Шпоночный станок по металлу
Обновлено: 15.05.2024
Каталог товаров и услуг, где вы можете купить станок шпоночно-фрезерный среди 23 предложений поставщиков в России. Уточняйте оптовые и розничные цены на станок шпоночно-фрезерный, наличие на складе, стоимость доставки в ваш регион у компании поставщика.
Шпоночно-фрезерный станок 692Р
Шпоночно - фрезерный станок 692Р, 1982 г.в., в рабочем состоянии Размеры рабочей поверхности вертикального стола 250x1000 мм Наибольший диаметр устанавливаемой заготовки 75 мм Электродвигатель 3 кВт Габаритные размеры станка 1510х1900х2260 мм
Продаю (предлагаю, продам) 692М Станок специальный шпоночно-фрезерный
Технические характеристики: Станки модели 692м предназначены для обработки шпоночных пазов мерными и немерными концевыми фрезами шириной от 4 до 25 мм и глубиной до 26 мм Год начала выпуска: 1971 Наибольший диаметр обрабатываемой детали, мм 800 Наибольшая длина обрабатываемой .
Станки: шлицефрезерные; карусельно-фрезерный 6М23; фрезерно-расточный 630VH; торцефрезерный УФ5213
. Станок шлицефрезерный ZFWVG250х5000 Станок шлицефрезерный ZFWVG250х2000 Станок шлицефрезерный ZFWVG250х800 HECKERT Станок шлицефрезерный 5350А Станок шлицефрезерный ЕЗ66 Станок шлицефрезерный R55s 280х3000 Станок торцефрезерный УФ5213 Станок карусельно- фрезерный 6М23 Станок фрезерно -расточный 630VH Станок шпоночно - фрезерный .
Фрезерные станки мод. 6Т12
. горизонтально- фрезерные станки широкоуниверсальные ф. с. вертикально- фрезерные станки продольно - фрезерные станки Специализированные фрезерные станки шпоночно - фрезерные и фрезерно -центровальные станки фрезерные станки непрерывного действия копировально - фрезерные станки Виды фрезерных станков горизонтально- фрезерные консольные станки .
Под заказ / Опт и розница
Станки правильно-отрезные; Автомат отрезной BEHRINGER VMS400; Станки трубогибочные
. -отрезной RAVIAL-8 Станок правильно-отрезной И6122 Станок правильно-отрезной И6118 Автомат отрезной BEHRINGER VMS400 Станок абразивно-отрезной 8Г240 Станок трубогибочный ГСТМ21 Станок трубогибочный ИВ3429 Станок трубогибочный ИА3528 (с оснасткой) Станок трубогибочный ИА3432 (с оснасткой) Трубогиб-профилегиб THL4 (Япония) Трубогиб .
Фрезерный станок СФ-676 Киров
Станок широкоуниверсальный фрезерный Российский широкоуниверсальный фрезерный станок СФ-676 (675) предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами. Станок предназначен для .
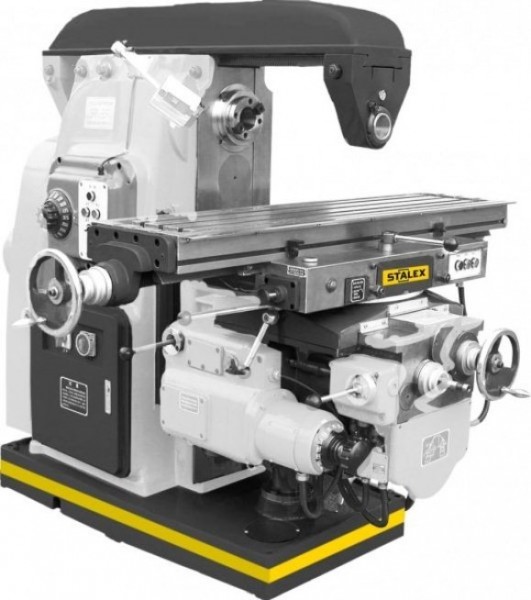
Вертикально-фрезерный станок STALEX XA7140 DRO
Вертикально- фрезерные станки : Вертикально- фрезерный станок STALEX XA7140 DRO. Фрезерный станок XA7140 Вертикальный фрезерный станок предназначен для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, торцевыми, фасонными, концевыми, шпоночными фрезами. Фрезерный станок оборудован наклонной шпиндельной бабкой, бесступенчатой .
Шпоночно фрезерный станок: принцип работы

Шпоночно фрезерный станок предназначен для фрезерования шпоночных пазов в различных валах. Существуют шпоночно фрезерные станки, размер паза на которых обеспечивается размером инструмента.
Такие станки обычно работают по одному из следующих циклов: 1) врезание фрезы на полную глубину паза с последующей продольной подачей ее на длину паза (рис. 1, а); 2) работа по маятниковому циклу, т. е. многократное быстрое возвратно-поступательное продольное движение фрезы на длину паза с врезанием в конце каждого хода на не большую часть его глубины (рис. 1, б). В первом случае производительность станка выше; при работе по второму способу достигается стойкость инструмента значительно больше, что для станков этого типа особенно важно, так как после переточки фрезы ее диаметр уменьшается, и она становится непригодной для изготовления пазов точной ширины.
Шпоночно фрезерные станки, работающие немерным инструментом, позволяют получать точные по ширине шпоночные пазы независимо от фактического диаметра фрезы. Такие станки работают по первому способу, но фреза устанавливается в них либо эксцентрично относительно оси шпинделя (рис. 1, в), либо совершает дополнительное осциллирующее движение в поперечном направлении (рис. 1, г).
Рис. 1. Способы фрезерования шпоночных пазов на фрезерных станках
Типы шпоночно фрезерных станков
По расположению шпинделей и их числу шпоночно фрезерные станки подразделяются на горизонтальные и вертикальные, одношпиндельные станки и многошпиндельные станки.
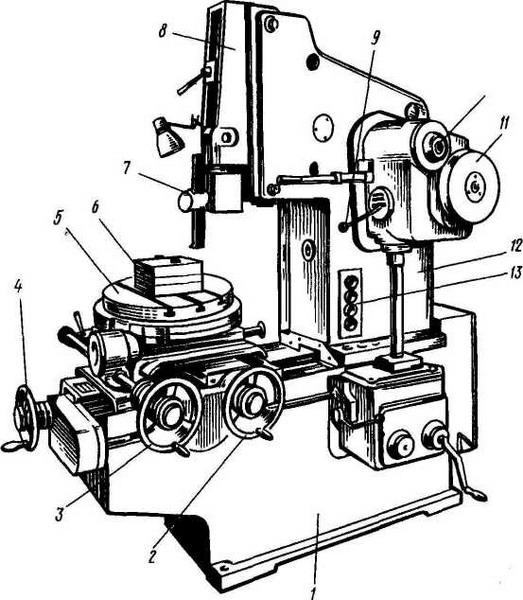
На рис. 2 показан вертикальный двухшпиндельный шпоночно фрезерный станок ДФ-82Д, работающий мерным инструментом по маятниковому циклу. Станок имеет две шпиндельные бабки 1, станину 4, консоль 3, которую при наладке можно вручную перемещать вертикально на 300 мм, стол 2, перемещаемый в поперечном направлении вручную.
На этом станке можно фрезеровать одновременно два шпоночных паза шириной от 3 до 20 и длиной до 300 мм. В конце каждого продольного хода происходит врезание на глубину не более чем на 0,6 мм при скорости продольной подачи в пределах 450-1200 мм/мин. Благодаря небольшой глубине резания стойкость фрезы очень велика, и она редко выходит из строя, обеспечивая высокую точность и чистоту обработки.
Рис. 2. Вертикальный двухшпиндельный шпоночно фрезерный станок ДФ-82Д.
Схема работы шпоночно фрезерного станка
Обе шпиндельные бабки шпоночно фрезерного станка одинаковые; каждая имеет самостоятельный гидравлический привод, обеспечивающий продольную подачу и подачу шпинделя на врезание. Шпиндель имеет 12 ступеней скорости вращения от 270 до 3380 об/мин. Он приводится от двухскоростного электродвигателя D1 через трехступенчатую клиноременную передачу со сменными шкивами (рис. 3). Этот же электродвигатель приводит во вращение и насос Н гидравлического привода. Масло от насоса Н через фильтр Ф поступает к вспомогательному золотнику З1, управляющему золотником 32. Перекладка золотника 31, производится в конце каждого хода механическими упорами. Одновременно масло от насоса Н поступает через дроссель Д1, в штоковую полость гидроцилиндра Цn продольных подач. В зависимости от положения золотника З2, гидроцилиндр Цn движется вправо или влево. При движении вправо бесштоковая полость гидроцилиндра Цn соединяется через золотник 32 с баком, а при движении влево - со штоковой полостью. В последнем случае гидроцилиндр Цn работает по дифференциальной схеме. Скорость продольных подач настраивается дросселем Д1 бес ступенчато в диапазоне 450. 1200 мм/мин.
Вертикальное перемещение пиноли шпинделя шпоночно фрезерного станка может осуществляться либо вручную, посредством квадрата М1, вращение которого через червячную пару z1/z2 передается реечному колесу z3, перемещающему пиноль шпинделя; либо с помощью гидроцилиндра Цв, поршень которого, сообщая осевое перемещение червяку z1, приводит во вращение червячное колесо z2.
Рис. 3. Гидрокинематическая схема шпоночно фрезерного станка ДФ-82Д.
Периодическая вертикальная подача в конце каждого продольного хода шпиндельной бабки сообщается фрезе при порционном (дозированном) выпуске масла из штоковой полости гидроцилиндра Цв. При среднем положении крана З3 масло от насоса Н через фильтр Ф и кран З3 поступает в бесштоковую полость гидроцилиндра Цв. Из штоковой полости масло выдавливается через золотник З4, в цилиндр-дозатор со свободно плавающим поршнем, ход которого можно изменять с помощью маховичка М2. Одна из полостей дозатора соединена посредством золотника З4 с баком, другая - со штоковой полостью гидроцилиндра Цв. В момент реверсирования при переключении золотника З1, кроме золотника З2, перекладывается из одной позиции в другую также золотник 34, соединяющий незаполненную полость дозатора со штоковой полостью гидроцилиндра Цв, а заполненную - с баком. В результате этого в бак вытесняется объем масла
где 4 - диаметр цилиндра-дозатора; l - ход поршня (дозатора).
Благодаря этому поршень гидроцилиндра Цв, переместится на величину
где D и dш - соответственно диаметры гидроцилиндра Цв, и его поршневого штока.
Пиноль опускается при этом на глубину Sв, равную
где m2, m3, - соответственно модули червячного и реечного зубчатых колес; z2 и z3 - числа их зубьев.
Величину Sв можно настраивать с помощью маховичка М2 в пределах 0,05-0,6 мм. Периодическая подача прекращается после того, как торец червяка z1 достигнет упора У.
При переключении крана З3 в позицию «быстрый подъем» поршень гидроцилиндра Цв возвращается в исходное положение. Быстрое опускание пиноли шпинделя шпоночно фрезерного станка в пределах установленной глубины Ѕв производится переключением крана З3 в позицию «быстрое опускание».
Долбежные станки по металлу

Долбежные станки по металлу представлены на нашем сайте в широком ассортименте, который позволит Вам выбрать и купить оборудование наиболее оптимальное по цене и функционально подходящее для решения новых задач, поставленных на Вашем производстве, или для смены долбежного оборудования, эксплуатация которого на Вашем предприятии становится нецелесообразной, вследствие морального или физического износа.
Долбежные станки используют для обработки шпоночных пазов, канавок, фасонных поверхностей небольшой длины. Станки имеют рабочий ход, во время которого происходит рабочий и обратный ход, когда инструмент возвращается в исходное положение.
В долбежных станках резец движется возвратно-поступательно в вертикальной плоскости, перпендикулярной поверхности стола. Характер движений у долбежных станков такой же, как и у поперечно-строгальных, поэтому их иногда называют вертикально-строгальными. Основными узлами долбежного станка являются станина 1 коробчатой формы, на которой установлена вертикальная колонка 12. По вертикальным направляющим колонки перемещается ползун или долбяк 8, в нижней части которого закреплен резцедержатель 7. Обрабатываемое изделие 6 крепится на столе 5. Стол получает круговое, продольное и поперечное движения. Вертикальная компоновка узлов долбежного станка помимо того, что занимает небольшую производственную площадь, позволяет обрабатывать внутренние фасонные контуры, что на продольно- и поперечно-строгальных станках представляет затруднения.
Благодаря вертикальной компоновке долбежный станок по металлу занимает небольшую производственную площадь. В инструментальных и ремонтных цехах широко применяют комбинированные долбежные станки по металлу, которые выполняют фрезерование, растачивание и долбление. Это станки нормального, повышенного и высокого класса точности с ручным управлением и оптической системой отсчета по двум координатам. В ряде станков используется цифровая индикация с предварительным набором координат. В других станках установлено УЧПУ для обработки по программе в прямоугольных координатах горизонтальным и вертикальным шпинделем.
Долбежные станки имеют рабочий ход, во время которого происходит рабочий и обратный ход, когда инструмент возвращается в исходное положение.
Долбежные станки выпускают с наибольшим ходом ползуна 100-1600 мм, с диаметром стола 240—1600 мм. Движение ползуна осуществляется, механическим и гидравлическим приводами. Механический привод осуществляется при помощи вращательной кулисы, приводимой, в движение в большинстве случаев от многоскоростных электродвигателей.
В компании Станочный Мир Вы можете купить новые долбежные станки по металлу по выгодным ценам отечественных и зарубежных производителей. Наиболее подходящий вариант Вам смогут подобрать специалисты отдела продаж.
Основные типы фрезерных станков и их компоновка

Фрезерованием обрабатывают различные по форме и размерам детали со сложными поверхностями. Все это обусловливает большое конструктивное разнообразие фрезерных станков. Различают станки консольно-фрезерные (универсальные, горизонтальные, широкоуниверсальные, вертикальные); продольно-фрезерные (одно- и двухстоечные); фрезерные непрерывного действия (барабанные и карусельные); копировально-фрезерные и гравировально-фрезерные; бесконсольные вертикально-фрезерные и разные (шпоночно-фрезерные, фрезерно-центровальные, торцефрезерные и др.).
На рис. 1—16 изображены основные виды компоновок фрезерных станков, перечисленных выше, (стрелками указаны рабочие движения). Отличительной особенностью консольно-фрезерных станков является наличие консоли, которая несет на себе каретку со столом и перемещается по направляющим станины в вертикальном направлении. На фрезерных станках консольного типа удобно вести наблюдение за обработкой, так как перемещением консоли можно обеспечить необходимое положение фрезеруемой поверхности. Станки имеют удобное ручное управление, универсальны. Универсальность станков расширяется при применении различных приспособлений, позволяющих кроме фрезерования выполнять операции сверления, зенкерования, развертывания и др. Однако наличие консоли снижает жесткость станка, точность обработки и ограничивает массу деталей, обрабатываемых на станке.
Компоновки фрезерных станков
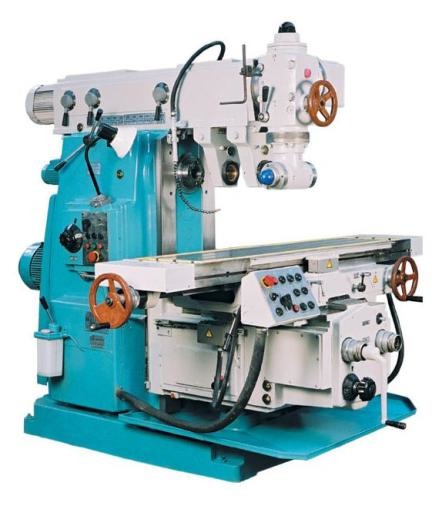
Универсально-фрезерный станок (рис. 1) имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и нетяже.лых. деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине 2 смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот 7 с серьгами 8. По вертикальным направляющим станины перемещается консоль 3, несущая коробку подач 1.
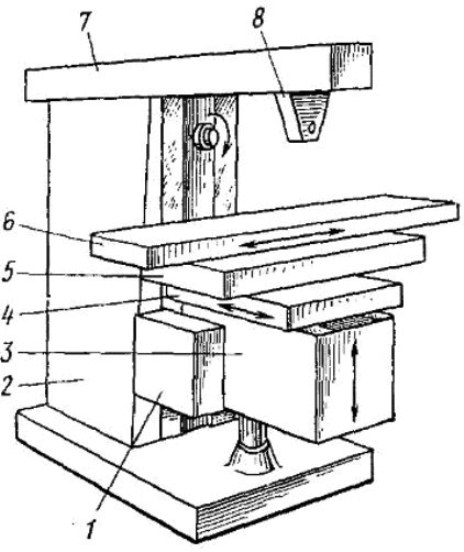
Рис. 1. Универсальный фрезерный станок
По направляющим консоли в поперечном направлении движутся салазки 4 с поворотным устройством 5, которое несет продольный стол 6 и позволяет поворачивать стол вокруг вертикальной оси на 45 0 в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя.
Горизонтально-фрезерный станок отличается от универсально-фрезерного станка отсутствием поворотного устройства, т. е. стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.

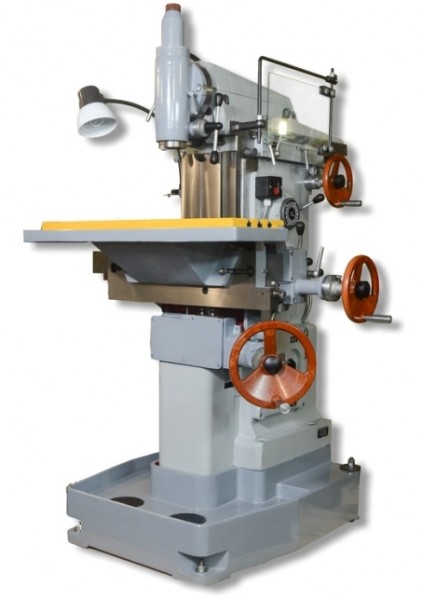
Широкоуниверсальный фрезерный станок (рис. 2) в отличие от горизонтально-фрезерного станка имеет еще одну шпиндельную головку 1, смонтированную на выдвижном. хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями.
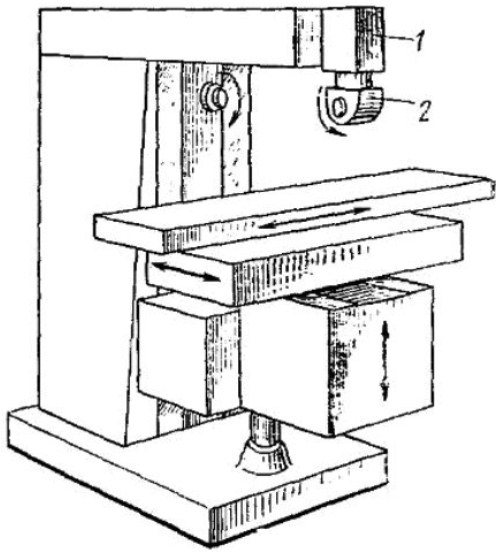
Рис.2. Широкоуниверсальный фрезерный станок
Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку 2, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д..
В некоторых станках этого типа (рис. 3) отсутствует консоль, а вместо нее по вертикальным направляющим станины 1 перемещается каретка 2. Каретка имеет горизонтальные направляющие для салазок З с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол 4, делительные и другие приспособления.
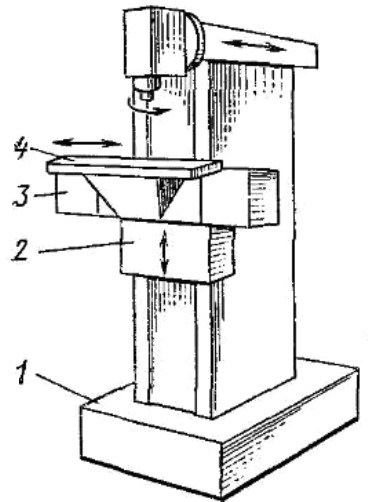
Рис. 3 Бесконсольный универсальный станок
Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок (рис. 4) в отличие от горизонтально-фрезерного имеет вертикально расположенный 8 шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка.
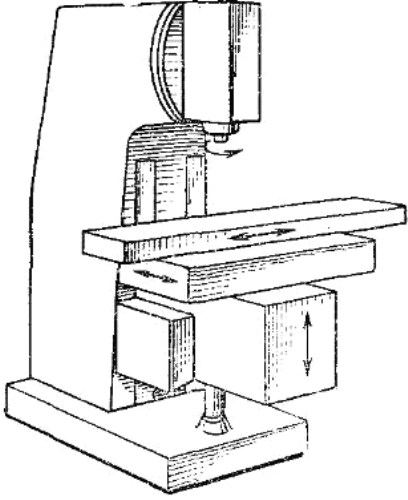
Рис. 4. Вертикально-фрезерный станок
Вертикально- и горизонтально-фрезерные бесконсольные станки (рис. 5, 6) предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки 2 и стол З перемещаются по направляющим станины 1, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров.
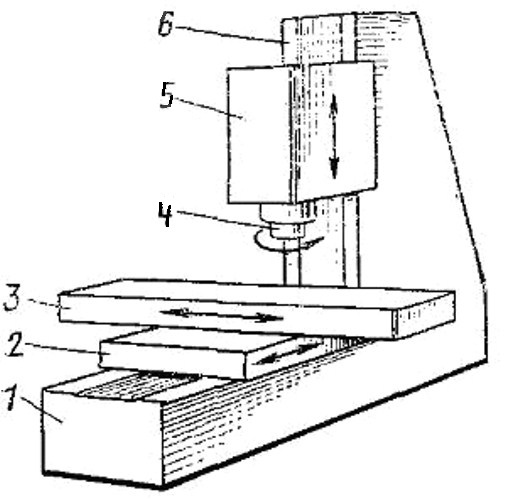
Рис. 5. Вертикально-фрезерный бесконсольный станок

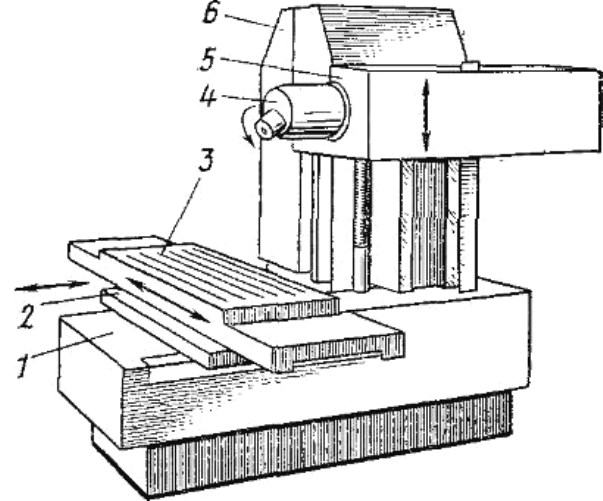
Рис. 6. Горизонтально-фрезерный бесконсольный станок
Шпиндельная головка 5, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки 6. Кроме того, шпиндель 4 вместе с гильзой можно сдвигать в, осевом направлении пр њ точной установке фрезы на требуемый размер.
Другой группой фрезерных станков являются продольно-фрезерные станки (рис. 7), которые используют для обработки крупногабаритных деталей, главным образом, торцовыми, а также цилиндрическими, Рис. 8. Продольно-фрезерный станок концевыми, дисковыми кт фасонными фрезами.
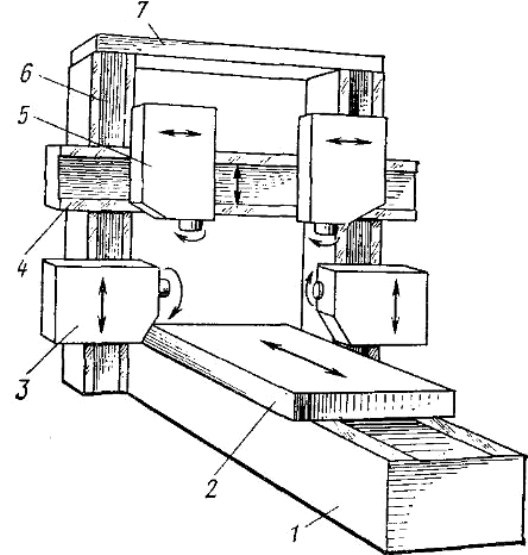
Рис. 7. Продольно-фрезерный станок
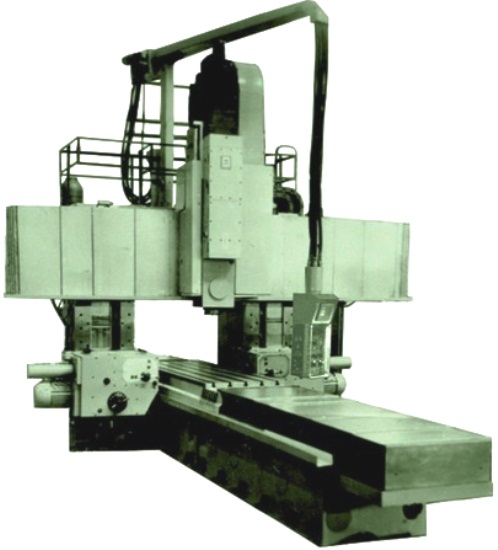
Станки делятся на одностоечные и двухстоечные. В четырехшпиндельном двухстоечном продольно-фрезерном станке станина 1 имеет стол 2 и портал, состоящий из двух стоек 6 и балки 7.
По направляющим стоек перемещается траверса 4 и две горизонтальные поворотные фрезерные головки З. Две другие фрезерные головки 5 перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе- м подаче головок или при одновременно движущихся столе и фрезерных головках.
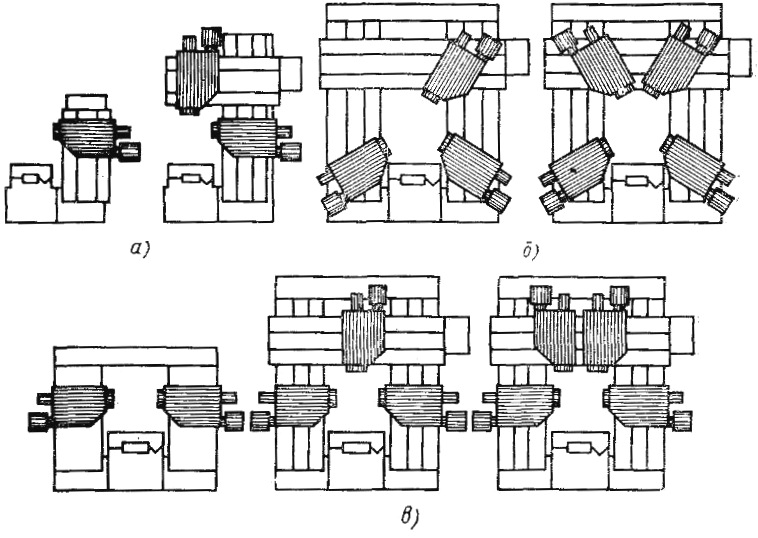
Рис. 8. Схемы компоновок продольно-фрезерных станков:
а—одностоечных; б—двухстоечных с поворотными фрезерными головками; в— двухстоечных с неповоротными фрезерными головками
Схемы других компоновок продольно-фрезерных станков с различным числом фрезерных головок приведены на рис. 8.
Фрезерные станки непрерывного действия (барабанно-фрезерные и карусельно-фрезерные) позволяют вести установку и съем заготовок без остановки рабочих движений станка.
Карусельно-фрезерные станки (рис. 9) предназначены для обработки поверхностей различных деталей торцовыми фрезами в условиях массового, крупносерийного и единичного производства. Станок может иметь один или несколько шпинделей З. В последнем случае в один из шпинделей устанавливают фрезу для чистовой обработки. Шпиндельная головка 2 перемещается по• вертикальным направляющим стойки 1.

Рис. 9. Карусельно-фрезерный станок
Конструктивной особенностью станок этого типа является непрерывно вращающийся стол 4, который сообщает установленным на нем деталям движение подачи. Таким образом, детали последовательно вводят в зону обработки. Стол, кроме того, имеет установочное полеречное перемещение вместе с салазками 5 по направляющим станины 6.
Барабанно-фрезерные станки (рис. 10) применяют при обработке поверхностей корпусных деталей в условиях массового и крупносерийного производства. Обрабатываемые заготовки закрепляют на вращающемся барабане 2 и получают от него движение подачи, четыре фрезерные головки (две верхних З— для черновой обработки, а две нижние 1— для чистовой) установлены на двух стойках 4 и перемещаются по вертикальным направляаощим.
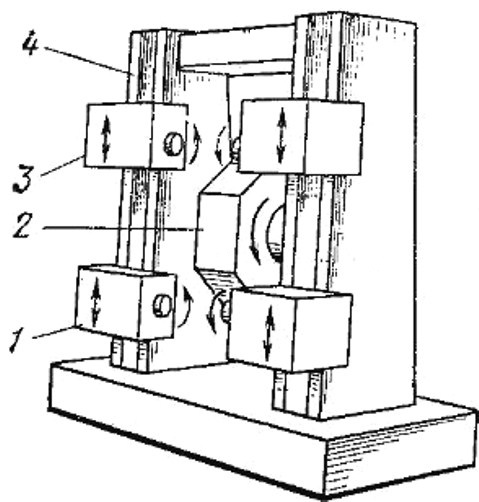
Рис. 10. Барабанно-фрезерный станок
Копировально-фрезерные станки (рис. 11 и 12) предназначены для фрезерования поверхностей сложной формы: штампов, пресс-форм, лопаток турбин, кокилей, металлических моделейг копиров, заготовок некруглых колес и т. п. Процесс обработки осуществляют по копиру 4, действие которого на копировальное устройство З вызывает соответствующее перемещение инструмента 2 относительно заготовки 1.
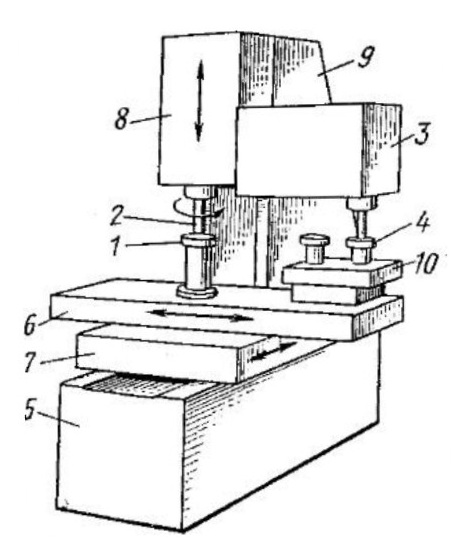
Рис. 11. Вертикальный копировально-фрезерный станок

Рис. 12. Горизонтальный копировально-фрезерный станок
В качестве копира может служить шаблон, эталонная деталь, модель, чертеж и др., а в качестве копировального устройства — щуп, копировальный палец или ролик, фотоэлемент. Копир через копировальное устройство воздействует на исполнительные органы (стол 6, салазки или траверсу 7, шпиндельный узел 8) , при этом фреза и заготовка в относительном движении воссоздают поверхность, заданную на копире.
Существует два вида копировального фрезерования — контурное и объемное. При контурном копировании кривая копира
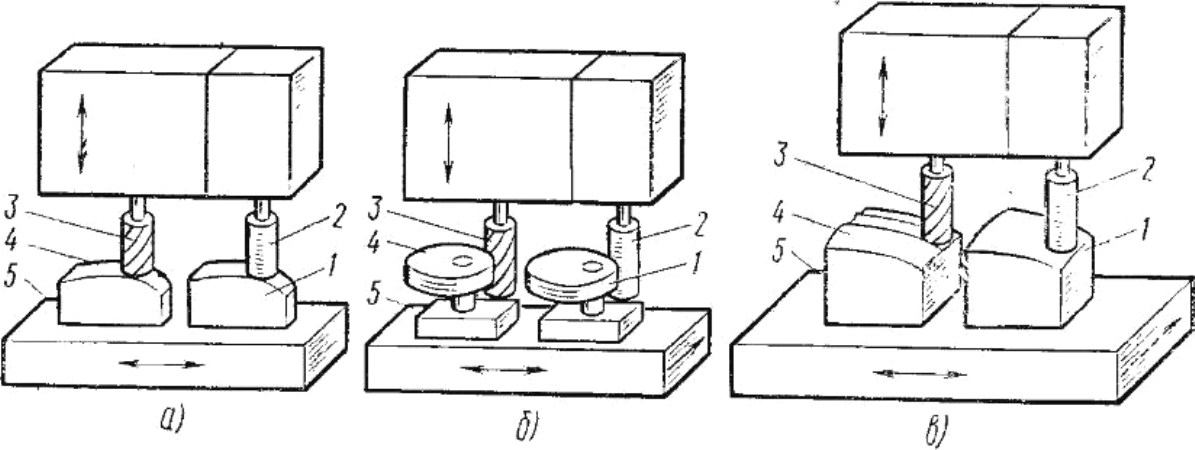
Рис. 13. Виды копировального фрезерования: а, б—контурное; в—объемное
может располагаться в плоскости, параллельной (рис. 13,a) или перпендикулярной (рис. 13, б) оси фрезы. В первом случае стол 5 с заготовкой 4 и копиром 1 перемещаются в продольном направлении, а слежение за изменением кривой осуществляется за счет вертикального перемещения копирного пальца 2 и фрезы 3 (или стола). Во втором случае стол 5 с заготовкой 4 и копиром 1 перемещается в продольном и поперечном направлениях соответственно форме кривой копира.
При объемном копировании (рис. 13, в) пространственно-сложная поверхность заготовки 4 обрабатывается фрезой 3 последовательно, путем нескольких параллельных рабочих ходов (строк) стола 5, т. е. при каждом рабочем ходе фактически выполняется контурное копирование. В конце прохода происходит смещение фрезы относительно заготовки в направлении, перпендикулярном строке, на величину поперечной подачи и выполняется следующий рабочий ход и т. д..
Копировально-фрезерные станки могут работать по двум схемам слежения: простого действия и с обратной связью. В схеме простого действия фреза и копировальный щуп жестко связаны между собой и перемещение щупа по копиру непосредственно передается фрезе. В схеме с обратной связью отклонение копкровального щупа вызывает рассогласование в положении щупа относительно фрезы. Результат этого рассогласования поступает в следящую систему, которая выдает сигнал исполнительному устройству (столу или фрезе) на корректировку траектории движения режущего инструмента.
В этом случае нет не только жесткой связи копира и фрезы, по копир не воспринимает силы резания, а только передает сигнал исполнительным органам о необходимости изменения их относительного положения.
Копировально-фрезерные станки выполняют с вертикальным расположением шпинделя и горизонтальной поверхностью стола, а также с горизонтальным расположением шпинделя и вертикальной поверхностью для крепления заготовок.
На станине 5 копировально-фрезерного станка с вертикальным шпинделем (см. рис. 11) установлены поперечные салазки 7, по направляющим которых в продольном направлении перемещается стол 6 со столом 10 копиров. Шпиндельная головка 8 с копировальным устройством З смонтирована на стойке 9. Копирующими движениями являются продольное движение стола и поперечное перемещение салазок, а в некоторых моделях станков и вертикальное перемещение шпиндельной головки.
Копировально-фрезерный станок с горизонтальным шпинделем и вертикально расположенной плоскостью для крепления заготовок изображен на рис. 12. По горизонтальным направляющим станины 5 перемещается стол 6 с нижней 9 стойкой для закрепления заготовки 1 и верхней 10 стойкой для» установки копира 4. Шпиндельная бабка с копировальным следящим устройством 3 перемещается в поперечном направлении по траверсе 7, которая движется по вертикальным направляющим передней стойки 11.
Работу на станке можно выполнять методом строк (при этом задающей является горизонтальная подача стола или вертикальная подача шпиндельной бабки, а следящей — поперечное перемещение шпиндельной бабки) и методом контурного копирования (в этом случае обход фрезеруемого контура осуществляется вертикальной подачей шпиндельной бабки и горизонтальной подачей стола) .
К числу копировально-фрезерных станков прямого действия относятся станки (рис. 14), в которых копировальный щуп 2 передает движение фрезе через пантограф 6.
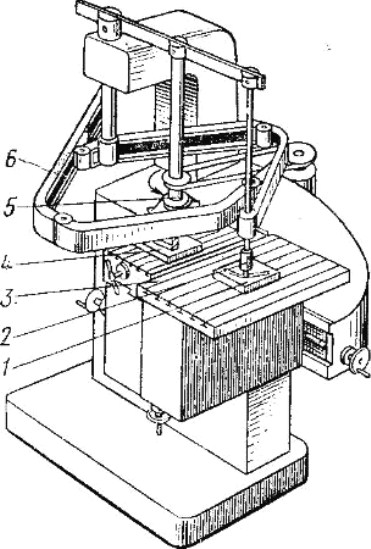
Рис. 14. Копировально-фрезерный станок с пантографом
Такие станки применяют в основном для легких фрезерных и гравировальных работ. При использовании пантографа производят не только копирование, нр и уменьшение масштаба заготовки по отношению щкопиру.
Перемещение щупа по копиру 1, установленному на столе 3 станка, передается фрезерному шпинделю 5, который при обработке заготовки 4 описывает контур, геометрически подобный копиру. Стол станка с заготовкой может перемещаться вручную в трех взаимно-перпендикулярных направлениях.
К типу разных фрезерных станков относятся шпоночно-фрезерные, фрезерно-центровальные, торцефрезерные и др..
Шпоночно-фрезерные станки предназначены для фрезерования врезных шпоночных канавок концевыми фрезами. Существует два способа прорезания шпоночных канавок. При первом способе фреза сначала врезается на полную глубину канавки, а затем перемещается в продольном направлении. При втором способе (маятниковом) фреза совершает возвратно-поступательное движение вдоль шпоночной канавки, врезаясь после каждого хода на некоторую глубину.

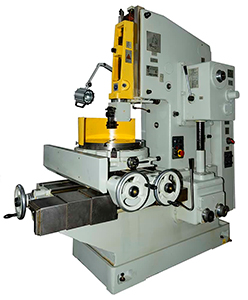
Рис. 15. Шпоночно-фрезерный станок
Вертикальный шпоночно-фрезерный станок (рис. 15) имеет основание 1, на котором установлена стойка 2. По вертикальным направляющим стойки перемещается консоль 3. Стол 4 станка имеет только установочное поперечное перемещение по направляющим консоли. На верхней части стойки закреплена головка 5 с продольными направляющими для движущейся возвратно-поступательно шпиндельной каретки 6. Шпиндельный узел 7 каретки перемещается по вертикали в конце каждого рабочего хода на заданную глубину резания.
Фрезерно-центровальные станки предназначены для двустороннего фрезерования и зацентровки торцов валиков, которые затем обрабатывают на токарном станке.
На рис. 16. a показан один из фрезерно-центровальных станков. На продольных направляющих станины 1 расположены две каретки 2, по направляющим которых в поперечном направлении перемещаются фрезерные 4 и сверлильные 5 головки.
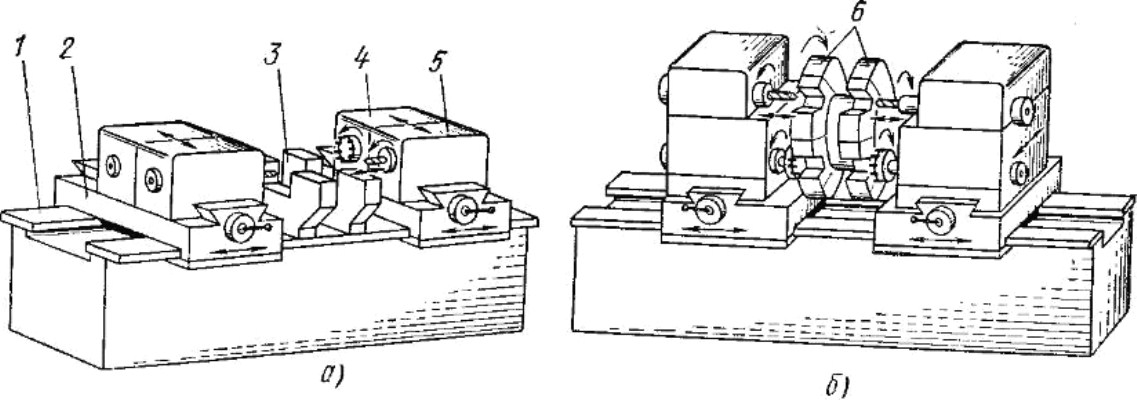
Рис. 16. Фрезерно-центровальные станки
Заготовку закрепляют в тисках 3, установленных неподвижно на станине. Заготовку обрабатывают последовательно — при перемещении кареток с головками сначала фрезеруют торцы заготовки, а затем, когда каретка доходит до упора, включают сверлильные головки и производят зацентровку торцов.
На фрезерно-центровальных станках барабанного типа (рис. 16, б) заготовки устанавливают в трехпозиционном барабане 6, который периодически поворачивается. На станке можно фрезеровать оба торца, сверлить центровые отверстия и одновременно разгружать — загружать заготовки, что значительно повышает производительность станка.
Кроме рассмотренных фрезерных станков промышленность выпускает еще много других специализированных агрегатных станков. Отдельную группу составляют зубо- и резьбофрезерные станки, применяемые для нарезания зубчатых колес и резьб.
За последнее время широкое применение в промышленности находят фрезерные станки с ЧПУ. Основные части этих станков, рабочие и вспомогательные движения такие же, как и у станков, рассмотренных выше. Однако имеются отличия в конструкции отдельных узлов и механизмов станков, кинематике и особенно в принципе их работы.
9 лучших долбежных станков
Рассмотрим самые эффективные и удобные в работе долбежные станки для домашних мастерских, малых и серийных производств.
Не забудьте подписаться на наш канал в Telegram.

Лучшие долбежные станки по металлу
Модели подобного типа отличаются высокой производительностью и мощностью. Долбежные станки по металлу используются для формирования шпоночных пазов, канавок, шлицев.
СтанкоГомель ГД200-01
Поворотная резцовая головка этой модели позволяет осуществлять долбление под углом до 90°. Длина хода долбяка может быть отрегулирована вращением вала кривошипной рукояти.
Стол агрегата имеет три режима перемещения: поперечное, продольное и круговое. Это обеспечивает максимальное удобство во время эксплуатации.
Габариты станка 1900х1270х2175 мм, мощность главного привода — 3,6 кВт. Быстросъемное ограждение предохраняет от травмирования стружкой.
Устанавливаемый в центре рабочей поверхности токарный патрон гарантирует надежную фиксацию детали. В стандартную комплектацию входят системы смазки и подсветки, набор инструментов.
Достоинства:
- мощный двигатель;
- крепление заготовки;
- 12 положений стола;
- настройка хода долбяка;
- удобство обслуживания.
Недостатки:
СтанкоГомель ГД200-01 предназначен для эксплуатации в серийном производстве, где необходимо обрабатывать сложные детали.
Stalex B5012

Модель оснащена кнопкой экстренной остановки двигателя, использование которой обеспечивает безопасность оператора. Прочная конструкция и мощный двигатель гарантируют стабильную работу станка при высоких нагрузках.
Механизм перемещения стола позволяет зафиксировать его на нужной высоте. Габариты оборудования — 1000х650х1000 мм.
Максимальная глубина долбления составляет 120 мм. Смазочная жидкость подается на направляющие колонны вручную, что облегчает обслуживание агрегата. Держатель может быть отрегулирован в зависимости от размеров заготовки. Управление устройством осуществляется с кнопочной панели.
- удобство обслуживания;
- простое управление;
- долгий срок службы;
- мощный двигатель;
- высокая производительность.
Stalex B5012 стоит приобрести для обработки плоских и фасонных металлических поверхностей. Универсальное решение как для производства, так и для домашней мастерской.
Коммунар 7А420

Особенностью модели является возможность поворота рамы с долбяком под углом до 90°. Благодаря этому мастеру доступна обработка наклонной плоскости без изменения позиции детали. Перемещение стола может осуществляться как вручную, так и механически.
Диаметр рабочей поверхности стола составляет 500 мм, мощность привода — 3 кВт. Для его быстрой остановки предусмотрено устройство экстренного торможения. Сблокированные рукояти облегчают управление.
Плунжерный насос подает смазочный материал через фильтр, что гарантирует удобство обслуживания и увеличивает срок эксплуатации агрегата.
- высокая производительность;
- большая площадь стола;
- удобство управления;
- долговечность;
- безопасность оператора.
Коммунар 7А420 будет полезен в мелкосерийном производстве или ремонтной мастерской. Станок предназначен для изготовления шлицев, канавок, шпоночных пазов.
Arsenal S315TGI
Модель отличается широкими возможностями для переналадки и способна обрабатывать крупные и тяжеловесные заготовки. Установка приспособления для протягивания наружных поверхностей также расширяет спектр применения агрегата. Направляющие салазки оснащены устройством поворота для наклона поверхности под углом до 45°.
Стол может быть быстро перемещен в нужную сторону благодаря специальным рукоятям. Функция автоматической остановки станка гарантирует безопасность оператора.
Производительность поддается регулировке посредством частотной модуляции. В комплектацию включены монтажный комплект, смазочная система и пакет освещения.
- чугунная конструкция;
- мощный двигатель;
- автоматическая остановка;
- удобное управление;
- долговечность.
Arsenal S315TGI будет полезен для долбления фасонных, плоских поверхностей, изготовления пазов, канавок – отличный выбор для мелкосерийного производства.
Лучшие долбежные станки по дереву
Такие модели предназначены для работы с мягкими материалами. Долбежные станки по дереву широко применяются в столярных цехах, на мебельных фабриках, в производстве окон и дверей. С их помощью можно выполнять выборку канавок, пазов, гнезд.
Griggio G 550 S

Электросварная станина обеспечивает прочность и устойчивость станка при работе в интенсивном режиме. Фронтальный прижим надежно фиксирует заготовку во время эксплуатации. Каретка и шпиндельная голова изготовлены из чугуна и отличаются высокой прочностью.
Размер рабочего стола составляет 600х110 мм, габариты модели — 1000х800х2100 мм. Система автоматической смазки и устройство натяжения цепи упрощают обслуживание агрегата. Рабочая поверхность может быть повернута под углом до 45° для удобства долбления деталей сложной конструкции.
- надежное крепление заготовки;
- удобное управление;
- простота обслуживания;
- прочная конструкция.
Griggio G 550 S предназначен для горизонтального или вертикального долбления пазов под петли, замки, створки. Используется на средних и крупных производствах по изготовлению оконных блоков, мебели или дверей.
Powermatic 230В 719T

В комплектацию вместе с агрегатом включена вместительная тумба. Хозяин может хранить в ней инструменты и другие необходимые для работы приспособления.
Для быстрого ввода в эксплуатацию и обслуживания устройства также в наборе идут запасные элементы конструкции, маховики, оправки для установки резцов различного диаметра.
Частота вращения шпинделя составляет 1400 оборотов в минуту. Габариты станка составляют 540х550х1880 мм, управление осуществляется с помощью всего двух кнопок. Глубина долбления регулируется оператором, что гарантирует точность обработки деталей. Настройке также поддаются торцевой упор и ограничители хода по осям.
- богатая комплектация;
- удобство обслуживания;
- долгий срок эксплуатации;
- малые габариты;
- длинная рукоять управления.
Powermatic 719T рекомендован для изготовления пазов под углом до 35°. Отличный выбор для профессионального использования.
Jet 719 AS 708572KM

Одной из особенностей конструкции является длинный ручной рычаг с реечной передачей и газовым упором. С его помощью оператор может не отвлекаться от заготовки во время выполнения пазов. Специальные вращающиеся маховики и градуированная шкала обеспечивают быструю настройку положения поверхности.
Мощность двигателя составляет 1300 Вт, частота вращения шпинделя — 1450 оборотов в минуту. Устройство фиксации позволяет надежно закрепить деталь перед запуском. Регулировке поддаются упор глубины, ограничители хода по осям. Стол изготовлен из чугуна и оснащен деревянной накладкой, что гарантирует прочность и устойчивость к большой нагрузке.
- прочная конструкция;
- надежная фиксация заготовки;
- регулировка упоров;
- высокая производительность;
- удобство использования.
Jet 719 AS предназначен для выборки продольных и поперечных пазов. Надежное решение для профессионального использования.
Энкор Корвет-92

Агрегат оснащен тисками с быстрозажимным механизмом и струбцинами. Их использование облегчает установку заготовки, обеспечивает надежное закрепление и повышает точность обработки.
Шкивы подачи с вращающимися рукоятями гарантируют удобство перемещения стола. Пневматический амортизатор компенсирует вес подвижной бабки.
Мощность двигателя составляет 750 Вт, размер рабочей поверхности — 400х150 мм. Модель оснащена магнитным пускателем, применение которого исключает вероятность самопроизвольной активации при перебоях в электроснабжении. Специальная линейка упрощает контроль расстояния между отверстиями и длины выбираемого паза.
- малые габариты;
- надежная фиксация заготовки;
- аккуратная обработка;
- долгий срок службы;
- удобство установки.
Энкор Корвет-92 стоит приобрести для установки в гараже или в домашней мастерской. Доступный выбор для обработки деревянных и пластиковых изделий.
FDB Maschinen MS361D

На этом станке стоят салазки типа «ласточкин хвост», оснащенные механизмом регулировки хода. Отсутствие люфта обеспечивает плавность как продольного, так и поперечного перемещения рабочего стола. Струбцины гарантируют надежную фиксацию детали в горизонтальной или вертикальной плоскости.
Мощность двигателя составляет 550 Вт, частота вращения шпинделя — 2800 оборотов в минуту. Ограничители глубины выборки и продольной подачи обеспечивают аккуратную и точную обработку.
Агрегат обладает небольшими габаритами и весит всего 62 кг. Простота конструкции облегчает обслуживание и ремонт.
- удобное управление;
- простая установка;
- точность работы;
- легкое перемещение стола;
- низкая цена.
FDB Maschinen MS361D будет полезен в домашней мастерской или на небольшом производстве. Экономичный выбор для выборки отверстий, гнезд и пазов прямоугольной формы.
Какой долбежный станок лучше купить
Подобные агрегаты разделяют на две категории: настольные пазовально-долбежные и стационарные долбежно-сверлильные. Модели первого типа предназначены для обработки заготовок толщиной до 100 мм, что станет отличным решением для небольшой мастерской.
Долбежно-сверлильные устройства используют в профессиональной деятельности. Они могут обрабатывать детали толщиной до 290 мм.
Важно учитывать габариты и вес оборудования. Настольные модели просты в установке и переноске, поэтому могут быть размещены даже в стесненных условиях. Стационарные станки более габаритны. Они требуют больших усилий при транспортировке и зачастую нуждаются в отдельном помещении для подключения.
При выборе станка нужно определить размеры заготовок, которые предстоит обрабатывать. Их соответствие показателям максимальной глубины долбления и допустимой толщины обеспечит аккуратный результат.
Одной из основных характеристик станка является его мощность – от нее зависит возможная глубина долбления и время непрерывной работы. Для использования в быту будет достаточно агрегата мощностью до 500 Вт. При необходимости многочасовой эксплуатации лучше приобрести модель с показателем свыше 1000 Вт.
На производительность устройства также оказывает влияние частота вращения шпинделя. Высокие обороты обеспечат аккуратную обработку деталей различной плотности. Эксплуатация станка в профессиональной деятельности потребует частоты вращения не менее 1200 оборотов в минуту.
Читайте также: