Ширина сварочного шва в зависимости от толщины металла
Обновлено: 02.05.2024
Одним из этапов подготовки металлических деталей для их сваривания в неразъемное соединение является работа с их кромками. Придание им определенной формы называется разделкой. С какой целью выполняют разделку кромок свариваемых деталей? Это необходимо для повышения качества будущей сварной конструкции. Скос кромок обеспечивает хороший провар по всей ширине шва. Кроме того, это гарантирует доступ инструмента сварщика к корню сварного шва. Это главные причины, для чего выполняется разделка кромок при сварке.
Размеры скосов относятся к конструктивным значениям, регламентируемым нормативными документами. Они разделяются в зависимости от формы соединений и способа сварки. Так, например, ГОСТ 5264, в котором содержатся требования к ручной дуговой сварке, не распространяется на соединения трубопроводов, описания которых изложены в ГОСТе 16037. При автоматической сварке и с применением полуавтомата следует обратиться к ГОСТу 11533. Суть разделки кромок под сварку заключается в удалении части металла на торце под определенным углом, называемым скосом.

Нюансы разделки кромок
Разделка под сварку имеет свои особенности. При разделке увеличивается ширина сварного шва. Это приводит к дополнительному расходу материалов. При некоторых ситуациях разделка кромок отсутствует, и сварка производится без этого подготовительного этапа. Если свариваются тонкие детали, то прибегают к отбортовке.

Отбортовкой называется загиб кромок соединяемых деталей. Выполняют отбортовку ручным или машинным способом. Вручную она может выполняться на наковальне с применением молотка или кувалды. Механическая обработка также может проводиться строганием, фрезерованием, долблением, применением абразивов, что требует соответствующего оборудования, например, строгальных или фрезеровальных станков.
Устройство строгальных станков достаточно простое. Высокопрочный резец, проходя вдоль торца под установленным углом, снимает за каждый проход слой металла. Затем механизм станка изменяет его положение и операции повторяются. Фрезеровальные станки находят применение, когда поверхность деталей имеет криволинейную форму. Фаска образуется с помощью фрезы, совершающей перемещение вдоль линии шва.
Для больших конструкций и трубопроводов используют кромкоскалыватели, работающие методом долбления. Абразивную обработку применяют для заготовок маленького размера и для окончательной доводки после строгания и фрезерования. Снимать кромку можно с помощью газового резака. Для машинного способа используют зигмашину.
Фаски на кромках делают с одной стороны или с обеих. Односторонние скосы на прямых деталях способствуют легкости протекания процесса сварки. При двухсторонних фасках необходимо обеспечить сварщику доступ к обеим сторонам соединения.
Конструктивные параметры
Типы разделки кромок под сварку различаются в зависимости от выбранных конструктивных параметров:
- Угол скоса. Обозначается буквой "β". Это острый угол между двумя плоскостями: торца и скошенной поверхностью. Находится в диапазоне от 10 до 30 градусов. Если скашивается только одна кромка, то угол составляет 45 градусов.
- Угол разделки. Обозначается буквой "α". Под этим термином подразумевается угол между скошенными поверхностями. Когда угол скоса обеих деталей одинаков, то угол разделки равняется его двойному значению. Соответственно, находится в диапазоне от 20 до 60 градусов. Правильный выбор угла раскрытия обеспечивает проникновение электрода вглубь, достаточного для хорошей проварки корня шва.
- Величина притупления. Обозначается буквой "С". Часть торца кромки, оставшаяся нескошенной, может иметь острую форму. Это может помешать процессу сварки и вызвать в этой тонкой части прожоги металла. Чтобы этого избежать прибегают к затуплению кромок. Размер притупления составляет порядка 2 мм.
- Зазор. Обозначается буквой "b". Является расстоянием между кромками в зоне корня шва. Зазор оставляют для лучшего провара в этой области. Его значение обычно составляет около 1,5 мм. Эта величина может быть уменьшена или увеличена в зависимости от технологии процесса сварки.
- Длина скоса. Обозначается буквой "L". Регулирует плавность перехода от минимального размера скошенной части до толщины детали. Правильно выбранное значение устранит дополнительные напряжения в этой области.
- Высота и ширина обозначаются как "h" и "в" соответственно.
- Катет шва. Обозначается буквой "К". Это наименьшее расстояние от плоскости одной детали до границы треугольного шва на другой.

Элементы геометрической подготовки формы кромок под сварку имеют свое обозначение, которое используется на чертежах, в технологической и конструкторской документации.
Виды разделок
Классификация предлагает различные виды разделки кромок под сварку. Они находят применение в зависимости от толщины элементов, применяемой технологии, типа шва. Каждый вид получил название по латинской букве, которую он напоминает. Три вида имеют прямолинейный скос, а один - криволинейный.

V-образная
Является наиболее часто применяемой. Это объясняется простотой выполнения и возможностью использования для различных толщин свариваемых деталей. Диапазон толщин - от 3 до 26 мм.
Представляет собой разделку обеих кромок с одной стороны. Угол разделки - 60 градусов. Применяется для стыковых, угловых и тавровых соединений.
X-образная
Используется также достаточно часто. Скосы выполняют с обеих сторон. Способ применяется для соединения деталей, имеющих толщину от 12 до 60 мм. Угол разделки такой же, как в предыдущем варианте. С каждой стороны осуществляется несколько проходов. При таком способе значительно снижается расход электродов при сварке. Остаточные деформации при нагреве являются незначительными.
U-образная
Единственный вид криволинейного скоса. Иногда называется "рюмочным". Разделка кромок для сварки таким способом является наиболее трудной. Применение оправдано, когда необходимо получит высокое качество шва. Обе кромки скашиваются одинаково с одной стороны. Подходящая толщина деталей - от 20 до 60 мм. При сварке кромок таким способом происходит уменьшенный расход электродов. Вручную выполнять трудно, поэтому применяются кромкорезы.
К-образная
Наиболее редко применяемый способ. Скос кромок под сварку в соединении делается только для одной детали. Одна из кромок односторонняя, а вторая имеет сразу два скоса. Если возникли затруднения, какая подходит разделка кромок под сварку таблица поможет сделать правильный выбор.

Из нее видно, что форма кромок зависит от типа соединения, характера шва и толщины свариваемых деталей.
Смещение деталей
Кромки не обязаны отличаться симметричностью и быть параллельными между собой. Однако, смещение кромок сварных стыковых соединений имеет ограничение. Все допуски указаны в нормативных документах. Величина допускаемого смещения зависит от толщины соединяемых деталей.

Свои нюансы имеет сварка трубопроводов и других различных труб. Это потребует повышенной точности. Допустимое смещение кромок при сварке труб будет гораздо меньшем, чем у деталей, имеющих плоскую форму. Способом предупреждения появления значительного смещения является надежная фиксация соединяемых элементов. Оправдавшим себя методом фиксации является выполнение прихваток - коротких поперечных швов.
Кромки для труб
К соединениям из труб, в частности к трубопроводам, предъявляются повышенные требования. Они являются наиболее трудными при сварке, требуют прочности, надежности и долговечности. Разделка кромок под сварку трубопроводов из стали определена требованиями ГОСТа 16037.
Большое значение придается перпендикулярности оси трубы к ее торцевой поверхности. Чтобы выдержать это требование, перед началом разделки кромок следует совершить обрезку торцов и проконтролировать получение требуемого прямого угла. Угол раскрытия должен составлять 60-70 градусов. Величина притупления кромок составляет 2-2,5 мм. Кромки под сварку труб могут обрабатываться различными способами: с помощью механической обработки, газовой резкой и другими.
При сборке соединения необходимо отслеживать, чтобы совпадали оси и поверхности стыков. Жесткое требование предъявляется к величине зазора. Его значение находится в диапазоне 2-3 мм. Чтобы не произошло перекоса соединения, зазор должен быть одинаковым по всей окружности.
Интересное видео
Геометрические размеры сварного шва
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине. Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые. Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом. На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей. Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Нормативные документыОсновными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
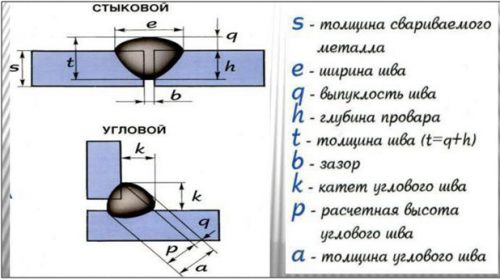
Геометрические характеристикиКак уже было сказано выше, геометрия швов зависит от вида соединения. Основные геометрические размеры сечений стыковых и угловых сварочных швов представлены на следующем рисунке:

- где S – толщина деталей;
- е – ширина сварного шва;
- g – выпуклость;
- m – вогнутость;
- h – глубина проплавления;
- t – толщина сварного шва;
- b – зазор в соединении;
- k – катет углового шва;
- p – высота;
- a – толщина.
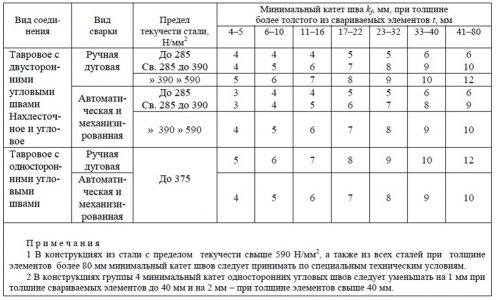
На геометрические размеры влияет тип соединения и толщина свариваемых изделий. Эти показатели приведены в следующей таблице.

Таблица с типами сварных соединений
Из представленной информации понятно, что все геометрические размеры сварных швов и соединяемых деталей связаны между собой. Особняком стоит длина этих элементов сварных конструкций. Она зависит только от нагрузки на соединение и совершенно не зависит от геометрии сечения шва. Минимальная длина сварного шва должна обеспечивать прочность соединения, при превышении максимального значения общей нагрузки на 20%. Часто проварка изделий осуществляется по всей длине контакта, но во многих случаях сварка выполняется короткими отрезками, обеспечивающими необходимую прочность соединения. Для строительных конструкций расчет длины сварного шва по СНиП II-23-81 осуществляется исходя из этих критерий.
Расчет геометрии стыкового шваМетодика проверки швов для этого вида полностью расписана в следующих нормативных документах: СНиП II-23-81 п.11.1 и СП 16.13330.2011 п.14.1.14. В этих документах представлены разные способы расчета, но все они являются производными от следующей математической формулы:

Формула расчета геометрии стыкового шва
- где N – максимальная сила растяжения или сжатия;
- t – минимальная толщина свариваемых деталей;
- lw – длина шва;
- Rwy – сопротивление нагрузке;
- γс – табличный коэффициент.
При таком виде соединения оно проваривается на всю длину контакта, следовательно длина шва равна длине стыков свариваемых деталей, уменьшенной на 2t, удвоенную толщину металла. Ширина шва зависит от формы разделки кромок и толщины деталей. Схемы расчетных варианты соединений встык показаны на следующих рисунках.

Схемы расчетных варианты соединений встык
Если в ходе сварочных работ используются материалы в соответствии с приложением 2 СНиП II-23-81 в расчет не производится, только осуществляется визуальный контроль качества выполненных соединений.
Расчет геометрии углового шваРасчет геометрических размеров угловых сварных швов при воздействии нагрузки, проходящей по оси центра тяжести производится по выбранному сечению, наиболее опасному в этом соединении. Это может быть расчет по сечению металла шва или границ сплавления материалов. На ниже приведенном рисунке представлены оба сечения.

Схема геометрии углового шва
В таком виде сварных соединений действуют напряжения различного характера, но доминирующей нагрузкой является срезающая сила. Проверка угловых сварных швов производится по следующим формулам.

Формула расчета по металлу шва

Формула расчета по границе сплавления
где N – максимальная сила растяжения или сжатия; βf и βz – табличные коэффициенты для стали; kf – длина катета сварного шва; lw – длина; Rwf – расчетное сопротивление на срез; Rwz – то же но в зоне сплавления; γс – табличный коэффициент условий эксплуатации; γwf и γwz – то же, но для разных условий эксплуатации.
Главной геометрической характеристикой всех угловых швов является размер их катета, т. е. толщина по границам сплавления. Размер катета зависит от толщины деталей, материала и способа сварки. Выбрать значение этого геометрического параметра можно в нижеприведенной таблице.

Таблица минимальных катетов углового шва
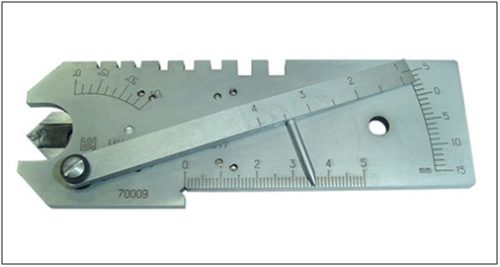
Инструменты для контроля размеров швов«Примечания:
Для стальных конструкций с предельными характеристиками текучести материала выше 590 Н/кв.мм или толщине соединяемых деталей свыше 80 мм, значение минимального размера катета следует брать в специальных ТУ.
Для конструкций четвертой группы, размер катета углового шва следует сокращать на 1 мм для деталей с толщиной не более 40 мм и уменьшать на 2 мм для деталей толще 40 мм.»
Измеритель геометрических параметров сварных швов – это специализированный инструмент, с помощью которого можно произвести замер основных характеристик этих элементов сваренных конструкций. Среди всего разнообразия таких измерительных инструментов можно выделить следующие группы изделий: шаблоны, универсальные измерители и устройства, специализированные на замере одного параметра. В набор профессионального сварщика состоит из нескольких таких инструментов, позволяющих произвести замер как подготовленных к сварке деталей, так и самого сварного шва.
ЗаключениеВыше представленная информация актуальна для соединений, выполненных с использованием ручной электродуговой сварки. Размеры сварного шва при полуавтоматической сварке рассчитываются по другим методикам. Следует заметить, что все геометрические размеры сварных швов жестко завязаны на толщину свариваемых деталей и максимальную нагрузку, которую должна выдержать вся конструкция!
Катет сварного шва
В профессиональном строительстве при возведении металлоконструкций, а также при создании различных транспортных средств, которые обладают большой массой, многие соединения сталкиваются с очень высокими нагрузками. Чтобы их выдержать, следует сделать не только качественное соединение, но и рассчитать его параметры, чтобы при создании он приобрел максимальную прочность. Катет сварного шва является наиболее коротким расстоянием от плоскости соединяемой заготовки №1 до границы углового соединения, которое расположено на плоскости заготовки №2. Иными словами, катет шва при сварке – это катет самого большого условного равнобедренного треугольника, который можно вписать в поперечное сечение.
Данный параметр имеет прямое отношение к тому, насколько крепким будет шов. Это легко объяснить увеличением площади сцепления двух деталей основного металла и наплавочного материала. Нагрузка, которая буде воздействовать, распределится равномерно по всей поверхности, так что изделие сможет выдержать больший, сильный удар и так далее. Но не всегда самый большой размер будет лучшим вариантом. В сварочном деле необходимы тонкие расчеты нагрузок, чтобы не допустить перенапряжение металла. При увеличенном катете может согнуться сама деталь, что приведет к невозможности ее использования.
При выборе данного параметра учитывается множество факторов. Это толщина заготовок, а также одинаковая она или нет. Нужно знать положение сварки и вид используемого шва. Здесь же необходимо учитывать особенности металла, с которым ведется работа. Несмотря на то, что для каждого шва катет подбирается индивидуально, имеются общие принципы его выбора. В частной сфере эта практика практически не применяется, так как нет необходимости в работе со сверх нагрузками, но все равно все стараются создать как можно большую площадь сцепления, чтобы при этом не навредить заготовке.
Когда свариваются детали с одинаковой толщиной стенок, то катет задается по кромке. Но периодически случается и так, что заготовки имеют различную толщину, благодаря чему катет сварочного шва подбирают на основании более тонкой заготовки. Правильный выбор его расположения и размерности является очень важным и ответственным делом. При грамотном подборе он сможет обеспечить максимальную мощность. Если размерность окажется меньше, чем нужно, то прочность шва будет слишком слабой. Если она окажется больше, то это может привести к деформации заготовки. Катет сварного шва должен соответствовать ГОСТ 5264-80.
Виды швов| Виды | Описание |
| Стыковой | Один из самых распространенных вариантов. Это простое соединение двух металлических изделий, которые подогнаны друг к другу встык. Оно выполняется как со скосом кромок, так и без него данный тип соединения чаще всего производится в горизонтальной позиции. |
| Тавровой | Данная разновидность предполагает соединение заготовок, находящихся друг к другу перпендикулярно, или же «Т» образно. Шов может находиться как с одно стороны, так и с двух. Часто используют положение под наклоном, чтобы металл ванны не растекался, а находился между бортов заготовок. |
| Угловой | Данный тип предполагает соединение под определенным углом. Как правило, это задается особенностями конструкции. Здесь нужен скос кромок, чтобы была максимальная глубина приваривания |
| Внахлест | Данная разновидность предназначена для сварки листов, толщина является относительно небольшой. Проварка осуществляется с двух сторон. |
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:

Схема обтачивания сварного шва
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение. Тем не менее, важность из значения не становится меньше. Здесь выделяют:

Схема углового соединения
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шваРасчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.

Схема чтения длины катета сварного шва
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
Как измерить катет сварного шваРазобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.

Схема определения катета сварного шва
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
Расчет катета сварного шва от толщины металла

Сварка
В производстве металлоконструкций и автомобилей с большим весом сварные соединения должны выдерживать высокие нагрузки. Спай будет качественным только в том случае, если перед началом работ точно рассчитаны все параметры. Один из важных показателей – катет шва (К). Это одна из сторон самого большого условного треугольника с равными боками, который возможно вписать в поперечное сечение соединения (ГОСТ Р ИСО 17659-2009, вступивший в силу 01.07.2010 г). Ее можно измерить или рассчитать, базируясь на размеры свариваемых элементов.
Расчет катета по толщине металла
Выбирая длину стороны треугольника, учитывается размеры заготовок, положение и вид спая. Подбор осуществляется для каждого элемента, но учитываются общие принципы. В домашнем хозяйстве можно использовать шаблон для измерения.
Чтобы соединение было достаточно прочным, обе одинаковые стороны треугольника должны иметь одинаковую длину (если элементы расположены под углом 90 о ).
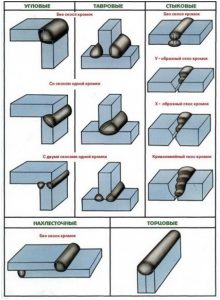
Соединения могут быть:
- стыковые (без скоса кромок, с односторонним, с V-образным, X-образным, криволинейным скосом);
- торцевые;
- внахлест;
- угловые (угол от 30 о , односторонние, двусторонние без скоса кромок, с одним или двумя скосами);
- тавровые (угол острый или прямой, односторонние, двусторонние, без скоса кромок, с одним или двумя скосами).
Расчет длины катета сварного шва в зависимости от толщины металла возможен для трех видов швов: угловых, тавровых, внахлест.
Расчет длины катета шва, исходя из толщины металла, требуется на промышленном производстве, так как от этого показателя зависит прочность спая, расход сварочной проволоки, ее диаметра (чем длиннее сторона треугольника, тем толще проволока).
Важно! Если сторона треугольника слишком длинная, увеличивается объем жидкого металла (из-за большой площади нагрева) и расход присадки, готовое изделие может деформироваться.
Катет важен так же, если свариваются элементы различных размеров (расчеты производятся, базируясь на меньший показатель).
Формула расчета
Объем наплавленного материала равен квадрату катета. Например, если К увеличивается на 1 мм при длине спая 10 мм, расход проволоки увеличивается на 20%.
Для соединения внахлест материалов с толщиной до 4-х мм К=4. Если показатель больше, нужно взять 40% толщины и приплюсовать 2 мм.
Угловые сварные соединения бывают:
- нормальные (без выпуклости и вогнутости) — К равен толщине металла;
- вогнутые — К=0,85;
- выпуклые — К= s×cos45°, где s – ширина спая, cos45°=0,7071;
- специальные (треугольник не равнобедренный).
При расчете длины катета сварного шва в зависимости от толщины металла формулы недостаточно — важен способ сварки и текучесть свариваемого металла.
Полученный результат необходимо сверить с требованиями ГОСТ 11534-75 и ГОСТ 5264-80 или справочными материалами.
При проведении сварочных работ в домашнем хозяйстве достаточно установить сторону треугольника, превышающую толщину на 1-1,5 мм, или определить показатель по таблице. Существуют правила, которые необходимо соблюдать всегда. К должен быть меньше, чем толщина самого тонкого элемента, умноженная на 1,2. Протяженность спая должна быть меньше, чем К*4.
Расчет катета для шва 1м
На практике все расчеты достаточно условные, так как базируются на предпосылках:
- нагрузка распределяется равномерно по всей длине наплавленной присадки;
- разрушение возможно только по слою присадки, равному 0,7 К.
Цель проектировочных расчетов – определить оптимальный размер спая для определенного показателя растяжения и осевого напряжения.
Оптимальная протяженность наплавленной присадки по нагрузке на растяжение определяется по формуле:
L – протяженность спая;
F – планируемая реальная нагрузка на соединение;
ρ – допустимая нагрузка на соединение.
Оптимальная протяженность по осевому напряжению:
Из этой формулы можно вывести формулу для расчета К при протяженности наплавленной присадки 1 м:
Это значит, что К полностью зависит от величины допустимой нагрузки.
Допустимые нагрузки на сжатие, растяжение и срез для различных методов сварки определены в специальных таблицах.
При разработке проектной документации:
- выбирается метод сварки, вид сварки, марка электрода (проволоки);
- определяют нормативную допустимую нагрузку;
- рассчитывают длину спая на растяжение и осевое напряжение;
- создают чертеж соединения;
- уточняют технические характеристики и размеры свариваемых элементов.
При разработке проектной документации сварки определение точной величины катета шва от толщины металла и оптимальной длины спая проводится с целью повысить качество работ и минимизировать их себестоимость. Важно получить прочные и надежные соединения при минимальных затратах. Особенно важен этот показатель на больших промышленных предприятиях, изготавливающих металлоконструкции, которые должны выдерживать во время эксплуатации повышенные нагрузки.
Расчет сварных соединений
Сварка - наиболее доступный, надежный и эффективный способ соединения отдельных деталей при создании металлоконструкций. При соблюдении сварочных технологий швы получаются прочными, а готовые изделия качественными. Но в зависимости от условий проведения сварки, толщины и вида свариваемого металла характеристики соединений могут быть разными. Определить насколько прочным и монолитным будет изделие поможет расчет сварных швов, проведенный перед процессом сваривания.
Выполненный в процессе составления проекта расчет сварных соединений позволяет выбрать правильно материал, которые будет обладать достаточным запасом прочности и сможет выдерживать возлагаемые на него нагрузки.
Методика расчета соединений
Различают несколько разновидностей сцеплений металла и для каждой из них расчет сварного шва проводится индивидуально. В зависимости от расположения свариваемых деталей соединения разделяются на:

- угловые, когда перпендикулярно одна к другой располагаются свариваемые детали. Для повышения прочности конструкции необходимо правильно определить предельные усилия на сварной угловой шов;
- стыковые. Здесь соединяются торцы деталей, при этом одна часть выступает продолжением второй. Такой способ сцепления сопровождается минимальными показателями концентрации напряжения и считается самым рациональным. Швы могут быть прямыми и косыми;
- нахлесточные, при которых элементы деталей немного накладываются один на другой. Как правило применяют такую технологию при сваривании металлов, толщина которых не превышает 5 мм, когда необходимо укрепить шов;
- тавровые. Внешне напоминают угловые. Скрепляемые элементы располагаются под прямым углом друг к другу, но соединяются торцами. При производстве металлоконструкций такие стыки применяются довольно часто. Им характерна простота исполнения, экономичность и высокая прочность. Для качественного выполнения такого типа соединений хорошим помощником будет методичка, расчет таврового сварного соединения по ней можно выполнить с безупречной точностью, и избежать возможных ошибок.
Как рассчитывают сечение сварного углового шва или других видов соединений? Существуют общепринятые формулы, по которым проводится расчет сварочных швов разных стыков. Также в свободном доступе в интернете есть специальная программа расчета сварных соединений, по которой при введении необходимых параметров можно получить требуемый результат.
Какие параметры потребуются для расчета
Чтобы с минимальной погрешностью провести расчет сварки, следует знать какие параметры влияют на прочность стыков. Для определения процесса сжатия и растяжения материала следует применять формулу:

При расчете потребуются следующие показатели:
- Yс - коэффициент преобладающих на рабочем месте условий. параметр общепринятый, указан в стандартизованных таблицах. Его просто необходимо вставить в формулу, по которой совершается расчет сварного углового шва;
- Rу - сопротивление свариваемого материала с учетом предела текучести. Определяется по стандартным таблицам;
- Ru - сопротивление металла в соответствии временного сопротивления. Значения для подставки в формулу нужно поискать в таблицах;
- N - максимально допустимая нагрузка, которую шов способен выдерживать;
- t - минимальная толщина материала свариваемых элементов;
- lw - наибольшая длина сварного соединения, при расчете ее уменьшают на 2t;
- Rwу - определяемое в зависимости от предела прочности сопротивление.
В случае, когда необходимо сварить в единую конструкцию разные по структуре металлы, показатели Ru и Ry берутся по материалу с наименьшей прочностью.
Так же если требуется провести расчет сварочного шва на срез, то показатели следует выбирать того материала, у которого прочность меньше.

При проектировании стальных конструкций основным требованием является обеспечение максимально возможной прочности стыка и неподвижности соединяемых им элементов. Согласно требований и с учетом расположения и размеров швов можно с точностью установить оптимальный их тип. Если для создания металлоконструкции требуется выполнить сразу несколько швов, то располагать их необходимо таким образом, чтобы на каждый из них равномерно распределялась нагрузка.
Определить такие параметры можно посредством математических вычислений. Если полученные результаты будут неудовлетворительными, то в конструкцию необходимо внести изменения и еще раз провести все расчеты с новыми параметрами.
Особенности расчетов для изделий с угловыми стыками
Определение длины сварного шва на отрыв проводится с учетом силы, направленной к центру тяжести. Сечение при подсчетах следует выбирать с высокой степенью опасности.
Расчет сварного шва на срез осуществляется по формуле:

Вне зависимости от типа металлов каждый из показателей влияет на прочность стыков:
- N - максимальная нагрузка, которая на стык оказывает давление;
- ßf, ßz - указаны в таблице и не зависят от марки стали. Как правило ßz равно 1, ßf - 0,7;
- Rwf - значение сопротивления срезу. Указано в таблицах ГОСТов;
- Rwz - существующее на линии стыка сопротивлению. Значения стандартные и берутся из таблицы;
- Ywf - составляет 0,85 для стыка, материалу которого свойственно сопротивление 4200 кгс/см²;
- Ywz - для всех марок стали составляет 0,85;
- с - коэффициент условий рабочей среды, стандартное значение из таблиц;
- kf - указывает на толщину создаваемого шва, измерять следует по линии сплавления;
- lw - исчисляется по общей длине стыка, уменьшенного на 10 миллиметров.
Вычислять значения можно по линии соединения или по свариваемому материалу. Расчет угловых сварных швов выполняется на основании сечения.
Чтобы понять, как правильно осуществить расчет сварных соединений и конструкций примеры и задачи можно посмотреть на специализированных сайтах в интернете.
Расчеты при нахлесточных стыках
Расчет сварочного шва, выполняемого внахлест выполняется с учетом типа и положения соединения, поскольку при такой технике стыки могут быть угловыми, лобовыми и фланговыми.
При сваривании металлических деталей внахлест определяется прочность линии скрепления и минимальная площадь сечения. Формула площади сварного шва подразумевает использование меньшей высоты треугольника условного стыка. При одинаковых размерах катетов этого треугольника для ручной сварки высота составляет 0,7.
При автоматической и полуавтоматической сварке глубина нагревания материала больше, поэтому за высоту принимаются указанные в типовых таблицах условные показатели.
Как рассчитать длину сварочных стыков от массы металла
Для определения длины соединения существует формула, обозначающая соотношение массы наплавки на протяженности одного метра спая.
Формула следующая: L = G/F × Y, в которой L обозначает протяженность сварочного шва, G - вес наплавляемого металла, F - площадь поперечного сечения, Y - удельный вес присадки.

Полученное значение следует умножить на определенные измерениями метры. Чтобы правильно провести исчисления целесообразно предварительно посмотреть пример, расчет длины сварного шва по которому выполнен в реальности.
Нужно понимать, что ни одна формула не способна обеспечить безупречно точного результата. Расходный материал следует покупать с запасом примерно 5-7%. Иногда удается немного сэкономить на присадке, но это под силу только опытным сварщикам, обладающим соответственными навыками.
Порядок проведения расчетов сварных стыков
Чтобы определить какие нагрузки способен выдерживать образуемый при сварке стык, необходимо правильно подобрать все необходимые данные для расчета сварного шва. Предотвратить ошибки при математических исчислениях можно, если при их выполнении придерживать следующего порядка:
- Определить с минимальными погрешностями пространственное положение, форму и размеры, характерные сварочному соединению.
- Далее на контактируемую со свариваемым элементом площадь повернуть следует опасное сечение (с наивысшим напряжением). Необходим поворот в случаях, когда на исследуемой конструкции плоскость стыка не соответствует его сечению. После поворота должно образоваться новое сечение, которое называют расчетным.
- Дальнейшие действия состоят в поиске на образовавшемся вследствие поворота сечении центра масс.
- Следующий этап - перемещение в центр масс внешней приложенной нагрузки.
- Установить какое напряжение в расчетном сечении возникает в момент воздействия всех силовых нагрузок, в частности нормальной и поперечной усилий, изгибающего и крутящего моментов.
- Когда известно напряжение необходимо найти в сечении точку, подвергающуюся наибольшим нагрузкам. В этой точке все воздействующие на поверхность нагрузки сочетаются одновременно, что позволяет установить суммарную. В итоге получается максимум, которому шов будет подвергаться.
- Вычисляется максимально допустимое напряжение, которое будет оказывать силовое воздействие на полученный в результате сварки шов.
- Завершающий этап состоит в сравнении максимальных показателей суммарного и допустимого напряжений. Это позволит получить расчетное сопротивление сварного шва и определить размеры, которые обеспечат полноценную и безопасную эксплуатацию создаваемой металлоконструкции. Для большей достоверности полученной информации рекомендовано провести дополнительный проверочный расчет.
Не нужно забывать о том, что актуальным расчет сварного шва на срез или прочность будет только в том случае, когда строго соблюдена технология создания соединений. В любом случае важно и нужно рассчитывать стыки, поскольку только с точность установленные параметры способны обеспечить прочные и долговечные сварочные соединения.
Дефекты сварных соединений при неправильных расчетах
В случае со сварочными металлоконструкциями следует понимать, что эффективная и безопасная их работа и расчет угловых сварных швов, стыковых, тавровых или нахлесточных непосредственно взаимосвязаны между собой. Если проигнорировать или же неправильно выполнить исчисления, то существенно повышаются риски образования дефектов и неточностей в готовом изделии.
Чаще всего возникают следующие браки:
- подрезы. Образуются по линии соединения или возле него канавки, приводящие к быстрому разрушению конструкции;
- поры. Визуально они практически незаметны, возникают вследствие проникновения газов, образующихся в процессе плавления электрода и металла;
- непровары. Участки, на которых недостаточно расплавился металл, в результате чего на варочном стыке возникли пробелы;
- сторонние включения. Одна из наиболее опасных ошибок, вследствие которой значительно понижается прочность соединения и со временем в нем возникают трещины;
- холодные и горячие трещины. Первые образуются после остывания конструкции из-за окисления в процессе плавления. Вторые возникают в процессе плавления металла при нарушении сварочной технологии, например, при неправильном выборе электродов.
Избежать всех этих дефектов можно если предварительно выполнить вычисления по существующим формулам. Это поможет создать качественные соединения, способные выдерживать критические нагрузки и усилия при эксплуатации конструкции.
Калькуляторы сварных швов
Существуют специализированные калькуляторы, с помощью которых без особых навыков несложно провести расчет длины сварного шва, определить оптимальные параметры угловых, точечных и стыковых соединений.
Проверить по калькулятору можно все существующие типовые стыки с прилагаемыми к ним нагрузкам с разными силовыми усилиями. Исчисления помогут выбрать подходящий к конкретной конструкции размер и тип стыкового соединения, а также безошибочно подобрать материал для сваривания. Расчеты позволяют установить необходимые геометрические значения сварочного шва и провести его проверку на прочность.
Не рекомендовано к точечным соединениям, стыкам с разделкой кромок и к электрозаклепкам прилагать усталостную нагрузку, поскольку расчет таких швов не поддерживается и результаты будут неточными. Также при вычислениях не учитываются изменения механических характеристик металлов, возникающие вследствие воздействий остаточных напряжений и температурных режимов.
Инструменты для контроля размеров сварных швов
Геометрические параметры сварочных соединений определяются с помощью специальных инструментов, позволяющих с минимальными погрешностями измерить основные показатели и характеристики, выполненных технологией сваривания конструкций.

К числу таких инструментов принадлежат типовые шаблоны, универсальные устройства и измерители, принцип действия которых состоит на замерах одного конкретного параметра.
У каждого профессионального сварщика должен быть в наличии набор измерительных инструментов для проведения замеров для предварительных расчетов перед процессом сваривания, а также определения качества шва готовой конструкции.
Читайте также: