Шабер слесарный составной по металлу
Обновлено: 04.10.2024
Шабер – это малоизвестный слесарный инструмент, созданный для шабрения металлических изделий.
Он представляет собой, грубо говоря, стамеску по металлу, при помощи которой выполняется так называемое шабрение (шабровка) – соскабливание с поверхности слоя материала.
Таким способом можно обрабатывать не только металл, что привело к распространению узкоспециализированных шаберов в других областях человеческой деятельности, например, в строительстве.
Назначение и принцип действия шабера
Шабер – слесарный металлорежущий инструмент, предназначенный для шабрения металлических изделий.
Этот процесс позволяет добиться минимальной степени шероховатости поверхностей деталей, придать им точные геометрические параметры.

Посредством рассматриваемого инструмента выполняется соскабливание неровностей, в результате чего достигается выравнивание поверхности, придание ей максимальной гладкости.
В зависимости от типа выполняемых операций, классический плоский шабер может использоваться:
- Для черновой (грубой) обработки изделий, посредством которой удаляются риски и следы предыдущих манипуляций. В этом случае применяется инструмент с углом заострения режущей части в 70 – 75° при ширине в 20 – 30 мм, что позволяет снимать слой в 0,02 – 0,07 мм.
- Для получистовой обработки подходит инструмент шириной 12-15 мм для удаления за один проход микрорельефа в 0,01 – 0,02 мм.
- Режущая кромка моделей для чистовой обработки выполнена под углом 90° при ширине 5 – 10 мм. Используется инструмент с углом заострения 90 – 100°. За каждый проход снимаются очень тонкие слои (8 – 10 мкм) металла.
По сути, шабер – инструмент для финишной обработки металлических изделий, посредством которого выполняется удаление микрозаусенцев, выравнивание поверхности, устранение наклепа, производится точная подгонка геометрии обрабатываемой детали путем снятия тонкого верхнего слоя материала.
Шабрить можно как плоские, так и криволинейные (включая вогнутые) поверхности и кромки.
Принцип финальной обработки шабером заключается в соскабливании слоя материала подобно работе стамеской, при этом допускаются движения инструментом как «от себя», так и «на себя». Последний способ считается предпочтительным из-за более высокой производительности.
Кроме чисто технического использования существует и отделочное применение шабера.
В этом случае инструмент применяется для создания рисунка или узора на металле.
ПРИМЕЧАНИЕ:
При декоративном шабрении (наведение мороза) точность поверхности не повышается.
Шаберы также используют автослесари для удаления шплинтов, старых прокладок, шлангов радиатора, подгонки деталей до нужных размеров.
Какой материал может обрабатывать шабер?
Шаберы производят разных видов, каждый из них имеет свое назначение.
Обработка поверхностей методом шабрения подразумевает плотное герметичное прилегание между инструментом и обрабатываемой деталью, поэтому применяют его в работе только с:
- Металлом – направляющие станочного оборудования, поверхности подшипников скольжения, приспособлений и инструментов, отдельные детали приборов при ремонте агрегатов и узлов.
- Деревом – требуются хорошо заточенные модели определенной формы, в зависимости от того, какой результат планируется получить: прямоугольные, типа «шейка лебедя» и прочие.
- Пластиком – позволяет обрабатывать и зачищать поверхности пластиковых изделий различной формы.

ПРИМЕЧАНИЕ:
При работе с металлическими деталями технологию шабрения, а также конфигурацию инструмента определяет, кроме прочего, твердость обрабатываемого материала.
- для алюминия и других мягких металлов вроде латуни угол заострения рабочей части должен находиться в пределах 35 – 40 градусов;
- для стали – 75 – 90 градусов;
- для бронзовых и чугунных изделий – 90 градусов и более.
Устройство и характеристики
В простейшем исполнении шабер – ручной инструмент, представляющий собой металлический стержень, с одной стороны которого находится рукоять для удобства удержания и безопасной работы, а с противоположной – режущая часть с определенным углом заострения.
Торцевые грани, если говорить о плоском инструменте – его режущие кромки.
Кроме цельных вариантов исполнения, в продаже встречаются составные модели с держателем, оснащенным зажимным винтом для фиксации сменных режущих пластин.
Такая конструкция рассчитана для использования насадок различной формы, что позволяет решать широкий спектр задач одним инструментом.
В промышленности наряду с ручным инструментом чаще используют:
Пневмоскребок (пневмошабер) – в небольшом корпусе расположен ударный механизм с поршнем, который передает поступательные движения определенной частоты на съемную насадку – зубило. Инструмент приводится в работу сжатым воздухом, а потому к его тыльной части подключается пневматический шланг компрессора. В среднем рабочая частота достигает 2,2 – 4,5 тыс. колебаний в минуту, расход воздуха – около 100 — 115 л/мин.
Электроскребок (электрошабер) – инструмент со встроенным электродвигателем, работающий от аккумулятора или сети. Может использоваться как электрическое долото или зубило. Средняя потребляемая мощность, в зависимости от модели, составляет 150 – 350 Вт.
Среди классических шаберов встречаются двухсторонние варианты, где рабочие элементы расположены с обеих сторон от рукояти.
Также для обработки широких плоскостей используется дисковый инструмент, где в роли рабочей части выступает твердосплавный заточенный диск.
Материал
Стержень ручного инструмента изготавливается, как правило, из инструментальной стали.
Рабочая часть представляет собой твердосплавный режущий элемент.
Материалом для рукояти служит пластик или древесина.
Составные шаберы оснащаются сменными пластинками, сырьем для которых нередко служат сплавы с высокими показателями твердости (64 – 70 HRC).
Для работы с мягкими материалами и пластмассами используются керамические варианты инструмента, оснащенные одно-, двух- и даже трехкомпонентной рукоятью.
Что касается пневматических моделей, их корпус изготавливается из легких, но прочных материалов, способных выдержать высокие нагрузки, например, алюминиевых сплавов.
Электрические варианты исполнения обычно имеют пластиковый корпус, прорезиненный в месте его удержания руками.
Размеры и вес
Размеры ручного шабера зависят от его назначения и конфигурации режущей части, как правило, находятся в следующих пределах:
- Длина: 190 – 550 мм.
- Ширина рабочей части (зависит от способа шабрения): 5 – 75 мм
- Толщина конца: 2 – 4 мм.
У дисковых вариантов исполнения диаметр диска составляет в среднем 50 – 60 мм при толщине 3 – 4 мм.
Ручные шаберы весят порядка 100 – 600 г.
Габариты пневматических и электрических вариантов соотносятся с характеристиками среднеразмерных дрелей.
Государственная стандартизация коснулась шаберов исключительно с точки зрения правил приемки этого инструмента и требований к металлам, которые могут применяться в производстве.
Что же касается геометрических параметров, они ГОСТами никак не регламентируются, однако, по ошибке нередко за такой стандарт принимается ГОСТ 1465-80, который относится исключительно к напильникам.
Маркировка
Единой схемы маркировки для шаберов не существует, однако, у некоторых производителей, предлагающих инструмент в наборах, распространено цветовое их деление по материалу, для работы с которым они предназначены.
Обычно окрашиваются рукоятки или их части (вставки) в следующие цвета:
- Зеленый – для обработки алюминия;
- Красный – для чугуна и латуни;
- Синий – для стали;
- Желтый – для мягких материалов, например, пластика.

Разделение по цвету позволяет владельцу сразу сориентироваться в назначении того или иного шабера.
Виды шаберов и их цена
Этот инструмент по сфере применения бывает двух типов:
- Слесарный шабер – применяется при работе с металлическими изделиями, ремонте узлов и агрегатов, очистке их плоскостей от остатков герметика, прокладок.
- Строительный – применяется при строительстве и ремонте для обработки труднодоступных мест, обширных поверхностей, для удаления краски, старой штукатурки, шпатлевки и прочих материалов, соскребания засохшего клея с плитки.
К последнему типу можно отнести электроскребок.
Электрошабер
Инструмент с корпусом, напоминающим формой цилиндр, внутри которого спрятан электродвигатель.

Рабочая часть состоит из держателя, двигающегося вперед-назад с большой скоростью, в котором закреплена насадка определенной конфигурации, в зависимости от задач.
Пневмошабер
Пневмоскребок – аналог предыдущего варианта, механизм которого приводится в движение сжатым воздухом.

Шабер слесарного назначения, в свою очередь, по типу привода бывает:
Ручной
Классический вариант исполнения, внешне напоминающий стамеску.
Имеет рукоять для удержания, основу в виде стального стержня, на конце которого находится непосредственно рабочая часть.
Его стоимость в среднем составляет 600 – 1200 рублей.
Механический (механизированный)
Призван ускорить и упростить работу, так как шабрение – довольно трудоемкий и длительный процесс.
Сюда относятся электрические шаберы, работающие от сети, а также пневматические модели, по принципу работы напоминающие отбойный молоток, посредством которых за один проход можно добиться довольно глубокого шабрения.
Их цена может достигать 40 тыс. руб., в среднем составляет от 7 тыс. руб.
Так как наиболее распространенными остаются ручные модели, их конструкция постоянно модифицируется производителями под выполнение конкретных задач, расширяется их функционал, а потому на инструментальном рынке можно найти:
Односторонние
Модели, где рабочая часть находится лишь с одной стороны стержня-основы.
Двухсторонние
Имеют две рабочие части одинаковой, либо же разной конфигурации, расположенные по обе стороны от ручки.
Оба приведенных варианта исполнения могут быть цельными (монолитной конструкции), либо со вставными режущими пластинами.
Универсальные
Здесь рабочая часть шабера оснащена державкой с фиксирующим винтом или другим зажимом, в который вставляют разные режущие лезвия.

Таким образом, получается универсальный или составной шабер, который используют для решения широкого спектра задач благодаря установке пластины требуемой конфигурации.
Стоимость в среднем составляет порядка 1000 – 1500 рублей.
По форме рабочей части различают:
- Плоские модели – применяются для работы с плоскими поверхностями, открытыми канавками и пазами.
- Трехгранные варианты исполнения, а также четырехгранные модели – применяются в основном для обработки цилиндрических и вогнутых поверхностей.

- Фасонные – имеют режущую кромку, повторяющую форму обрабатываемой поверхности.
Также бывают полукруглые, крючкообразные, ложкообразные и другие виды шаберов, предназначенные для выполнения строго определенных работ.

Кроме стандартного инструмента, на практике активно применяются и менее распространенные его вариации:
- Дисковые шаберы – для обработки широких поверхностей.
- Кольцевые – для работы с изделиями круглой формы.
Искробезопасные
Это специализированные модели, рабочую часть таких шаберов производят из специальных материалов, например, из бронзовых сплавов, меди, бериллия и др.
Искробезопасные шаберы одновременно являются немагнитными благодаря свойствам материалов, из которых они изготовлены.

Внимание!
Взрывобезопасный инструмент обязательно должен быть сертифицирован.
Стоимость специализированных шаберов превышает 12 тысяч рублей.
В зависимости от того, как относительно рукояти расположена рабочая часть трехгранных, фасонных и прочих шаберов, они делятся на прямые и выгнутые (изогнутые).
Последние удобны при работе с мягкими материалами, а также элементами с острыми углами.
Точное шабрение мелких металлических деталей требует специализированного, подходящего инструмента.
Ювелирные (ломбардные)
Нумизматами для чистки старых монет и ювелирами при работе с украшениями используются миниатюрные конусные шаберы твердостью 50 – 60 единиц и общей длиной порядка 115 мм, что сравнимо с обыкновенной шариковой ручкой.
Стоимость этого ювелирного инструмента составляет около 250 рублей.
Материалом изготовления зачастую служит победит и различные твердые сплавы.

Инструмент подходит для реставрации мелких находок, представляющих ценность, продается обычно в наборах по 4 – 5 единиц.
При обработке мягких материалов, включая пластики, преимущество отдается керамическому шаберу.
Он отлично снимает тонкие слои с плоских поверхностей и ребер изделий, а также эффективно удаляет заусенцы.
Из керамики изготовлена только режущая часть, не подверженная коррозии и не требующая длительное время заточки.
Стоимость такого инструмента может доходить до 2 тыс. рублей, в зависимости от производителя и конфигурации режущей кромки.

Существуют также специальные шаберы для снятия заусенцев с кромок и углов обрабатываемого изделия.
Обычно такие шаберы продаются в наборах, имеющих насадки с разными углами наклона и закругления.
Стоимость таких наборов начинается от одной тысячи рублей.
Маникюрные
Инструмент, который отличается не только назначением, но и конструкцией.

Он используется в косметологии и называется пушером, представляет собой металлический стержень с лопаткой, имеющей сужающийся плоский кончик, которым поддевают край птеригия и сдвигают его к основанию.
Такая процедура позволяет аккуратно и ровно срезать кожу у основания ногтя при помощи щипчиков.
Что нужно знать о шаберах?
Мастера, для которых использование шабера обусловлено профессиональной деятельностью, приобретают разнотипные комплекты этого инструмента, где каждая единица используется по конкретному назначению.
Для периодического использования в домашних условиях выгоднее и дешевле приобрести одну составную модель с несколькими сменными режущими пластинами требуемых для решения определенных проблем конфигураций.
В некоторых случаях для удобства работы требуется более длинная рукоять шабера, для этих целей в продаже можно найти специальные держатели-удлинители.
Производители шаберов
На инструментальном рынке можно встретить шаберы как известных производителей, так и кустарные варианты, не имеющие названия, изготовленные из низкокачественных сталей, узнать маркировку которых не представляется возможным.
Стоимость последних заметно ниже, однако, качество исполнения не позволяет их использовать в полной мере, такие варианты попросту бесполезны, так как не способны обеспечить точность работы.
Шабер слесарный: назначение и виды инструмента для шабрения
Шабер хорошо известен специалистам по слесарному делу. При помощи этого инструмента для финишной обработки поверхности деталям из металла можно придать минимальную степень шероховатости, а их геометрическим параметрам – высокую степень точности.

Шабрение направляющих задней бабки токарного станка
Как выполняется шабрение
Само слово «шабрение», которое можно перевести как «скобление», пришло к нам из Германии. Оно очень точно соответствует сути технологической операции, которую обозначает. В процессе выполнения такой операции с поверхности детали соскабливаются неровности, что позволяет сделать ее максимально гладкой.
Шаберы, при помощи которых выполняется такая операция, изготавливаются из инструментальной стали. Конструкцию этого инструмента составляют рукоятка четырех- или трехгранной формы и режущая часть. Чтобы придать рабочей части шабера требуемую степень твердости (64–66 единиц по HRC), ее подвергают закалке.
Шаберы изготавливают преимущественно стандартной длины (20–40 см), а ширина их режущей кромки зависит от типа выполняемой операции. Так, черновое шабрение выполняется инструментом, ширина рабочей части которого составляет 20–30 мм, для чистового этот интервал равен 15–20 мм.
Тип выполняемого шабрения оказывает влияние и на то, какой величины угол заострения наконечника должен быть сформирован на инструменте. Специалисты по слесарному делу рекомендуют использовать следующие углы заточки режущего наконечника:
- 75–90° – для черновой обработки;
- 90° – для чистового шабрения;
- 90–100° – для отделочных операций.
Следует иметь в виду, что угол заострения режущей кромки шабера измеряется относительно его оси.
Заточка зависит от формы рабочей части шабера
Геометрические параметры инструмента для выполнения шабрения не регламентируются никаким ГОСТом, хотя многие по незнанию стараются найти такие данные в стандарте под номером 1465-80. Между тем ГОСТ 1465-80 относится к напильникам и никакого отношения к шаберам не имеет. Что касается самих шаберов, в соответствующих ГОСТах можно найти только требования к металлу для их изготовления, а также к правилам приемки такого инструмента, относящегося к слесарной группе.
Виды инструментов для выполнения шабрения
На сегодняшний день специалисты используют различные виды шаберов, отличающиеся друг от друга по нескольким параметрам. Одним из таких параметров является форма режущей части инструмента, в зависимости от которой среди шаберов выделяют плоские, трехгранные и фасонные. В отличие от инструмента плоского и трехгранного типа, фасонные шаберы имеют рабочую часть, полностью повторяющую форму поверхности обрабатываемой детали.

Шаберы с различными рабочими частями

Шабер трехгранный с деревянной рукояткой
Инструментом, рабочая часть которого имеет несколько граней, преимущественно обрабатываются поверхности цилиндрической и вогнутой формы, а плоские шаберы успешно справляются с обработкой различных канавок и пазов. На практике часто используются дисковые и изготовленные в форме кольца шаберы. При помощи первых выполняется обработка деталей с широкими поверхностями, а вторыми осуществляют шабрение изделий, имеющих круглую форму.
По конструктивному исполнению шаберы бывают цельными и разборными, одно- или двухсторонними. Более долговечными являются двухсторонние шаберы, которые отличаются от односторонних тем, что у них есть две рабочие части, расположенные по обеим сторонам рукоятки.

Устройство составного шабера
Рабочая часть инструмента для шабрения по своему расположению относительно рукоятки может быть плоской или изогнутой. Шаберы, рабочая часть которых имеет изогнутую форму, наиболее удобно использовать для обработки мягких металлов, а также деталей, имеющих острые углы.
Относительно недавно в слесарном деле использовались только ручные шаберы, а сегодня многие производители предлагают инструмент, оснащенный приводом пневматического или электрического типа. Манипулировать таким инструментом все равно приходится вручную, но для этого требуется прикладывать значительно меньше усилий, чем при использовании ручного шабера.

Универсальный шабер BIAX
Сферы применения шаберов
С помощью шабера специалист снимает с обрабатываемой детали тончайший слой металла, толщина которого может варьироваться в пределах 0,005–0,7 мм, что позволяет довести степень шероховатости поверхности до требуемого уровня. При помощи такой технологической операции часто выполняют обработку деталей, которые будут в дальнейшем сопрягаться и перемещаться относительно друг друга. Наиболее распространенными деталями, для финишной обработки которых применяют различные типы шаберов, являются:
- детали станков и высокоточных приборов;
- элементы подшипников скольжения;
- различные измерительные инструменты и приспособления для осуществления контрольных операций;
- лезвия режущих инструментов (для их заточки используется так называемое точило-шабер).

Шабрение — доводка направляющих суппорта токарного станка
Одно из преимуществ шаберов – универсальность, поэтому область их применения вышеперечисленными пунктами не ограничивается. При помощи таких инструментов выполняют гравировочные работы на поверхности мягких материалов, обрабатывают кромки деталей, удаляют старое покрытие. Они нашли применение и в косметологии, с их помощью свои манипуляции совершают мастера маникюра.
Используемые для решения различных задач шаберы можно отличить друг от друга даже по фото, поскольку они имеют разную конструкцию и геометрические параметры. Так, миниатюрный маникюрный инструмент выполнен в форме лопаточки с удобной ручкой, а приспособления для шабрения габаритных заготовок могут выпускаться в форме твердосплавных пластин. Догадаться о том, что такая пластина является шабером, неспециалисту достаточно сложно, даже если он увидите ее вживую, а не на фото. Чтобы задействовать этот инструмент, нужен специальный фиксатор, оснащенный удобной рукояткой для выполнения слесарных манипуляций.
Технология шабрения зависит как от размеров и конфигурации обрабатываемой детали, так и от твердости материала, из которого она изготовлена. Специалист, собирающийся выполнять такую технологическую операцию, должен правильно выбрать угол заточки рабочей торцевой части шабера по отношению к его оси. Этот угол при обработке разных материалов должен находиться в следующих пределах:
- при шабрении мягких металлов – 35–400;
- при обработке поверхностей деталей из стали – 75–900;
- при выполнении шабрения деталей из чугуна и бронзы – более 900.
Несколько рекомендаций по использованию шаберного инструмента
Чтобы инструмент для выполнения шабрения прослужил вам как можно дольше и позволял получать качественные поверхности, необходимо соблюдать несложные рекомендации по его эксплуатации. Основной из таких рекомендаций, конечно, является правильный выбор инструмента.
У многих специалистов слесарного дела имеются целые наборы шаберов, из которых они выбирают оптимально подходящий для решения конкретной технологической задачи. Можно поступить иначе и приобрести универсальный инструмент со сменными пластинами, которые быстро заменяются на необходимые в определенной ситуации.

Самодельная голова для шаберных пластин
Не следует сразу приступать к шабрению, если на поверхности детали, которую требуется обработать, имеются крупные царапины и другие дефекты значительной величины. Такую деталь необходимо предварительно подвергнуть более грубой обработке, для чего можно использовать фрезерный станок или другое оборудование.
После того как поверхность подготовлена к шабрению, необходимо выявить на детали участки, которым следует уделить особое внимание. Для этого надо нанести тонкий слой специальной краски на поверочную плиту и провести по ее поверхности обрабатываемую деталь. В результате такой несложной манипуляции все имеющиеся на поверхности обрабатываемой детали выступы окрасятся. С них и следует начать шабрение. Использовать поверочную плиту с краской нужно неоднократно, после окончания каждого цикла обработки.
Черновое (обдирочное) шабрение служит для снятия с плоскости нагортованного верхнего слоя
Для выполнения шабрения деталь надежно фиксируется в тисках, а крупногабаритные изделия обрабатываются по месту. Сам инструмент при этом держат двумя руками в средней части рукоятки и перемещают по направлению к себе. Очень важно выдерживать угол наклона шабера по отношению к обрабатываемой поверхности (он должен составлять порядка 800).
Приступая к шабрению, следует иметь в виду, что в первую очередь обрабатываются самые выпуклые участки.
Шабрение (шабровка) металла – точное выравнивание поверхности
Шабрение, которое также называется шабрование или шабровка, — это технологическая операция, позволяющая выполнять обработку поверхностей металлических деталей с высокой степенью точности и качества. Совершенно не случайно специалисты считают такую операцию одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы.

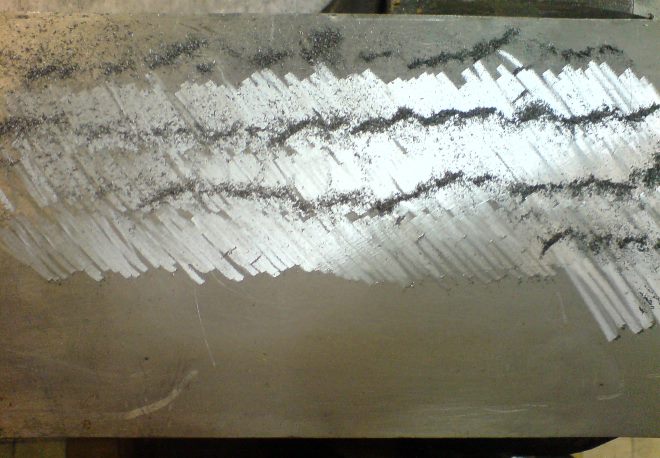
Шабрение стальной пластины
Особенности операции и инструменты
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. При помощи такой операции преимущественно обрабатываются изделия из металла, достаточно редко — детали из пластика и древесины.
Так как шабрение является финишной операцией, ее используют для выполнения обработки деталей, поверхность которых уже имеет невысокую степень шероховатости.
Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга. В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполняют обработку:
- деталей приборов различного назначения;
- элементов подшипников скольжения;
- наружной части измерительных инструментов и контрольных приспособлений: поверочных плит, линеек, угольников и др.;
- направляющих элементов различных станков: токарного, сверлильного и др.;
- плоских и криволинейных поверхностей любого другого назначения, к которым предъявляются повышенные требования по степени их шероховатости и точности взаимного расположения.

Шабровка деталей токарного станка
Процесс шабрения, как уже говорилось выше, практически не поддается механизации. Выполняют такую технологическую операцию при помощи ручного инструмента, который называется шабером. На сегодняшний день используются следующие виды инструментов для выполнения шабрения:
- классифицирующиеся по конфигурации своей режущей части на плоские, фасонные и трехгранные;
- подразделяющиеся по своей конструкции на цельные и составные;
- одно- и двухсторонние инструменты, отличающиеся количеством режущих частей.
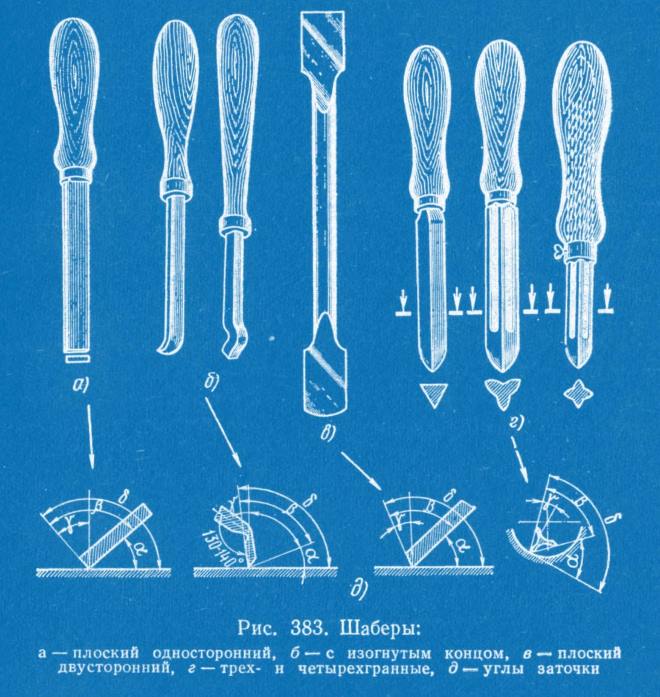
Конструкции шаберов: а — односторонний плоский, б — с загнутым концом, в — двусторонний плоский; г — многогранные; д — углы заточки
При производстве инструментов, предназначенных для выполнения шабрения, в качестве основного материала используется инструментальная сталь. В тех случаях, когда инструмент имеет составную конструкцию, его рабочая часть может быть оснащена твердосплавными пластинами или режущими элементами, изготовленными из быстрорежущей стали.

Державка шаберной пластины
На геометрические параметры инструментов, при помощи которых выполняется шабровка, оказывает влияние ряд параметров:
- материал изготовления детали, которую предстоит обрабатывать;
- угол, под которым инструмент располагается по отношению к поверхности детали;
- характеристики поверхности, необходимые для получения в процессе выполнения обработки.
Шабрение плоских поверхностей преимущественно выполняется при помощи одно- и двухстороннего инструмента, режущая часть которого может иметь прямолинейную или криволинейную конфигурацию. В зависимости от типа обработки, торцевой участок инструмента затачивается под различным углом по отношению к его оси:
- при выполнении черновой обработки — 75–90°;
- для выполнения обработки отделочного типа — 90–100°;
- шаберы для выполнения финишной чистовой обработки — 90°.
На параметры данного угла оказывает влияние и твердость металла, поверхность которого необходимо подвергнуть обработке. Так, шабрение деталей, изготовленных из мягких материалов, производится инструментом, торцевая часть которого заточена под углом 35–40 градусов по отношению к оси инструмента, изделий из стали — 75–90 градусов, из бронзы и чугуна — 90–10°градусов.
Важными параметрами инструмента, при помощи которого выполняется шабровка, являются длина режущей кромки инструмента и радиус ее закругления.
На величину таких параметров основное влияние также оказывает твердость обрабатываемого металла и тип обработки. Те, кто профессионально занимается слесарным делом, наверняка знают, что более твердые металлы обрабатываются инструментом с узкой рабочей частью и минимальным радиусом закругления режущей кромки. В зависимости от типа обработки и требований, предъявляемых к степени шероховатости обрабатываемой детали, ширина режущей кромки шабера выбирается в следующих пределах:
- черновая обработка — 20–30 мм;
- чистовое шабрение — 15–20 мм;
- отделочная обработка — 5–12 мм.
Ручная доводка шабера
Шабрение криволинейных поверхностей
Шабрение плоских деталей
Операция шабрения поверхностей деталей, имеющих плоскую форму — наиболее распространенная технологическая операция, алгоритм выполнения которой уже хорошо отработан на протяжении нескольких десятилетий. Таким способом, в частности, выполняют обработку элементов станины, направляющих токарного и станков любого другого типа.
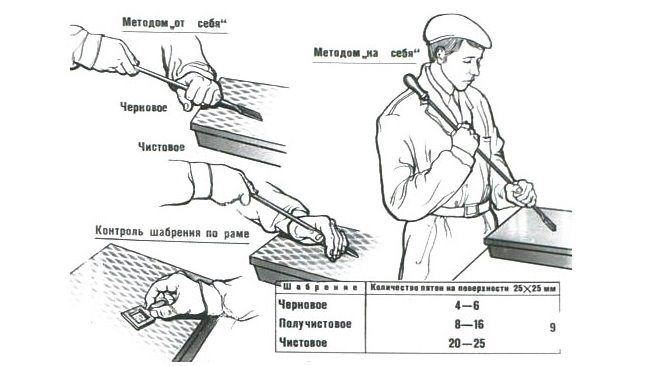
Инструмент, при помощи которого выполняется операция шабрения, может перемещаться вручную «на себя» или «от себя». Практически все специалисты слесарного дела подтверждают, что более производительным шабрение получается в том случае, если инструмент двигается «на себя». Очень важным моментом для выполнения качественной обработки является правильная подготовка поверхности, которая ей будет подвергаться.
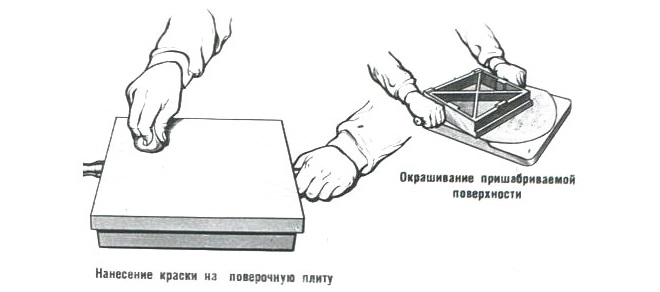
Неотъемлемым элементом данного технологического процесса является краска, необходимая для более качественного выполнения шабрения. Такая краска, представляющая собой смесь машинного масла с суриком, лазурью или синькой, изначально наносится на поверочную плиту, с которой затем посредством круговых движений переносится на поверхность обрабатываемой детали. При помощи нанесенной таким образом краски специалист выявляет на поверхности детали наиболее выступающие участки, подлежащие шабрению в первую очередь.
Подготовка к шабрению
Алгоритм, по которому выполняется шабрение с движением шабера «на себя», выглядит следующим образом:
- деталь, которую предстоит обрабатывать, фиксируют в тисках;
- шабер берут обеими руками в средней его части и подводят его режущую часть к поверхности детали, следя за тем, чтобы угол наклона по отношению к поверхности изделия составлял порядка 80°;
- режущая кромка инструмента, при помощи которой будет выполняться операция шабрения, подводится к границе окрашенного пятна, затем оно соскабливается;
- выполняется непосредственно шабрение, сначала черновое или предварительное, а затем — чистовое.
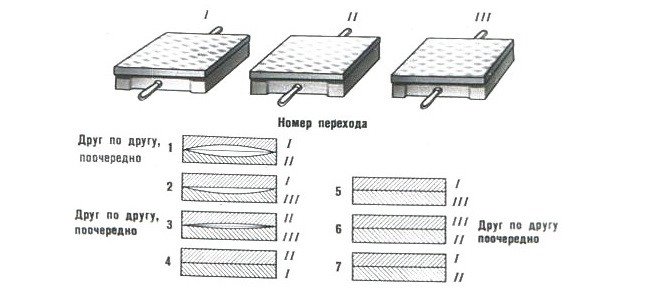
Последовательность шабрения методом «трех плит»
Естественно, габаритные элементы токарного или любого другого станка, которые не представляется возможным снять и зафиксировать в тисках, обрабатываются по месту. При выполнении шабрения, как и любых других слесарных работ, следует строго придерживаться требований техники безопасности.
Контроль качества выполненного шабрения осуществляется при помощи специальной рамки с прозрачным окошком, размеры которого составляют 25 на 25 мм. В таком окошке, если операция шабрения выполнена качественно, должно явно просчитываться 12–16 пятен краски, распределенных равномерно по всей его площади. Техника выполнения такого контроля выглядит следующим образом:
- рамку с окошком помещают на поверхность обработанной детали;
- считают количество пятен краски на площади поверхности, ограниченной окошком рамки;
- данную процедуру повторяют в нескольких местах поверхности детали;
- высчитывают среднее арифметическое количества пятен краски в окошке и сравнивают его с нормативным показателем — 12–16 пятен.
Поверка плоскостей с помощью цифрового штангенциркуля
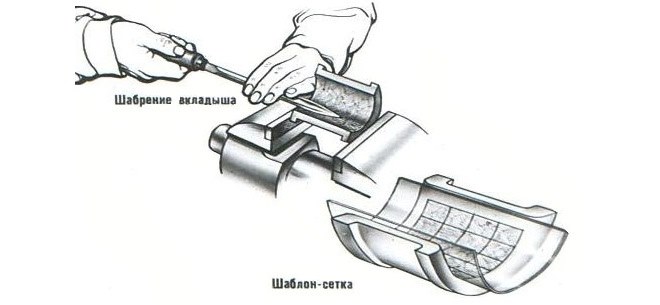
Такое приспособление, как рамка с окошком, не подходит для проверки качества обработки криволинейных поверхностей. Поэтому для таких целей используют гибкую полимерную пленку, на которую нанесена сетка с размерами 25 на 25 мм. Удобство использования такой пленки состоит в том, что ей можно с легкостью придать ту конфигурацию, которую имеет поверхность обработанной детали. Удовлетворительно проведенной обработка считается в том случае, если на 75-ти участках поверхности детали количество пятен краски в окошке соответствует нормативному значению.
После операции шабрения, как правило, проводится процедура притирки, которая позволяет выровнять обрабатываемую поверхность с точностью до 0,0001 мм. Выполняется этот процесс не только при помощи инструмента различного вида, но и с применением абразивных материалов: порошков и паст.
Технологические операции по финишной обработке поверхности деталей после шабрения, о которых говорилось выше, несмотря на свою сложность и массу нюансов по их выполнению, могут быть достаточно успешно и быстро освоены по обучающим видео роликам, размещающимся на просторах сети интернет.
Шаберная пластина как инструмент оверклокера
Слово это обозначает как раз процесс использования выше названного инструмента. Как поговаривают бывалые слесари, работа это не из легких и требует ювелирной точности, скрупулезности, терпения и, конечно же, умения. Навык приходит не сразу, и много деталей остается подпорченными, прежде чем молодой слесарь освоит эту хитрую операцию, а она, кстати, занимает практически 20 % всех задач в слесарном деле. Так что в обход ее никак не обойдешь. О требуемой сноровке можно судить по тому, что за один проход можно удалить максимум 0,7 мм металла, а при среднем усилии и вовсе уйдет не более 0,03 мм.

Заключается шабрение в том, что снимается с обрабатываемой детали еле видный верхний слой. Чаще всего, работают с металлом, хотя нередко встречается такой же прием и при обработке дерева, но с этим более послушным материалом можно работать и другими режущими инструментами, достигая гладкой поверхности. С металлом же не все так просто, и только шабрение дает действительно нужный результат. Шабер по металлу способен снять даже почти неощутимые шероховатости, которые мешают трущимся поверхностям осуществлять стабильную работу механизмов.
После такой обработки детали могут идеально плотно прилегать друг к другу, хорошо взаимно смазываться и не терять смазку. Снятие тонкого шероховатого слоя дает возможность идеально подогнать размер детали под требующийся.

Набор шаберов есть в каждом слесарном цеху, такие инструменты необходимы даже при изготовлении поверочных приспособлений для придания им до скрипа гладкой поверхности. К тому же, успешно обработать можно и криволинейную поверхность, правда, задача эта еще сложнее и требует соответствующей квалификации и опыта, особенно, если в арсенале только ручная модель приспособления для шабрения. Так ровняются детали различных приборов, направляющие станков, и даже подшипники можно привести в идеальную форму с помощью таких инструментов.





Виды шаберов – чем может удивить такой простой инструмент?
Виды шаберов выделяют по нескольким критериям. Например, по конструкции можно разделить приспособления на цельные и составные. Про разницу между ними догадаться не сложно. Несмотря на внешнюю простоту, существуют различия и по форме кромки, которой осуществляется непосредственная работа. Так, выделяют плоские (самая простая форма – прямая пластина), фасонные (пластина имеет форму детали, которую планируется обрабатывать) и трехгранные. Также существуют разные количества режущих граней, их может быть две (двухсторонние инструменты для шабрения) или одна (односторонние).

Как видно, составных частей у данного режущего приспособления не много, но и в них можно заблудиться. А если осмотреться в современном строительном магазине, то вы увидите, что кроме этих критериев есть и еще один существенный нюанс – привод. Да-да, сегодня работать можно не только руками, вернее, контролировать все равно придется ими, но вот напрягаться вам не нужно, потому что есть уже другие виды инструментов – пневматический, электрический шабер по металлу и ручной, конечно же. Рабочая поверхность всех подобных приспособлений делается из углеродистой стали для инструментов, обычно это марки У10-У13, реже – из какого-нибудь твердого сплава.

Конструкция инструмента
Конструктивное решение каждого станка связано с функцией, которую выполняет шабер. В целом такие режущие изделия отличаются по нескольким параметрам:

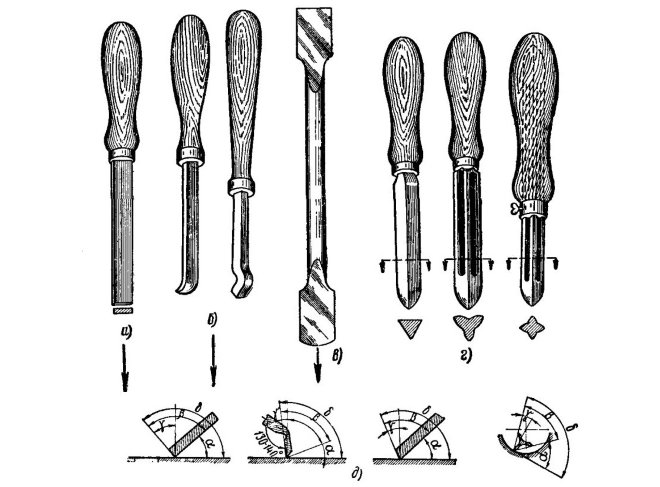
Конструкции шабера
- Тип сборки. Сборка шабера может быть как цельной, так и со вставным режущим компонентом.
- Тип запуска. Использование инструмента может контролироваться вручную, а может запускаться с помощью электрического или пневматического привода.
- Особенности назначения. Рукоять и угол наконечника шабера различаются в зависимости от того, какую процедуру по обработке предстоит выполнить.
Режущий компонент механического или ручного шабера имеет параметры, необходимые для обработки предмета определённой формы. Фасонная режущая часть полностью адаптирована под форму обрабатываемой детали, плоские элементы отлично проявляют себя при оформлении широких поверхностей. Многогранные режущие компоненты подходят для обработки цилиндрических форм или сложных объёмов, а обточка сферических форм выполняется с помощью кольцевого станка.
Некоторые станки выполнены в цельной конфигурации, а остальные модели имеют разные вариации сборки, при которых отделяется рукоять и режущая часть. Односторонний шабер представляет собой станок, в котором соединены пластиковая или деревянная ручка и режущий механизм. Работа шабером для металлообработки сопряжена с разглаживанием поверхностей. Такие инструменты изготавливаются из износостойких сплавов – углеродистой, легированной и нержавеющей стали.

Какие бывают шаберы
Как выбрать тот самый шабер из огромного набора?
Как видим, выбор велик, но как же определиться, какой из предложенных инструментов взять для работы? Если перед вами стоит задача выровнять поверхность плоского предмета или детали, то вполне подойдет прямолинейное приспособление, количество режущих кромок может быть любое, приложитесь той, которая вам больше понравится. Если нет прямолинейного, то для этой задачи сойдет и криволинейный. Основная составляющая успешной работы – правильная заточка режущей кромки, геометрия в таких случаях определяется тем, насколько грубой планируется обработка, т.е. сколько нам надо снять миллиметров материала, также от твердости этого материала и от угла расположения режущей кромки относительно поверхности, которую обрабатываем.

Обычно угол заточки равняется 90-100°, работать так легче всего. Но если вам предстоит только черновая стадия обработки, то угол может составить от 75°, когда же производится уже отделочная стадия, угол берется максимальный – 100°. Что же касается материалов, то для мягких металлов можно заточить инструмент даже на 35-40°, а вот для стали нужен угол 75-90°, а если перед вами чугун или бронза, то приготовьте приспособление с заточкой под 90-100°. Выбирая ширину и радиус скругления для вашего режущего приспособления, опирайтесь также на твердость обрабатываемого материала и на требование к чистоте работы. Правило такое: при высокой твердости и чистоте шлифовки режущая кромка должна быть узкой (черновая стадия – до 3 см, а отделочная – 1,2 см) и с малым радиусом закругления.

Для особых случаев, например, для криволинейной работы по обработке подшипников, берут трехгранный инструмент, причем затачивают его на 60°. А если работы предстоит много, и она довольно разномастная, то потребуется очень много приспособлений в наличии, тогда проще использовать составной инструмент для шабрения. В нем можно просто менять пластины, причем делается это элементарно, лишь открутив зажимной винт. В некоторых случаях слесари делают не совсем стандартный вид такого инструмента – в виде кольца. Им намного удобнее шлифовать круглую деталь.
Как пользоваться инструментом для шабрения — пошаговая схема
Шаг 1: Оценка и подготовка поверхности
Важно взвесить степень несовершенства вашего объекта шабрения. Если есть грубые царапины и забоины, или износ почти достиг отметки 0,5-1 мм на площади в 1 мм2, то нужна сначала более грубая обработка, например, строгание и фрезерование. Следует острые кромки по краям поверхности затупить напильником, а потом замерить зазор поверочного инструмента, например линейки, относительно поверхности. Приложив ее к детали, вы не должны обнаружить зазор выше 0,05 мм, иначе нужна еще одна предварительная грубая обработка.
Шаг 2: Окрашивание поверхности
Берется поверочная плита, по ней проходятся краской, оставляя тонкий слой. Будущую «подопытную» деталь кладут поверхностью, которую предстоит шабровать, и тянут по плите. Все выпуклости, которые вам и нужно будет потом удалить, окрасятся. Краски имеют особую рецептуру, вариантов много, но, чаще всего, это машинное масло с лазурью или синькой. Ожидаемое требование – отсутствие крупных частиц в краске, идеальное состояние поверочной плиты. Проверять деталь на краску придется много раз за шабрение, только последняя чистовая стадия будет производиться уже «на блеск».
Шаг 3: Шабрение
Осуществлять данный шаг следует с хорошо заточенным и заправленным инструментом. После небольшого шабрения следует опять проверять состояние поверхности, причем наносить краску на поверочную плиту нужно каждый раз все более тонким слоем. При работе заготовку не ленитесь хорошо закреплять в тисках или других приспособлениях. Если деталь маленькая, то делать это стоит осторожно, используя какие-нибудь прокладки под тиски. Шабрение нужно делать равномерно, а значит, двигаться следует во всех направлениях. Причем начинать с удаления больших пятен, заканчивая малыми.

(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Шабрение поверхности
Шабрение поверхностей.
Шабер — металлорежущий инструмент в виде металлического стержня с режущими кромками на конце, применяется при шабрении. По форме режущей части различают плоские, трёхгранные и фасонные шаберы, по конструкции — цельные и со вставными режущими пластинами.
Шабрение, шабровка, срезание (соскабливание) тонких частиц металла с поверхности детали шабером. Шабрение обычно производится после отделочной обработки деталей на металлорежущих станках и используется для пригонки сопрягаемых поверхностей или герметичности их соединения.
Конструктиво шаберы — металлические стержни различной формы с режущими кромками. Изготовляют их из инструментальных углеродистых сталей У10 и У12А. Режущий конец шабера закаливают без отпуска до твёрдости HRC 64…66.
По форме режущей части шаберы делятся на плоские, трёхгранные, фасонные; по числу режущих концов (граней) — на односторонние и двусторонние; по конструкции — на цельные и со вставными пластинками.
Плоские шаберы применяют для шабрения плоских поверхностей — открытых пазов, канавок и т. д. Длина плоских двухсторонних шаберов составляет 350…400мм. Ширина шабера для грубого шабрения принимается равной 20…25мм, для точной — 5…10мм. Толщина конца режущей части колеблется от 2 до 4мм. Угол заострения у шаберов для чернового шабрения принимают равным 70…75 градусов, для — чистового 90 градусов.
Двухсторонний плоский шабер благодаря наличию двух режущих концов имеет большой срок службы.
Трёх- и четырёхгранные шаберы принимают для шабрения вогнутых и цилиндрических поверхностей. Трёхгранные шаберы имеют длину 190, 280, 380 и 510мм (по Гост-у).
Универсальный шабер со сменными режущими пластинками состоит из корпуса, держателя, рукоятки, зажимного винта, сменной режущей пластинки из быстрорежущей стали или твёрдого сплава.
Дисковый шабер используют для шабрения широких плоскостей. Диск диаметром 50…60мм и толщиной 3…4мм затачивают на круглошлифовальном станке. Таким образом используется весь диск шабера, что повышает произво-дительность труда.
Выявление неровностей
При шабрении применяют проверочные линейки или проверочные плиты, в зависимости от типа поверхности.
Перед шабрением выявляют неровности поверхностей путём их окрашивания.
При точной отделке и пригонке плоскостей их проверяют на гладкой и выверенной поверочной плитке, смазав ее жидкой краской (смесь машинного масла с берлинской лазурью или ультрамарином). Приложив деталь проверяемой плоскостью, легкими кругообразными движениями переносят краску с плиты на деталь. Выступающие (окрашенные) места срезают шабером, выравнивая поверхность. Операцию повторяют до тех пор, пока количество точек контакта не будет достаточным.
Шабрение производят в три прохода.
В первом переходе выполняют черновое шабрение, во втором — получистовое и в третьем – чистовое. Черновое шабрение производят широким шабером (ширина режущего лезвия от 20 до 30 мм.) Длина рабочего хода таких шаберов 14-18мм. Толщина стружки, снимаемой за один проход шабера — 0,02-0,05 мм. Черновое шабрение считается законченным, когда вся пришабриваемая поверхность при нанесении на нее краски покроется крупными пятнами (обычно не более четырех масляных пятен на пришабриваемой поверхности в квадрате со стороны 25 мм.).
Получистовое шабрение считается законченным, когда на пришабренной поверхности в квадрате со сторонами 25мм. будет от 8 до 16 пятен.
Чистовое шабрение производится самым узким шабером (ширина режущего лезвия от 5 до 12 мм). Длина рабочего хода таких шаберов 3-8мм. Толщина стружки, снимаемая за один проход шабера — 0.005-0.01 мм. Чистое шабрение считается законченным, когда на пришабренной поверхности в квадрате со сторонами 25мм будет от 20 до 25 пятен.
Прямолинейные поверхности пришабривают либо методом «от себя» либо методом «на себя».
Заточка и заправка шаберов.
Заточку шаберов выполняют на заточных станках.
Угол заострения режущей части шабера для стали принимают равным 75…90 градусов (в зависимости от назначения). Углы заточки шабера для обработки чугуна и бронзы 75…100 градусов, для чернового шабрения мягких металлов 35…40 градусов.
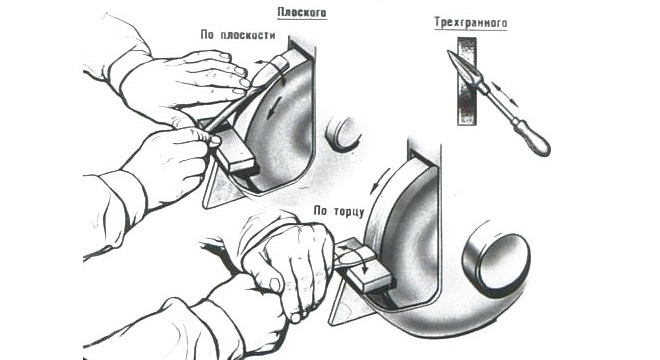
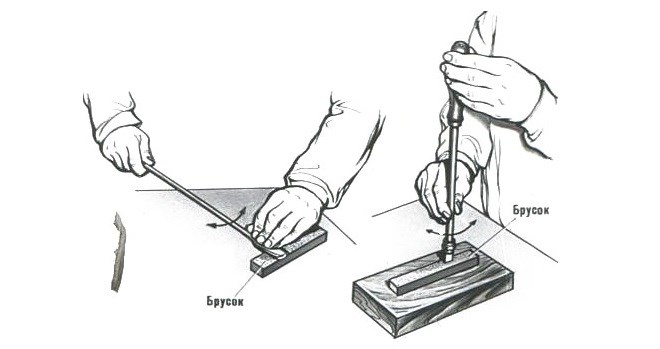
В начале затачивают торцовую часть шабера. После заточки производят заправку шабера на мелкозернистом бруске или ровной чугунной плите, покрытой жидкой пастой или микропорошоком с машинным маслом.
При заточке торцовой части шабера его берут правой рукой за рукоятку, а левой охватывают стержень на расстоянии 25…30 мм от режущих кромок. Опираясь плоской гранью шабера на подручник, его устанавливают перпендикулярно к периферии заточного круга. Плавным движением правой руки, не отнимая конец шабера от круга, его двигают в горизонтальной плоскости для образования на торцовой части шабера криволинейной режущей кромки.
После заточки на лезвии шабера образуются заусеницы и неровности, поэтому лезвие доводят на абразивных брусках зернистостью 90 и ниже. Для точного шабрения и окончательной доводки режущей части шабера принимают пасты ГОИ. В среднем, за 7 ч работы, шабер доводят 4…6 раз, в зависимости от характера шабрения и обрабатываемого материала.
Заправку (доводку) шаберов с пластинками из твердых сплавов производят на заточном круге из мелкого карбида кремния аналогичными приемами, что и заточку.
Доводку шаберов на мелкозернистых брусках выполняют в следующем порядке. Поверхность бруска смазывают тонким слоем машинного масла или смачивают водой. Удерживая шабер в вертикальном положении за рукоятку левой рукой и слегка прижимая его к бруску, правой рукой берутся ближе к режущей части и сообщают шаберу колебательные движения по всей торцовой поверхности.
Шабер что это? Назначение, виды и характеристики
Читайте также: