Шкала коррозионной стойкости металлов
Обновлено: 04.10.2024
Шкала коррозионной стойкости применима лишь в случае равномерного разрушения металла при протекании коррозионного процесса. Некоторые типы коррозии-межкристаллитная, точечная, линейная, сопровождаясь небольшими потерями металла в весе, вызывают повреждения, быстро выводящие аппаратуру из строя. [1]
Шкала коррозионной стойкости применима лишь в случае равномерного разрушения металла при протекании коррозионного процесса. [3]
Шкала коррозионной стойкости применима лишь в случае равномерного разрушения металла при протекании коррозионного процесса. Некоторые типы коррозии-межкристаллитная, точечная, линейная, сопровождаясь небольшими потерями металла в весе, вызывают повреждения, быстро выводящие аппаратуру из строя. [4]
По шкале коррозионной стойкости ( ГОСТ 5272 - 68) выбранные металлы по результатам исследований с указанными пенопластами относятся к группе Стойкие-совершенно стойкие. Наибольшая скорость коррозии наблюдалась при контакте стали с пенопластом, изготовленным с порофором ЧХЗ-57; в первые 100 сут эксперимента отмечено увеличение скорости коррозии металла, затем - снижение, что можно объяснить образованием на металле окисной пленки выделяющимися из пенопласта продуктами. [5]
Для качественной и количественной оценки коррозионной стойкости металлов предназначен ряд шкал коррозионной стойкости . [7]
Для количественной и качественной оценки коррозионной стойкости в определенных условиях применяются шкалы коррозионной стойкости . По большей части, такие шкалы представляют собой таблицы, в которых стойкость отдельных веществ к коррозионному действию данной среды определяется в баллах коррозионной стойкости, соответствующих средней скорости коррозии, выраженной в мм / год. [8]
Для качественной и количественной оценки коррозионной стойкости металлов и средств защиты в определенных условиях предназначен ряд шкал коррозионной стойкости . [10]
В зависимости от ответственности конструкции выбор металла для работы в коррозионной среде производят, сообразуясь со шкалой коррозионной стойкости . Для изготовления машин и аппаратов неответственного назначения применяют в большинстве случаев металлы, скорость коррозии которых в данной среде не превышает 1 0 мм / год. [11]
Равномерная коррозия представляет собой один из наименее опасных видов коррозии при условии, что скорость растворения металла не превышает норм, определяемых шкалой коррозионной стойкости металлов . При достаточной толщине металла сплошная коррозия мало сказывается на механической прочности конструкции при равномерно распределенных напряжениях ( растяжение, сжатие) по сечению конструкции. Разномерная коррозия опаска при работе деталей на изгиб и кручение, так как разрушаются наиболее нагруженные слои металла. [12]
Коррозионную стойкость металла по отношению к той или иной среде обычно оценивают потерей массы образца ( в граммах на 1 м2 поверхности) за 1 ч обработки. Существует следующая шкала коррозионной стойкости ( г / м - - ч): 0 1 - вполне стоек ( в. [13]
В некоторых случаях наблюдается можкристаллитная, точечная или линейная коррозия. Для этих видов коррозии, нельзя пользоваться шкалой коррозионной стойкости , так как такая коррозия, сопровождаясь незначительными потерями металла в весе, вызывает повреждения, быстро выводящие аппаратуру из строя. [14]
Условно принимается, что у всех взятых для испытания в первой части работы образцов происходит растворение железа, а во второй части - цинка. Кроме того, необходимо охарактеризовать коррозионную стойкость испытанных образцов по шкале коррозионной стойкости , приведенной в табл. И. [15]
Шкала коррозионной стойкости металлов

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
Единая система защиты от коррозии и старения
МЕТАЛЛЫ И СПЛАВЫ
Методы определения показателей коррозии и коррозионной стойкости
Unified system of corrosion and ageing protection. Metals and alloys. Methods for determination of corrosion and corrosion resistance indices
Дата введения 1987-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по управлению качеством продукции и стандартам
Л.И.Топчиашвили, Г.В.Козлова, канд. техн. наук (руководители темы); В.А.Атанова, Г.С.Фомин, канд. хим. наук, Л.М.Самойлова, И.Е.Трофимова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31.10.85 N 3526
3. Стандарт полностью соответствует СТ СЭВ 4815-84, СТ СЭВ 6445-88
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
6. ПЕРЕИЗДАНИЕ с Изменением N 1, утвержденным в октябре 1989 г. (ИУС 2-90)
Настоящий стандарт устанавливает основные показатели коррозии и коррозионной стойкости (химического сопротивления) металлов и сплавов при сплошной, питтинговой, межкристаллитной, расслаивающей коррозии, коррозии пятнами, коррозионном растрескивании, коррозионной усталости и методы их определения.
Показатели коррозии и коррозионной стойкости используют при коррозионных исследованиях, испытаниях, проверках оборудования и дефектации изделий в процессе производства, эксплуатации, хранения.
1. ПОКАЗАТЕЛИ КОРРОЗИИ И КОРРОЗИОННОЙ СТОЙКОСТИ
1.1. Показатели коррозии и коррозионной стойкости металла определяют в заданных условиях, учитывая их зависимость от химического состава и структуры металла, состава среды, температуры, гидро- и аэродинамических условий, вида и величины механических напряжений, а также назначение и конструкцию изделия.
1.2. Показатели коррозионной стойкости могут быть количественными, полуколичественными (балльными) и качественными.
1.3. Коррозионную стойкость следует, как правило, характеризовать количественными показателями, выбор которых определяется видом коррозии и эксплуатационными требованиями. Основой большинства таких показателей является время достижения заданной (допустимой) степени коррозионного поражения металла в определенных условиях.
Показатели коррозионной стойкости, в первую очередь время до достижения допустимой глубины коррозионного поражения, во многих случаях определяют срок службы, долговечность и сохраняемость конструкций, оборудования и изделий.
1.4. Основные количественные показатели коррозии и коррозионной стойкости металла приведены в таблице. Для ряда коррозионных эффектов (интегральных показателей коррозии) приведены соответствующие им скоростные (дифференциальные) показатели коррозии.
Основные количественные показатели коррозии и коррозионной стойкости
Коррозионный эффект (интегральный показатель коррозии)
Скоростной (дифференциальный) показатель коррозии
Показатель коррозионной стойкости
Глубина проникновения коррозии
Линейная скорость коррозии
Время проникновения коррозии на допустимую (заданную) глубину*
Потеря массы на единицу площади
Скорость убыли массы
Время до уменьшения массы на допустимую (заданную) величину*
Степень поражения поверхности
Время достижения допустимой (заданной) степени поражения*
Максимальная глубина питтинга
Максимальная скорость проникновения питтинга
Минимальное время проникновения питтингов на допустимую (заданную) глубину*
Максимальный размер поперечника питтинга в устье
Минимальное время достижения допустимого (заданного) размера поперечника питтинга в устье*
Степень поражения поверхности питтингами
Время достижения допустимой (заданной) степени поражения*
Скорость проникновения коррозии
Время проникновения на допустимую (заданную) глубину*
Снижение механических свойств (относительного удлинения, сужения, ударной вязкости, временного сопротивления разрыву)
Время снижения механических свойств до допустимого (заданного) уровня*
Глубина (длина) трещин
Скорость роста трещин
Время до появления первой трещины**
Снижение механических свойств (относительного удлинения, сужения)
Время до разрушения образца**
Уровень безопасных напряжений** (условный предел длительной коррозионной прочности**)
Пороговый коэффициент интенсивности напряжений при коррозионном растрескивании**
Количество циклов до разрушения образца**
Условный предел коррозионной усталости**
Пороговый коэффициент интенсивности напряжений при коррозионной усталости**
Степень поражения поверхности отслоениями
Суммарная длина торцов с трещинами
При линейной зависимости коррозионного эффекта от времени соответствующий скоростной показатель находят отношением изменения коррозионного эффекта за определенный интервал времени к величине этого интервала.
При нелинейной зависимости коррозионного эффекта от времени соответствующий скоростной показатель коррозии находят как первую производную по времени графическим или аналитическим способом.
1.5. Показатели коррозионной стойкости, отмеченные в таблице знаком*, определяют из временной зависимости соответствующего интегрального показателя коррозии графическим способом, приведенным на схеме, или аналитически из его эмпирической временной зависимостиПоказатели коррозионной стойкости при воздействии на металл механических факторов, в том числе остаточных напряжений, отмеченные в таблице знаком**, определяют непосредственно при коррозионных испытаниях.
Схема зависимости коррозионного эффекта (интегрального показателя) от времени
1.6. Допускается использование наряду с приведенными в таблице показателями других количественных показателей, определяемых эксплуатационными требованиями, высокой чувствительностью экспериментальных методов или возможностью использования их для дистанционного контроля процесса коррозии, при предварительном установлении зависимости между основным и применяемым показателями. В качестве подобных показателей коррозии с учетом ее вида и механизма могут быть использованы: количество выделившегося и (или) поглощенного металлом водорода, количество восстановившегося (поглощенного) кислорода, увеличение массы образца (при сохранении на нем твердых продуктов коррозии), изменение концентрации продуктов коррозии в среде (при их полной или частичной растворимости), увеличение электрического сопротивления, уменьшение отражательной способности, коэффициента теплопередачи, изменение акустической эмиссии, внутреннего трения и др.
Для электрохимической коррозии допускается использование электрохимических показателей коррозии и коррозионной стойкости.
При щелевой и контактной коррозии показатели коррозии и коррозионной стойкости выбирают по таблице в соответствии с видом коррозии (сплошная или питтинговая) в зоне щели (зазора) или контакта.
1.7. Для одного вида коррозии допускается характеризовать результаты коррозионных испытаний несколькими показателями коррозии.
При наличии двух или более видов коррозии на одном образце (изделии) каждый вид коррозии характеризуют собственными показателями. Коррозионную стойкость в этом случае оценивают по показателю, определяющему работоспособность системы.
1.8. При невозможности или нецелесообразности определения количественных показателей коррозионной стойкости допускается использовать качественные показатели, например, изменение внешнего вида поверхности металла. При этом визуально устанавливают наличие потускнения; коррозионных поражений, наличие и характер слоя продуктов коррозии; наличие или отсутствие нежелательного изменения среды и др.
На основе качественного показателя коррозионной стойкости дают оценку типа: стоек - не стоек, годен - не годен и др.
Изменение внешнего вида допускается оценивать баллами условных шкал, например, для изделий электронной техники по ГОСТ 27597.
1.9. Допустимые показатели коррозии и коррозионной стойкости устанавливают в нормативно-технической документации на материал, изделие, оборудование.
2. ОПРЕДЕЛЕНИЕ ПОКАЗАТЕЛЕЙ КОРРОЗИИ
2.1. Сплошная коррозия
2.1.1. Потерю массы на единицу площади поверхности , кг/м, вычисляют по формуле
Коррозионные испытания сварных соединений
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сварные соединения из углеродистых, легированных и высоколегированных сталей, работающие в условиях химически активной среды, подвержены коррозии (разъеданию).
По своему действию на металл коррозию разделяют на химическую и электрохимическую.
Химическая коррозия представляет собой процесс непосредственного химического взаимодействия между металлом и средой, как, например, окисление железа на воздухе при высоких темпера турах с образованием окалины.
Электрохимическая коррозия — это разрушение металла с участием электрического тока, который возникает при работе металла в воде, растворах кислот, солей и щелочей.
Различают два вида коррозии: общая и межкристаллитная.
При общей коррозии вся поверхность металла или часть его химически взаимодействует с агрессивной средой. С течением времени поверхность разъедается и толщина металла соответственно уменьшается.
При межкристаллитной коррозии происходит разрушение металла по границам зерен. Внешне металл не меняется, но связь между зернами значительно ослабевает, и при испытании на изгиб в растянутой зоне образца образуются трещины по границам зерен.
Испытывая сварные соединения на коррозионную стойкость, сварные образцы (для ускорения процесса испытания) подвергают действию более сильных коррозионных сред, чем те, в которых конструкцию будут эксплуатировать.
Оценку стойкости сварных соединений против общей коррозии проводят несколькими методами.
Весовой метод заключается во взвешивании сварных образцов размером 80 X 120 мм и толщиной 6—10 мм со швом посредине до и после испытания и определении потерь в весе (в г/м 2 ) за определенное время. Усиление шва снимают. Перед испытанием образцы взвешивают с точностью до 0,01 г и замеряют их общую поверхность по всем шести граням. Затем образцы кипятят несколькими циклами по 24—48 ч в азотной или серной кислоте соответствующей концентрации в зависимости от условий работы сварного соединения.
После кипячения с образцов мягкими скребками из дерева, алюминия или меди полностью удаляют продукты коррозии и образцы снова взвешивают. Вычитая вес образца после испытания из первоначального веса и отнеся разность к общей площади поверхности образца (в м 2 ) и одному часу испытания, получают показатель коррозии по потере веса в г/м 2 *ч и пересчитывают его на потерю веса в г/м 2 *год.
Скорость проникания коррозии П в мм/год определяют по формуле
где К — потеря веса, г/м 2 *год;
δ — плотность металла, г/см 3 .
Полученные расчетные данные сравнивают с данными ГОСТа.
По ГОСТ 13819—68 оценку коррозионной стойкости черных и цветных металлов, а также их сплавов при условии их равномерной коррозии проводят по десятибалльной шкале коррозионной стойкости (табл. 15).
Таблица 15. Десятибалльная шкала коррозионной стойкости
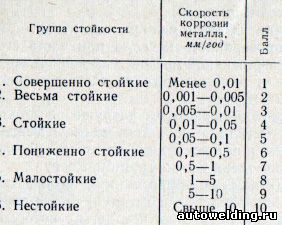
Коррозионную стойкость металлов при скорости коррозии 0,5 мм/год и выше оценивают по группам стойкости, а при скорости ниже 0,5 мм/год — по баллам.
Этой шкалой нельзя пользоваться при наличии в металле межкристаллитной коррозии и коррозионного растрескивания.
Профилографический метод состоит в определении степени коррозирования (глубины разъедания) различных участков сварного соединения (основного металла, зоны термического влияния и металла шва). Образцы испытают в среде, аналогичной по действию той, в которой будет работать сварное соединение, но более быстродействующей с определенным коэффициентом ускорения. Глубину разъедания измеряют с помощью специальных профилографов и профилометров (рис. 116), после чего на бумаге вычерчивают профиль сварного соединения после коррозии.
При электрохимическом (потенциометрическом) методе определяют разность потенциалов в той или иной коррозионной среде между сварным швом, зоной термического влияния и основным металлом. Это дает довольно правильные представления о направлении процесса коррозии.
Объемный метод применяют для коррозионных испытаний только основного металла. Он заключается в определении количества газов, образующихся в результате коррозии.
При методе определения коррозионной стойкости по изменению механических свойств для испытания подбирают сильно действующую среду, как, например, раствор серной или соляной кислоты. Образцы выдерживают в коррозионной среде определенное время, а затем подвергают механическим испытаниям, по результатам которых судят о стойкости сварных швов против коррозии.
Качественную оценку коррозионных поражений проводят внешним осмотром, а также исследованием с помощью лупы или микроскопа сварных соединений после коррозионных испытаний. Эта оценка служит дополнением к методам количественной оценки коррозионных поражений.
Межкристаллитной коррозии подвержены главным образом аустенитные и аустенитно-ферритные нержавеющие стали с большим содержанием хрома.
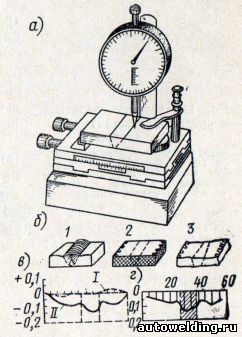
Рис. 116. Определение коррозионной стойкости шва профилометром
а — общий вид профилометра; б — образцы для испытаний: 1 — после сварки; 2 — перед испытанием; 3 — после испытания; в — профиль сварного соединения: I — до испытания; II — после испытания; г — глубина проникания коррозии
При сварке этих сталей отдельные участки основного металла, расположенные по обе стороны от шва, подвергаются действию температур, которые могут вызвать распад твердого раствора и выпадение карбидов железа и хрома на границах зерен. Снижение содержания хрома приводит к потере коррозионной стойкости металла и развитию межкристаллитной коррозии (рис. 117), которая может поразить также участки шва, подверженные повторному воздействию сварочного нагрева.
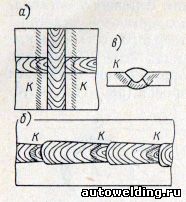
Рис. 117. Межкристаллитная коррозия в результате выпадения карбидов а — при сварке пересекающихся швов; б — при возобновлении сварки шва после смены электрода; в — при двустороннем сварном шве
Испытания на межкристаллитную коррозию аустенитных, аустенитно-ферритных и аустенито-мартенситных коррозиестойких сталей проводят по ГОСТ 6032—58*.
Образцы (рис. 118) вырезают механическим способом. Контрольную поверхность толщиной до 10 мм состругивают на глубину до 1 мм. Образцы толщиной более 10 мм вырезают поперек шва с таким расчетом, чтобы толщина его была 5 мм, а ширина равнялась толщине основного металла. Чистота поверхности образцов перед испытанием должна быть не ниже Δ7.
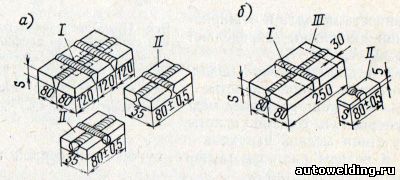
Рис. 118. Образцы для испытания на межкристаллитную коррозию
а — при толщине металла до 10 мм; б — при толщине металла более 10 мм; S — толщина металла: I — место вырезки образца; II — контрольная поверхность; III — отход
Склонность металла к межкристаллитной коррозии определяют по методам A, AM, В:
А — в водном растворе медного купороса и серной кислоты;
AM — в водном растворе медного купороса и серной кислоты в присутствии медной стружки;
В — в водном растворе медного купороса и серной кислоты с добавкой цинковой пыли.
Все испытания проводят в колбе или специальном бачке из хромоникелевой стали с обратным холодильником. В реакционный сосуд загружают образцы и заполняют его соответствующим раствором на 20 мм выше образцов. Затем образцы кипятят в растворе: для метода А - 24 ч, AM - 15 или 24 ч; В - 144 ч.
После кипячения образцы промывают, просушивают и загибают на угол 90°. При этом радиус закругления губок или оправки должен быть равен: при толщине образцов до 1 мм — 3 мм, от 1 до 3 мм - не более трехкратной толщины образца и свыше 3 мм — 10 мм.
Поверхность в зоне изгиба образца тщательно осматривают с помощью лупы при увеличении в 8—10 раз. Если на поверхности будут обнаружены поперечные трещины, то это значит, что металл склонен к межкристаллитной коррозии и непригоден для эксплуатации.
Кроме методов A, AM и В существуют еще методы Б и Д.
При методе Б производят анодное травление участков поверхности деталей или зоны термического влияния. Металл сварного шва этим методом не контролируют. Метод Б основан на анодной поляризации и состоит в воздействии коррозионной среды и электрического тока на поверхность испытуемой детали.
Сосуд для коррозионной среды (рис. 119) состоит из свинцовой воронки с резиновой манжетой, плотно прилегающей к поверхности контролируемой детали. Для испытаний собирают установку по схеме, приведенной на рис. 120.
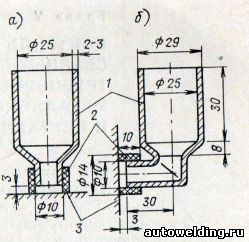
Рис. 119. Сосуд для испытания анодным травлением
а — горизонтальных поверхностей; б — вертикальных поверхностей; I — свинцовая воронка; 2 — резиновая манжетка; 3 — поверхность контролируемой детали
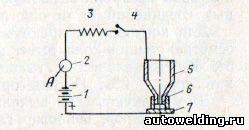
Рис. 120. Электрическая схема для испытания методом анодного травления
1 — источник постоянного тока; 2 — амперметр с ценой деления не более 0.1 а; 3 — реостат или магазин сопротивления; 4 — выключатель; 5 — свинцовый сосуд; 6 — резиновая манжета; 7 — контролируемый образец
Испытания проводят по обеим сторонам сварного шва в шахматном порядке, а в случае перекрытых швов — во всех местах перекрещивания (рис. 121). Поверхность контролируемых участков шлифуют наждачной бумагой и промывают чистым авиационным бензином и спиртом. На отшлифованную поверхность плотно устанавливают сосуд и наливают в него 3—5 мл электролита (60% серной кислоты и 0,5% уротропина), включают электрический ток и в течение 5 мин подвергают металл коррозированию. Полярность устанавливают таким образом, чтобы испытуемое изделие служило анодом, а свинцовый сосуд — катодом. С помощью реостата устанавливают ток плотностью 0,65 а/см 2 при напряжении 5—9 в.
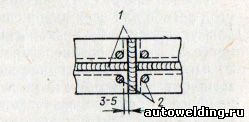
Рис. 121. Схема проведения контроля перекрывающихся сварных швов методом анодного травления
1 — сварной шов; 2 — место анодного травления
По прошествии 5 мин ток выключают, детали промывают водой и протирают спиртом. Образовавшиеся пятна на поверхности образца рассматривают под микроскопом при увеличении не менее чем в 30 раз. При контроле готовых сварных конструкций, когда применение микроскопа невозможно, допускается применение бинокулярной лупы или оптических трубок с 20-кратным увеличением. Если пятно анодного травления имеет однородный светлый или темный цвет, то это значит, что металл не склонен к межкристаллитной коррозии. Браковочным признаком является образование в нем непрерывной сетки.
По методу Д образцы испытывают в кипящей 65% ной азотной кислоте. Перед испытанием образцы взвешивают на аналитических весах с точностью до 0,1 мг. Затем их помещают в стеклянную колбу с обратным холодильником, заливают кислотой из расчета не менее 9 мл кислоты на 1 см 2 поверхности образца и кипятят в течение 48 ч.
Всего проводят три цикла кипячения (каждый раз в новом растворе), промывая, просушивая, обезжиривая и взвешивая образцы после каждого цикла. Коррозионную стойкость определяют по скорости коррозии образцов, выраженной в мм/год за каждые 48 ч. Если скорость коррозии превысит 2 мм/год или будет иметь место ножевая коррозия, металл бракуют.
Читайте также: