Сфера из листа металла
Обновлено: 04.07.2024
Штамповка листового металла пользуется огромной популярностью достаточно длительное время. Ее открыли еще в конце XIX века, и все это время процесс штампования улучшался и сейчас достиг больших высот в металлургии. Этот вид обработки металла является наиболее популярным. Сегодня мы расскажем вам о штамповке полусферы из листового металла. Это достаточно узкое направление в штампование и сегодня мы рассмотрим его преимущества, изготовление и давление применение.
Изготовление полусферы из листового металла штамповкой.
Штамповка – это деформация металла под различным давлением, благодаря чему получаются различные детали и изделия, которые в дальнейшем используются в различном производстве: машиностроение, самолетостроение, гражданское строительство и даже предметы быта и декора.
Штамповка бывает разная – холодная, горячая, объемная. Если говорить о штамповке полусфер, то чаще всего при ее изготовлении используется метод холодного штампования. У этого процесса есть масса преимуществ, среди которых:
- возможность работы с тонколистным металлом;
- получение абсолютно точных и идентичных друг другу деталей;
- высокое производство даже серийной продукции;
- автоматическая и ручная штамповка;
- изготовление серийных деталей;
- штамповка полусферы из листового металла по чертежам заказчика;
- получение деталей, которые не требуют дополнительной обработки;
- экономичность расхода металла.
В некоторых случаях применяется и горячая объемная штамповка, но при изготовлении подобной продукции, она используется крайне редко.
Полученные полусферы используются не только в декоре (например, для декорирования перилл, заборов, балконов), но и в качестве деталей для автомобиля, радиаторов отопления и других производствах.
Процесс изготовления полусфер достаточно трудоемкий и сложный. При выборе компании, которая изготовить на заказ штамповку полусферы из листового металла нужно подходить ответственно. Ведь на кону стоят не только качественное производство, но и ваши деньги. Наша компания предлагает вам услуги по штамповке полусферы из листового металла. У нас работают только специалисты высокого уровня, которые помогают сделать необходимые расчеты, имеют большой опыт и навыки, работают только на качественном европейском оборудовании.
Штамповка полусферы из листового металла в Санкт-Петербурге (СПб).
ТДЦ «Завод металлоизделий» предлагает качественное изготовление изделий из металла, которое вы можете использовать в производственной и частной сфере. Находясь на рынке металлургии уже много лет, мы завоевали безупречную репутацию, ведь получаемая нами продукция высокого качества. Мы предлагаем своим клиентам:
- быстрое изготовление изделий любой конфигурации, размеров и форм;
- качественное изготовление всех деталей;
- выгодные цены на штамповку полусферы из листового металла;
- консультация и помощь в составлении чертежей;
- доставку полученной продукции по всей России.
Обратиться к нам вы можете, позвонив по телефону, или оставив заявку с обратными контактами и чертежами на электронной почте.
Как сделать сферу из металла?
Создание сферической детали на токарном оборудовании более простой процесс, чем это кажется на первый взгляд. При этом можно воспользоваться, как вспомогательным оборудованием, если предусматривается производство небольшой партии, так и стандартной оснасткой станка в случае штучного изготовления. Самым доступным способом является точение по ранее заготовленному шаблону.
По металлу
Работа с металлом на порядок сложнее в сравнении с другими материалами ввиду более высокой твердости, однако более знакома и не имеет непривычных особенностей. Точение шара же займет не менее двух проходов и потребует работы на высоких оборотах для получения удовлетворительного результата. В целом процесс мало отличим от прочих токарных операций и не имеет определенной специфики.
По дереву
По сравнению с металлической, деревянная заготовка более податлива обработке, ввиду чего имеется возможность проводить обработку не только резцом токарного станка, но и ручными стамесками и коронками, предназначенными для этой операции.
При точении вместо привычной стружки остается древесная пыль, поэтому работать нужно строго в респираторе, включив вытяжку. Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.
Можно ли это сделать?
Видео
: Полировка



На этом этапе некоторые люди начинают шлифовать свой шар все более мелкой наждачной бумагой, зерно которой доходит до тысяч. Я не видел причин делать также, учитывая, что мяч уже был довольно блестящим.
Вместо этого я в несколько заходов отполировал его полиролью для алюминия. Вы щедро смазываете его полиролью, а затем втираете её в металл, пока он не станет черным, затем вы оттираете его с помощью нескольких тряпок.
По мере того как вы трёте его, поверхности сначала будут тусклыми и серыми, но по мере того как вы продолжаете процедуру (и переключаетесь на чистые тряпки), вы увидите, что поверхность становится все более блестящей. Я повторил этот процесс 4 или 5 раз.
Пошаговая инструкция
Данный способ изготовления подходит как при работе с металлом, так и с деревом. Дополнительное станочное оборудование и нестандартные конструкции не требуются. Понадобиться лишь образец. В качестве такового можно применить выточенный на станке шар со стержнем либо шарик от подшипника требуемого диаметра.
Для возможности установки последнего, к нему нужно жестко присоединить стержень-хвостовик нужного диаметра ровно по центру. Сделать это можно при помощи сварки либо резьбового соединения.
Выбор заготовки
В обоих случаях заготовка детали должна иметь цилиндрическую форму с запасом (примерно 1/10) длины для крепления в патроне и небольшим припуском на обработку по ширине. Если стальной пруток — это стандартизированный материал в металлургии, то для столярных работ чаще всего сырье поставляется в виде бруса. Прежде чем приступить к работе нужно придать материалу форму цилиндра, закрепив в поводковом патроне и обточить.
Прежде чем приступить к работе, визуально проверьте заготовку на предмет кривизны, прокрутив в кулачковом патроне.
Создаем проточку
Диаметр шара равняется диаметру проточек и расстоянию между ними. Зажав заготовку в трех-кулачковом патроне, проточите будущую деталь на заданном расстоянии от торца. Созданная проточка послужит своеобразной меткой при обработке с использованием поперечной подачи. Также необходимо зенковать отверстие для последующей фиксации в жестком центре при обработке заготовки абразивом.
Провести фиксацию
Теперь, при помощи жесткого центра, установленного в заднюю бабку и патрона, проводим фиксацию. Расслабив патрон ключом, помещаем в него заготовку. Теперь нужно сделать отступ от проточки и надежно закрепить деталь в патроне. В задней бабке необходимо закрепить шаблон. Выверив необходимое расстояние и положение заготовки относительно образца можно приступать к следующему шагу.
Провести точение с помощью передней подачи
Для придания формы шара заготовке, необходимо использовать два одинаковых отрезных резца, как правило с округлой режущей кромкой. Закрепите резцы в держателе суппорта на одной стороне с одинаковым вылетом.
Суть способа заключается в ведении резца-копира касаясь окружности шарообразного образца, в то время как зеркально закрепленный проходной резец производит обтачивание заготовки повторяя вектор движения второго.
Точение производится прямой и поперечной подачей, в результате которой образуется поверхность в виде лесенки. После придания формы шара материалу, производится чистовой проход с малой толщиной снимаемого слоя и подачей. Снятие слоев материала производится в пределах проточки. После чего ее нужно убрать, совместив поперечную и переднюю подачу.
Сделать форму с помощью напильника
После обработки резцом образуется ступенчатая поверхность, которую необходимо обработать напильником. Для металла следует выбрать напильник с насечкой номер 0 или 1. Для дерева с простой одинарной насечкой. Инструмент с полукруглой формой рабочей части значительно упростит процесс, однако не является обязательным условием. В качестве упора желательно использовать суппорт без резца, он послужит надежной опорой и уменьшит вероятность травмирования.
Устанавливаем площадку суппорта на уровне детали перед операцией. Убрав образец, подводим жесткий центр к ранее созданному зенкером отверстию, переместив бабку вперед и фиксируем. Запускаем станок на минимальной скорости дожидаясь момента когда шпиндель наберет обороты. Упираем хвостовик или рукоять напильника в суппорт и плавным движением сверху вниз опускаем рабочую часть напильника к заготовке.
При этом нужно крепко держать его двумя руками по оба конца инструмента, чтобы исключить удар инструмента. В случае использования напильника плоского сечения необходимо плавно водить им от края до края для равномерной обработки.
Ведите напильник противоположно движению шпинделя, чтобы не допустить отскок инструмента.
Провести чистку наждачной бумагой
При чистовой обработке воспользуйтесь наждачной бумагой. Для каждого материала понадобится различное зерно абразива. Для металла в районе Р800-Р1000, для дерева Р400-Р600. Существует два способа полировки поверхности с помощью абразивной ленты. В первом случае полотно растягивается двумя руками и натягивается на обрабатываемую поверхность, во втором наждачная бумага крепится в специальном бруске.
Необработанные концы, использованные для крепления, удаляются вручную. Как вы можете заметить изготовление детали в виде шара является вполне легкой и выполнимой задачей, не требуя при этом сверхсложных надстроек на текущем оборудовании.
Штамповка полусферы из листового металла
Изготовление сфер и полусфер из металла
Изготовление полусфер из металла – одно из направлений деятельности компании Brassco, специализирующейся на металлообработке. В сферу деятельности специалистов входит широкий спектр товаров, изготавливаемых из металлов и сплавов – узлов для агрегатов и деталей декора, стилизованных под старину. За основу может быть взято изделие любой сложности. Мастера работают по эскизам и чертежам, предоставляемым заказчиком.
Отличается сплав от того, что использовался в прошлом веке и ранее, по количеству и дозировке ингредиентов, что могло бы сказаться на прочности изделия или ранней потере им привлекательности внешнего вида. Латунь в производстве используется только марок cw617n, лс59 и других марок с пониженным содержанием цинка.
Изготовление сфер из металла
Изготовление металлических полусфер, как и сферических элементов, производится в разных размерах. Диаметры варьируются в зависимости от назначения предмета. Толщина стенок имеет значение при изготовлении уличных украшений, имеющих практическое применение – оградительных элементов, подставок.
Материал подбирается в соответствии с требованиями дизайнера, использующего их для:
- Декорирования входной группы.
- Ограждения территории, на которую запрещено въезжать автомобилям.
- В качестве основы под скульптуру или многоярусный цветник.
Подобные сферы используются в уличном декоре и для украшения интерьеров общественных зданий. Цвет металла имеет значение при стилизации под определённую эпоху.
В качестве подставки под скульптурную композицию шар может быть отлит без внутренней полости. Он будет отличаться большим весом. Изготовление сфер из металла толщиной от 1 мм производится по другим технологиям:
- Холодной, горячей, объёмной штамповки.
- С помощью выколоток и машинной обработки, что зависит от диаметра.
- Ротационной вытяжки на станках с ЧПУ.
- Точением на программируемом фрезерном станке.
- Сварки элементов, образующих шар или его половину. Она используется в изготовлении в производстве крупных элементов декора.
Украшения из тонкого листового металла не могут служить подставкой, но внутри может скрываться основание композиции, выполненное в виде металлического штыря. В этом случае сфера и полусфера будут имитировать подставку, но не являться ею.
Изготовление полусферы из листового металла на станке не требует дополнительных этапов обработки. Технологии ручного изготовления и сварки требуют дополнительной шлифовки металлической поверхности.
Особенности производства
Изготовление полусфер и сфер из металлов и сплавов – трудоёмкий, творческий процесс. Для проведения работы такой сложности требуются знания специфики преображения листового металла в округлую форму. В каждой технологии есть свои тонкости, с которыми не справится дилетант.
В компании Brassco работают мастера с солидным опытом и высокой рабочей квалификацией. Этим и объясняется высокое качество изготовления, когда сварные швы незаметны, нет никаких вмятин, выпуклостей и других деформаций.
Изготовление полусфер из листового металла
Благодаря высокому давлению производится деформация металла под прессом. Металлу придаётся форма выпуклой или вогнутой формы. Так изготавливаются детали для техники и приборов, используемых в быту.
В изготовлении полусфер чаще всего применяют холодную штамповку. Её достоинства:
- Работа с тонкими листами металла.
- Точные копии сфер и полусфер при изготовлении набора одинаковых элементов.
- Дополнительная обработка не требуется.
Для штамповки используется металл разной толщины, от податливости материала и поставленной задачи зависит выбор метода штамповки.
Изготовление сфер на заказ в компании Brassco
Вам нужно украсить дом или ландшафт прилегающего к нему участка, облагородить вид металлических опорных столбов забора из сетки рабица?
Мы изготовим полусферу любого диаметра из металла, подходящего для монтажа на конкретный материал, для использования в определённых условиях. Сплавы могут иметь разный цвет и оттенок, но для некоторых случаев лучше выбрать сталь под покраску.
Технология изготовления зеркальных шаров
Технология изготовления зеркальных шаров. В данной теме хотел отразить технологию изготовления зеркальных шаров.
Под зеркальным шаром понимается полая металлическая сфера, изготовленная из нержавеющей стали толщиной от 1 до 5 мм, отшлифованная до зеркального блеска.
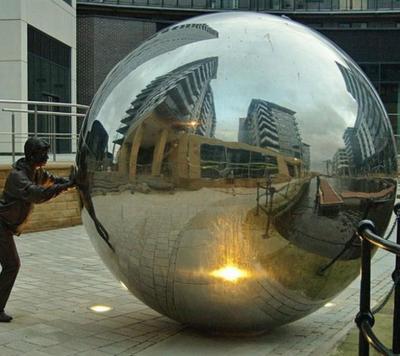
Согласитесь, подобные конструкции выглядят довольно эффектно. Могут быть использованы как детали интерьера и скульптурных композиций. К тому же подобная технология используется для изготовления зеркальных скульптур из нержавеющей стали и куполов церквей.








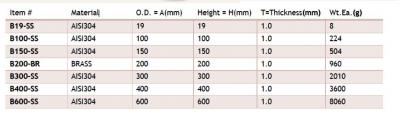
Согласно каталогам производителя данные конструкции изготавливаются в следующем ассортименте:
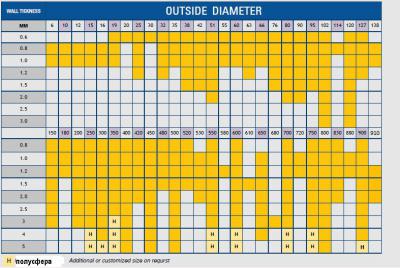
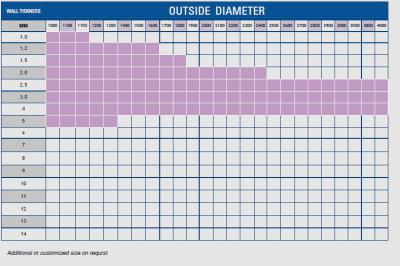
По всей видимости, изготовление сфер малого диаметра производиться предварительной штамповкой полусфер, и последующей сваркой двух половинок. Сферы больших диаметров изготавливаются из раскроенных деталей.

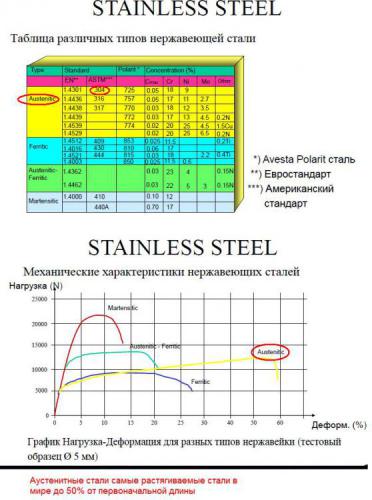
Как видно из каталогов материал для изготовления сфер используют AISI 304 приблизительный аналог нашей 08Х18Н10.
Для получения сферического профиля шары после сварки надувают водой под давлением, как воздушные шарики. Дело в том что аустенитные стали хорошо тянуться. Поэтому конструкции из листовой аустенитной стали можно раздувать.
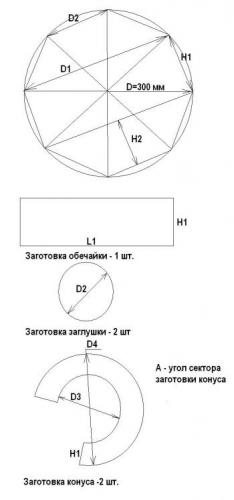
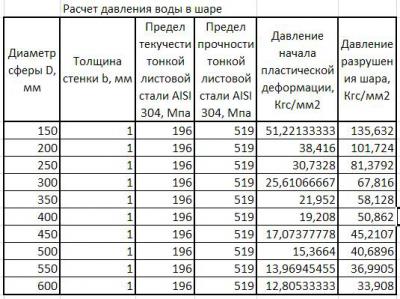
Рассмотрим пример изготовления шара диаметром 300 мм. Как заявлено производителем данный шар изготавливается из листа толщиной 1 мм. Такую толщину довольно сложно сварить без дефектов односторонним стыковым соединением, да и при шлифовки можно протереть до дыр, но если, например, взять толщину 2 мм то возникнут сложности. Во первых шар будет дороже и тяжелее. Во вторых будет труднее формировать заготовки. И в третьих понадобиться большее давление воды для того чтобы шар принял идеальную сферическую форму. Поэтому давайте остановимся на листе толщиной 1 мм.

Расчет параметров приложен в Excel файле.

Раскрой можно осуществить на лазерном комплексе или по старинке на ручной гильотине.


Формирование обечайки и конуса необходимо произвести на вальцах. Сначала подогнуть края по шаблону, а потом вальцевать.
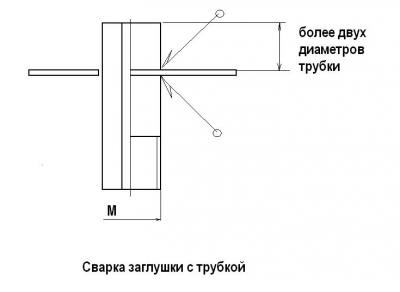
В одной заглушке необходимо просверлить отверстие диаметром равным наружному диаметру трубы по которой будет подаваться вода. Трубка должна быть толстостенной. Материал трубки должен быть тоже нержавейка. На конце трубки должна быть резьба для подсоединения шланга высокого давление. Если трубка будет длинной это хорошо, это позволит использовать её несколько раз. Внутренний диаметр трубки должен быть выбран так чтобы в шар можно было залить воду.
Собрать трубку с заглушкой. Важно чтобы при сборке трубка заходила в шар более чем на два диаметра трубки. Это позволит в последствии заварить отверстие так, чтобы не нагреть тонкий металл шара потому, что если это произойдет, место разогрева провалиться вовнутрь шара. Обварить трубку с обеих сторон угловым швом с полным проваром. Если провара не будет, при шлифовании появятся дефекты.
Собрать обечайку на прихватках без зазора в стык.
Сварить стыковой шов обечайки с помощью ручной аргонодуговой сварки неплавящимся электродом. Желательно с поддувом. Подрезы на лицевой стороне не допускаются. Должна быть обеспечена герметичность шва и отсутствие внутренних дефектов, так как при шлифовании они станут видимыми.
Сборка конуса на прихватках ведется по обечайке и припуск по окончанию сборки обрезается так, чтобы в стыковых швах не было зазоров или они были минимальны.

Когда конструкция собрана на прихватках можно приступать к сварке. Если хотите обеспечить поддув, заведите шланг в трубку и обклейте скотчем участки незаваренных швов, чтобы поддув не расходовался зря. Помните, что при замыкании последнего шва может произойти выброс сварочной ванны вверх, в связи с тем, что образовался герметичный сосуд. Это может привести к травме.





В данном случае было использовано дополнительное фланцевое соединение. Но лучшим решение было бы добавление перекрывающего крана на выходную трубу. Это позволил о бы оставить давление воды 3-4 КгС/мм2 после процесса надувания и перекрыть. По моему мнению, шлифовать шары нужно тогда когда в них находиться вода под небольшим давлением, металл не будет нагреваться и проваливаться. По окончанию шлифовки (или удаления усиления сварных швов) воду можно слить. (К сожалению, я не пробовал такую процедуру, но думаю, это будет правильно.)
Ну что ж бачок готов можно приступать к надуванию.
Для надувания необходимо рассчитать давление для каждой конструкции, при котором начнется пластическая деформация и давление, при котором шар разрушиться для того, чтобы знать в каких диапазонах можно надувать.
Для проведения процесса надувания можно использовать водяной гидронасос предназначенный для испытания сосудов работающих под давлением. Необходимо заполнить шар водой и выгнать из него весь воздух.
В целях безопасности перед подачей давления шар необходимо поместить в отдельный контейнер или комнату, в которой никого не будет до тех пор, пока давление с шара не будет снято. Иначе шар может лопнуть или соединение может не выдержать. Это может привести к травме.
Первый шар лучше надувать постепенно. Нагнали давление до определенного уровня, потом сбросили, посмотрели все ли Вас устраивает. Потом еще добавили, сбросили, посмотрели.
Шар необходимо надувать до тех пор пока проваленная околошовная зона вокруг шва не выпрет на уровень основного листа, чтобы при шлифовке не оставались канавки между швом и околошовной зоной.
Вы можете столкнуться с ситуацией когда в определенный момент появиться течь в некачественном сварном шве. Давление не будет нагнетаться. Слейте воду и подварите дефект. Место сварки слегка провалиться. Налейте воды и повторите процедуру.




Если Вы закончили надувание, сбросьте давление до 3-4 Кгс/мм2 и перекройте входной кран. Сбросьте давление в гидронасосе до нуля. Отсоедините шланг высокого давления и перекатывая шар по ПЕСЧАНОМУ полу переместите его на шлифовку. При шлифовки тонкий металл не должен перегреваться (если конечно не усердствовать) так как внутри вода. Перегрев металла приведет к его проваливанию вовнутрь шара.

Да вот так не затейливо болгаркой Вы сначала снимаете усиление сварных швов. Вода внутри. Откройте кран, слейте воду.
Теперь срежьте трубку болгаркой почти заподлицо и аккуратно без значительного перегрева (благо Вы оставили хвостик внутри, который подберет тепло) за плавьте отверстие и зашлифуйте.

И еще. Должно быть какое-то защитное покрытие на шарах, о котором я ничего не знаю. Возможно люди, которые занимаются нанесением оксида титана на церковные купола, знают об этом.
Всем спасибо. Удачи в освоении новых технологий.
PS: Возможно в мои расчеты закралась ошибка. Я их не проверял. Будьте осторожны при их использовании. Соблюдайте технику безопасности. Вышлю файл с расчетами по запросу или выложу на форуме если будет разрешение модератора.
На вопросы буду отвечать редко, по возможности. Работы много.
Часть первая: Через терни к звездам.
Изначально было решено изготовить полые шары спинингованием. (или как там оно называется по научному ротационное формование) Сами потом нагуглите на ютьюбе если интересно. Им кастрюли в делают.

Насмотревшись на ютьюбе роликов как ловко мастера изготавливают кубки, кастрюли и полусферы из тонких блинов решено было по пробовать изготовить полусферу диаметром 150 мм.


Изготовили полусферический пуансон и ролик для обкатки. Попробовали скатать из блина.
Получалось плохо. Решили сделать отверстие в центре. Половники получались знатные, но с трещинами и на полусферу мало походили.



Результат: поперечные трещины от отверстия к торцам, в середине накатки метал стал тонким и пошла трещина вдоль вращения
В результате обработки напильником получилось чудо юдо рыба кит.

Ну и при шлифовке вылезло.

Так и стоит в музее завода у дяди Васи в инструментальном ящике.
Часть вторая: Эх, молодежь!
Кого-то посетила гениальная мысли штампануть и порвав все старческие предупреждения и предрассудки был изготовлен еще один пуансон и оправка. Которые были применены к полусамодельному ручному гидравлическому прессу. Пресс долго упирался. В результате родился еще один выкидыш.

Теперь их стало в два раза больше.
Пуансон полусферы 144 мм. кольцо 148 мм соскругленным краям. Прижимное кольцо с креплениями на двух планках.
Часть третья: Хаппи енд.
Ну а дальше обычная история. Шли дни, срок прошел, клиент начинал нервничать, генеральный начинал психовать, но денег на аутсерсинг (тогда 90 т. р. за комплект, щас значт 180 т. р.) не давал, директор производства с главным инженером ежедневно поднимали данный вопрос на оперативках, стараясь скрывать раздражения. Как обычно вляпались по полной и теперь придется это все разгребать.
Дня три ходил за главным инженером, чтоб тот подписал покупку листа нержавейки толщиной 1 мм. Потом плюнул, пошел делать демо-версию, нашел в цеху лист 2 мм сказал, что буду делать из неё, но возможно не вытяну до конца. Получил раскрой со второго раза из конструкторского отдела, отдал в цех. Долго долбил народ как нужно сделать, все равно сделали по своему, ну да ладно демо оно и есть демо. Ну и поехали.







Получилась вот такая вот шняга, не до давленная. Понес к главному инженеру. Он видать за два месяца натерпелся, увидев демо-версию сразу подписал лист 1 мм. Ну а там дорожка проторенная, знай косяки подчищай.








От оне наши корявости. Не так конечно все радостно как на фотках получилось, но клиент таки заказ принял, отправил на покрытие оксидом титана. Я, посмотрев на то как наше очередное детище забивают гвоздями в упаковочные ящики, пошел дальше бороться со злом в экономикой забытой стране под названием Россия.
Вот такой вот производственный комикс получился.
Применение данной технологии закончилось с окончанием этого единственного в своем роде заказа, кроме случая, когда один из сварщиков изготавливал паровой двигатель для внука, на его школьную презентацию.
Читайте также: