Шрифт для маркировки на металле
Обновлено: 20.05.2024
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ШРИФТЫ ДЛЯ НАДПИСЕЙ, НАНОСИМЫХ МЕТОДОМ ГРАВИРОВАНИЯ
Исполнительные размеры
Lettering for inscriptions applied by engraving method. Executive dimensions
МКС 01.140.40 37.100.10 ОКСТУ 4200
Дата введения 01.01.87
Настоящий стандарт распространяется на шрифты приборной гарнитуры по ГОСТ 26.020 (далее — шрифты) начертаний ПрЗ (прямого нормального полужирного) и Пр41 (прямого узкого светлого) для нанесения надписей методом гравирования на средства измерений и автоматизации, радиоэлектронную аппаратуру, вычислительную технику и другие изделия.
Шрифты допускается использовать также для нанесения надписей другими методами, требующими построения отдельных элементов букв, цифр, знаков по размерам.
Все требования настоящего стандарта являются обязательными.
Для изделий, разработанных до 01.01.87, допускается использовать шрифты по ГОСТ 2930.
При нанесении надписей методами, не требующими построения по размерам, следует руководствоваться ГОСТ 26.020.
Шрифты и требования по нанесению надписей методами гравирования на изделия авиационного приборостроения могут быть установлены согласно требованиям нормативно-технических документов на указанные изделия, отличным от требований настоящего стандарта.
(Измененная редакция, Изм. № 3).
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. В состав шрифта начертания ПрЗ входят: прописные и строчные буквы русского, латинского и греческого алфавитов; арабские и римские цифры; знаки препинания; математические знаки.
В состав шрифта начертания Пр41 входят: прописные буквы русского, латинского, греческого алфавитов; арабские цифры.
1.2. Примеры условного обозначения шрифта высотой 5 мм начертания ПрЗ:
высотой 4 мм начертания Пр41:
1.1, 1.2. (Измененная редакция, Изм. № 3).
2. НАЧЕРТАНИЕ И РАЗМЕРЫ ШРИФТОВ
2.1. Для нанесения надписей на изделия методом гравирования принят шрифт высотой Н: 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0; 16,0 мм. Допускается применять шрифты высотой Н: 0,6; 0,8; 20,0; 25,0; 30,0; 40,0; 50,0; 60,0; 80,0; 100,0 мм.
© Издательство стандартов, 1985 © СТАНДАРТИНФОРМ, 2006 © СТАНДАРТИНФОРМ, 2008
2.2. Основные размеры шрифта должны соответствовать указанным на черт. 1.
1 — линия шрифта; Н — высота шрифта; b, Ь\ — толщина обводки; h — высота букв строчных; К — высота площадки по ГОСТ 26.020; /*2 — расстояние от основания площадки до линии шрифта; Ah = 0,2 мм для шрифта высотой Н = 16 мм;
7> — ширина площадки
Размер шрифта, характеризуемый высотой Д определяет размер прописных букв Д Д Д Д S, X.
2.3. Для гравирования шрифтов на копировальных планках рекомендована высота шрифта Н= 16 мм. Состав, конфигурация и исполнительные размеры шрифта ПрЗ указаны в приложении 1, шрифта Пр41 — в приложении 1а.
Исполнительные размеры шрифтов высотой, отличной от Н= 16 мм, получают путем пропорционального уменьшения или увеличения размеров шрифта высотой Н = 16 мм.
Значения ширины площадок 7> приведены в приложении 3.
2.2, 2.3. (Измененная редакция, Изм. № 3).
2.4. Размеры профиля гравировки шрифтов должны соответствовать указанным на черт. 2.
а) углубленный шрифт Для b < 1 мм
б) выпуклый шрифт Для b < 1 мм
в) углубленный шрифт Для b > 1 мм
г) выпуклый шрифт Для b > 1 мм
П римечание. Допускается профиль гравирования (угол и радиус скругления для b < 1 мм), заполняе-мыи краской, не регламентировать при выполнении условия /*з >- .
(Измененная редакция, Изм. № 1).
3. УКАЗАНИЯ ПО ПОСТРОЕНИЮ НАДПИСЕЙ И ПРАВИЛА ГРАВИРОВАНИЯ
3.1. Указания по изготовлению и применению копировальных гравировальных планок приведены в приложении 2.
3.2. Интервалы между буквами, цифрами, знаками в словах обеспечиваются шириной копировальных планок (площадок) 7>. При сочетании букв типа ГА, ГД, ГЛ, ТА, УЛ и т. и. интервалы допускается сокращать.
(Измененная редакция, Изм. № 2).
3.3. Расстояние между строками устанавливают равным 0,5 высоты шрифта Н.
3.4. Интервалы между буквами, цифрами и знаками, расстояния между словами и расстояния между строками допускается изменять, исходя из композиционных соображений.
3.5. Коэффициент уменьшения шрифта (К) выражается формулой
где Н — высота шрифта на копировальной планке, равная 16 мм;
А — размер элемента буквы, цифры, знака шрифта высотой 16 мм, указанный в приложении 1, 1а, мм;
Щ — высота шрифта надписи на изделии, мм.
Числовые значения коэффициентов уменьшения, толщины обводки шрифта и расстояния между словами в зависимости от заданной высоты шрифта приведены в таблице. Расстояния между словами установлены равными ширине площадки прописных букв Н или П.
Шрифт для маркировки на металле
ОТРАСЛЕВОЙ РУКОВОДЯЩИЙ ДОКУМЕНТ
МЕТОДЫ ПОСТРОЕНИЯ ШРИФТОВ ПРИБОРНОЙ ГАРНИТУРЫ И НАНЕСЕНИЯ НАДПИСЕЙ
Дата введения 1991-04-01
1. УТВЕРЖДЕН ГНТУ МРП
ВВЕДЕН В ДЕЙСТВИЕ директивным письмом ГНТУ от 11.06.90 N 017-107/К/2590.
2. РАЗРАБОТЧИК Г.П.Плотникова
4. Срок первой проверки 1995 г.
Периодичность проверки 5 лет
5. Взамен Н0.010.007, редакция 2-64
6. Ключевые слова: шрифты приборной гарнитуры, методы построения, методы нанесения, надписи, начертания: прямое нормальное полужирное, прямое узкое светлое, фотохимический, электрографический, шелкография, гравирование, чеканка, клеймение, окраска по трафарету.
Отраслевой руководящий документ устанавливает методы построения шрифтов приборной гарнитуры, методы нанесения надписей на изделия, упаковочную тару и сопроводительную документацию, предельные отклонения на шрифты и надписи, унифицирует ширины площадок T на которых расположены шрифты, для всех методов нанесения надписей, устанавливает исполнительные размеры шрифтов прямого узкого светлого начертания, отсутствующие в действующих государственных стандартах, содержит состав и начертания шрифтов и рекомендации по изготовлению копировальных гравировальных планок.
8. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта, перечисления, приложения
Вводная часть, 1.10
Вводная часть, 1.4, 1.9, 1.11
ВНЕСЕНО Изменение N 1, утвержденное 19.10.1992 и введенное в действие c 01.03.1993
Изменение N 1 внесено изготовителем базы данных
Настоящий руководящий документ (РД) распространяется на шрифт приборной гарнитуры прямого нормального полужирного начертания Пр3 и прописной шрифт прямого узкого светлого начертания Пр41 для надписей, наносимых на изделия, упаковочную тару и сопроводительную документацию. Шрифты соответствуют ГОСТ 26.020, ГОСТ 26.008.
РД не распространяется на изделия авиационного приборостроения (на лицевые части индикаторов, сигнализаторов, приборов, пультов и органов управления и их детали, а также на изделия, устанавливаемые в кабинах экипажей самолетов и вертолетов). При нанесении надписей на эти изделия следует применять шрифт по ОСТ 100312*.
* Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - Примечание изготовителя базы данных.
РД устанавливает методы построения шрифтов приборной гарнитуры и нанесения надписей, виды шрифтов и их исполнительные размеры, шрифты для снятия фотооригиналов и исполнительные размеры шрифтов на копировальных планках высотой Н=16 мм.
Высоту шрифтов Н выбирают из ряда 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0; 30,0; 40,0; 50,0; 60,0; 80,0; 100,0.
1. МЕТОДЫ НАНЕСЕНИЯ НАДПИСЕЙ
1.1. Нанесение надписей на изделия производят различными методами: фотохимическим, электростатическим, шелкографией, гравированием, чеканкой, штемпелеванием, окраской по трафарету, краской вручную, автоматизированным с использованием программных средств нанесения надписей и др.
Для нанесения надписей на этикетки и другую сопроводительную документацию типографским методом допускается по размерам, указанным в настоящем РД, изготавливать литеры или матрицы с последующим изготовлением стереотипа.
1.2. Состав, начертание и исполнительные размеры шрифтов высотой Н=1 мм указаны на черт.1-2.
Размеры шрифтов других высот H должны быть получены путем пропорционального увеличения размеров элементов букв, цифр, знаков в H раз.
При нанесении надписей на изделия и контроле их расчетные размеры шрифтов допускается принимать округленными с точностью до 0,1 мм.
1.3. При нанесении надписей фотохимическим, электростатическим, шелкографией или другими методами, не требующими построения букв, цифр, знаков по размерам, рекомендуется для изготовления фотооригиналов использовать шрифт высотой Н=16 мм, указанный в приложении 1.
Надписи набираются путем выклеивания фотооригиналов площадок шрифта крупного размера с последующим фотоуменьшением выклеенных надписей до необходимого размера.
1.4. Для нанесения надписей методом гравирования изготавливаются копировальные планки.
Высота Н шрифта на гравировальных копировальных планках рекомендована 16 мм. Исполнительные размеры шрифтов на планках и рекомендации по изготовлению планок указаны в приложении 2. Размеры шрифтов Пр3 соответствуют ГОСТ 26.008.
Величина станочных уменьшений при проектировании копиров, установлена в табл.1a.

Главные недостатки ручной маркировки – низкая скорость, человеческий фактор и качество. Однако, их можно избежать, используя гравировально-фрезерные станки. Но и эта технология имеет ряд ограничений, среди которых: недостаточная скорость для серийной маркировки, дороговизна и сложность гравировального оборудования, необходимость высокой квалификации гравировщика.

Рис. 3. Ручная маркировка
И все-таки, при гравировке станком, надпись получается качественной, маркировку можно наносить на тонкостенные конструкции и мягкие металлы. Поэтому этот метод хорошо себя зарекомендовал на рынке художественной гравировки сувенирной продукции.
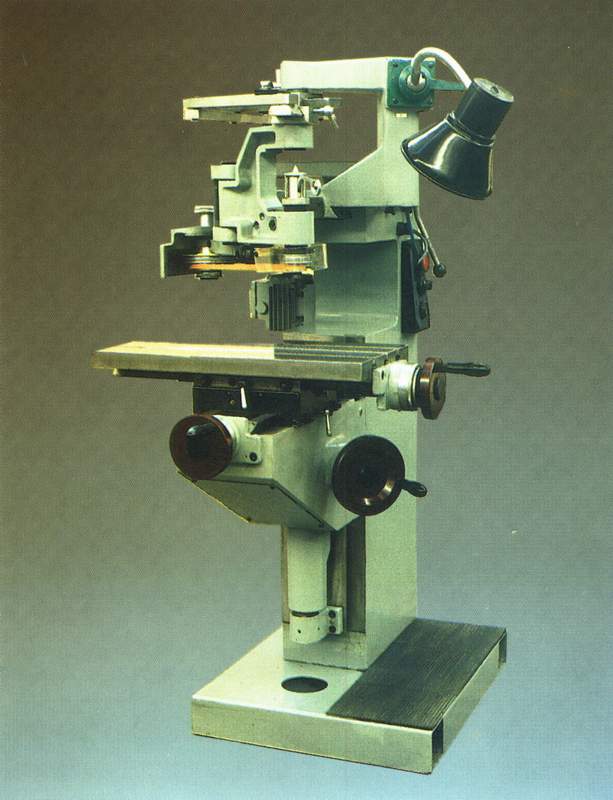
Рис. 4. Гравировально-фрезерный станок
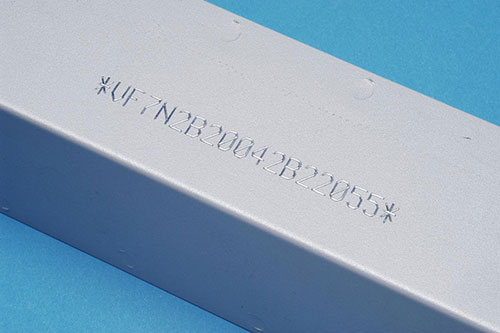

Рис. 5, 6. Ударно-точечная маркировка
Стоит сразу заметить, что полностью заменить гравировку невозможно, так как при других способах маркировки нельзя получить 100% соответствия по размерным характеристикам шрифта, размерам профиля, углам и радиусам округления. Поэтому часть предприятий, особенно военно-промышленного комп-лекса, просто не могут отступить от требования стандарта. Но остальные могут выбирать компромиссные решения, которые близки к установленному ГОСТу, например – ударно-точечную или лазерную маркировку.

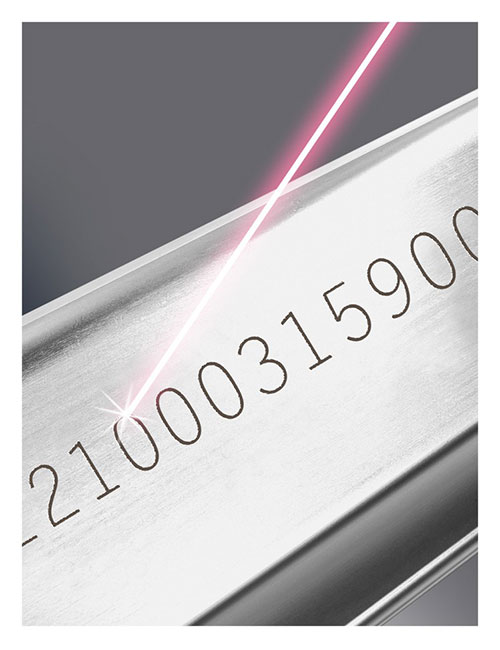
Рис. 7, 8. Лазерная маркировка
Первая выполняется с помощью нанесения на поверхность металла или пластика серии точек, множество которых формирует линию надписи. Оборудование для маркировки такого типа может быть: портативным (для ручной маркировки крупногабаритных изделий), стационарным (для маркировки небольших деталей весом до 20 кг) и интегрируемым (для встраивания в конвейерные системы для полной автоматизации процесса маркировки).
В зависимости от масштабов производства можно выбрать бюджетную серию оборудования для мелкосерийной маркировки или промышленную с рекомендуемой нагрузкой до 3000 изделий.
Среди прочих преимуществ ударно-точечной маркировки отдельно можно выделить:
- высокую скорость нанесения: в 23 раза быстрее по сравнению с ручным способом;
- автоматизацию процесса: сокращается влияние человеческого фактора;
- автоматизацию процесса учета производства: сохраняется история маркировки каждой детали;
- низкую стоимость обслуживания маркировочного оборудования.
Несмотря на то что ударно-точечная маркировка не полностью соответствует ГОСТу на гравировку в некоторых параметрах, но как показывает практика, преимущества такой маркировки значительно перевешивают все недостатки устаревшего стандарта. А наш опыт, к тому же, показывает, что качество ударно-точечной маркировки устраивает примерно 83% предприятий, которые ищут замену ретро-
методу.
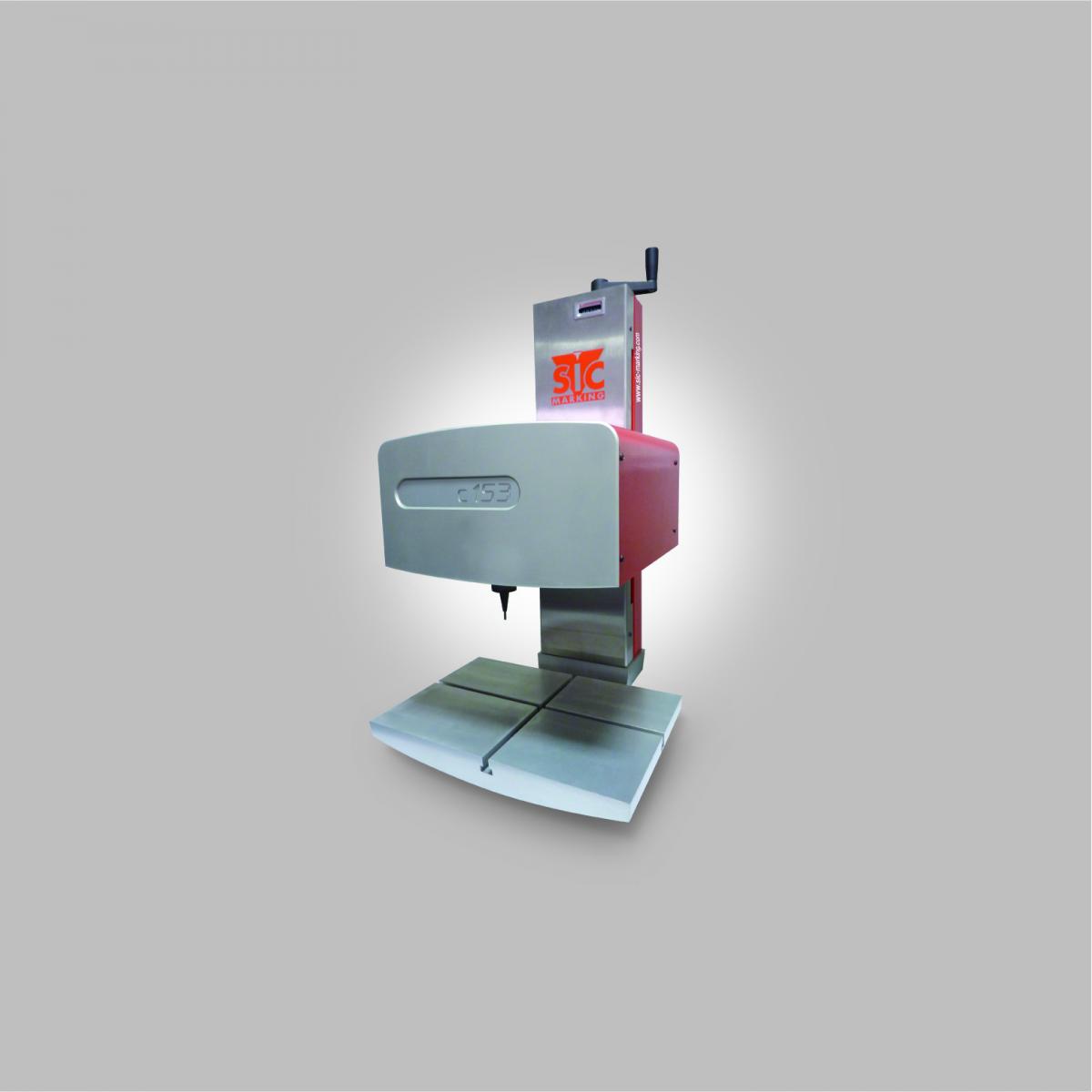

Рис. 9, 10. Пример современного оборудования для маркировки
Лазерная маркировка металла и пластика также способна успешно заменить гравировку. При использовании лазера очевидным преимуществом является значительное увеличение скорости маркировки и полное отсутствие расходных материалов. Подобная технология хорошо зарекомендовала себя на предприятиях с крупносерийным типом производства, так как скорость такой маркировки может достигать до 300 символов в секунду.
Использовать устаревшее оборудование или сделать шаг навстречу инновациям – выбор за Вами. А сделать его помогут специалисты, которые проконсультируют и выполнят пробную маркировку с помощью любого типа оборудования.
Приглашаем вас посетить стенд ЗАО «ЮНИТ МАРК ПРО» в павильоне Форум на выставке «Металлообработка-2013», которая пройдет с 27 по 31 мая в ЦВК «Экспоцентр». Ведущие специалисты по маркировке помогут найти для вас решение современной замене гравировки.
ГОСТ 2930-62 Приборы измерительные. Шрифты и знаки
Текст ГОСТ 2930-62 Приборы измерительные. Шрифты и знаки

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРИБОРЫ ИЗМЕРИТЕЛЬНЫЕ
ШРИФТЫ И ЗНАКИ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
УДК 621.317.7(014 J:006.354
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ СОЮЗА ССР
Приборы измерительные ШРИФТЫ И ЗНАКИ**
2930-62*
Ммч1ммд inslnunenls С1ки ,к leis and ыпs
Утвержден Комитетом стандартов, мер и измерительных приборов при Совете Министров Союза ССР 18 июня 1962 г. Срок введения установлен с 01.07.63
Постановлением Госстандарта от 20.12.85 № АА41 срок действия продлен
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется па шриф[ы и знаки, наносимые различными методами на циферблаты и другие детали измерительных приборов и их о [дельные вспомогательные части.
Стандарт не распространяется па шрифт н знаки, наносимые на приборы для линейных и угловых измерений, а 1акжс па пекло.
I. ВИДЫ ШРИФТОВ И ЗНАКОВ
1. Устанавливаются следующие виды шрифтов и знаков:
ПО — шрифт прописной основной (русский, латинский, греческий и цифры арабские);
ПТ — шрифт прописной с тонкой обводкой (русский, латинский, греческий и цифры арабские); ПУ — шрифт прописной узкий (русский и цифры арабские);
С — шрифт строчной (русский, латинский и греческий);
ЦР — шрифт цифр римских;
М — знаки математические;
УО — знаки всех условных обозначений, Кроме обозначений для приборов класса 0,6 н точнее; УОК — знаки условных обозначений для Приборов класса 0,5 и iочное.
II. ОБЩИЕ ТРЕБОВАНИЯ
2. Размеры, методы построения и начеркшйи шрифтов и знаков должны соответствовать требованиям настоящего стандарта.
3. Допускается применение букв и цифр с размерами, пе соответствующими табл. 1—6. Размеры указанных букв и цифр в сторону увеличения могут быть получены путем пропорционального увеличения размеров шрифта высотой h= 10 Мм с гакиМ расчетом, чтобы размеры по высот h соответствовали числам ряда Ra 10 по ГОСТ 6636 -69, а в стропу уменьшения (с целью получения Шрифтов с размерами Но Высоте h менее 1 мм) -- путем пропорционального уменьшения в 10 раз размеров шрифтов, приведенных в табл. 1—6.
** Заменен ГОСТ 26 020- 80 в чаем и нанесения надписей метком плоской Игнат н Для НсшЫч ра tpafioioK, ГОСТ 26008—86 В части шрифт!» для нанесении надписей метдом Ненлоской Некий
* Переиздание (ноябрь 1986 г.) с Изменением № 1, утвержденным в ноябре 1964 г. (ИУС № 12—64),
4. Допускаемые отклонения на габаритные размеры и толщину обводки шрифтов и знаков должны соответствовать:
для размеров до 2 мм. ±15 %,
для размеров св. 2 мм. ± 10 %.
5 Рядом стоящие цифры и буквы одного номинального размера могут различаться по габаритным размерам и толщине обводки:
для размеров до 1,5 мм — не более чем на 10 %, для размеров св. 1,5 до 8 мм — не более чем на 6 %, для размеров св. 8 мм — не более чем на 4 %.
6. Смещение букв и цифр по вертикали относительно первой буквы в ciроке допускается: для толщины обводки Ьп до 0,3 мм — не более чем на Ьп ,
для толщины обводки Ьп св. 0,3 до 1 мм — не более чем на Ьп/2,
для толщины обводки b п св. 1 мм — не более чем на b п/4,
где Ьп - юлщина обводки шрифтов, равная Ь5—Ь7 (см. табл 1- 5).
7. Допускаек'я округление «сырых утлов букв, цифр и знаков радиусом, равным половине толщины обводки, кроме знаков, имеющих ocipbiii утл, в котрых радиус скрутленпя должен быть не более 0,1 мм
8 Для надписеп, выполненных шрпф|амп разной высоты, следуем большую букву (цифру) выполнять шрифтом, превышающим в пол юра ра та меньшую букву (цифру).
(олтцина обводки шрифтов должна быть одинаковой независимо от величины буквы (цифры):

Примечание. Если размер
не соответствует 1 укачанному в настоящем стандарте размеру К следует размер
округлять до ближайшего меньшего или большего значения h
9. Расположение букв и цифр в дробных сочетаниях («об/мин», « 3 Л»), знаков (градус «°», минута «'», секунда «"») должно соопщцмвова ip приведенному пос'роепию,

10 В сочетаниях букв ТФ, УА, УД, ЛУ, РА, РЛ, ГЭ, ТЗ, УЛ, ДЪ, ЗЬ, а также цифр 67, 72, 76, 78 и 87 кажущееся увеличение промежутков необходимо скрадывав уменьшением размера А для букв и А\ для цифр, указанных в табл. 1, 2 и 3, на >/з В сочетаниях букв ГА, ГЛ, ГД, РД, ТД, ЬТ, а также цифр 74 и 24 промежутки А и А\ делать не следует.
11. Расстояние от букв и цифр до точек и запяшх выбирать соотве1С1венпо по размеру А (ia6ji. 1, 2 и 3). В соче1аниях с буквами Г, Т, Р и цифрой 7 это расстояние ныбнржь по размеру А
12. Расстояние между знаками, знаками и буквами (цифрами), исключая знаки ючка «.» и занятая «,», устанавливается равным толщине обводки знаков.
13 Расстояние между а роками устанавливается равным половине высоты шрифта прописной буквы в надписи, причем нижние отростки букв Д, Ц и Щ должны быть выполнены за сче1 промежутков между строками.
Допускается расстояние между строками выбирав по копаруктивным соображениям.
14. Допускается выполнение шрифтов кошурными линиями толщиной 0,1 мм для шрифюв высотой до h= 10 мм и 0,1 толщины обводки Ьп для шрифтов высотой свыше Н= 10 мм
Примечание Ь - толщина обиодки шрифюв, равная Ihr 1>7 (см ыбн 1—5)
15. Расположение показателей степени и индексов ошосшельно основания и их размеры должны соот вегствовагь приведенному построению:

Примечание. Если размер — нс соответствует укатанному в настоящем стандарте ратмеру h, следует размер
— округлять до ближайшего меньшего или большего значения h.
16. Буквы, цифры и знаки в надписях, наносимых краской с номощыо трафараа, могут иметь перемычки, обусловливаемые конструкцией фафарета, по с соблюдением общего очертания букв, цифр, знаков.
Надписи, наносимые на шкалы приборов, должны быть без перемычек.
17. Профиль гравировки должен выполняться:
а) при толщине обводки b п
б) при толщине обводки b п > 1 мм
в) глубина гравировки знака
г) при профиле выпуклого шрифта и толщине обводки Ь
д) при профиле выпуклого шрифта и толщине обводки bn > 1 мм
толщина обводки шрифтов и знаков, равная b—b7 (см. табл. 1—27).
III. ШРИФТЫ. ПОСТРОЕНИЕ И РАЗМЕРЫ
18. Буквы и цифры. Основной шрифт (ПО) и шрифт с тонкой обводкой (ПТ).
а) русские прописные

Построение букв А, В, С, Е, Н. К, М, О. Р, Т, X — в соответствии с подпунктом а настоящего пункта.
б) латинские прописные

в) греческие прописные

Построение букв А, В, Г, Е, Z, Н, I, К, М, N, О, П, Р, Т, Y, Ф, X в соответствии с подпунктом а и б настоящего пункта.
Читайте также: