Шабрение металла слесарное дело
Обновлено: 05.10.2024
Шабрение- это слесарная операция, при которой режущим инструментом - шабером - с поверхности изделия снимают (соскабливают) мельчайшие стружки.
Шабрят, как правило, после обработки резцом, напильником или другим режущим инструментом. Как правило, шабрению подвергаются сопрягаемые поверхности, перемещающиеся друг относительно друга (трущиеся поверхности). С его помощью достигается плотное прилегание сопрягаемых поверхностей, надежное удержание смазки между трущимися поверхностями и точные размеры деталей. Например, шабрят направляющие станин токарных станков, поверхности подшипников скольжения.
Шабрение является весьма трудоемкой операцией и требует большой затраты времени, так как приходится постепенно снимать с обрабатываемой поверхности очень тонкие слои металла; при тонком шабрении за один ход шабера снимают стружку толщиной всего до 0,01 мм.
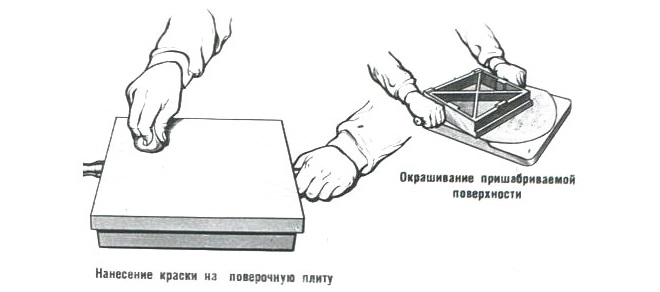
Чтобы выявить, какие места необходимо шабрить, изделие кладут обрабатываемой поверхностью на поверочную плиту, покрытую тонким слоем краски. Легко нажимая на изделие, перемещают его в разных направлениях по плите. В результате выступающие места на поверхности изделия покрываются пятнами краски. Эти места и обрабатывают шабером.
2Режущим инструментом при шабрении является шабер. Шаберы различаются по:
- конструкции – цельные и составные;
- форме режущей кромки – плоские, трехгранные и фасонные;
- числу режущих граней – односторонние и двухсторонние.
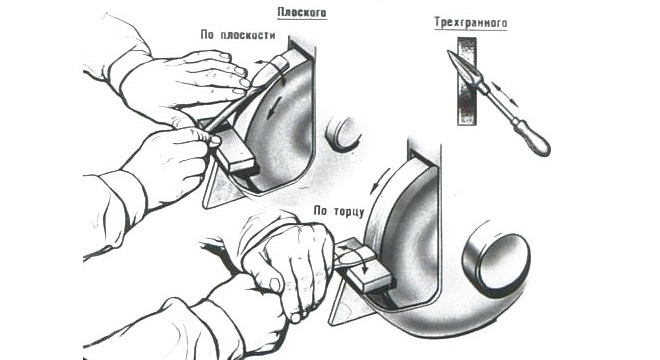
Плоскими шаберами обрабатывают прямолинейные поверхности.
Двухсторонний плоский шабер служит для тех же целей, что и односторонний, но имеет больший срок службы.
Длина плоских односторонних шаберов составляет 200- 300 мм, а двухсторонних 200-400 мм. Ширина шабера для чернового и получистового шабрения 20-30 мм, для чистового 15-20 мм. Угол заострения у шаберов чернового и получистового шабрения 60-75°, у чистового 90°.
Шаберами с изогнутыми концами обрабатывают поверхности в острых углах или детали из мягких металлов (например, алюминия).

Трехгранными шаберами обрабатывают вогнутые и цилиндрические поверхности (например, вкладыши подшипников скольжения). Длина трехгранных шаберов - 100-155 мм.

Помимо цельных шаберов, используются составные, позволяющие быстро заменять режущие пластины. Такой шабер состоит из сменной режущей пластины 1, корпуса держателя 2, зажимного винта 3 и рукоятки 4.
В более простой конструкции шабера режущие пластины 6 закрепляются в рукоятке 7 при помощи гайки.

Физминутка: Разминка шейного отдела, дыхательная гимнастика, пальчиковые упражнения.
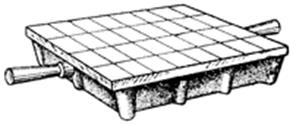
Поскольку шабрение является заключительной операцией слесарной обработки, то качество её выполнения необходимо контролировать в течении всего процесса. Для этих целей предназначены поверочные инструменты: поверочные плиты и линейки.
Рабочая поверхностьповерочной плиты ровная, хорошо обработанная. За две ручки плиту поднимают. Плиты малых размеров устанавливают на верстаках; плиты больших размеров - на специальных металлических подставках.
Поверочную плиту используют при шабрении изделий с широкими поверхностями.
Поверочные плоские (а, б), угловые и призматические (в) чугунные линейки изготовляют длиной от 500 до 3000 мм и шириной от 40 до 100 мм. Поверочные линейки используют при шабрении длинных узких поверхностей.

Неровности на обрабатываемой поверхности видны после ее соприкосновения с окрашенным поверочным инструментом.
Поверочные плиты и линейки необходимо оберегать от коррозии, попадания на них грязи и стружек, от ударов. При работе надо пользоваться всей поверхностью поверочной плиты.
Окончив работу, поверочные плиты и линейки очищают и смазывают. Плиты закрывают деревянной крышкой, а линейки хранят в специальных футлярах..
Изучите материал и результаты контрольных вопросов отправьте на мой контакт в форме фотографии или файла
Шабер слесарный: назначение и виды инструмента для шабрения
Шабер хорошо известен специалистам по слесарному делу. При помощи этого инструмента для финишной обработки поверхности деталям из металла можно придать минимальную степень шероховатости, а их геометрическим параметрам – высокую степень точности.

Шабрение направляющих задней бабки токарного станка
Как выполняется шабрение
Само слово «шабрение», которое можно перевести как «скобление», пришло к нам из Германии. Оно очень точно соответствует сути технологической операции, которую обозначает. В процессе выполнения такой операции с поверхности детали соскабливаются неровности, что позволяет сделать ее максимально гладкой.
Шаберы, при помощи которых выполняется такая операция, изготавливаются из инструментальной стали. Конструкцию этого инструмента составляют рукоятка четырех- или трехгранной формы и режущая часть. Чтобы придать рабочей части шабера требуемую степень твердости (64–66 единиц по HRC), ее подвергают закалке.
Шаберы изготавливают преимущественно стандартной длины (20–40 см), а ширина их режущей кромки зависит от типа выполняемой операции. Так, черновое шабрение выполняется инструментом, ширина рабочей части которого составляет 20–30 мм, для чистового этот интервал равен 15–20 мм.
Тип выполняемого шабрения оказывает влияние и на то, какой величины угол заострения наконечника должен быть сформирован на инструменте. Специалисты по слесарному делу рекомендуют использовать следующие углы заточки режущего наконечника:
- 75–90° – для черновой обработки;
- 90° – для чистового шабрения;
- 90–100° – для отделочных операций.
Следует иметь в виду, что угол заострения режущей кромки шабера измеряется относительно его оси.
Заточка зависит от формы рабочей части шабера
Геометрические параметры инструмента для выполнения шабрения не регламентируются никаким ГОСТом, хотя многие по незнанию стараются найти такие данные в стандарте под номером 1465-80. Между тем ГОСТ 1465-80 относится к напильникам и никакого отношения к шаберам не имеет. Что касается самих шаберов, в соответствующих ГОСТах можно найти только требования к металлу для их изготовления, а также к правилам приемки такого инструмента, относящегося к слесарной группе.
Виды инструментов для выполнения шабрения
На сегодняшний день специалисты используют различные виды шаберов, отличающиеся друг от друга по нескольким параметрам. Одним из таких параметров является форма режущей части инструмента, в зависимости от которой среди шаберов выделяют плоские, трехгранные и фасонные. В отличие от инструмента плоского и трехгранного типа, фасонные шаберы имеют рабочую часть, полностью повторяющую форму поверхности обрабатываемой детали.

Шаберы с различными рабочими частями

Шабер трехгранный с деревянной рукояткой
Инструментом, рабочая часть которого имеет несколько граней, преимущественно обрабатываются поверхности цилиндрической и вогнутой формы, а плоские шаберы успешно справляются с обработкой различных канавок и пазов. На практике часто используются дисковые и изготовленные в форме кольца шаберы. При помощи первых выполняется обработка деталей с широкими поверхностями, а вторыми осуществляют шабрение изделий, имеющих круглую форму.
По конструктивному исполнению шаберы бывают цельными и разборными, одно- или двухсторонними. Более долговечными являются двухсторонние шаберы, которые отличаются от односторонних тем, что у них есть две рабочие части, расположенные по обеим сторонам рукоятки.

Устройство составного шабера
Рабочая часть инструмента для шабрения по своему расположению относительно рукоятки может быть плоской или изогнутой. Шаберы, рабочая часть которых имеет изогнутую форму, наиболее удобно использовать для обработки мягких металлов, а также деталей, имеющих острые углы.
Относительно недавно в слесарном деле использовались только ручные шаберы, а сегодня многие производители предлагают инструмент, оснащенный приводом пневматического или электрического типа. Манипулировать таким инструментом все равно приходится вручную, но для этого требуется прикладывать значительно меньше усилий, чем при использовании ручного шабера.

Универсальный шабер BIAX
Сферы применения шаберов
С помощью шабера специалист снимает с обрабатываемой детали тончайший слой металла, толщина которого может варьироваться в пределах 0,005–0,7 мм, что позволяет довести степень шероховатости поверхности до требуемого уровня. При помощи такой технологической операции часто выполняют обработку деталей, которые будут в дальнейшем сопрягаться и перемещаться относительно друг друга. Наиболее распространенными деталями, для финишной обработки которых применяют различные типы шаберов, являются:
- детали станков и высокоточных приборов;
- элементы подшипников скольжения;
- различные измерительные инструменты и приспособления для осуществления контрольных операций;
- лезвия режущих инструментов (для их заточки используется так называемое точило-шабер).

Шабрение — доводка направляющих суппорта токарного станка
Одно из преимуществ шаберов – универсальность, поэтому область их применения вышеперечисленными пунктами не ограничивается. При помощи таких инструментов выполняют гравировочные работы на поверхности мягких материалов, обрабатывают кромки деталей, удаляют старое покрытие. Они нашли применение и в косметологии, с их помощью свои манипуляции совершают мастера маникюра.
Используемые для решения различных задач шаберы можно отличить друг от друга даже по фото, поскольку они имеют разную конструкцию и геометрические параметры. Так, миниатюрный маникюрный инструмент выполнен в форме лопаточки с удобной ручкой, а приспособления для шабрения габаритных заготовок могут выпускаться в форме твердосплавных пластин. Догадаться о том, что такая пластина является шабером, неспециалисту достаточно сложно, даже если он увидите ее вживую, а не на фото. Чтобы задействовать этот инструмент, нужен специальный фиксатор, оснащенный удобной рукояткой для выполнения слесарных манипуляций.
Технология шабрения зависит как от размеров и конфигурации обрабатываемой детали, так и от твердости материала, из которого она изготовлена. Специалист, собирающийся выполнять такую технологическую операцию, должен правильно выбрать угол заточки рабочей торцевой части шабера по отношению к его оси. Этот угол при обработке разных материалов должен находиться в следующих пределах:
- при шабрении мягких металлов – 35–400;
- при обработке поверхностей деталей из стали – 75–900;
- при выполнении шабрения деталей из чугуна и бронзы – более 900.
Несколько рекомендаций по использованию шаберного инструмента
Чтобы инструмент для выполнения шабрения прослужил вам как можно дольше и позволял получать качественные поверхности, необходимо соблюдать несложные рекомендации по его эксплуатации. Основной из таких рекомендаций, конечно, является правильный выбор инструмента.
У многих специалистов слесарного дела имеются целые наборы шаберов, из которых они выбирают оптимально подходящий для решения конкретной технологической задачи. Можно поступить иначе и приобрести универсальный инструмент со сменными пластинами, которые быстро заменяются на необходимые в определенной ситуации.

Самодельная голова для шаберных пластин
Не следует сразу приступать к шабрению, если на поверхности детали, которую требуется обработать, имеются крупные царапины и другие дефекты значительной величины. Такую деталь необходимо предварительно подвергнуть более грубой обработке, для чего можно использовать фрезерный станок или другое оборудование.
После того как поверхность подготовлена к шабрению, необходимо выявить на детали участки, которым следует уделить особое внимание. Для этого надо нанести тонкий слой специальной краски на поверочную плиту и провести по ее поверхности обрабатываемую деталь. В результате такой несложной манипуляции все имеющиеся на поверхности обрабатываемой детали выступы окрасятся. С них и следует начать шабрение. Использовать поверочную плиту с краской нужно неоднократно, после окончания каждого цикла обработки.
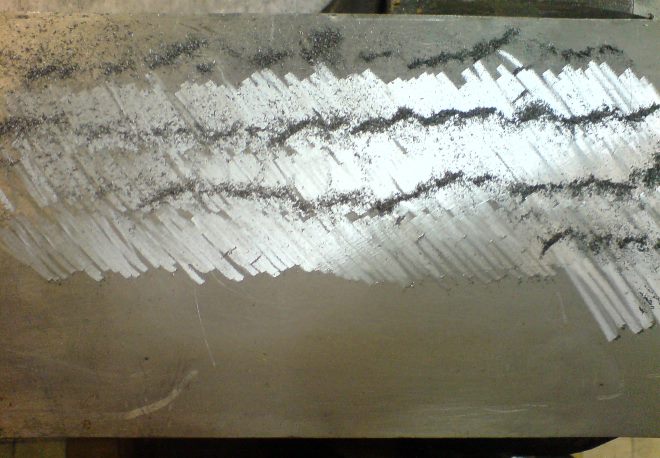
Черновое (обдирочное) шабрение служит для снятия с плоскости нагортованного верхнего слоя
Для выполнения шабрения деталь надежно фиксируется в тисках, а крупногабаритные изделия обрабатываются по месту. Сам инструмент при этом держат двумя руками в средней части рукоятки и перемещают по направлению к себе. Очень важно выдерживать угол наклона шабера по отношению к обрабатываемой поверхности (он должен составлять порядка 800).
Приступая к шабрению, следует иметь в виду, что в первую очередь обрабатываются самые выпуклые участки.
Шабрение (шабровка) металла – точное выравнивание поверхности
Шабрение, которое также называется шабрование или шабровка, — это технологическая операция, позволяющая выполнять обработку поверхностей металлических деталей с высокой степенью точности и качества. Совершенно не случайно специалисты считают такую операцию одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы.

Шабрение стальной пластины
Особенности операции и инструменты
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. При помощи такой операции преимущественно обрабатываются изделия из металла, достаточно редко — детали из пластика и древесины.
Так как шабрение является финишной операцией, ее используют для выполнения обработки деталей, поверхность которых уже имеет невысокую степень шероховатости.
Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга. В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполняют обработку:
- деталей приборов различного назначения;
- элементов подшипников скольжения;
- наружной части измерительных инструментов и контрольных приспособлений: поверочных плит, линеек, угольников и др.;
- направляющих элементов различных станков: токарного, сверлильного и др.;
- плоских и криволинейных поверхностей любого другого назначения, к которым предъявляются повышенные требования по степени их шероховатости и точности взаимного расположения.

Шабровка деталей токарного станка
Процесс шабрения, как уже говорилось выше, практически не поддается механизации. Выполняют такую технологическую операцию при помощи ручного инструмента, который называется шабером. На сегодняшний день используются следующие виды инструментов для выполнения шабрения:
- классифицирующиеся по конфигурации своей режущей части на плоские, фасонные и трехгранные;
- подразделяющиеся по своей конструкции на цельные и составные;
- одно- и двухсторонние инструменты, отличающиеся количеством режущих частей.
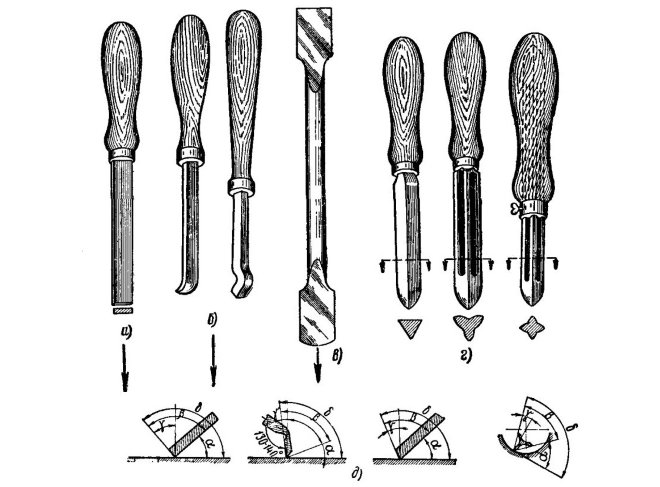
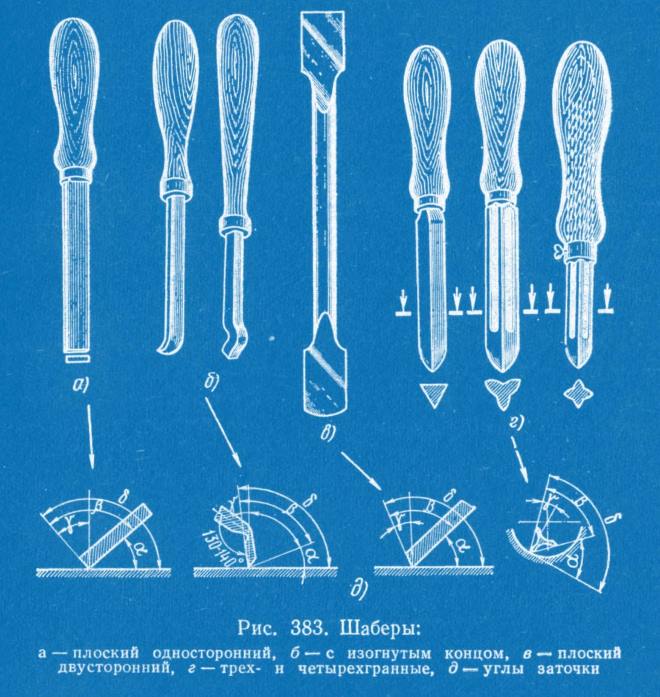
Конструкции шаберов: а — односторонний плоский, б — с загнутым концом, в — двусторонний плоский; г — многогранные; д — углы заточки
При производстве инструментов, предназначенных для выполнения шабрения, в качестве основного материала используется инструментальная сталь. В тех случаях, когда инструмент имеет составную конструкцию, его рабочая часть может быть оснащена твердосплавными пластинами или режущими элементами, изготовленными из быстрорежущей стали.

Державка шаберной пластины
На геометрические параметры инструментов, при помощи которых выполняется шабровка, оказывает влияние ряд параметров:
- материал изготовления детали, которую предстоит обрабатывать;
- угол, под которым инструмент располагается по отношению к поверхности детали;
- характеристики поверхности, необходимые для получения в процессе выполнения обработки.
Шабрение плоских поверхностей преимущественно выполняется при помощи одно- и двухстороннего инструмента, режущая часть которого может иметь прямолинейную или криволинейную конфигурацию. В зависимости от типа обработки, торцевой участок инструмента затачивается под различным углом по отношению к его оси:
- при выполнении черновой обработки — 75–90°;
- для выполнения обработки отделочного типа — 90–100°;
- шаберы для выполнения финишной чистовой обработки — 90°.
На параметры данного угла оказывает влияние и твердость металла, поверхность которого необходимо подвергнуть обработке. Так, шабрение деталей, изготовленных из мягких материалов, производится инструментом, торцевая часть которого заточена под углом 35–40 градусов по отношению к оси инструмента, изделий из стали — 75–90 градусов, из бронзы и чугуна — 90–10°градусов.
Важными параметрами инструмента, при помощи которого выполняется шабровка, являются длина режущей кромки инструмента и радиус ее закругления.
На величину таких параметров основное влияние также оказывает твердость обрабатываемого металла и тип обработки. Те, кто профессионально занимается слесарным делом, наверняка знают, что более твердые металлы обрабатываются инструментом с узкой рабочей частью и минимальным радиусом закругления режущей кромки. В зависимости от типа обработки и требований, предъявляемых к степени шероховатости обрабатываемой детали, ширина режущей кромки шабера выбирается в следующих пределах:
- черновая обработка — 20–30 мм;
- чистовое шабрение — 15–20 мм;
- отделочная обработка — 5–12 мм.
Ручная доводка шабера
Шабрение криволинейных поверхностей
Шабрение плоских деталей
Операция шабрения поверхностей деталей, имеющих плоскую форму — наиболее распространенная технологическая операция, алгоритм выполнения которой уже хорошо отработан на протяжении нескольких десятилетий. Таким способом, в частности, выполняют обработку элементов станины, направляющих токарного и станков любого другого типа.
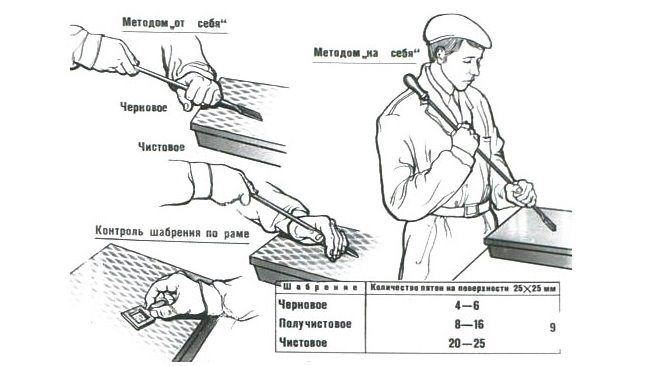
Инструмент, при помощи которого выполняется операция шабрения, может перемещаться вручную «на себя» или «от себя». Практически все специалисты слесарного дела подтверждают, что более производительным шабрение получается в том случае, если инструмент двигается «на себя». Очень важным моментом для выполнения качественной обработки является правильная подготовка поверхности, которая ей будет подвергаться.
Неотъемлемым элементом данного технологического процесса является краска, необходимая для более качественного выполнения шабрения. Такая краска, представляющая собой смесь машинного масла с суриком, лазурью или синькой, изначально наносится на поверочную плиту, с которой затем посредством круговых движений переносится на поверхность обрабатываемой детали. При помощи нанесенной таким образом краски специалист выявляет на поверхности детали наиболее выступающие участки, подлежащие шабрению в первую очередь.
Подготовка к шабрению
Алгоритм, по которому выполняется шабрение с движением шабера «на себя», выглядит следующим образом:
- деталь, которую предстоит обрабатывать, фиксируют в тисках;
- шабер берут обеими руками в средней его части и подводят его режущую часть к поверхности детали, следя за тем, чтобы угол наклона по отношению к поверхности изделия составлял порядка 80°;
- режущая кромка инструмента, при помощи которой будет выполняться операция шабрения, подводится к границе окрашенного пятна, затем оно соскабливается;
- выполняется непосредственно шабрение, сначала черновое или предварительное, а затем — чистовое.
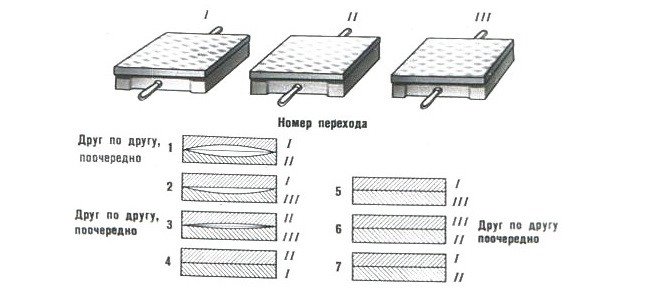
Последовательность шабрения методом «трех плит»
Естественно, габаритные элементы токарного или любого другого станка, которые не представляется возможным снять и зафиксировать в тисках, обрабатываются по месту. При выполнении шабрения, как и любых других слесарных работ, следует строго придерживаться требований техники безопасности.
Контроль качества выполненного шабрения осуществляется при помощи специальной рамки с прозрачным окошком, размеры которого составляют 25 на 25 мм. В таком окошке, если операция шабрения выполнена качественно, должно явно просчитываться 12–16 пятен краски, распределенных равномерно по всей его площади. Техника выполнения такого контроля выглядит следующим образом:
- рамку с окошком помещают на поверхность обработанной детали;
- считают количество пятен краски на площади поверхности, ограниченной окошком рамки;
- данную процедуру повторяют в нескольких местах поверхности детали;
- высчитывают среднее арифметическое количества пятен краски в окошке и сравнивают его с нормативным показателем — 12–16 пятен.
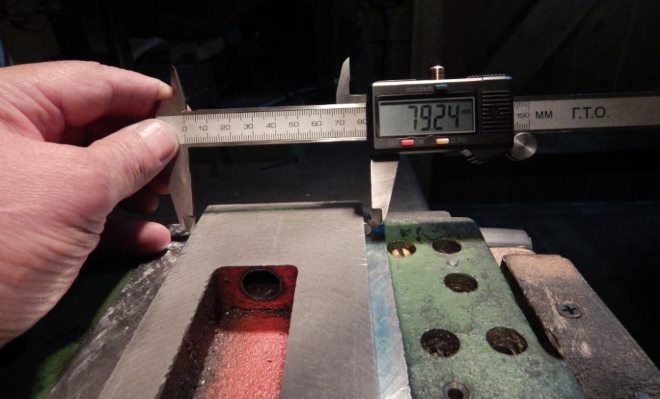
Поверка плоскостей с помощью цифрового штангенциркуля
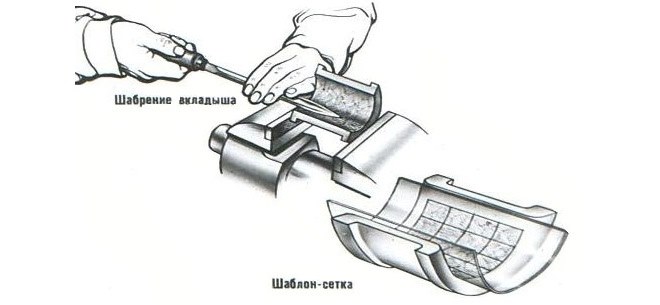
Такое приспособление, как рамка с окошком, не подходит для проверки качества обработки криволинейных поверхностей. Поэтому для таких целей используют гибкую полимерную пленку, на которую нанесена сетка с размерами 25 на 25 мм. Удобство использования такой пленки состоит в том, что ей можно с легкостью придать ту конфигурацию, которую имеет поверхность обработанной детали. Удовлетворительно проведенной обработка считается в том случае, если на 75-ти участках поверхности детали количество пятен краски в окошке соответствует нормативному значению.
После операции шабрения, как правило, проводится процедура притирки, которая позволяет выровнять обрабатываемую поверхность с точностью до 0,0001 мм. Выполняется этот процесс не только при помощи инструмента различного вида, но и с применением абразивных материалов: порошков и паст.
Технологические операции по финишной обработке поверхности деталей после шабрения, о которых говорилось выше, несмотря на свою сложность и массу нюансов по их выполнению, могут быть достаточно успешно и быстро освоены по обучающим видео роликам, размещающимся на просторах сети интернет.
2.13. Шабрение и инструмент для шабрения
Шабрение – это процесс получения требуемой по условиям работы точности форм, размеров и относительного положения поверхностей для обеспечения их плотного прилегания или герметичности соединения.
При шабрении производится срезание тонких стружек с неровных поверхностей, предварительно уже обработанных напильником или другим режущим инструментом.
Инструменты для шабрения называются шаберами. Для изготовления шаберов используют инструментальные углеродистые стали У10, У10А, У12, У12А, легированную сталь Х05, а также твердосплавные пластины, вставляемые в стальные державки. Бывшие в употреблении и вышедшие из строя трехгранные или плоские напильники после соответствующего шлифования также могут использоваться в качестве шаберов.
Различают ручные и механические шаберы. Они могут быть плоские односторонние и двухсторонние, цельные и со вставленными пластинками, трехгранные цельные и трехгранные односторонние, полукруглые односторонние и двухсторонние, ложкообразные и универсальные (рис. 32).
Универсальный шабер состоит из заменяемой пластины (рабочая часть шабера), корпуса, прихвата, винта и рукоятки.
При шабрении используются чугунные плиты для проверки поверхностей плоских деталей, плоские и трехгранные линейки для проверки плоскостности поверхности, призмы, плиты в виде прямоугольного параллелепипеда, контрольные валики, щупы и другие инструменты для контроля качества шабрения и притирки. Кроме упомянутых инструментов применяют щетки и обтирочные материалы.
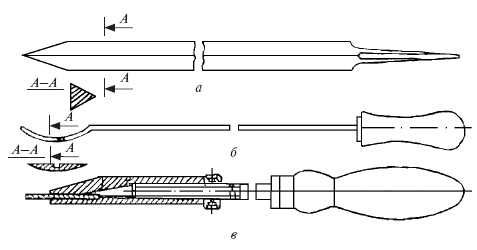
Рис. 32. Слесарные шаберы:
а – трехгранный; б – в форме ложечки; в – плоский с заменяемой пластиной из твердого сплава
Шабрение применяется, когда нужно удалить следы обработки напильником или другим инструментом, а также если требуется получить высокую степень точности и малую шероховатость поверхности деталей машин, соединяемых друг с другом. Шабрение особенно часто применяется при обработке деталей пар трения.
Перед шабренем следует проверить степень неровности поверхности и места неровностей, подлежащие шабрению. Для обнаружения неровностей поверхности служат плиты, линейки, призмы, валики, щупы. При шабрении на краску используется шабровочная краска. В ряде случаев шабрение ведется на блеск.
Для шабрения деталей на краску используют плиту или линейку, а также краску.
В качестве краски для шабрения используют смесь машинного масла с парижской лазурью или ультрамарином, имеющую консистенцию легкой пасты. Иногда используется смесь машинного масла с сажей.
Краска наносится тонким слоем на плиту или линейку кисточкой или чистой ветошью, после чего плита или линейка накладывается на предназначенную для шабрения поверхность детали. После нескольких кругообразных движений плиты или возвратно-поступательных движений линейки по детали или детали на плите деталь осторожно снимают с плиты. Появившиеся окрашенные пятна на детали свидетельствуют о неровностях, выступающих на поверхности детали; неровности удаляются шабрением.
Во время притирки детали к плите на краску на поверхности детали появляются большего или меньшего размера окрашенные пятна, между которыми имеются светлые промежутки. Окрашенные пятна появляются вследствие неровностей на этой поверхности.
Наиболее высокие неровности на поверхности имеют более светлую по сравнению с краской окраску в связи с некоторым стиранием краски при движениях притирки. Основные выпуклости характеризуются хорошим покрытием краской и поэтому имеют густую окраску. Светлые и блестящие пятнышки на поверхности детали свидетельствуют об углублениях на поверхности, которые краской не покрыты.
Последовательность удаления пятен с поверхности определяет их цвет.
Шабрение начинают с самых выступающих мест, обозначенных светлым цветом краски. Затем следуют пятна с густой окраской. Светлые пятна не шабрятся.
Степень точности и шероховатости поверхности определяется по числу пятен краски в квадрате со стороной 25 мм (около 16 – хорошее шабрение, 25 – очень точное шабрение).
Недостатками шабрения являются слишком медленный процесс обработки и значительная трудоемкость, что требует от слесаря большой точности, терпения и времени. Преимуществом этого вида обработки является возможность получения простыми инструментами высокой точности (до 2 мкм). К преимуществам также следует отнести возможность получения точных и гладких фигурных поверхностей, обработки закрытых поверхностей и поверхностей до упора. Хорошо шабрятся чугунные и стальные поверхности небольшой твердости.
Закаленные стальные поверхности следует шлифовать.
При шабрении необходимо соблюдать чистоту и порядок вокруг рабочего места. Инструментом нужно пользоваться осторожно и с умением, в перерыве между работой и после ее окончания убирать в ящик. Шабер следует всегда держать так, чтобы режущая часть была обращена в сторону от работающего. Шабер должен быть хорошо заточен. При шабрении обязательно следует удалять острые кромки с деталей.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Инструмент
Инструмент Общие сведения. Инструмент столяра — предмет его неустанной заботы и гордости. По набору инструмента, по его состоянию и внешнему виду можно судить и о мастере.Наверное нет нужды доказывать, что плохим инструментом нельзя прилично сделать работу даже и при
Шабрение металлических поверхностей
Шабрение поверхностей металлических деталей применимо главным образом в слесарно-сборочных работах, когда требуется плотная подгонка плоскостей прилегающих друг к другу деталей (например, измерительных и направляющих поверхностей приборов и станков, опорных поверхностей машин). Операция шабрения заключается в соскабливании тонких слоев металла, для чего при обработке напильником оставляют припуск в 0,1–0,4 мм.
Для того чтобы определить на деталях участки, на которых необходимо производить шабрение, используется шабровочная краска (смесь машинного масла и сажи). Если требуется определить такие участки на мелких деталях, то шабровочную краску тампоном наносят тонким слоем на слесарную плиту, на нее осторожно опускают проверяемой плоскостью деталь и медленно передвигают ее по всей поверхности плиты круговыми движениями, а затем также осторожно снимают деталь с плиты. Большие детали и заготовки обрабатывают краской на месте: краску наносят на контрольную плитку, опускают плитку на плоскость детали и круговыми движениями проходят всю эту плоскость.
И в том и в другом случае пятна, оставшиеся на поверхности детали, указывают места шабрения, причем белые пятна (отсутствие краски) – наиболее углубленные участки поверхности детали, темные пятна (толстый слой краски) – менее углубленные, а серые пятна (тонкий слой краски) – наиболее выступающие части (они и подвергаются шабрению).
После каждого цикла шабрения обрабатываемую поверхность насухо вытирают и проверку на шабровочную краску повторяют. Качество шабрения определяется с помощью контрольной рамки 25 х 25 мм. Ее накладывают на прошабренную поверхность и считают число пятен: шабрение считается грубым, если пятен в рамке 5–6, чистовым – 6–10 пятен, точным – 10–14 пятен, тонким – более 22 пятен.
Выбор шабера по форме и геометрическим параметрам зависит от свойств обрабатываемого материала и, конечно же, от формы и размеров прошабриваемой поверхности (см. рис. 11):
– для обработки краев заготовки удобнее всего использовать шабер с прямой режущей кромкой;
– для плоских поверхностей более подходит шабер с радиусной режущей кромкой;
– криволинейные и внутренние поверхности деталей шабрят трехгранными и фасонными шаберами;
– режущая кромка шабера должна быть тем уже, чем тверже обрабатываемый материал.
К операции шабрения допускаются только правильно заточенные шаберы.
Угол заострения трехгранного шабера должен быть 60–70°. Торцовую (режущую) поверхность плоского шабера затачивают (относительно оси инструмента): для чугуна и бронзы, а также для особо точного шабрения под углом 90–100°, для стали и для грубой обработки – 75–90°, для мягких металлов – 35–40°.
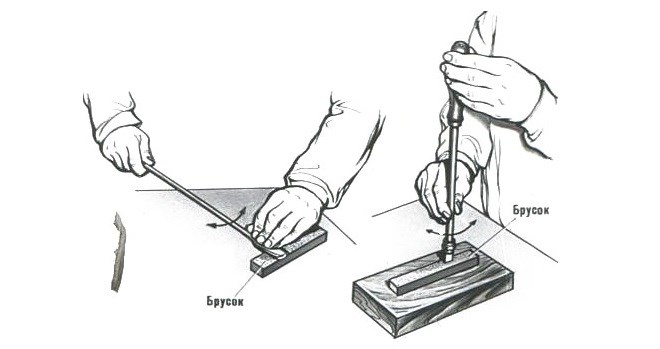
После заточки на заточном станке режущие кромки шаберов доводят или заправляют на оселках зернистостью М14 (удаляют заусенцы и неровности на кромках). Порядок заточки и заправки шаберов показан на рис. 34.
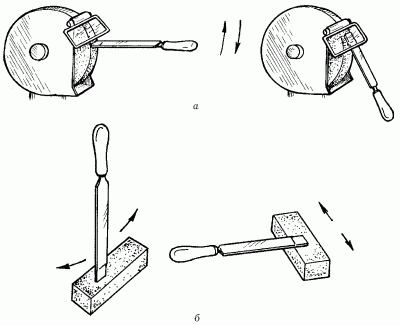
Рис. 34. Заточка и заправка шабера: а – заточка; б – заправка.
Рабочее положение шабера: угол наклона к шабруемой поверхности – 30–40°. Рабочий ход – либо вперед, от себя, либо назад, на себя, – производится с усилием, холостой ход – возвращение шабера в исходное положение – производится с отрывом режущей кромки от обрабатываемой поверхности. Начинают шабрение длинным ходом – 15–20 мм, по мере выравнивания поверхности длина хода сокращается до 2–5 мм. Направление движений шабера каждый раз нужно изменять, чтобы штрихи, им нанесенные, пересекались между собой под углом 45–60°.
Приемы шабрения зависят от типа обрабатываемой поверхности.
Шабрение плоских поверхностей начинают с края детали, наиболее удаленного от слесаря, и постепенно обрабатывают всю поверхность. Шабрят при этом только места с крупными серыми пятнами, разбивая их на более мелкие.
После предварительной обработки, которая производится шабером с длинной режущей кромкой (20–30 мм), переходят к окончательному шабрению, для которого используется шабер с более короткой режущей кромкой (15–20 мм). В ходе этой операции круглые пятна разбивают пополам, а продолговатые – на более мелкие в поперечном направлении.
Если необходимо добиться наибольшей точности поверхности или плотности прилегания деталей друг к другу (это возможно в условиях домашней мастерской), то следует произвести еще и точное шабрение инструментом с короткой режущей кромкой – 10–15 мм.
При шабрении криволинейных поверхностей шабровочная краска наносится не на плиту, а на шаблон (или контрольный стержень или вал, если шабрят, например, внутреннюю часть подшипника).
Приемы шабрения те же, что и при обработке плоских поверхностей, а из инструментов используют в основном трехгранные и изогнутые шаберы.
Сложность шабрения внутренних углов сопряженных поверхностей заключается в том, что они очень часто бывают труднодоступны при работе плоским шабером. Поэтому для обработки этих участков используются, как правило, фасонные шаберы.
Вообще шабрение – одна из самых трудоемких слесарных операций. В заводских, промышленных условиях шабрение часто заменяют чистовым строганием широкими резцами или шлифованием.
В домашней мастерской к таким видам обработки прибегнуть вряд ли удастся (нужно специальное точное оборудование).
Значительно ускоряют процесс шабрения усовершенствованные шаберы (фасонные, вставные, дисковые, цельные и др.), представленные на рис. 35.
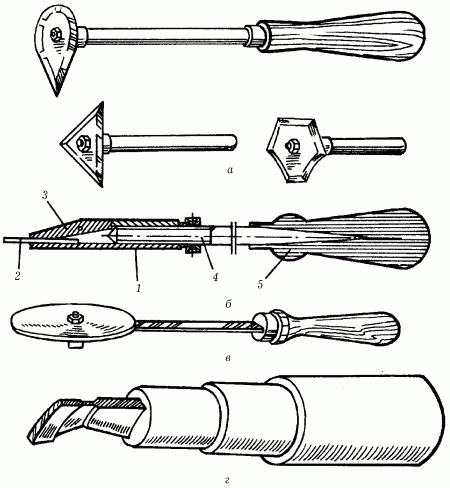
Рис. 35. Усовершенствованные шаберы: а – фасонные; б – вставной: 1 – корпус шабера; 2 – сменная режущая пластинка; 3 – зажимной кулачок; 4 – винт; 5 – рукоятка; в – дисковый; г – с радиусной заточкой.
Фасонные шаберы (рис. 35, а) выполняются в виде набора стальных пластин различной конфигурации, закрепляемых на державке. Очертания пластин соответствуют форме фасонной поверхности, для шабрения которой они предназначены (пазы, канавки, желобки и т. д.).
На рис. 35, б показан вставной универсальный шабер, позволяющий выполнять работы по шабрению сменными режущими пластинами. Корпус шабера имеет ось, на которой может поворачиваться зажимной кулачок. При вращении винта насаженной на него рукояткой кулачок, стремясь повернуться, другим своим концом надежно зажимает режущую пластинку из быстрорежущей стали или твердого сплава.
Для ускорения ручного шабрения больших плоскостей можно применять дисковый шабер (рис. 35, в). Режущей частью этого шабера являются специально изготовленный термообработанный диск или изношенная фреза диаметром 50–60 мм и толщиной 3–4 мм.
Заточенный на круглошлифовальном станке режущий диск закрепляется болтом на державке инструмента. По мере затупления режущей грани диск можно перезакрепить и продолжать работу его новым острым участком, что значительно экономит время на заточку.
Шабер с радиусной заточкой (рис. 35, г) обеспечивает плавное и более легкое врезание инструмента в тело детали.
Цельные шаберы изготавливаются из инструментальной стали (Р18, ШХ15), а державка – из более дешевой углеродистой. Для шабрения белого чугуна и других твердых металлов могут применяться пластинки из твердых сплавов.
Шабрение – трудоемкий процесс, поэтому можно использовать при наличии возможности механизированные шаберы, ускоряющие процесс в 20–25 раз (рис. 36).
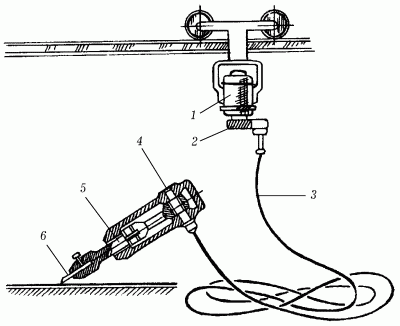
Рис. 36. Механизированный электрический шабер: 1 – электромотор; 2 – редуктор; 3 – гибкий вал; 4 – кривошип; 5 —шатун; 6 – шабер.
От электромотора через редуктор и гибкий вал получает вращение кривошип, сообщающий возвратно-поступательное движение шатуну и прикрепленному к нему шаберу.
Украшение поверхностей столярных изделий резьбой
Украшение поверхностей столярных изделий резьбой Украсить поверхность древесины можно несколькими видами резьбы, которые отличаются друг от друга основными художественными приемами и выразительными средствами. Рассмотрим лишь некоторые виды резьбы по дереву,
Украшение мозаикой поверхностей столярных изделий
Украшение мозаикой поверхностей столярных изделий Украсить резьбой мебель и предметы домашнего обихода – не единственный способ создать вокруг себя ауру красоты и гармонии. Не всегда поверхность предмета позволяет сделать резьбу, особенно если это крышка рабочего
Реставрация облицованных поверхностей
Реставрация облицованных поверхностей Наиболее часто реставратору приходится устранять дефекты поверхностей, облицованных шпоном. При длительной эксплуатации могут появиться различные повреждения облицовки. Об этом подробно рассказано в начале этой главы, где
Разметка металлических заготовок
Разметка металлических заготовок После того как металл выправлен и тщательно очищен, производится разметка той поверхности, которую предстоит обработать. По сути, разметка – это уже слесарная операция, но поскольку в ходе ее заготовка не подвергается непосредственно
Опиливание и зачистка металлических деталей
Опиливание и зачистка металлических деталей Люди, мало сведущие в слесарных работах, зачастую путают эти две операции – опиливание и зачистку, а между тем у них есть существенная разница: опиливание связано с изменением размера деталей (напильником снимается слой
Притирка металлических поверхностей
Притирка металлических поверхностей Опиливания, зачистки и шабрения поверхностей зачастую бывает недостаточно, чтобы достигнуть достаточно плотного прилегания деталей друг к другу. Поэтому в процессе сборки механизмов слесари прибегают к притирке (доводке)
Инструменты для шлифования деревянных поверхностей
Инструменты для шлифования деревянных поверхностей Напильники разной формы нужны для окончательного шлифования поверхности, снятия всех заусенцев, неровностей и шероховатостей, там, где невозможно использовать другой инструмент (рис. 41). Рис. 41. Напильники: а –
Опиливание выпуклых поверхностей
Опиливание выпуклых поверхностей Опиливание выпуклых поверхностей производится следующим образом. После разметки ножовкой срезают углы заготовки, после чего она принимает пирамидообразную форму. Затем с помощью драчевого напильника снимают слой металла, не доходя до
Покрытие из металлических пластин
Покрытие из металлических пластин Фальцевал кровля – это конструкция, сооруженная из металлических пластин, листов или рулонов, которые скреплены особым образом с помощью фальцев. Фальцем называют вид шва, который образуется при соединении двух соседних листов
20. Типы фаз в металлических сплавах. Правило фаз; правило рычага
20. Типы фаз в металлических сплавах. Правило фаз; правило рычага Диаграмма состояния – это графическое изображение состояния любого сплава изучаемой системы в зависимости от его концентрации и температуры.Изучение любого сплава начинается с построения и анализа
Читайте также: