Сколько электродов в 1 кг 3 мм по металлу
Обновлено: 20.09.2024
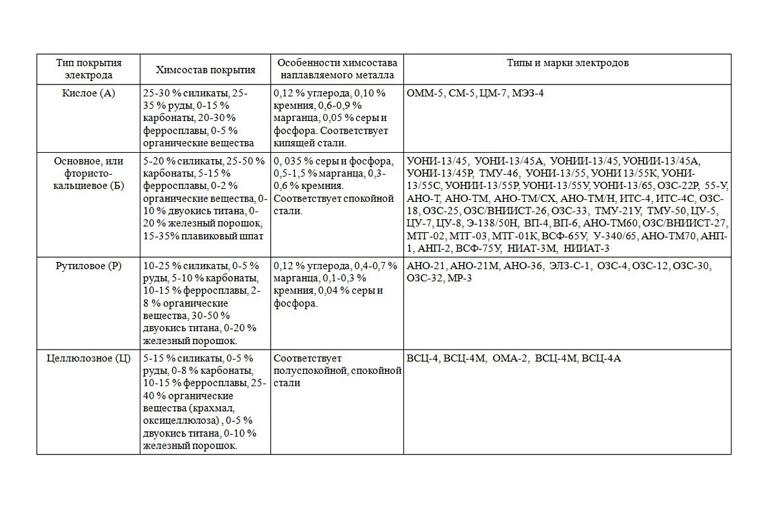
Электроды для сварки МР-3 предназначаются для ручной дуговой сварки ответственных и рядовых конструкций из среднеуглеродистых сталей (процентное содержание Углерод (C) до 0,55), с временным сопротивлением разрыву не более 490 МПа. Работа электродами МР ведется на токе переменном либо постоянном, полярность обратная, сварка при любых положениях в пространстве, строго исключая вариант «сверху вниз».
Сварочные электроды МР-3 принадлежат к группе электродов с покрытием рутилово-основного типа . Для изготовления стержня электрода МР3 используют проволоку Св-08 или Св-08А и соответствующую ГОСТу 2246-70. Покрытие МР-3 содержит значительную долю рутилового концентрата (двуоксида титана), а также карбонаты, алюмосиликаты, раскислители и органическую целлюлозу. Двуоксид титана – это стойкий оксид, он дает шлаковую защиту и позволяет добавлять меньше токсичных «раскислителей» Mn и Si. В процессе горения органических соединений, формируется газовая оболочка, изолирующая металл сварного шва от негативного влияния азота и кислорода.
В момент отрыва дуги в кратере электрода МР-3 получается пленка, имеющая в своем составе ТiO2 и обладающая хорошей проводимостью. Благодаря этому можно не касаясь стержнем свариваемого металла получать легкое многократное возбуждение дуги, когда выполняются короткие швы, предполагающие частые прерывания.
Характеристики электродов для сварки МР-3
Рецептура электродов для сварки МР-3 позволяет получать отличные свойства сварки и качества металла шва:
1. малая токсичность МР-3;
2. универсальность применения;
3. плавный переход шва к свариваемому металлу, благодаря чему в условиях знакопеременных нагрузок не образуются «усталостные трещины»;
4. легкое многократное возбуждением дуги;
5. высокая ударная вязкость;
6. хороший показатель временного сопротивления разрыву;
7. сварка с короткой или средней дугой;
8. отсутствие чувствительности к изменению длинны дуги;
9. возможность сварки влажной, загрунтованной и окисленной поверхности рядовых конструкций;
10. хорошая стойкость к образованию трещин и пор;
11. устойчивое и мягкое горением дуги и малое разбрызгивание;
12. допустимость сваривания средних и широких зазоров;
13. переход металла стержня электрода в ванну мелкими частицами;
14. тонкий рисунок сварного шва;
15. высокая производительность сварочных работ.
Важные особенности марки МР-3: универсальность применения, отличные технологические показатели, высокое качество шва. Перечисленные выше характеристики МР-3 дают возможность работать этими электродами сварщикам любой квалификации и опыта, на любом оборудовании ( профессиональном, полупрофессиональном, бытовом).
Применение сварочных электродов МР-3
Потребляются электроды МР-3 во многих отраслях экономики, преимущественно в промышленности, транспорте, и строительстве. Например, в нефтехимической и газовой промышленности МР3 незаменимы при строении резервуаров, т.к. выполненные МР швы, выдерживают повышенное давление . В транспортной сфере они востребованы в судостроении, судоремонте, машиностроении, потому что таким сварным швам не страшны агрессивные среды и нагрузки вибрации. В бытовом, жилищном, трубопроводном строительстве, МР3 нужны для сваривания любых конструкций из углеродистых и низколегированных сталей.
Свойства электродов МР-3 дают возможность варить и на инверторах и на трансформаторных полуавтоматах.
Качество электродов МР-3
Качество МР-3 соответствует ГОСТу 9467-75, это типа Э46, где: «Э» - электроды для ручной дуговой сварки; «46» – показатель временного сопротивления в кгс/мм 2 .
По стандартам сварки American Welding Society (AWS- Американское общество по сварке), электроды МР-3 - это тип E6013.
По регламентам международной организации EN ISO 2560-A, электроды МР-3 маркируются как E 38 ZRB 1 2 , где: «E» - электрод покрытый; «38» - показатель прочностных и пластических характеристик металла; «Z» – указывает на отсутствие регламента температур, гарантирующих работу удара KV более 47 Дж.; « R B» – вид покрытия типа рутилово-основной; «1» - коэффициент наплавки Кс≤105% ток обратной полярности; «2» – все положения сварки, исключая вертикаль вниз (PA, PB, PC, PE, PF). Так же в ISO 2560-A применяются другие индексы, являющиеся вторичными .
Качество МР-3 производства Промэлектрод соответствует НТД: ГОСТ 9466-75 и ГОСТ 9467-75, ТУ 1272-002-58965179-2006. Это подтверждается документами:
1. Санитарное заключение;
2. Добровольная сертификация - Сертификат на соответствие ГОСТ-Р;
3. Свидетельство Российский Морской Регистр Судоходства;
4. Сертификат Российский Речной Регистр.
5. Аттестат соответствующий требованиям НАКС РД 03-613-03, для группы устройств используемых на опасных производствах.
Импортными аналогами марки MP -3 можно считать: Askaynak AS R-146, ESAB ОК 46, BÖHLER FOX SPE, Lincoln Electric Fleetweld 37 и пр.
Производство электродов МР-3 компании Промэлектрод
Отечественные электроды с содержанием рутила появились в 60-х годах. Массовый выпуск рутиловых электродов стал возможен только в 70-х годах, когда появилось доступное сырье – рутиловый концентрат.
Обозначение МР-3 указывает на специфику марки. Расшифровка МР-3 передает возможности применения электродов, а именно:
М – Монтажные электроды;
Р – Рутиловое покрытие;
3 – Модель электродов;
Также в обозначениях может указываться «С» или «Синие», соответствует улучшенным сварочным свойствам МР-3С.
Изготавливаем МР-3 по разработанной технической документации, с применением метода опрессовки металлических стержней обмазочной смесью с дальнейшей обработкой, сушкой и упаковкой.
Стандартный вес упаковки электродов

Электроды для сварки
Для правильного расчета объема сварочных работ необходимо учитывать вес упаковки электродов 3, 2, 4, 5 мм. Расходные стержни предназначены для защиты сварочного шва от негативного влияния кислорода. Они используются в строительстве, коммунальном и частном хозяйстве. Для правильного шва и хорошего качества сцепления следует знать не только его состав, но и физические характеристики.

Стандартный вес электрода
Действующим ГОСТом предусмотрены стандарты наполнителя, толщины, прочих параметров стержня для сварки. При этом вес одного электрода одинакового размера не всегда идентичен. Погрешность по норме составляет 1-2 г. Основным параметром выступает вес упаковки.
Показатель одного элемента вычисляют по формуле: массу коробки делят на количество размещенных в ней стержней. У кустарных и сомнительных изготовителей это правило не работает.
Вес пачки электродов, независимо от марок производителей, отличается в разных партиях. Это зависит от количества обмазки, которую наносят неравномерным слоем. На массу влияет размер стержня, модификации 2,5 и 4 мм будут легче аналогов на 5 мм. Один электрод диаметром 3 мм весит 26,4 г (погрешность в обе стороны не превышает 2 г).
Нужно учитывать, что, если на пачке написано 5 кг, по факту вес будет меньше. Если показатель снижен на несколько десятков граммов, это явный недовес. Недобросовестные продавцы часто достают по несколько электродов из упаковок, продавая их поштучно, увеличивая прибыль. В связи с этим товар следует приобретать у официальных представителей или в проверенных торговых точках.

Например, масса стрежня 4 мм составляет по номиналу до 59,9 г, а 5 мм – уже от 83 до 95 г.
Таблица количества электродов в пачке по диаметру
Кроме веса, при расчетах объемов сварочных работ важную роль играет число элементов в коробке. Опытные мастера знают все тонкости выбора на глаз, без изучения надписей на упаковке. Начинающим сварщикам и неопытным людям требуется больше информации. В таблице приведены стандартные данные по количеству электродов в пачке.
| Диаметр, мм | Длина, см | Вес, г | Вместимость в коробке, шт. | Вес брутто, кг |
| 3 | 35 | 26,4 | 95 | 3 |
| 4 | 45 | 59,9 | 82 | 5 |
| 5 | 45 | 95 | 52 | 5 |
На упаковке сварочных элементов ММА обозначены основные технические параметры изделия. Среди них:
- изготовитель;
- марка продукции;
- номер партии;
- длина и диаметр стержней;
- отрасль предназначения;
- дата производства.
Также на коробке указаны прочие профильные сведения (режимы сварки, температура прокаливания, особенности изготовления, меры безопасности, общие рекомендации).
Вес пачки в зависимости от производителя
Для примера приведем несколько популярных изготовителей стержней для сварки, которые формируют массу упаковки по государственным стандартам.
Комбинат “СВЭЛ” выпускает марку ОК-46.00. Вес коробки составляет 5,3 и 6,6 кг для диаметров 3,5 и 4 мм соответственно.
Завод “ЭСАБ-Тюмень” производит разновидность сварочных стержней типа SE-46-00. Пачка электродов 3 мм весит до 6 кг. У компании ESAB представлены модификации УОНИИ 13/55Р. Максимальная масса упаковки – 6 кг.
У большинства других марок точно назвать вместимость электродов в упаковке невозможно. Конфигурация, диаметр и длина стержня отличаются не по ГОСТу, а согласно специфическим маркировкам. Поэтому указать, сколько штук в килограмме, затруднительно. Чтобы выяснить интересующую информацию, необходимо внимательно изучить упаковку.
Технические характеристики электродов МР-3

Электроды МР-3, технические характеристики которых позволяют использовать их при монтаже трубопроводов и прочих инженерных конструкций, независимо от климатических условий, составляют прямую конкуренцию УОНИ. Указанные элементы имеют рутиловое покрытие, ориентированы на обработку изделий из среднеуглеродистой стали. Рабочий процесс протекает легче, чем с другими марками сварочных расходников.
.jpg)
Область применения
Разновидности электродов МР предназначены для сварки ответственных объектов из сталей с низким и средним показателями легированности. При этом обеспечивается усиленное соединение деталей.
- формирование неповоротных стыков и монтаж трубопроводов;
- починка, обслуживание резервуаров, работающих под высоким давлением;
- судовая и машиностроительная промышленность;
- нефтегазовая отрасль.
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника – низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия – от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.

Расшифровка цвета и маркировки
На оттенок электродов влияет разновидность обмазки. Часто сварочные стержни с рутиловым покрытием имеют красный цвет. Также на колер влияют особенности изготовления, применяемые на том или ином заводе. В ассортименте попадаются элементы серого, синего, зеленого цветов.
Расшифровку маркировки лучше рассмотреть на примере. В наименовании электрода МР3-Э46-МР-3-Ø-УД-Е 43-0 (3)-Р26 представлены следующие обозначения:
- модель для сварки низколегированных сталей с усилием разрыва до 46 кгс/кв.мм – Э46;
- марка стержня – МР3;
- диаметр (2/3/4/5 мм) – Ø;
- углеродистый стержень (У) с утолщенным покрытием (Д);
- международная классификация плавящихся электродов с напылением – Е;
- задел прочности на растяжение (кгс/кв.мм) – 43;
- примерное удлинение (не более 20%) – О;
- температурный режим вязкости, при котором ударное усилие на шов составляет 34 Дж/кв.см – (3);
- рутиловое покрытие – Р;
- рабочие положения при сварочных работах (все, кроме вертикальной позиции сверху вниз) – 2;
- допустимое сварочное напряжение (не менее 50 В) – 6.
Виды электродов МР-3 и отличия друг от друга
Электроды марки МР-3С, как и аналоги МР-3, служат для сварочных работ с созданием длинной дуги, возможностью осуществления коротких прихватов. Технический потенциал стержней обеспечивает оперативность работ, без затрат времени на предварительную подготовку обрабатываемых деталей. Заготовка может быть влажной, окисленной, грязной, с коррозийными проявлениями.
Все электроды марки МР-3мм подходят для сварки по зазорам. При этом сила рабочего тока должна быть минимальной, во избежание появления пористых участков поверхности. Кроме указанных разновидностей используется вариант МР-3М, отличительной особенностью которого является рутильно-ильменитовое напыление. Марка 3С имеет синий цвет, обработана ионизирующим составом.
Особенности конструкции стержней ориентированы на ускоренное образование сварочной дуги, возможность эксплуатации с источниками, выдающими минимальный ток.
.jpg)
Такие изделия чище в экологическом плане, выделяют меньше вредных веществ, обеспечивают лучшее качество шва и соединительной прочности.
Характеристики и свойства
К техническим параметрам электродов относят расход на наплавку заданного количества металла (сварного шва). Чтобы обработать 1 кг материала, потребуется 1,7 кг стержней типа МР-3. В результате обеспечивается производительность на уровне 1,7 кг/ч, рабочий коэффициент – 8,5 г/Ач.
Указанные электроды отличаются высокой рабочей скоростью, позволяют варить с полным касанием поверхности либо короткой дугой на дистанции. Изделия типа ЛЭЗ МР выпускаются на Лосином Острове, в Подмосковье, Костромской области, Сызрани. Ближайшие аналоги зарубежного производства изготавливаются в Кливленде (США).
Вес и диаметр
От размера электрода зависят настройка сварочного тока и пространственная позиция формируемого шва. Показатели следующие:
| Диаметр, мм | Шов вертикальный, А | Шов нижний, А | Потолочный шов, А |
| 3,0 | До 110 | 100-140 | До 120 |
| 4,0 | 150-180 | До 220 | 140-180 |
| 5,0 | До 200 | До 260 | |
| 6,0 | 300-360 |
От диаметра также зависит вес электрода МР-3 и его длина. Параметры варьируются от 30 до 92 г и от 350 до 450 мм соответственно.

Состав наплавки
Сварку осуществляют методом отрывного шва, зажигая дугу у левого края, осуществляя проводку слева направо, затем в обратном направлении. Операцию нужно выполнять быстро, чтобы шов не успел остыть. В процессе образуется много шлака, который полностью заполняет ванну и зазор по всей ширине. Температура обмазки существенно выше, чем у обрабатываемой стали.
Материал легко отделяется после остывания при многопроходной проводке.
Разбрызгивание металла – слабое, шлак ложится аккуратно равномерным слоем, легко отслаивается. При работе диоксидом титана остатки попадают в ванну плавления, образуя специфические раковины. Наплавка в массовых долях состоит из:
Механические свойства шва
Отличие применения электродов МР-3 от аналогов заключается в возможности сваривания неочищенных кромок заготовок. Окислы, окалины, пыль, влага не ухудшают качество шва. Загрязнения в процессе работы испаряются и смешиваются со шлаком. При этом получается шов с хорошими технологическими параметрами:
- вязкость на удар – до 8 кгс/кв.см;
- разрывное сопротивление – около 46 кгс/кв.мм;
- показатель удлинения – до 20%.

Количество в пачке
Изготовители фасуют рассматриваемые электроды в пачки весом 1,0/2,5/5,0 кг. Длина и вес стержня зависят от диаметра элементов, как и их количество в упаковке. В таблице приведена информация по вместимости электродов в 1-килограммовой пачке с учетом указанных параметров.
| Диаметр, мм | Масса, г | Длина стержня, мм | Количество в упаковке, 1,0 кг (шт.) |
| 3,0 | 32,0 | 350 | 39,0 |
| 4,0 | 62,0 | 450 | 16,0 |
| 5,0 | 92,0 | 450 | 11,0 |
Напряжение и настройка аппарата
Характеристика электродов МР-3 предполагает подключение обратной полярности, если работы ведутся на постоянном токе. При переменном напряжении полюсность подсоединения роли не играет. Варить можно на короткой, длинной и прерывистой дуге. Отсыревшие стержни подвергают прокаливанию 45-60 минут при температуре 180 °C. Ток выбирают с учетом диаметра элемента. Для изделий сечением 3 мм хватит 140 А, модификации толщиной 5-6 мм используются при токовой силе 300 А. Работы выполняют, удерживая стержень под углом 45°.

Производители и марки электродов
Проверенные изготовители, специализирующиеся на изготовлении электродов марок МР (3С, 3М, 3Р, 3Т, 3У):
- ЛЭЗ;
- «Ресанта»;
- «Тантал»;
- СЗСМ;
- «Премиум»;
- «Линкольн Электрик»;
- ХОБЭКС.
Аналоги, имеющие рутиловое покрытие, – ОЗС-12, ОК-46.
Особенности и инструкция по эксплуатации МР-3
Варить указанными электродами можно на постоянном и переменном токе. Генераторы или инверторы должны выдавать на холостом ходу напряжение не менее 50 В. На постоянном токе работы проводят на обратной полярности (плюс на держатель). Элементами конфигурации МР-3 можно работать в любой пространственной позиции.

Изготовители в инструкции указывают на соблюдение правил хранения электродов.
Продукцию помещают в сухое отапливаемое помещение с температурой воздуха не ниже +15.
Изделие необходимо защищать от прямого попадания влаги и механического воздействия.
Плюсы и минусы
К преимуществам электродов МР-3 причисляют:
- быстрое формирование стабильной дуги;
- ровный, надежный шов;
- высокую прочность соединения;
- безопасность, отсутствие выделения вредных веществ;
- легкое удаление шлака;
- небольшой диапазон разбрызгивания металла;
- высокую производительность;
- простоту работы.
.jpg)
Среди недостатков – высокая цена, интенсивный расход сварочного материала.
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент – 9,5 г/Ач;
- расход на 1 кг металла – 1,7 кг;
- производительность – 1,4 кг/ч;
- запас прочности – 540 МПа;
- текучесть – до 420 МПа;
- относительное удлинение – до 22%.

Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.

| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
О приобретении и цене
Купить электроды марки МР-3 не составит особых проблем. Оптом стержни можно приобрести на строительных базах или напрямую у производителя. В розницу продукция представлена в небольших магазинах. На торговых онлайн-площадках дилеры отпускают большие и средние партии, часто с бесплатной доставкой. Цена колеблется от 80 до 150 руб. за килограммовую пачку, в зависимости от производителя и региона.
Отзывы сварщиков
Илья, 37 лет, Нижний Новгород
Самые неприхотливые электроды – это МР-3, варить можно даже по «мусору». Пользуюсь стержнями от «Тантала», особых нареканий не вызывают.
Сергей, 40 лет, Санкт-Петербург
Для сварки инженерных изделий предпочитаю АНО или УОНИ. Хотя для быта и строек подходят МР-3, да и варить ими сможет любой новичок.
Владимир, 33 года, Екатеринбург
В работе эти электроды ни разу не подводили. Главное, приловчится к ним, с учетом особенностей производителя, а так, все нормально.
Максим, 35 лет, Псков
Считаю, что МР-3 – самые удачные электроды. Они быстро поджигаются, не разбрызгивают металл, дают аккуратный, четкий шов, шлак убирается без проблем.
Сварочные электроды ОЗС-12 тип Э-46
ГОСТ 9467-75 / Э 46
ASME /AWS A5.1 / E6013
EN ISO 2560- A / E 38 ZR 1 2
Нормативно-техническая документация: ГОСТ 9466-75, ГОСТ 9467-75
ТУ 14-4-782-86
Сварочные электроды ОЗС-12 используются для ручного дугового сваривания рядовых и ответственных конструкций из углеродистых сталей (с содержанием углерода до 0,55%) и низколегированных сталей (с содержанием легирующих элементов до 4%). Сварка производится во всех пространственных положениях, кроме вертикали на спуск, на постоянном токе прямой полярности, т.е. электрод отрицательный, а заготовка положительная и переменном токе.
Электроды для сварки ОЗС-12 относятся к типу электродов с рутиловым покрытием. В основе применяется стержень из проволоки предназначенной для изготовления электродов, согласно ГОСТ 2246-70, с низким содержанием углерода, марок Св-08 или Св-08А. В покрытие ОЗС-12 основным составляющим является рутиловый концентрат с массовой долей двуокиси титана TiO2 не менее - 95%, согласно ГОСТ 25702.14-83. ТiO2 создает шлаковую защиту расплавленного металла шва, а также капель стержня, проходящих через дуговой промежуток. В составе обмазки в комбинации с двуокисью титана используется меньшее количество «раскислителей», что снижает токсичность при сварочном процессе. Пленка, образующаяся в кратере электрода ОЗС-12, содержит ТiO2 обладающего высокой проводимостью. Эта особенность обеспечивает возможность легкого повторного возбуждения дуги без необходимости соприкосновения стержня со свариваемым металлом.
Электроды малого диаметра можно использовать для сварки от бытовых источников с пониженным напряжением холостого хода. Допускается сварка по окисленным поверхностям и на длинной дуге.
Характеристики электродов ОЗС-12

Благодаря уникальной рецептуре электроды для сварки ОЗС-12 характеризуются следующими сварочно-технологическими свойствами и качеством металла шва:
1. низкой токсичностью;
2. легким начальным и последующим поджигом дуги при коротких швах;
3. мягким и устойчивым горением дуги с малыми потерями металла от разбрызгивания;
4. сваркой на короткой, средней или длинной дуге;
5. низкой чувствительностью к изменению длинны дуги;
6. высокой ударной вязкостью и сопротивлению разрыва;
7. плавным переходом от наплавленного валика к основному металлу;
8. тонким и гладким рисунком шва;
9. стойкостью к образованию пор, трещин и шлаковых включений;
10. возможностью сварки рядовых конструкций с загрунтованной, окисленной или влажной поверхностью;
11. высокой производительностью сварочных работ.
Основными отличительными особенностями электродов для сварки ОЗС-12 является их уникальная рецептура, обеспечивающая высокие сварочно-технологические свойства и качество металла шва, как на профессиональном, так и на бытовом оборудовании, без особых требований к сварщику.
Применение сварочных электродов ОЗС-12

Используются электроды ОЗС-12 в разных отраслях, как для рядовых, так и для ответственных конструкций. Также они применяются среди технических устройств опасных производственных объектов, таких как:
· Оборудование, используемое в горнодобывающей отрасли;
· Оборудование, используемое в газовой отрасли;
· Оборудование, используемое в металлургической отрасли;
· Оборудование для транспортировки опасных грузов;
· Оборудование, используемое в химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных предприятиях;
· Подъемно- транспортное оборудование;
Электроды ОЗС-12 гарантируют качественные сварочные свойства при работе как на профессиональном, так и на бытовом оборудовании. Источником питания сварочной дуги могут быть трансформаторы, электрогенераторы или инверторы.
Качество электродов ОЗС-12
Качество ОЗС-12 отвечает требованиям российских стандартов, согласно ГОСТ 9467-75, электроды соответствуют типу Э46, где: 46 – временное сопротивление разрыву в кгс/мм 2 .
Согласно американских стандартов сварки American Welding Society (AWS- Американское общество по сварке), электроды О3С-12 соответствуют типу E6013.
В соответствии со стандартом международной организации по стандартизации EN ISO 2560-A, сварочные электроды О3С-12 классифицируются как E 38 ZR 1 2 , при этом: индекс E - электрод покрытый; индекс 38 - указывает на прочностные и пластические характеристики наплавленного металла; Z – указывает на то, что нет регламента для температур, при которых гарантируется работа удара KV не менее 47 Дж.; R – рутиловое покрытия; 1 - коэффициент наплавки Кс≤105% (отношение веса наплавленного металла к весу израсходованного стержня), на постоянном и переменном токе, полярность обратная; 2 – все положения швов при сварке, кроме вертикального по направлению вниз (PA, PB, PC, PE, PF). Кроме этого в ISO 2560-A используются дополнительные индексы, являющиеся факультативными .
Качество электродов для сварки O 3 C -12 соответствует требованиям нормативно-техническая документация: ТУ 14-4-782-86, ГОСТ 9466-75 и ГОСТ 9467-75, а также подтверждается следующими сертификатами, свидетельствами:
1. Сертификат Соответствия ГОСТ-Р;
2. Санитарно-эпидемиологическое заключение на электроды ОЗС-12;
3. Свидетельство об одобрении сварочных материалов Российский Морской Регистр Судоходства;
4. Сертификат об одобрении ОЗС-12 Российский Речной Регистр.
Зарубежными аналогами марки OZS -12 являются шведские ESAB ОК 46.00, турецкие Askaynak AS R-146, австрийские B Ö HLER FOX SPE , американские Lincoln Electric Fleetweld 37, и многие другие марки, производители которых в меньшей мере представлены на российском рынке.
Производство электродов ОЗС-12

Хотя в 60-е годах двадцатого века в Советском Союзе и появились разработки электродов с покрытием, значимую часть которого приходилась на рутил, но их широкомасштабное применение долгое время задерживалось. Причиной был недостаток дешевого рутилового концентрата. Марками-пионерами в содержании рутила были АНО-1, АНО-3 ОЗС-3, ОЗС-4 и МР-1. В 1971г. за разработку низкотоксичных электродов, совершивших прорыв в улучшении гигиенических и сварочно-технологических характеристик, государственная премия была присуждена руководителю работы Игорю Константиновичу Походне и его сотрудникам.
Обозначение марки ОЗС-12 отражает специфику данных электродов. Расшифровка ОЗС-12 показывает область их применения:
ОЗ – Опытный завод;
И только в семидесятых годах XX века в России был налажен выпуск сварочных электродов ОЗС. Сейчас они занимают большую долю промышленного производства электродов в России.
Электроды ОЗС-12 производства Промэлектрод изготавливаются под строгим контролем, в соответствии с разработанной технической документацией. Изготовление выполняется на высокотехнологичном оборудовании методом опрессовки обмазочной шихты стальных стержней, с последующей обработкой и упаковкой.
Читайте также: