Сделать канавку в металле
Обновлено: 20.09.2024
Добрый день!
Подскажите, чем и как возможно в "домашних условиях", имея одну только ручную дрель сделать круглое, диаметром 15-16мм., углубление на 2,5мм. в металлической заготовке (нержавейка) толщиной 5мм. для шляпки болта заподлицо. Но при этом не конической формы, как это получается от сверла, т.к. шляпка болта имеет ровную не коническую форму.
nicserg написал :
имея одну только ручную дрель сделать круглое, диаметром 15-16мм., углубление на 2,5мм. в металлической заготовке (нержавейка) толщиной 5мм.
На нержавейку с ручной дрелью, что на медведя с вилкой.
Ну может чел имел в виду эл дрель ?. В смысле не сверлильный станок .
Не пойдет . Челу плоское дно отверстия нужно . Есть у меня штукенция ,не помню как правильно называется .выглядит как сверло с плоским концом .В гараж не охота сейчас идти фотать . Вот таким и надо наверное рассверливать .
Микаэл написал :
Есть у меня штукенция ,не помню как правильно называется .выглядит как сверло с плоским концом
ИМХО эту штукенцию зовут фреза ПШ.
Микаэл написал :
Вот таким и надо наверное рассверливать .
Без направляющей (как у коронки. ) успеха не будет.
Электроэрозия или электрохимическое травление электродом цилиндрической формы.
HotSummer написал :
электрохимическое травление электродом цилиндрической формы.
ух ты! Круто..Вы квадратным сверлом не сверлили квадратные отверстия ??
Микаэл написал :
Ну может чел имел в виду эл дрель ?. В смысле не сверлильный станок .
Да. Сверлильного станка нет. В наличии эл. дрель Макита.
Смотрел концевые фрезы, но у них хвостовик имеет размер такой же как и сама фреза. А мне нужен диаметр 15мм. и в дрель такой хвостовик не лезет (размер патрона 13мм) и фрез с проточенным хвостовиком тоже не нашёл.
Концевую фрезу ручной дрелью не удержите, только изуродуете заготовку. Берите обычное сверло, делайте спец. заточку - типа перового сверла. Центральная часть будет сверлить отверстие и заодно центрировать сверло, а периферическая сделает углубление нужной Вам формы (что заточите -то и получите) - хоть полусферическое, хоть с плоским дном.
Хвостовики у всех сверел отпущены, проточить хвостовик можно в токарном станке под Ваш патрон твердосплавным резцом, дел на пару минут.
Doktor77 написал :
Концевую фрезу ручной дрелью не удержите, только изуродуете заготовку.
Ручной дрелью не айс конечно.Но если по кондуктору на малых оборотах - можно выбрать..
Или сначала сверлить обычным сверлом 15мм до такой глубины, чтобы боковые режущие кромки сверла зашли в металл на пару мм.Потом полученную коническую фаску довести торцовкой 15мм до цилиндрической.
Раз такие трудности, то проще подобрать нержавеющий винт с конической шляпкой.
Или на точиле обточить шляпку имеющегося болта на конус. С помощью той же дрели.
Doktor77 написал :
Берите обычное сверло, делайте спец. заточку - типа перового сверла.
Это бесспорно правильно, но у человека нержавейка, далеко не всякое сверло ее возьмет, а тут еще спец заточка. Саму заточку не так просто сделать.
Мне 18мм отверстие в нержавейке на радиально-сверлильном станке киловатт на 10 сверлили.
Если надо аккуратно, только фрезер на заводе.
Электролизом ровно не получится и окрайки цвет изменят.
Тринадцатый написал :
Электролизом ровно не получится и окрайки цвет изменят.
Вам фотографии здесь ничего не говорят?
Нужно переточить сверло подобным образом,сначала сверлить меньшим диаметром,а потом вот с такой заточкой сверла .За одно будет центрировать и получится без конуса..
P.S.Забыл - обороты большие не нужно делать,сгорит,нержавейка вязкий материал.

Вот точно такая у меня и есть .Только с перламутровыми пуговицами Без направляющей действительно плохо сверлить .Убегает .
HotSummer написал :
Вам фотографии здесь ничего не говорят?
У Вас дома есть такое оборудование?
В домашних условиях максимум проделать дырку, а потом обработать ее.
Тринадцатый написал :
У Вас дома есть такое оборудование?
У меня нет, но для электрохимического травления много и не нужно. Источник тока 12-36 Вольт, ванночка с электролитом, может быть и раствор поваренной соли. Ток регулируется, когда совсем уж ничего специального нет, гирляндой ламп. И какой-то кондуктор для однозначного позиционирования электрода. По времени может оказаться не намного дольше, чем искать, затачивать сверло, делать для него кондуктор.
Впрочем, автор вопроса, похоже, интерес потерял к теме.
Технология фрезерования пазов, канавок, уступов и разрезания заготовок фрезой
Для обработки пазов фрезерованием подбирают инструмент, форма которого соответствует форме будущего паза: как правило, это фасонные, концевые, дисковые фрезы (рис. 1).
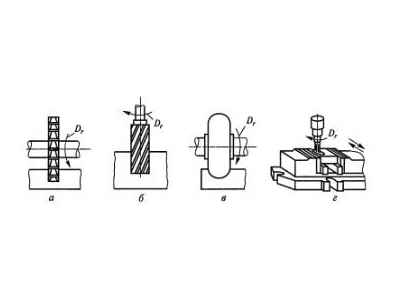
Рис. 1. Схемы фрезерования прямоугольных и фасонных пазов:
а – дисковые трехсторонние фрезы; б – дисковые пазовые или концевые фрезы; г – концевые фрезы; Dr – направление вращения фрезы
Точность при фрезеровании пазов имеет немаловажное значение – пазы являются важным соединительным элементом при различных способах крепления деталей в узлах машин и механизмов. Пазы-выемки могут иметь различную форму (плоскую, фасонную, сквозную, замкнутую, внутреннюю и др.), а также в сечении представлять собой:
- прямоугольник;
- сегмент;
- «ласточкин хвост»;
- Т-образную геометрическую фигуру и др.
Вертикальные фрезерные станки относятся к категории универсальных, обладающих широкими возможностями обработки поверхностей плоской и фасонной формы. Замкнутые пазы на станках этого типа обрабатываются с применением концевых фрез с цилиндрическим или коническим хвостовиком, в зависимости от патрона станка. На заготовке выполняется разметка будущего паза, после этого ее закрепляют в тисках, установленных на столе станка. Диаметр фрезы не должен превышать ширину паза. Параметры резания обеспечиваются за счет продольного и вертикального перемещения стола станка, на котором установлена обрабатываемая деталь. Обработка паза по длине происходит при продольном движении стола. Обеспечение заданной чистоты поверхности боковых сторон выемки-паза происходит в несколько проходов фрезы.
Наиболее простая форма пазов – сквозная прямоугольная. Для их обработки лучше использовать дисковые пазовые и трехсторонние (рис. 1, а), а также концевые фрезы (рис. 1, б). Точность резания обеспечивается за счет правильного подбора ширины дисковой фрезы (диаметра концевой фрезы). Фрезерование проводится в несколько проходов, указанные параметры инструментов не должны превышать размеров паза. Следует учитывать, что для осуществления резания необходимо, чтобы винтовые канавки концевой фрезы имели направление, противоположное направлению ее вращения.
Криволинейные профили пазов обрабатывают за один проход фрезы, регулируя направление движения рабочего стола станка в соответствии с вырезаемым профилем. Для повышения точности обработки следует выбирать минимальную скорость подачи, работая при максимальной глубине посадки инструмента.
Пазы со специальным профилем «Т-образным» и «ласточкин хвост» обрабатываются на вертикальных и горизонтальных фрезерных станках. Для обработки применяют фасонные фрезы соответствующего профиля (Т-образные и угловые). Скорость подачи инструмента при этом невелика – не более 0,03 мм/зуб, при скорости резания от 20 до 25 м/мин. В первом случае для обработки достаточно трех проходов инструмента, во втором – двух.
Обработка канавок
Особую сложность представляют собой операции фрезерования угловых канавок при изготовлении режущего инструмента. В каждом отдельном случае – при расположении канавок в торце, на цилиндрической или конической части заготовок – следует выбирать специальную конфигурацию фрез (одно- или двухугловых).
Перед фрезерованием канавок, расположенных на цилиндрической части заготовки с передним углом γ= 0°, положение одноугловой фрезы выставляют по угольнику (рис. 2, а). Вершины зубьев фрезы должны касаться наружной диаметральной поверхности заготовки. После этого вершины зубьев инструмента смещают в поперечном направлении на расстояние, равное половине диаметра заготовки. Можно предварительно отметить на торце заготовки эту линию, находящуюся на вертикальной плоскости, проходящей через центральную ось заготовки (рис. 2, б).
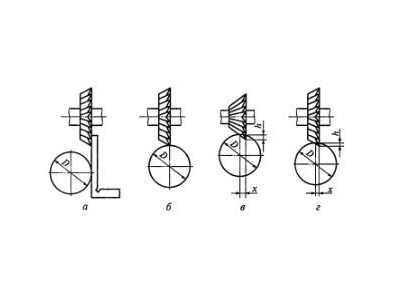
Рис. 2. Схема установок фрез при фрезеровании канавок режущих инструментов:
а, б, в, г – переходы при наладке станка; D – диаметр заготовки; h – глубина фрезерования; x – смещение торца фрезы относительно осевой плоскости заготовки
Если предстоит обработка угловых канавок с передним углом γ˃0, торец одноугловой фрезы располагают на удалении x от диаметральной плоскости (рис. 2, в). Искомое удаление определяется по формуле, где D – диаметр заготовки:
где D – диаметр заготовки
При обработке угловых канавок двухугловой фрезой, инструмент устанавливают по угольнику аналогично вышеизложенному, затем смещают вершины его зубьев на расстояние x (рис. 2, г), формула которого:
x = D/(2sin(γ+δ) - hsinδ/cosγ),
где D – диаметр заготовки, h - глубина канавки, δ – угол рабочей фрезы, γ – передний угол фрезы. Для нулевого значения γ формула выглядит:
Для осуществления обработки двухугловой фрезой используют закрепление заготовки:
- на оправке – в центрах станка, с использованием делительной головки;
- непосредственно в центрах станка, с использованием делительной головки.
Таким же образом, при помощи двухугловых фрез нарезаются канавки на конической поверхности заготовок. Для закрепления заготовок используют трехкулачковые патроны. Возможно также крепление заготовок, установленных в оправке, в делительной головке шпинделя станка, или в центрах делительной головки и задней бабки (если задана небольшая конусность).
Обработка шпоночных пазов
Для нарезки шпоночных пазов (сквозных, открытых, полузакрытых или закрытых) заготовки устанавливаются в призмах (в зависимости от длины детали выбираются одна или две призмы для крепления). В конструкции основания призмы предусмотрен специальный шип, который фиксирует призму в пазу стола станка (рис. 3). Форма пазов может быть различной, в соответствии с формой шпонок, в том числе:
- призматической;
- клиновой;
- сегментной и пр.
Рис. 3. Установка призмы на столе станка
Открытые пазы, расположенные по окружности, удобно нарезать с помощью дисковых фрез. Радиус дисковой фрезы подбирается в соответствии с радиусом вырезаемой канавки-паза.
При расположении паза вдоль оси детали используют пазовые затылованные, концевые (шпоночные) фрезы. При необходимости нарезания сегментных пазов работы ведутся при помощи концевых и насадных фрез, с использованием вертикальных и горизонтальных фрезерных станков. Движение заготовки – продольное, фрезы – радиальное, по направлению к центру детали (рис. 4).
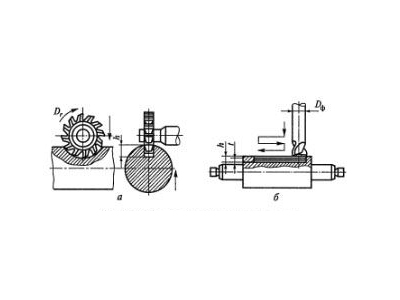
Рис. 4. Фрезерование шпоночных пазов:
а – дисковыми фрезами с вертикальным или поперечным движение подачи; б – шпоночными фрезами с маятниковым движением подачи; Dr – направление движения резания; h – глубина фрезерования; Da – диаметр концевой фрезы; t- припуск, снимаемый за один проход инструмента
Расстояние S, преодолеваемое шпоночной фрезой, должно быть не более чем 0,02-0,04 мм/зуб при скорости V не более 15-20 м/мин Для дисковых пазовых фрез, соответственно, 0,03-0,06 мм/зуб и 25-40 м/мин.
Точное фрезерование шпоночных пазов может быть получено с использованием шпоночно-фрезерных станков. Глубина фрезерования при обработке на таком специальном оборудовании составляет от 0,2 до 0,4 мм. Обработка паза ведется в два прохода при одинаковой глубине резания, в прямом и обратном направлении. Такой способ фрезерования получил название маятникового.
Как фрезеровать уступы
Формирование уступов на заготовках различных деталей может успешно выполняться на вертикальных и горизонтальных фрезерных станках. Технологической картой изготовления деталей могут быть предусмотрено использование различных видов фрез, в зависимости от требуемой формы и размеров детали, площади ее поверхности. При значительных размерах обрабатываемой поверхности предпочтение отдается торцовым фрезам (рис. 5, г). В остальных случаях применяют дисковые, а также концевые фрезы. Для одновременной обработки двух уступов на одной детали используют комплект из дисковых фрез, установленных на одной цилиндрической оправке (рис. 5, а-в).
Дисковую фрезу необходимо подбирать таким образом, чтобы ширина обрабатываемого уступа была меньше ширины фрезы на 5-6 мм, это облегчит обработку и обеспечит расчетную точность поверхности.
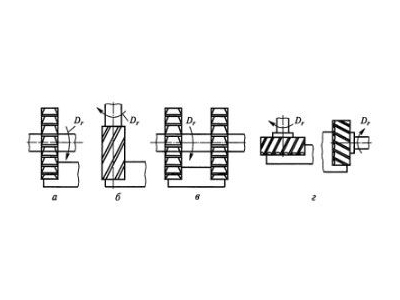
Рис. 5. Схема обработки уступов:
а – дисковыми фрезами; б – концевыми фрезами; в – набором фрез; г – торцовыми фрезами; Dr – направление движения резания
Дисковую фрезу с крупными (или нормальными) зубьями используют для фрезерования материалов, легко поддающихся обработке. В этом случае можно задавать большую глубину резания. Детали из труднообрабатываемых материалов фрезеруют с использованием инструмента с мелкими или нормальными зубьями.
В случаях, когда два уступа расположены на детали симметрично, их можно обработать поочередно, используя станки с двухпозиционными поворотными столами. Для этого, обработав первый уступ, стол разворачивают вместе с закрепленной на нем деталью на 180° и обрабатывают следующий уступ.
Отрезка заготовок. Нарезание глубоких пазов
Отрезку частей заготовок и нарезание глубоких пазов проводят с использованием отрезных (прорезных) фрез. При выполнении этих операций следует помнить, что выбор тонкой фрезы большого диаметра может привести к искривлению и нарушению формы отрезаемой заготовки. Это связано с уменьшенной жесткостью фрезы, поэтому при подборе отрезного (прорезного) инструмента следует отдавать предпочтение инструменту с минимально возможным диаметром. Учитывается при этом и скорость резания, различная для разрезания заготовок из различных материалов. Так, для резки стальных деталей скорость резания составляет от 24 до 60м/мин, для серого чугуна – от 12 до 65 м/мин, для ковкого чугуна – от 27 до 75 м/мин.
Крепят детали при разрезании, как правило, в тисках. Листовой металл разрезают с использованием подачи S от 0,01 до 0,08 мм/зуб. Материал фрезы – быстрорежущая сталь.
Технология фрезерования пазов, канавок, уступов, и разрезания заготовок фрезой
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Фрезерование пазов
Выемку металла в детали, ограниченную фасонными или плоскими поверхностями, называют пазом. Пазы бывают прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и др. Обработка пазов является распространенной операцией на фрезерных станках различных типов и осуществляется дисковыми, концевыми и фасонными фрезами (рис. 5.23).
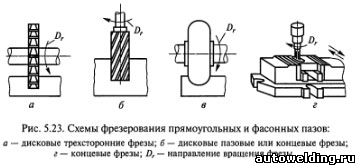
Сквозные прямоугольные пазы чаще всего фрезеруют дисковыми трехсторонними фрезами (рис. 5.23, а), дисковыми пазовыми или концевыми фрезами (рис. 5.23, б). При фрезеровании точных пазов ширина дисковой фрезы (диаметр концевой фрезы) должна быть меньше ширины паза, а фрезерование на заданный размер производят за несколько проходов. Обработка пазов концевыми фрезами требует правильного выбора направления вращения шпинделя станка относительно винтовых канавок фрез. Оно должно быть взаимно противоположным.
Фрезерование замкнутых пазов производят на вертикально-фрезерных станках концевыми фрезами (рис. 5.23, г). Диаметр фрез следует принимать на 1. 2 мм меньше ширины паза. Врезание на заданную глубину резания осуществляют перемещением стола с заготовкой в продольном и вертикальном направлениях, затем включают продольное движение подачи стола и фрезеруют паз на необходимую длину с последующими чистовыми проходами по боковым сторонам паза.
Криволинейные пазы фрезеруют за один рабочий ход на полную их глубину. Соответственно этому условию назначают результирующее движение подачи, равное сумме векторов поперечного и продольного движения подач. Для уменьшения врезания в местах изменений направлений пазов необходимо вести обработку фрезами с минимальными вылетами и уменьшать скорости подачи.
Фрезерование пазов специальных профилей — Т-образных, типа «ласточкин хвост» — осуществляют на вертикально- или продольно-фрезерных станках за три (Т-образные пазы) или два (пазы типа «ласточкин хвост») перехода. Учитывая неблагоприятные условия работы Т-образных и одноугловых фрез, используемых при выполнении указанных операций, подача на зуб S, не должна превышать 0,03 мм/зуб; скорость резания — 20. 25 м/мин.
Особенности фрезерования шпоночных пазов
Шпоночные пазы на валах подразделяют на сквозные, открытые, закрытые и полузакрытые. Они могут быть призматическими, сегментными, клиновыми и др. (соответственно сечениям шпонок). Заготовки валов удобно закреплять на столе станка в призмах. Для коротких заготовок достаточно одной призмы. При большой длине вала заготовку устанавливают на двух призмах. Правильность расположения призмы на столе станка обеспечивается с помощью шипа в основании призмы, входящего в паз стола (рис. 5.24).
Шпоночные пазы фрезеруют пазовыми дисковыми фрезами, пазовыми затылованными (ГОСТ 8543—71), шпоночными (ГОСТ 9140-78) и насадными фрезами. Пазовая или шпоночная фреза должна быть установлена в диаметральной плоскости заготовки.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности, радиус которой равен радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Гнезда под сегментные шпонки фрезеруют хвостовыми и насадными фрезами на горизонтально- и вертикально-фрезерных станках. Направление движения подачи — только к центру вала (рис. 5.25, а).

Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей (рис. 5.25, б). При этом способе фреза врезается на 0,2. 0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину и фрезерует паз на всю длину, но в другом направлении.
Для фрезерования шпоночных пазов рекомендуется применять шпоночные фрезы с S_= 0,02. 0,04 мм/зуб при скорости резания v = 15. 20 м/мин; дисковые пазовые фрезы с S_ = 0,03. 0,06 мм/зуб при скорости резания v = 25. 40 м/мин.
Операцией, аналогичной фрезерованию пазов, является фрезерование канавок на заготовках режущих инструментов. Канавки могут быть расположены на цилиндрической, конической или торцовой части заготовок. В качестве инструмента для обработки канавок применяют одноугловые или двухугловые фрезы.
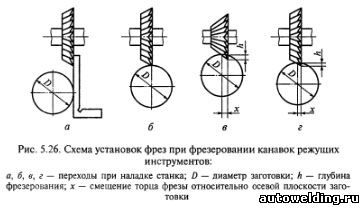
При фрезеровании угловых канавок на цилиндрической части режущего инструмента с передним углом γ= 0° одноугловыми фрезами вершины зубьев фрез должны проходить через диаметральную плоскость заготовки. Установку фрезы производят с помощью угольника (рис. 5.26, а) по центру вставленного в коническое отверстие шпинделя так, чтобы вершины зубьев фрез и центра совместились, а затем перемещают заготовку в поперечном направлении на величину, равную половине ее диаметра, или по проведенной на торце или цилиндрической поверхности заготовки риске, проходящей через ее диаметральную плоскость (рис. 5.26, б).
При обработке угловых канавок с заданным положительным значением переднего угла γ торцовая поверхность одноугловой фрезы должна находиться от диаметральной плоскости на некотором расстоянии х (рис. 5.26, в), которое можно определить по формуле
где D — диаметр заготовки, мм; γ — передний угол,°.
Вершины зубьев двухугловой фрезы при настройке на обработку угловых канавок следует установить в диаметральной плоскости с помощью одного из рассмотренных выше способов, а затем — сместить заготовку относительно фрезы на величину х (рис. 5.26, г), которая зависит от диаметра заготовки D, глубины профиля канавки h, угла рабочей фрезы 8 и переднего угла фрезы γ:
x = D/(2sin(γ+δ) - hsinδ/cosγ).
При γ= 0° x = (D/2 - /0)sinδ.
Заготовка может быть установлена и закреплена одним из следующих способов: в центрах делительной головки и задней бабки или в центрах на оправке.
Угловые фрезы также используют при фрезеровании угловых канавок на конической поверхности. Устанавливают фрезы относительно диаметральной плоскости заготовки так же, как и при фрезеровании угловых канавок на цилиндрической поверхности.
Заготовка при фрезеровании угловых канавок на конической поверхности может быть закреплена в трехкулачковом патроне, на концевой оправке, вставленной в коническое отверстие шпинделя делительной головки или в центры делительной головки и задней бабки. Последний из перечисленных способов установки заготовки используют при небольшом угле конусности.
Фрезерование уступов
Две взаимно-перпендикулярные плоскости образуют уступ. На заготовках может быть один или несколько уступов. Обработка уступов — это распространенная операция, которую и осуществляют дисковыми или концевыми фрезами, или набором дисковых фрез (рис. 5.27, а — в) на горизонтально- и вертикально-фрезерных станках так же, как и обработку пазов. Уступы, имеющие большие размеры, фрезеруют торцовыми фрезами (рис. 5.27, г).
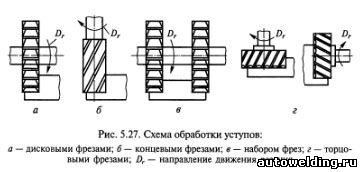
Торцовые фрезы используют при фрезеровании заготовок с широкими уступами на горизонтально- и вертикально-фрезерных станках. Деталь с симметрично расположенными уступами обрабатывают на двухпозиционных поворотных столах. После фрезерования первого уступа деталь в приспособлении поворачивают на 180°.
Для легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют дисковые фрезы с нормальными и крупными зубьями. Фрезерование труднообрабатываемых материалов следует вести фрезами с нормальными и мелкими зубьями. При фрезеровании уступа следует брать дисковую фрезу, ширина которой на 5. 6 мм больше ширины уступа. В этом случае точность размера уступа по ширине не зависит от ширины фрезы.
Разрезание заготовок
Операции полного отделения части материала от заготовки, разделения заготовок на отдельные части, а также образования одного или нескольких мерных узких пазов (прорезей, шлицов) осуществляют отрезными и прорезными фрезами. Диаметр отрезной фрезы следует выбирать по возможности минимальным. Чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость.Заготовки чаще всего устанавливают и закрепляют в тисках (рис. 5.28). Отрезку тонкого листового материала и его разрезку на полосы предпочтительнее вести при попутном фрезеровании и небольших подачах (S_= 0,01. 0,08 мм/зуб). Скорости резания при отрезании отрезными и прорезными фрезами из быстрорежущей стали в зависимости от глубины фрезерования и подачи на зуб фрезы составляют: при обработке заготовок из серого чугуна v=12. 65 м/мин; из ковкого чугуна — 27. 75 м/мин; из стали — 24. 60 м/мин.
Точение канавок
Как уже было сказано обработка канавок имеет свои особенности и сложности, которые необходимо знать и учитывать при обработке канавок. В данной статье мы более детально рассмотрим точение канавок на токарном станке. Затем разберем и фрезерование канавок.
Наиболее прогрессивна обработка канавки за одно врезание инструмента, но если глубина больше ширины канавки, то обработку канавки необходимо проводить за несколько проходов.
Помним и применяем:
1. При необходимости получения точной канавки с низкой шероховатостью за одно врезание необходимо применить пластины с боковыми зачистными кромками. Wiper пластины.
Черновая обработка канавок
2. Одним из способов обработки широких канавок — это точение в разгонку с плавным врезанием под углом. Плавное врезание под углом обеспечивает небольшие радиальные силы резания и снижает вибрации. Обеспечивается хорошее стружкообразование и отсутствие проточин. Используются круглые пластины, возможно назначать большие подачи. Но в случае точения в разгонку увеличивается количество проходов в два раза.

3. Еще одним сповобом обработки широких канавок является точение с остаточными кольцами или в несколько врезаний. Использовать если глубина больше ширины. При точении данным методом после нескольких врезаний резца остаются кольца, ширина которых 0,6…0,8 ширины пластины. Таким образом при срезании остаточных колец углы пластины в резании не участвуют. Так как углы пластины склонны к скалыванию, то стойкость пластин при таком методе точения становится больше. При удалении колец можно увеличить подачу на 30…50%.
4. Еще одним способом является плунжерное точение канавок. Осевая глубина резания должна быть меньше 75% ширины пластины.

5. Какой способ выбрать? Выбирать тот способ, который быстрее всех обработает канавку при обеспечении заданной стойкости инструмента. Для примера смотрим картинку ниже. Также придерживаемся следующего правила: Если ширина канавки меньше глубины выбираем многопроходное врезание, иначе плунжерное точение. При точении тонкостенных деталей – точение с плавным врезанием под углом.

6. Если выбираем лезвие для продольного точения канавок, то выбираем лезвие потолще, чтобы устранить его изгиб.
Чистовая обработка канавок
7. Чтобы не возникало затирания и вибраций, а также отжима инструмента оставляем припуск под чистовую обработку в пределах 0,5…1 мм. Т.е. глубина резания должна быть больше, чем радиус при вершине пластины.
8. Стратегия чистовой обработки канавок показана на рисунке ниже.

Обработка внутренних канавок
9. Большинство методов для наружных канавок применимы и для внутренних.
10. Использование СОЖ желательно под давлением.
11. Обработка внутренних канавок выполняется методом радиального врезания, а широких канавок методами многопроходного радиального врезания, а также плунжерного точения. Данные методы уже были рассмотрены выше.
12. Обработку широких внутренних канавок лучше использовать точение в разгонку. Но необходимо учитывать сход стружки, поэтому проходы программировать в направлении выхода из отверстия.
13. Используем острую геометрию пластины.
14. Выбираем самый минимальный вылет резца. Вылет инструмента не должен превышать 3D для стальных оправок, 5D для цельных твердосплавных оправок или антивибрационных оправок и 7D для антивибрационных твердосплавных оправок. Иначе возможны вибрации и поломка инструмента. Для снижения вибрация берем острые пластины с положительной геометрией и адекватные режимы резания.
15. Выбираем максимальный диаметр оправки для обеспечения максимальной жесткости и стабильности обработки, но при этом надо учитывать возможность выхода стружки.
16. Совсем в нежестких условиях берем минимальную ширину пластины и минимальный радиус при вершине. Потом обязательно проводим чистовой проход.
17. Для обеспечения хорошей эвакуации стружки строим обработку таким образом, чтобы проходы были от дна отверстия к его входу. Так как стружка сходит в направлении движения резца.
Обработка торцевых канавок
18. Используем СОЖ, точно направленную в зону резания для вымывания стружки и не застревания ее в канавке. Еще лучше использовать СОЖ под давлением вплоть до 80 бар для более лучшего стружкодробления, эвакуации стружки, а также для повышения стойкости инструмента.
19. Выбираем инструмент, позволяющий обрабатывать максимально больший диаметр на первом врезании, но подходящий для обрабатываемой торцевой канавки. Он менее изогнут и более жесткий.
20. Стратегия черновой обработки торцевых канавок показана на рисунке ниже. Проход 1 осуществляется на максимальном диаметре, при этом наблюдается стружконавивание. На проходах 2 и 3 пластины снимают 50…80% ширины пластины, при этом наблюдается стружкодробление, здесь уже возможно увеличить подачу. Затем требуется чистовой проход.
21. Используем точение канавки в разгонку боковой кромкой пластины. Приоритетный способ обработки торцевой канавки. Он обеспечивает лучший контроль над стружкодроблением. Точим от большего диаметра к центру. Требуется чистовой проход. Величина осевого врезания не должна превышать ¾ ширины пластины.
22. Чистовая обработка торцевой канавки выполняется, как показано на рисунке ниже. Обработку необходимо вести от периферии к центру и вглубь. Первый проход проводим на расстоянии радиуса угла канавки от большего диаметра канавки.

23. Выбирайте инструмент, работающий в нужном диапазоне диаметров, иначе возможно затирание корпусом резца поверхностей детали.
24. И как обычно, минимальный вылет резца для снижения вибраций.
25. Сохраняем низкую подачу на первом врезании во избежании пакетирования стружки. Если стружкодробление плохое на первом врезании, то можно применить прерывистое врезание.
26. При выводе инструмента отвести его от внутренней стенки канавки.
Профильная обработка
27. Для контурной обработки используют круглые пластины. Резец с данной пластиной может точить в разные стороны, поэтому способен заменить несколько резцов и освободить место в револьверной головке или магазине станка, а также снизить количество смен инструмента.

29. Для обработки канавок с радиусами в углах равными радиусу пластины необходимо снижать подачу при прохождении угла, так как в углу длина контакта пластины достигает большого значения и возникают высокие силы резания. Но снижение подачи может привести к вибрации, поэтому используем прерывистое резание (делаем микроостановы для дробления стружки, т.к. она стремится наматываться на резец), но данный вариант не рекомендуется. Необходимо выбирать инструмент, у которого радиус пластины меньше радиуса в канавке. Желательно самый минимальный радиус пластины выбирать.


Современные инструменты для обработки канавок
Применять современные инструменты, оптимизированные, усовершенствованные и заточенные на максимальную производительность, а это самое главное. Помним, что стоимость инструмента это всего лишь 1% себестоимости изделие, остальное это расходы, связанные с обработкой. Необходимо стремиться к повышению производительности. Цена современных инструментов не должна пугать.

Учитываем:
— Внутренний подвод СОЖ.
— Жесткое крепление пластин и точное их позиционирование в гнезде.
— Возможность установки пластин различной ширины.
— Удобство смены пластин, желательно без динамометрического ключа.
— Пластины со стружколомами, обеспечивающими хорошее стружкодробление.
— По возможности двухсторонние пластины, для большей экономичности.
— Обеспечение максимальной производительности.
— Жесткость резца.
— Высокая стойкость пластин.
Авиакосмическая отрасль характеризуется сложными деталями в том числе и труднодоступными канавками, для обработки которых разработаны специальные конфигурации державок и отогнутые пластины.
Как сделать полукруглый паз подручными средствами?
проще да , надежность под сомнением , в неудачный момент может прослабится ( темпераментный клиент попадется ) , червячная пара была бы надежней , а еще вариант от водительского кресла , есть червячная , есть на принципе храпового механизма ,но эти варианты под вопросом .
Фунтик , все верно говорите, без сомнений. Но тут разовый и дешевый вариант исполнения, поэтому такой расклад. Думаю, если через рычаг небольшой подтягивать, то держаться будет нормально.
Для разового дешевого заказа надо сделать две такие детальки с такими пазами из листа 3мм. Как можно сделать их подручными средствами? На ум приходит только просверлить отверстия, потом доводить напильником.
Хорошо Вам . У меня неделю голова болит от размышлений. Тоже такое нужно сделать только в 12мм металле. Думаю обойтись двумя фиксированными положениями или сделать паз. Сначала насверлить плотняком отверстий на станке, а потом напильником. Сразу вспоминаю кустарных филиппинских оружейников . Они кольты 1911 напильниками делают.
Настольный сварщик .
Удовольствие от высокого качества длится дольше чем радость от
или сделать паз. Сначала насверлить плотняком отверстий на станке, а потом напильником.Напильник самый замечательный инструмент и чо его современники так боятся стали . 12ММ сталь сверленая и напильнику час работы да и рукам "гимнастика" не один тренажер не даст такого.
[quote name='chdv1971' timestamp='1528365169' post='335599'] Сразу вспоминаю кустарных филиппинских оружейников . Они кольты 1911 напильниками делают.
эх, что филиппинцы я как то в славной Туле наблюдал как слесарь снимает фаски с фрезерованных автоматных затворов , так вот у него быстрые пневмо тески и он смотрит в окно а руки делают свое дело да так быстро что не один современный робот не поспеет за ними , ну и взял я из ящичка один затвор взглянуть на качество работы , а слесарь смеется все там как положено и действительно фаска к фазочке не одного заусенца.
chdv1971 , может быть плазменная\лазерная резка? 12 мм тяжковато забороть напильником )
12 мм тяжковато забороть напильником )
Ну тогда засверлится и сделать нехитрую приспособу под бор машинку или ручной фрезер ну и он сам по радиусу пойдет и главное по немногу брать
Вот нарисовал чуток на скору руку но думаю понятно усе.
P.S. то есть что приспособа то состоит из верхней части - поводка бор машинки , ну а лишнее отверстие на деталюхи если оно мешает то можно и заварить.

Дури во мне немеряно. Мне надо было в швеллере 100мм отверстие сделать. Насверлил со стремянки много дырок. Потом болгарка и зубило. Дырки сверлить в швеллере это не самое стрёмное .
Станок плазменный есть кста. Но есть проблемы с исполнителем. Он первую пластину запрограммил с ошибками. Там простая пластина с отверстием посередине. Он ошибся в размерах пластины. Сегодня отнёс более сложную пластину и побоялся доверить вырезать сектор. Исполнителю вырезал даже картонный шаблон в натуральную величину. Типа прикладывай если чё .
Ну тогда засверлится и сделать нехитрую приспособу под бор машинку или ручной фрезер ну и он сам по радиусу пойдет и главное по немногу брать Вот нарисовал чуток на скору руку но думаю понятно усе. P.S. то есть что приспособа то состоит из верхней части - поводка бор машинки , ну а лишнее отверстие на деталюхи если оно мешает то можно и заварить.
Оно всё красиво конечно. Но фрезером по дереву металл особо не взять. Сто процентов выбьет или фрезу или сам инструмент из колеи.Многие по прямошлифовалке знают. Очень давно периодически думаю о фрезерном станке настольном. Но как посмотрю как они мучаются на элементарной железке, то всё желание пропадает. Алюминий только строгать. Куда уж фрезеру. Фрезер кста есть.
Вон человек со 2:42 минуты тренируется в ручном режиме.
Но фрезером по дереву металл особо не взять. Сто процентов выбьет или фрезу или сам инструмент из колеи.Многие по прямошлифовалке знают.
Но если в руках то конечно не удержать и вот к моей приспособе рычаг поболе и усе пойдет как по маслу.
Фрезу не выбьет и на моем Интерсколе - большом (фото завтра) цанга посерьезнее чем на шлиф машинках любых да и мощи у него не мерено , я люминь как то сразу по 3мм грыз он этого даже не заметил .
Ну и еще раз про "рычаг" и это страшная сила и смотри чо вытворяют
. тады лучше на токарке- к фланцу кольцо выточенное в размер ( сегмент ) приварить ( сварщика надеюсь найдете ).
Да опасно работают , да и шпиндель довольно с большими оборотами крутит а он там в плотную к нему и почти голыми руками.
selco , По молодости давил колпаки на светильники, (до меня здоровый дядька давил, кг 120, во мне 72 кг) сначала тяжело было, потом приноровился. после смены часа за три можно было пятерку заработать.
Сегодня собрался с духом и начал делать сектор. В одном листе сделал кондукторное отверстие, в другом с помощью его насверлил сектор. Металл 12 мм. Потом самое интересное .
Наконец сделал. Немного надо довести, но можно и "так сойдёт" . Применена прямошлифовалка и немного напильник. Отвык от напильника.
Пару дней думал как довести до "завода" своё изделие. И вспомнил о подарке Паши ака "Demonstrator". Приспособа от фирмы Suhner. Берёг абразивы для особого случая.
Немного напильника, немного suhner-a.
chdv1971 ,А что это будет?
chdv1971 , силён!
Делаю такую штуку. Фотка в качестве примера. Мой лучше .
Читайте также: