже, можете купить шлифовальную ленту и соорудить свою насадку по ленте



Лента выглядит так
После сатинирования трубы я обработал шов. Про обработку шва я писал статью с видео ЗДЕСЬ.
Видео — сатинирование (шлифовка) круглой трубы из нержавейки
Сатинирование(матирование) соединения трубы из нержавейки после фрезеровки
Трубы сварены перпендикулярно, одна труба фрезерована. Это имитация соединения поручня и стойки ограждения.
Продольное сатинирование (шлифовка) профильной трубы из нержавейки
С продольным сатинированием таже история что и с поперечным. Барыги предлагают дорогие шлифовальные машинки типа той что ниже

Опять же мы видим что это болгарка с регулировкой скоростей, а городить такую приблуду как на фото не нужно. Нужно выточить переходник на шлифовальный валик. Просто берете валик и точите под него переходник который накрутится на вашу болгарку.
Техника обработки сварного шва все там же, ЗДЕСЬ
Видео. Сатинирование (матирование) профильной трубы из нержавейки
Два видео, на одном прямоугольная труба на другом квадратная. Оба варианта имитируют поручни ограждения из профильной трубы.
После обработки сварного шва на видео я использую малярный скотч. Абразивные барыги для этих целей предлагают металлический скотч, очередной вариант выкинуть деньги на ветер.
Сатинирование стыка наполнения и стойки профильных труб
В следующем видео я попытался сымитировать из подручных средств стык профильной стойки и профильного наполнения ограждения

Это внутренние швы. ДЛя обработки используется круг scotch-brite 3M exl. Перед шлифовкой лучше заточить как на видео.

Видео матирование наполнения из нержавейки
Низ стойки ограждения из нержавейки, матирование
Здесь я обрабатываю сварные швы на стыке стойки и платика. Имитация низ стойки.
После круга scotch-brite 3M exl, перед финишной обработкой я полирую шлифовку войлоком.
Заключение
Во всех видео для финишной обработки я использую шлифовальные листы скотчбрайт
Читайте также: