Штампованные изделия из черных металлов
Обновлено: 11.05.2024
Приведенный список документов основан на коде товара по ТН ВЭД и является ориентировочным. Необходимость получения документов зависит от характеристик конкретного товара.
Свяжитесь с нами для получения более точной информации.
Мы готовы оформить для Вас все эти документы.
Документы требуются при вывозе с территории России (иногда при ввозе) товаров двойного назначения (или товаров, которые потенциально могут быть отнесены к таковым).
Под товарами двойного назначения понимается продукция, которая потенциально может быть использована как в гражданской, так и в военной сфере.
Особенности внешнеэкономической деятельности в РФ с такими товарами регламентируются Федеральным законом РФ "Об экспортном контроле" от 18.07.1999 №183-ФЗ. Списки контролируемых товаров утверждены разными Указами Президента РФ.
Товары с кодом ТН ВЭД 7326 90 940 9 могут попадать в следующие списки контролируемых товаров:
| Список | Наименование |
|---|---|
| Список ДН (05) | Список товаров и технологий двойного назначения, которые могут быть использованы при создании вооружений и военной техники и в отношении которых осуществляется экспортный контроль Утвержден Указом Президента Российской Федерации от 17 декабря 2011 г. N 1661 |
При отнесении (неотнесении) товара к определенному списку кроме кода ТН ВЭД учитывается соответствие наименования товара и его особенностей указанным в списке.
Вопросы экспортного контроля регулируются национальным законодательством государств-членов ЕАЭС. Представленная выше информация относится исключительно к РФ.
Также могут потребоваться следующие документы
Следующие документы требуются редко или только при выполнении определенных условий. Читайте описание к каждому пункту и смотрите подробности по ссылкам.
Виды документов: Заключение Минкульта или Лицензия.
Документы требуются при вывозе с территории ЕАЭС культурных ценностей, попадающих по наименованию и коду ТН ВЭД в раздел 2.20 приложения 2 к решению ЕЭК № 30 от 21 апреля 2015 года.
Виды документов: Сертификат соответствия, Декларация о соответствии
* отдельные технические регламенты предусматривают иные виды подтверждения соответствия.
Документы требуются при ввозе товаров, на которые распространяются требования технических регламентов ЕАЭС, а также при их обращении и использовании на территории ЕАЭС. Общий перечень видов таких товаров установлен Решением Комиссии Таможенного союза от 28 ноября 2011 г. № 526.
Более подробная информация для данного кода ТН ВЭД представлена ниже.
Товары с кодом ТН ВЭД 7326 90 940 9 могут попадать по действие следующих технических регламентов ЕАЭС:
| Технический регламент | Наименование |
|---|---|
| Технический регламент ТС 003/2011 | О безопасности железнодорожного подвижного состава |
| Технический регламент ТС 007/2011 | О безопасности продукции, предназначенной для детей и подростков |
Чтобы точно установить, распространяются ли требования конкретного регламента на товар, нужно внимательно изучить область применения регламента и характеристики товара.
Примеры декларирования по данному коду
Ниже приведена обезличенная информация о наименованиях и описаниях товаров, соответствующих кодам ТН ВЭД ЕАЭС, на основе статистики заполнения графы 31 таможенных деклараций. Данная информация может быть использована в образовательных или аналитических целях, в частности, для облегчения подбора кода ТН ВЭД при декларировании товаров.
Обратите внимание, что приведенные данные не являются официальными, и могут содержать ошибки и неточности. Для определения кода следует руководствоваться самой номенклатурой ТН ВЭД, официальнами пояснениями к ней, а также решениями о классификации отдельных товаров, принимаемыми Евразийской экономической комиссией или таможенными органами государств-членов ЕАЭС.
ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ ШТАМПОВАННЫЕ - НАПЕРСТОК УНИВЕРСАЛЬНЫЙ, ПРЕДОХРАНЯЕТ И ЗАЩИЩАЕТ ПАЛЬЦЫ ОТ УКОЛОВ ИГЛЫ; НАПЕРСТОК УНИВЕРСАЛЬНЫЙ, 1 ШТ. ; (ФИРМА) NINGBO XINTENG NEEDLE CO. , LTD; (TM) "GAMMA"
ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ШТАМПОВАННЫЕ; , ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ШТАМПОВАННЫЕ ДЛЯ РУЧНЫХ ИНСТРУМЕНТОВ "HILTI" ПЛАСТИНА ШТАМПОВАННАЯ; (ФИРМА) HILTI ITALIA S. P. A. ; (TM) HILTI
ИЗДЕЛИЕ ИЗ ЧЕРНЫХ МЕТАЛЛОВ (ШТАМПОВАННЫЕ) :; ДЕКОРАТИВНАЯ ЛИЦЕВАЯ ПАНЕЛЬ ДЛЯ СТОЙКИ СЕРВЕРА, ; (ФИРМА) FOXCONN CO. , LTD, КИТАЙ; (TM) DELL
ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ШТАМПОВАННЫЕ, ЗАП. ЧАСТИ ДЛЯ РЕМОНТА ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ: ; ОБЛИЦОВКА, СТАЛЬНАЯ ПАНЕЛЬ ДЛЯ НАНЕСЕНИЯ НАКЛЕЙКИ, ШТАМПОВКА, ЗАПАСНАЯ ЧАСТЬ ДЛЯ ЭЛЕКТРИЧЕСКОГО ШТАБЕЛЕРА (ПОГРУЗЧИКА) МОДЕЛИ FM-X 10 (МАКС. СКОРОСТЬ ДВИЖЕНИЯ 14КМ/Ч) ; (ФИРМА) STILL CR SPOL. S R. O. ; (TM) STILL
ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ДЛЯ ОГРАЖДЕНИЯ ТЕРРИТОРИИ, ИЗГОТОВЛЕННЫЕ МЕТОДОМ ШТАМПОВАНИЯ; НАТЯЖИТЕЛЬ Д/ПРОВОЛОКИ ОЦИНКОВАННЫЙ POLARGOS; (ФИРМА) POLARGOS SP. Z. O. O. ; (TM) ОТСУТСТВУЕТ
ИЗДЕЛИЯ ШТАМПОВАННЫЕ ИЗ ЧЕРНЫХ МЕТАЛЛОВ (НЕ ВОЕННОГО НАЗНАЧЕНИЯ) ДЛЯ ЗАПАСНЫЕ ЧАСТИ ДЛЯ РЕМОНТА РАНЕЕ ВВЕЗЕННОЙ ТЕХНИКИ "JOHN DEERE" : ; ОТРАЖАТЕЛЬНАЯ ПЛАСТИНА, С/И: ШТАМПОВКА С ПОСЛЕДУЮЩЕЙ ОБРАБОТКОЙ /СТАЛЬ/; (ФИРМА) "DEERE & COMPANY"; (TM) "JOHN DEERE"
ЧАСТИ БЫТОВОЙ ЭЛЕКТРИЧЕСКОЙ МЯСОРУБКИ VAIL, РЕШЕТКИ (ДИСКИ) ДЛЯ РЕГУЛИРОВКИ КАЧЕСТВА ВЫХОДНОЙ ПРОДУКЦИИ, ИЗГОТОВЛЕНЫ МЕТОДОМ ШТАМПОВКИ, УПАКОВАНО В ЧАСТЬ КОРОБКУ, ВСЕГО ; (ФИРМА) BAILI TRADE CO LTD OF SHAXI ZHONGSHAN; (TM) VAIL
ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ШТАМПОВАННЫЕ, ДЛЯ КОЛЕСНЫХ ТРАНСПОРТНЫХ СРЕДСТВ, НОВЫЕ: ; ХОМУТ 9, 2X160-W4-QRC; (ФИРМА) MAN TRUCK & BUS AG; (TM) MAN
ЗАПЧАСТИ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ-ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ШТАМПОВАННЫЕ: КОЖУХ-ЯВЛЯЕТСЯ ЗАЩИТНЫМ ЭЛЕМЕНТОМ ЛИНЕЙНЫХ НАПРАВЛЯЮЩИХ В ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКАХ. МАТЕРИАЛ: СТАЛЬ. ; (ФИРМА) "HOMAG BOHRSYSTEME GMBH; (TM) "HOMAG"
ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ШТАМПОВАННЫЕ, ДЛЯ УСТАНОВКИ В РАСПРЕДЕЛИТЕЛЬНЫХ ЩИТАХ, УПАК. В КАРТ. КОР НА ПОДДОНАХ ПОСТАВЛЯЮТСЯ С КОМПЛЕКТУЮЩИМИ ДЛЯ ПРИСОЕДИНЕНИЯ И МОНТАЖА; МОНТАЖНЫЕ ПРИНАДЛЕЖНОСТИ (НАБОР ИЗ 5 СТАЛЬНЫХ DIN РЕЕК И 5 ПЛАСТИКОВЫХ ШПИЛЕК) , МЕСТО МОНТАЖА ПЛОСКАЯ ПОВЕРХНОСТЬ; (ФИРМА) STEGO ELEKTROTECHNIK GMBH; (TM) SCHNEIDER ELECTRIC
КОМПЛЕКТУЮЩИЕ ДЕТАЛИ ДЛЯ ПРОМЫШЛЕННОЙ СБОРКИ УЗЛОВ ЛЕГКОВЫХ АВТОМОБИЛЕЙ: ; МАРКИ_VW TIGUAN: УПЛОТНЯЮЩАЯ ПЛАСТИНА ИЗ ЧЕРНЫХ МЕТАЛЛОВ ДЛЯ СБОРКИ ЗАДНЕЙ ОСИ ПОДВЕСКИ, ИЗГОТОВЛЕНА МЕТОДОМ ШТАМПОВКИ С ПОСЛЕДУЮЩЕЙ ОБРАБОТКОЙ. ПОЛУЧЕННАЯ ЗАГОТОВКА ДЛЯ ПРИДАНИЯ; (ФИРМА) SCHUERHOLZ GMBH & CO. KG; (TM) ОТСУТСТВУЕТ
ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ (НЕРЖАВ. СТАЛЬ) ДЛЯ ЛЕГКОВЫХ АВТОМОБИЛЕЙ PORSCHE, ГРАЖДАНСКОГО НАЗНАЧЕНИЯ, НЕ ДЛЯ СР-В ОБЕСПЕЧЕНИЯ ПОЖАРНОЙ БЕЗОПАСНОСТИ, ; ХОМУТ; (ФИРМА) DR. ING. H. C. F. PORSCHE AKTIENGESELLSCHAFT; (TM) PORSCHE
ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ ШТАМПОВАННЫЕ, ПОДВЕРГНУТЫЕ ДАЛЬНЕЙШЕЙ ОБРАБОТКЕ: ВТУЛКА-1 ШТ, ХОМУТ-1 ШТ; ВТУЛКА; (ФИРМА) TOYOTA MOTOR CORPORATION; (TM) TOYOTA
ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ШТАМПОВАННЫЕ, НЕ ЯВЛЯЮТСЯ ТОВАРАМИ ВОЕННОГО НАЗНАЧЕНИЯ, ДЛЯ ГРУЗОВЫХ АВТОМОБИЛЕЙ, НЕ ДЛЯ ВОЕННОГО НАЗНАЧЕНИЯ: :; ХОМУТ КРЕПЛЕНИЯ ТОПЛИВНОГО БАКА ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ШТАМПОВАННЫЙ, АРМИРОВАН РЕЗИНОЙ; ; (ФИРМА) VOLVO TRUCK SLOVAK SRO; (TM) VOLVO
ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ ШТАМПОВАННЫЕ, С ДАЛЬНЕЙШЕЙ ОБРАБОТКОЙ. ЗАПАСНЫЕ ЧАСТИ ДЛЯ ПРИЦЕПНОГО ОБОРУДОВАНИЯ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН. ; - ОГРАНИЧИТЕЛЬ ПРУЖИНЫ АРТ. № Q0016960 - 5 ШТ. СПОСОБ ИЗГОТОВЛЕНИЯ: ШТАМПОВКА. - ПЛАСТИНА КРЕПЛЕНИЯ АРТ. № Q4011420 - 95 ШТ. СПОСОБ ИЗГОТОВЛЕНИЯ: ШТАМПОВКА - МАНЖЕТА АРТ. № Q4011520 - 100 ШТ. С РЕЗИНОВОЙ ВСТАВКОЙ. СПОСОБ ИЗГОТОВЛЕНИЯ: ШТАМПОВКА. -; (ФИРМА) KUHN KRAUSE, INC; (TM) KUHN
КОЛЬЦО ПРУЖИНЫ ОПОРНОЕ, ТЕХНОЛОГИЯ ПР-ВА ШТАМПОВКА АРТ. 333/F6186 - 8 ШТ; ДЛЯ СПЕЦИАЛЬНОЙ, ДОРОЖНО-СТРОИТЕЛЬНОЙ И СТРОИТЕЛЬНОЙ ТЕХНИКИ "JCB"; ДЛЯ СПЕЦИАЛЬНОЙ ДОРОЖНО-СТРОИТЕЛЬНОЙ И СТРОИТЕЛЬНОЙ ТЕХНИКИ "JCB"; (ФИРМА) "SKF POLSKA S. A. "; (TM) JCB
ЗАПАСНЫЕ ЧАСТИ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ-ИЗДЕЛИЯ ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ШТАМПОВАННЫЕ: НАПРАВЛЯЮЩАЯ ЛИНЕЙНАЯ ДЛИНА=500ММ, СЛУЖИТ ДЛЯ ЛИНЕЙНОГО ПЕРЕМЕЩЕНИЯ РАБОЧИХ ОРГАНОВ ДЕОЕВООБРАБАТЫВАЮЩИХ СТАНКОВ HOMAG. МАТЕРИАЛ : СТАЛЬ. ; (ФИРМА) "HOMAG KANTENTECHNIK GMBH"; (TM) HOMAG
ИЗДЕЛИЯ, ИЗ ЧЕРНЫХ МЕТАЛЛОВ, ШТАМПОВАННЫЕ: ; КРОНШТЕЙН, НЕРЖ. СТАЛЬ; (ФИРМА) ТЕТРА ПАК; (TM) TETRA PAK
ИЗДЕЛИЯ ИЗ СТАЛИ, ШТАМПОВАННЫЕ ДЛЯ ПРОМЫШЛЕННОЙ СБОРКИ ХОЛОДИЛЬНИКОВ; УПОР ПЕТЛИ СТАЛЬНОЙ. ИСПОЛЬЗУЕТСЯ В КАЧЕСТВЕ ОГРАНИЧИТЕЛЯ ОТКРЫВАНИЯ ДВЕРИ ХОЛОДИЛЬНИКА. МАТЕРИАЛ: ПРОКАТ ГОРЯЧЕКАТАННЫЙ SCPI. СПОСОБ ИЗГОТОВЛЕНИЯ - ШТАМПОВКА. ИСПОЛЬЗУЕТСЯ В ПРОМЫШЛЕННОЙ СБОРКЕ ХОЛОДИЛЬНИКОВ. ; (ФИРМА) TAISHENG; (TM) TAISHENG
Решения по классификации товаров по данному коду
Держатель петли двери стиральной машины артикул . .. , представляет собой изделие сложной серповидной геометрической формы с отверстиями, изготовленное из стали марки . .. c цинковым покрытием. Держатель изготовлен методом штамповки, с последующим нарезанием резьбовых отверстий под винты (винты в комплект поставки не входят) . Держатель служит для установки дверной петли стиральной машины и придания жесткости корпусу в месте размещения петли. Держатель устанавливается на переднюю панель корпуса стиральной машины с ее внутренней стороны, на которую крепится с помощью винтов Держатель применяется при промышленном производстве стиральных машин, производимых ООО «. .. ». Технические характеристики: длина изделия 184 мм, вес 129 грамм. Товар поставляется упакованным в картонные коробки по 50 штук в упаковке.
Изделие размером 600х118х50 мм (длина, глубина, высота) изготовлено из стали методом холодной штамповки, с последующим окрашиванием в темно-серый цвет. Изделие состоит из задней и нижней панели, расположенных под углом 90 градусов, и бортика высотой 25 мм, расположенного по краю нижней панели с лицевой стороны под углом 125 градусов по отношению к нижней панели. В верхней части задней панели изделия проделано два сквозных отверстия диаметром 5 мм на расстоянии 120 мм с обеих сторон, предназначенные для закрепления на стене (крепежные элементы в комплект не входят) . Изделие упаковано в термоусадочную пленку, на которую наклеен ярлык с маркировкой, содержащий информацию о наименовании товара, артикульном номере.
Изделие в виде Г-образный скобы размером в дюймах (ДхШхВ) : 4, 20х1, 73х1, 46 с технологическими отверстиями изготовлено методом штамповки из углеродистой стали холодной прокатки толщиной 2 мм и соединено с крышкой посредством четырёх оцинкованных заклёпок. Изделие предназначено для монтажа коммутатора . .. в стойку размером 19 дюймов (не входят в комплект поставки) . Способ монтажа: скоба винтом крепится к одной стороне коммутатора, другая скоба крепится винтом к противоположной стороне коммутатора. Коммутатор с закреплёнными скобами устанавливается в стойку и фиксируется в ней посредством четырёх винтов. Изделие поставляется в количестве двух скоб в комплекте с шестью крепёжными винтами.
Штамповка металла – технология, разновидности, оборудование, ГОСТ
Штамповка как технологический процесс обработки заготовок, изготовленных из металла, позволяет получить готовые изделия плоского или объемного типа, отличающиеся как своей формой, так и размерами. В качестве рабочего инструмента при выполнении штамповки может выступать штамп, закрепленный на прессе или оборудовании другого типа. В зависимости от условий выполнения штамповка металла бывает горячая и холодная. Эти два вида данной технологии предполагают использование различного оборудования и соблюдение определенных технологических норм.
Штамповка – пластическая деформация металла, изменяющая форму или размеры материала
Особенности технологии
Ознакомиться с требованиями ГОСТ к обработке металла штампованием можно, скачав документ в формате pdf по ссылке ниже.
Кроме разделения на горячую и холодную, штамповка изделий из металла подразделяется и на ряд других категорий в зависимости от ее назначения и технологических условий. Так, операции штамповки, в результате которых происходит отделение части металлической заготовки, называются разделительными. Сюда, в частности, относятся резка, рубка и пробивка деталей из металла.
Другой категорией таких операций, в результате которых штампуемый лист металла изменяет свою форму, являются формоизменяющие штамповочные операции, часто называемые формовкой. В результате их выполнения детали из металла могут подвергаться вытяжке, холодному выдавливанию, гибке и другим процедурам по обработке.
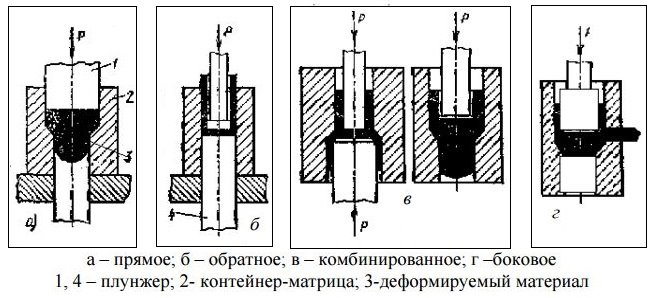
Схемы и разновидности выдавливания (прессования)
Как уже отмечалось выше, существуют такие виды штамповки, как холодная и горячая, которые, хотя и реализуются по одному принципу, предполагающему деформирование металла, имеют ряд значимых отличий. Штамповку деталей, предполагающую их предварительный нагрев до определенной температуры, применяют преимущественно на крупных производственных предприятиях.
Это связано прежде всего с достаточно высокой сложностью такой технологической операции, для качественного выполнения которой необходимо сделать предварительный расчет и точно соблюсти степень нагрева обрабатываемой заготовки. С помощью штамповки, выполняемой по горячей технологии, из листового металла различной толщины получают такие ответственные детали, как днища котлов и другие изделия в форме полусфер, корпусные и другие элементы, используемые в судостроении.

Характеристики и виды деталей, производимых на горячештамповочных прессах
Для нагрева деталей из металла перед их горячей штамповкой используется нагревательное оборудование, которое в состоянии обеспечить точный температурный режим. В этой функции, в частности, могут использоваться электрические, плазменные и другие нагревательные устройства. Перед началом выполнения горячей штамповки необходимо не только рассчитать нормы нагрева обрабатываемых деталей, но и разработать точный и подробный чертеж готового изделия, в котором будет учтена усадка остывающего металла.
При выполнении холодной штамповки металлических деталей процесс формирования готового изделия протекает только за счет давления, оказываемого рабочими элементами пресса на заготовку. За счет того, что заготовки при штамповке по холодной технологии предварительно не нагреваются, они не подвержены усадке. Это позволяет изготавливать изделия законченного вида, которые не требуют дальнейшей механической доработки. Именно поэтому данная технология считается не только более удобным, но и экономически выгодным вариантом обработки.

Методом холодной штамповки обрабатывают листовой металл толщиной до 10 мм
Если квалифицированно подойти к вопросам проектирования размеров и формы заготовок и к последующему раскрою материала, то можно значительно уменьшить его расход, что особенно актуально для предприятий, выпускающих свою продукцию крупными сериями. В качестве материала, заготовки из которого успешно подвергаются штамповке, может выступать не только углеродистые или легированные стали, но также алюминиевый и медный сплавы. Более того, оснащенный соответствующим образом штамповочный пресс успешно используется для обработки заготовок из таких материалов, как резина, кожа, картон, полимерные сплавы.
Разделительное штампование, целью которого является отделение от обрабатываемой заготовки части металла, – это очень распространенная технологическая операция, используемая практически на каждом производственном предприятии. К таким операциям, которые выполняются посредством специального инструмента, установленного на штамповочный пресс, относятся резка, вырубка и пробивка.

На этом прессе установлены специальные плунжеры для пробивки отверстий в заготовке
В процессе резки металлические детали разделяются на отдельные части, причем такое разделение может осуществляться по прямой или кривой линии реза. Для выполнения резки могут использоваться различные устройства: дисковые и вибрационные станки, гильотинные ножницы и др. Резку чаще всего используют для того, чтобы раскроить металлические заготовки для их дальнейшей обработки.
Вырубка – это технологическая операция, в процессе которой из металлического листа получают детали, имеющие замкнутый контур. При помощи пробивки в заготовках из листового металла делают отверстия различной конфигурации. Каждая из таких технологических операций должна быть тщательно спланирована и подготовлена, чтобы в результате ее выполнения получилось качественное готовое изделие. В частности, должны быть точно рассчитаны геометрические параметры используемого инструмента.
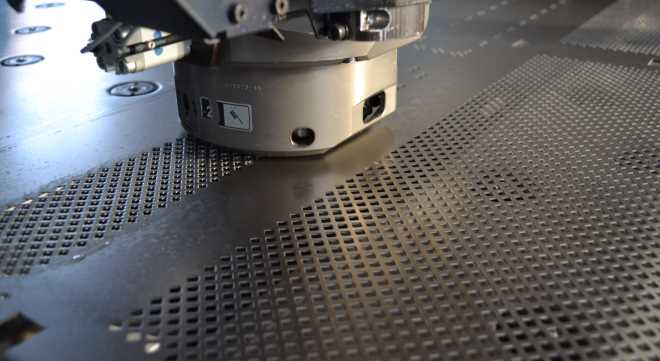
Перфорированный металлический лист получается в результате вырубки отверстий на координатно-пробивном прессе
Технологическими операциями штамповки, в процессе которых осуществляется изменение начальной конфигурации металлических деталей, являются формовка, гибка, вытяжка, отбортовка и обжим. Гибка – это наиболее распространенная формоизменяющая операция, в процессе которой на поверхности металлической заготовки формируются участки с изгибом.
Вытяжка – это объемная штамповка, целью выполнения которой является получение из плоской металлической детали объемного изделия. Именно при помощи вытяжки металлический лист превращается в изделия цилиндрической, конической, полусферической или коробчатой конфигурации.
По контуру изделий из листового металла, а также вокруг отверстий, которые в них выполнены, часто необходимо сформировать бортик. С этой задачей успешно справляется отбортовка. Такой обработке, выполняемой посредством специального инструмента, подвергают и концы труб, на которые необходимо установить фланцы.

Отбортовка может выполнятся различными способами
При помощи обжима, в отличие от отбортовки, концы труб или края полостей в заготовках из листового металла не расширяют, а сужают. При выполнении такой операции, осуществляемой при помощи специальной конической матрицы, происходит наружное обжатие листового металла. Формовка, которая также является одной из разновидностей штамповки, предполагает изменение формы отдельных элементов штампованной детали, при этом наружный контур детали остается неизменным.
Объемная штамповка, которая может выполняться по различным технологиям, требует не только тщательных предварительных расчетов и разработки сложных чертежей, но и использования специально изготовленного оборудования, поэтому реализовать такую технологию в домашних условиях проблематично.
Инструменты и оборудование
Даже обработка мягких металлов, в частности штамповка алюминия, требует применения специального оборудования, в качестве которого могут выступать гильотинные ножницы, кривошипный или гидравлический пресс. Кроме того, необходимо умение производить расчеты расхода материала и разрабатывать технические чертежи. При этом следует учитывать требования, которые содержит соответствующий ГОСТ.
Штамповку, для выполнения которой не требуется предварительный нагрев обрабатываемой заготовки, выполняют преимущественно на гидравлических прессах, производство которых регулирует ГОСТ. Разнообразие серийных моделей этого оборудования позволяет подбирать станок для производства изделий различных конфигураций и габаритных размеров.
В мелком производстве часто используют эластичный метод штамповки, когда шаблон является металлическим элементом, а матрица – резиновым или пластиковым
Выбирая пресс для выполнения штамповки, в первую очередь следует ориентироваться задачи, для решения которых он необходим. Например, для выполнения таких технологических операций, как вырубка или пробивка, используют штамповочное оборудование простого действия, ползун и шайбы которого в процессе обработки совершают небольшой ход. Для того чтобы выполнить вытяжку, требуется оборудование двойного действия, ползун и шайбы которого в процессе обработки совершают значительно больший ход.

Кривошипный пресс КД-238 относится к категории простого оборудования. Предназначен для холодной штамповки: гибки, пробивки, вырубки и неглубокой вытяжки
По своей конструкции, как указывает ГОСТ, оборудование для выполнения штамповки делится на несколько типов, а именно:
- однокривошипное;
- двухкривошипное;
- четырехкривошипное.
- клиноременная передача;
- пусковая муфта;
- шайбы;
- кривошипный вал;
- шатун, при помощи которого можно регулировать величину рабочего хода ползуна.
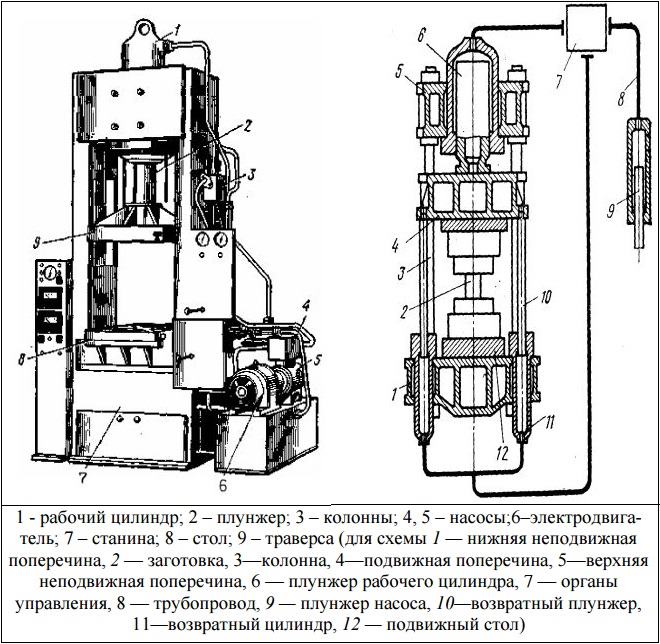
Схема гидравлического пресса
Для запуска ползуна, который совершает возвратно-поступательное движение по направлению к рабочему столу пресса, используется ножная пресс-педаль, напрямую связанная с пусковой муфтой.
Несколько другим принципом работы отличается четырехшатунный пресс, рабочие органы которого создают усилие с центром, приходящимся на середину четырехугольника, образуемого четырьмя шатунами. Благодаря тому, что усилие, создаваемое таким прессом, приходится не на центр ползуна, это устройство успешно используется для того, чтобы изготавливать изделия даже очень сложной конфигурации. Прессы данной категории, в частности, применяют для того, чтобы изготовить асимметричные изделия, отличающиеся значительными габаритами.

Промышленные четырехшатунные прессы могут развивать усилие в сотни тонн
Чтобы изготовить изделия более сложной конфигурации, используют прессовое оборудование пневматического типа, конструктивная особенность которого заключается в том, что оно может быть оснащено двумя или даже тремя ползунами. В прессе двойного действия применяются одновременно два ползуна, один из которых (внешний) обеспечивает фиксацию заготовки, а второй (внутренний) выполняет вытяжку поверхности обрабатываемого металлического листа. Первым в работе такого пресса, конструктивные параметры которого также регламентирует ГОСТ, участвует внешний ползун, фиксирующий заготовку при достижении самой нижней точки. После того как внутренний ползун выполнит свою работу по вытяжке листового металла, внешний рабочий орган поднимается и освобождает заготовку.
Для штамповки тонколистового металла используются преимущественно специальные фрикционные прессы, технические параметры которых также устанавливает ГОСТ. Чтобы обрабатывать более толстый листовой металл, лучше всего применять гидравлическое штамповочное оборудование, которое оснащено более надежными шайбами и другими конструктивными элементами.
Штамповка металла любой толщины должна производится с высокой точностью
Отдельную категорию составляет оборудование, при помощи которого выполняется штамповка взрывом. На таких устройствах, в которых энергия управляемого взрыва преобразуется в усилие, оказываемое на металл, обработке подвергают металлические заготовки значительной толщины. Работа такого оборудования, считающегося инновационным, даже на видео выглядит очень эффектно.
Чтобы получаемый сгиб и общая конфигурация готового изделия из металла отличались высоким качеством, в последнее время стали активно использовать прессы, оснащенные встроенными вибрационными ножницами. Использование такого оборудования с более короткими ножками позволяет изготавливать изделия практически любой конфигурации.
Таким образом, выполнение штамповки листового металла требует наличия не только специализированного оборудования, но и соответствующих навыков и знаний, поэтому реализовать такую технологию в домашних условиях достаточно сложно.
Штамповка листового металла (горячая и холодная): виды, оборудование
Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности. Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
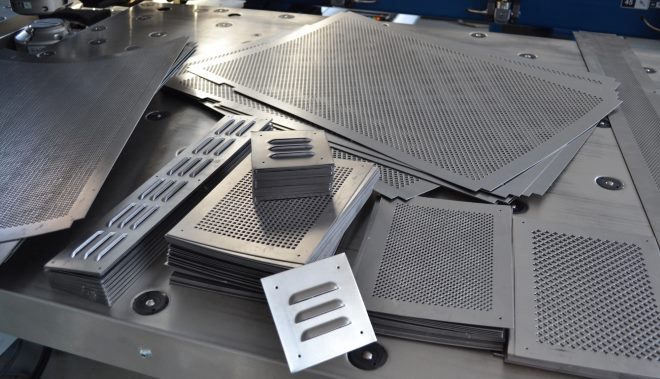
Листовые заготовки, изготовленные на координатно-револьверном прессе
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.

Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).

Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом.
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
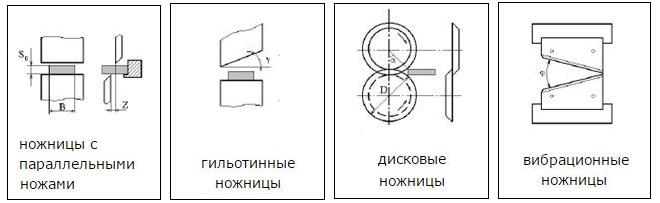
Схемы резки листового металла ножницами
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
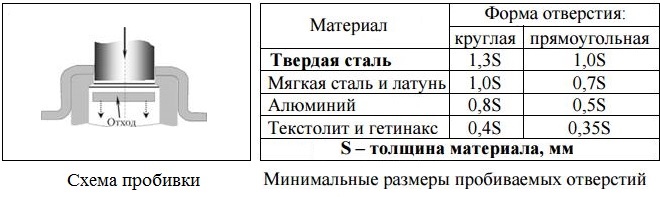
В процессе пробивки часть материала удаляется в отход
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
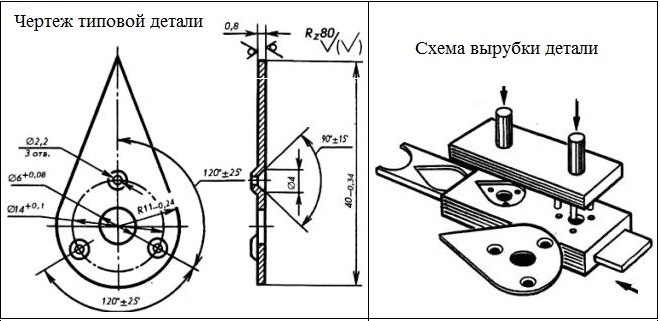
Пример детали, изготовляемой из полосы вырубкой
Формоизменяющие штамповочные операции в полном соответствии со своим названием используются для того, чтобы без механического разрушения изменить форму листовой металлической заготовки, а также ее размеры.
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
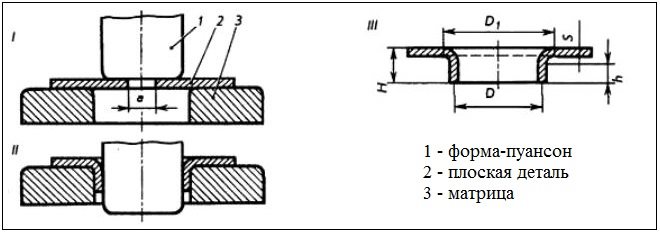
Схема отбортовки детали вокруг заранее пробитого отверстия
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
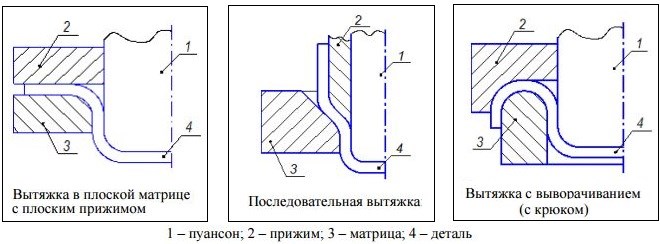
Инструментальные способы вытяжки
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
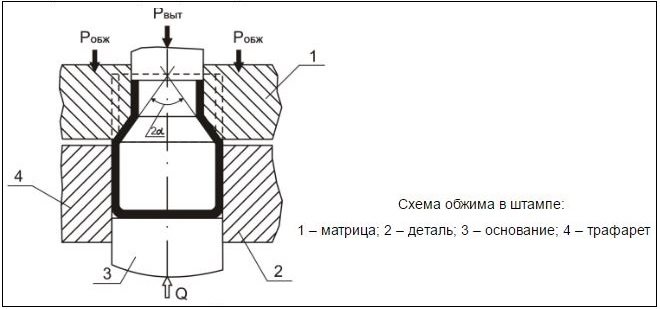
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
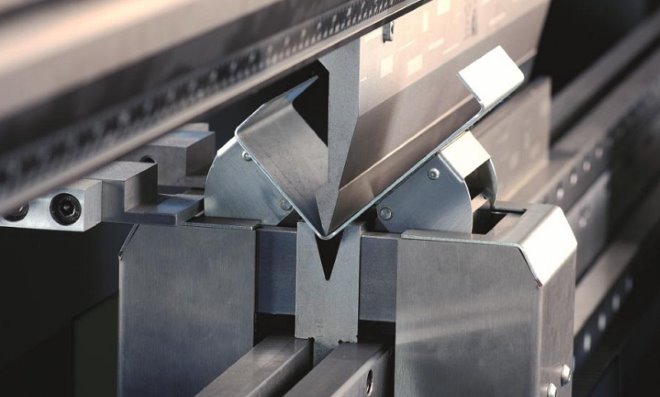
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
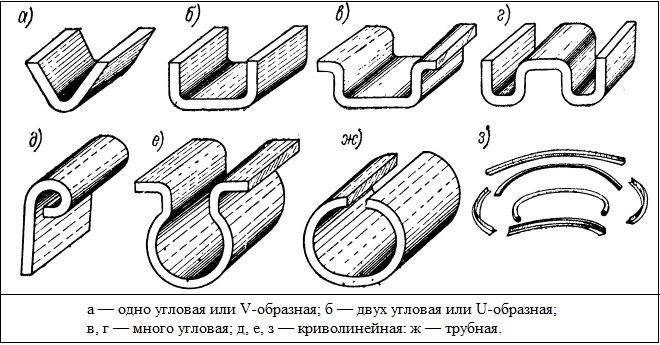
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
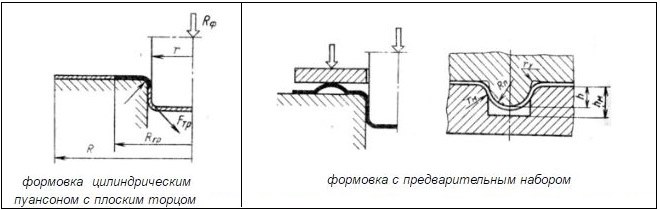
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.

Производственный цех, в котором ведется процесс листовой штамповки
Следует иметь в виду, что выполнение холодной штамповки листового металла сопровождается увеличением его прочностных показателей.
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Оборудование, инструменты и приспособления
Для штамповки деталей, изготовленных из листового металла, необходимы пресс и сам рабочий орган такого оборудования – штамп. В свою очередь рабочими органами штампа, элементы конструкции которого изготавливаются из инструментальных сталей, являются матрица и пуансон. Деформирование обрабатываемого листа как раз и осуществляется матрицей и пуансоном, а происходит это в тот момент, когда они сближаются друг с другом.
В процессе обработки двигается только верхняя часть штампа, которая фиксируется на ползуне пресса. Нижняя часть рабочего инструмента, являющаяся неподвижной, устанавливается на рабочем столе оборудования. В отдельных случаях, когда штамповке подвергают не листовую сталь, а более мягкий материал, рабочие элементы штампа могут изготавливаться из древесины или полимерных сплавов.
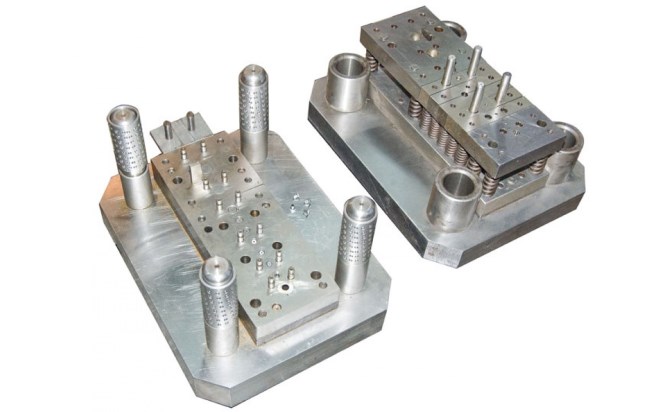
Штамповая оснастка для вырубки
Когда методом штамповки необходимо изготовить крупногабаритную единичную деталь, нередко используют не пресс, а несложное приспособление, состоящее из бетонной или чугунной матрицы и контейнера, наполненного жидкостью, в качестве которой выступает вода. Обрабатываемый металлический лист укладывают на матрицу, а жидкий пуансон располагают над ним.
Чтобы создать в жидкости давление, которое деформирует лист металла по форме матрицы, в ней подрывают пороховой заряд или создают электрический разряд требуемой мощности. Для выполнения такой технологической операции, как резка, используют не пресс, как уже говорилось выше, а ножницы, отдавая предпочтение моделям вибрационного типа.
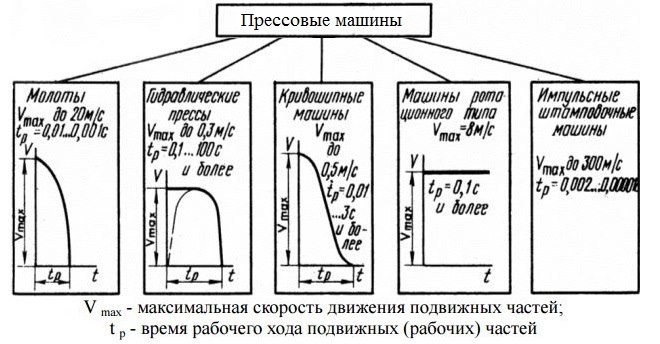
Классификация прессовых машин по кинематической схеме
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем.
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами.
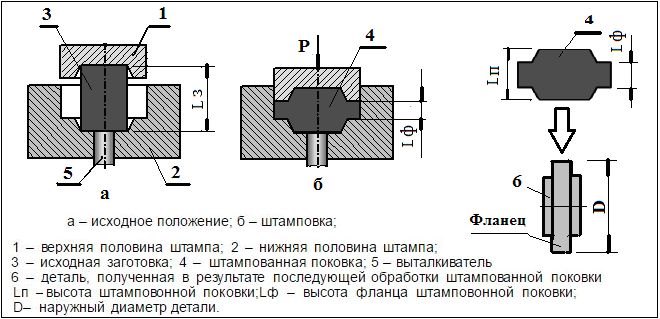
Горячая объемная штамповка металла: суть и преимущества технологии
Горячая штамповка, которая предполагает деформирование металлической заготовки в нагретом состоянии, используется для того, чтобы изменить не только конфигурацию этой заготовки, но и ее размеры. Чаще всего такая технологическая операция применяется для того, чтобы изменить геометрические параметры не в одной плоскости, а в нескольких измерениях. В таких случаях эта процедура носит название «горячая объемная штамповка».

Горячая штамповка обычно применяется в массовых производствах, где требуется большой объем работ
Сущность технологии
Сущность процесса горячей штамповки заключается в том, что готовое изделие из металла получают из нагретой до определенной температуры заготовки, воздействуя на нее давлением, для чего используется специальный штамп. При выполнении горячей штамповки температура заготовки изменяется от состояния просто нагретой поверхности до ковочной. Чтобы ограничить течение нагретого металла в ненужном направлении, на отдельных участках внутренней поверхности штампа выполняют специальные полости и выступы. Таким образом, внутренняя поверхность штампа формирует замкнутую полость (ручей), конфигурация которой полностью соответствует форме готового изделия.
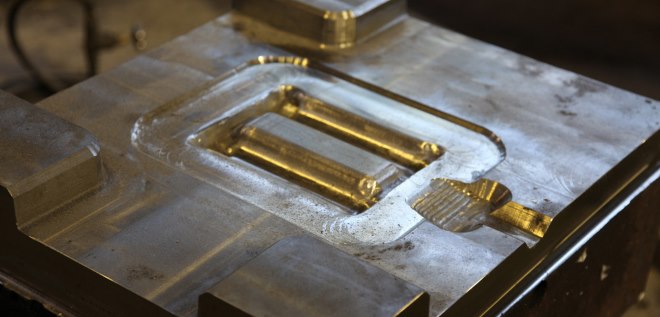
Так выглядит нижняя часть простого одноручьевого штампа
Горячая объемная штамповка (ГОШ) выполняется на металлических брусках различного профиля – квадратного, прямоугольного, круглого или периодического. В отдельных случаях производство готовых изделий по технологии горячей штамповки может выполняться из сплошного металлического прутка. Изначально его часть формируется в поковку с требуемыми геометрическими параметрами, а затем ее отделяют при помощи резки. Однако, как правило, заготовки для горячей штамповки нарезают из металлического прутка.
Наибольшую эффективность штамповка деталей, предполагающая их предварительный нагрев, демонстрирует при серийном и массовом производстве. В частности, в использовании данной технологии для производства металлопродукции крупными и массовыми сериями есть целый ряд преимуществ.
- Отходы металла, из которого производится продукция, уменьшаются.
- Увеличивается производительность труда.
- При помощи данной технологии можно изготавливать изделия даже очень сложной конфигурации.
- Готовые изделия, полученные методом горячей штамповки металла, отличаются не только особой точностью геометрических параметров, но и высоким качеством поверхности.

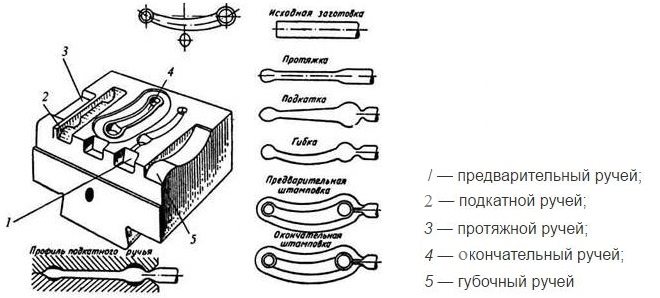
Схема технологического процесса изготовления детали типа «шатун» методом горячей объемной штамповки
Технологический процесс горячей штамповки включает в себя большой перечень операций, выполняемых начиная с момента загрузки детали из металла в зону обработки и заканчивая выгрузкой из оборудования готового изделия. Проектирование такого процесса подразумевает соблюдение следующего алгоритма:
- выбрать метод, по которому будет изготовляться изделие: на штампах с открытым или закрытым ручьем;
- разработать подробный чертеж готовой поковки;
- установить, за сколько переходов можно сделать готовое изделие;
- для каждого перехода разработать чертеж формируемой поковки;
- в зависимости от требуемой мощности для каждого этапа технологического процесса выбрать соответствующее оборудование и сформировать штампы;
- перед горячей штамповкой нагреть заготовку, выбрав способ нагрева и режимы его выполнения;
- в зависимости от требований к качеству готового изделия определить перечень финишных операций, которым будет подвергнута поковка.
На завершающей стадии разработки технологического процесса необходимо выполнить расчет его экономических и технических показателей.
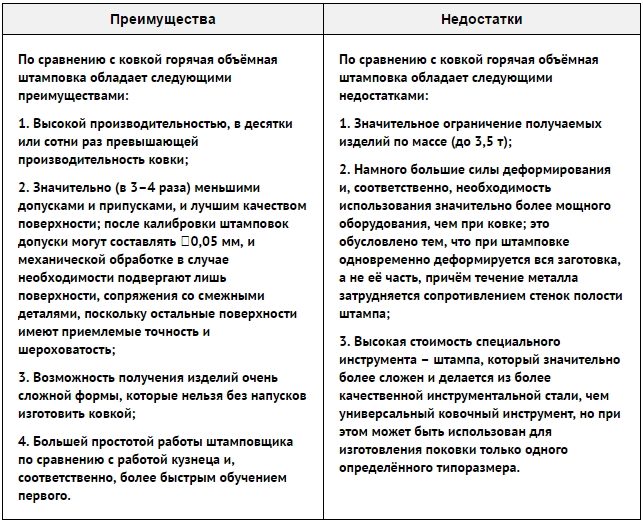
Преимущества и недостатки горячей объемной штамповки
Обработка металла, выполняемая методом горячей штамповки, может осуществляться по различным технологиям, особенности реализации которых зависят от целого ряда параметров: типа используемого оборудования, геометрических параметров и материала изготовления формируемого изделия. По технологии ГОШ можно изготавливать следующие типы деталей.
В качестве таких изделий могут выступать валы различного назначения, шатуны, рычаги и другие детали подобной конструкции. Для их производства используют штамповочный пресс. Обрабатываются они методом горячей штамповки плашмя, при этом исходная заготовка подвергается операции протяжки. Заключительным этапом производства является фасонирование методом свободной ковки, выполняемое в заготовительных вальцах ковочных вальцов.
Это шестерни, фланцы, ступицы, крышки и другие детали круглой или квадратной конфигурации, отличающиеся относительно небольшой длиной. Чтобы изготовить продукцию данного типа, используют технологию осадки, которая выполняется в торец обрабатываемой заготовки. Для реализации такой технологии требуется использовать штамповочные переходы.

Примеры изделий, изготовленных методом горячей объемной штамповки
Штамповочные ручьи
При обработке предварительно нагретых изделий из стали, как и при горячей штамповке латуни, применяют штамповочные ручьи, которые могут быть:
- протяжными (с их помощью увеличивают длину отдельных участков обрабатываемых деталей: по той части заготовки, которую необходимо удлинить, наносятся частые, но несильные удары, одновременно выполняется кантование обрабатываемой детали);
- заготовительными (их целью является фасонирование обрабатываемой заготовки: металл перераспределяется в ее общем объеме для того, чтобы придать готовому изделию такую форму, которая обеспечивает минимальный отход материала);
- пережимными (их выполняют для уменьшения высоты отдельного участка заготовки с одновременным увеличением его ширины);
- подкатными (ручьи, в которых металл заготовки равномерно распределяется по ее оси, при этом увеличивается диаметр отдельных ее участков);
- гибочными (в них заготовка поступает с изогнутой осью, формируется поковка, угол изгиба которой составляет 90°).
Этапы сложной штамповки в нескольких ручьях
К штамповочным ручьям, в которых изготовляемый элемент приобретает требуемую форму, относятся:
- предварительные, или черновые, в которых форма обрабатываемой заготовки максимально приближается к конфигурации поковки (особенности такого ручья, который может и не использоваться при выполнении горячей штамповки, заключаются в том, что он имеет несколько увеличенную глубину, также в нем, по сравнению с параметрами чистового изделия, увеличены уклоны и радиусы скругления);
- чистовые, в которых деталь приобретает конечную форму, но ее размеры увеличены на величину усадки металла при его остывании (поскольку в таких ручьях на заготовку необходимо оказывать максимальные усилия, располагают их в центральной части штампа).
Технологические схемы штамповки
Из используемых на сегодняшний день схем выполнения горячей штамповки следует выделить только две.
Это технологическая операция, выполняемая в штампе, зазор между подвижной и неподвижной частями которого минимален. Горячую штамповку по данной методике можно выполнять на прессах, когда выступом оснащена верхняя часть штампа, а полостью – нижняя, или на молотах, когда полость находится в верхней части рабочего инструмента, а выступающая часть – в нижней. Применение штампов данного типа требует того, чтобы объемы поковки и готовой детали точно совпадали. Штампы закрытого типа могут иметь не одну, а две плоскости разъема, располагающиеся под прямым углом друг к другу.
Штамповка в одноручьевом закрытом штампе
Между подвижной и неподвижной частями штампа для горячей штамповки открытого типа имеется специальный зазор, в который выдавливаются излишки металла, образующиеся в процессе его деформирования. Штампы открытого типа, что является их большим преимуществом, можно применять для поковок любого вида.
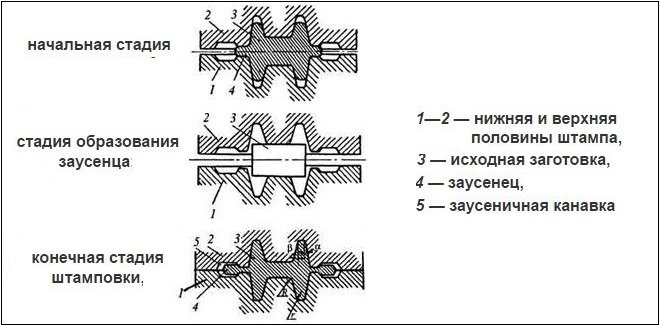
Схема штамповки в открытых штампах
Применение штампов закрытого типа также имеет свои преимущества, которые заключаются в следующем.
Штампованные изделия из металла. Виды объемной штамповки



Объемная штамповка, которая может выполняться по различным технологиям, требует не только тщательных предварительных расчетов и разработки сложных чертежей, но и использования специально изготовленного оборудования, поэтому реализовать такую технологию в домашних условиях проблематично.
История возникновения процесса
Известен и используется издревле, так как был изобретен еще до Средневековья и уже тогда позволял нашим предкам изготавливать оружие, украшение и другие нужные в быту вещи. В течение столетий неуклонно совершенствовался, всегда отличаясь сравнительной простотой и высокой производительностью, но выполнялся вручную вплоть до 1850-х годов, после чего уровень развития технологий позволил вплотную заняться его механизацией.
С середины XIX века технические операции стали проводить на станках, с начала XX – приступили к выпуску кузовов авто, с 1930-х – корпусов и механизмов морских и речных судов и летательных аппаратов, с 1950-х – функциональных узлов и элементов в ракетостроении.
Металлическая штамповка столетиями сохраняла популярность из-за следующих своих особенностей и преимуществ:
- Универсальность – с ее помощью выполняют детали каких угодно размеров и форм, причем как нуждающиеся в последующей обработке, так и уже готовые к эксплуатации.
- Точность изготовления, особенно при современном уровне технологий, что позволяет обеспечить взаимозаменяемость выпускаемых элементов даже без доводки.
- Склонность к механизации и автоматизации – высокая производительность всегда была очевидным достоинством, и сегодня она достигается за счет использования роторно-конвейерных линий.
- Прочность конечных изделий, даже тонких, легких, габаритных.
Особенно актуален процесс при массовом выпуске – как мелких элементов, вроде шестеренок для часов, так и крупных предметов, например, кузовов автомобилей.
Читайте также: