Сколы на металле это
Обновлено: 16.05.2024
Среди способов восстановления деталей наибольшее распространение получил способ наплавки. Этот способ дает возможность сравнительно быстро получить слой наплавленного металла значительной толщины, что особо важно при восстановлении деталей с высокой степенью износа. Способ экономичен, относительно прост, дает возможность изменять химсостав наплавленного металла за счет легирования его с помощью электродной проволоки, флюса, электродного покрытия, увеличивать твердость металла и его износостойкость без дополнительной закалки. Для выполнения работ требуется дешевое и несложное оборудование. Наплавку применяют сейчас для восстановления самых ответственных деталей машин и механизмов.
При наплавке необходимо решать ряд сложных вопросов: выбор материала, обеспечивающего соответствующие условиям эксплуатации свойства; возможность наплавки этого материала непосредственно на основной металл или подбор материала для наплавки подслоя; выбор способа и режима наплавки, формы и методов изготовления наплавленных материалов; выбор термического режима выполнения наплавки (подогрев или охлаждение); установление необходимости последующей термообработки. Во многом все эти параметры зависят от условий работы детали и характеристик контактируемых поверхностей или контакта поверхности детали и среды.
Классификация восстанавливаемых изделий по условиям их работы
В зависимости от условий службы наплавляемые детали можно разбить на несколько групп.
- Детали, работающие в условиях трения металла о металл. К этой группе обычно относят крановые колеса и колеса локомотивов, детали гусеничных тракторов, автомобильные сцепки и шкворни, оси, валы, шпиндели, зубчатые колеса и шестерни и т. д. Износ деталей происходит при больших контактных напряжениях. Наплавка этой группы деталей производится в основном для восстановления первоначальных их размеров без значительного повышения износостойкости, так как большая твердость одной контактной поверхности может вызвать повышенный износ другой. Для наплавки используют обычно низкоуглеродистые и низколегированные стали, содержащие не более 5 % легирующих элементов (08Г, 08ГС, 15Г2С, 18Г4 и т. д.).
- Детали и инструменты, работающие в условиях абразивного износа при нормальных температурах. Это детали сельскохозяйственной техники (лемеха плугов, лапки культиваторов, зубья бороны), детали строительно-дорожных машин, размольного оборудования, буровые долота, зубья дробилок, шнеки для перемещения сыпучих материалов и т. д.Наибольшую стойкость против абразивного износа имеют сплавы, имеющие в своей структуре большое количество карбидов металлов. Поэтому для наплавки выбирают присадочный металл, легированный хромом и марганцем в сочетании с повышенным количеством углерода. Например: стальУ25Х28, У35Х7Г7, У30Х28Г2С.
- Детали, эксплуатирующиеся в условиях абразивного износа с ударными нагрузками. Представителями этой группы могут быть ролики рольгангов, ножи бульдозеров, зубья ковшей экскаваторов, детали дробилок, автомобильные рессоры, наконечники отбойных молотков и т. д. Такие детали наплавляют высокохромистыми сплавами с более низким содержанием углерода, например, в качестве наплавочного материала используют сталь Х12, Х19М, Х13Н4. Такие стали в основном относятся к ледебуритным сплавам. Наплавленный слой сталью типа Х12 обладает высокой твердостью, исключительной износостойкостью. Вместе с тем сталь этой группы имеет невысокую стоимость. Отлично сопротивляются ударно-абразивному износу высокомарганцевые, аустенитные стали типа Г13.
- Детали и инструменты, работающие на термическую усталость и абразивный износ при повышенных температурах. К деталям этой группы относят прокатные валки, ножи блюминга, прессовый инструмент для горячей штамповки, керны для захвата слитков, металлургическое оборудование и т. д. Наплавленный металл должен обладать высокой твердостью, износостойкостью и в то же время удовлетворительной вязкостью во избежание сколов при эксплуатации. Эти свойства достигаются за счет легирования металла наплавки хромом и вольфрамом. Лучшей износостойкостью обладают хромовольфрамовые стали типа 3Х2В8.
- Детали, работающие в условиях коррозии и эрозии, сочетающихся с абразивным износом при повышенных температурах. Это уплотнительные поверхности арматуры для пара высокого давления (задвижки, вентили), крыльчатки, шестерни и плунжеры насосов для перекачки агрессивных жидкостей, детали, работающие в морской воде, лопасти гидротурбин и парогенераторов и т. д. Для наплавки применяют высокохромистые сплавы 1Х13, 1Х25Н4Т и хромоникелевые аустенитные 0Х18Н9, 1Х18Н9Т. Детали, работающие в условиях абразивного износа, сопровождаются эрозией при температурах до 800°, рекомендуется наплавлять твердыми сплавами типа «Стеллит», т. е. сплавами на основе кобальта, легированными вольфрамом, титаном и углеродом. К таким деталям относятся клапаны двигателей внутреннего сгорания, поверхности «седла» клапана головки блока ДВС.
- Детали подшипников, подпятников и других узлов тренияскольжения. Детали этой группы должны обладать высокими антифрикционными свойствами, т. е. поверхность должна иметь низкий коэффициент трения. Хорошими антифрикционными свойствами обладают сплавы на основе меди, а также некоторые сорта чугуна и неметаллические материалы (фторопласт). Например, алюминиево-железистые бронзы применяются при наплавке заготовок червячных шестерен, кулачков и других деталей, работающих в условиях трения скольжения. Оловянисто-фосфористые бронзы, оловянистые и свинцовистые баббиты используются для наплавки вкладышей крупных подшипников, например вкладышей судовых дизельных двигателей.
- Металлорежущий инструмент. Основные требования к металлу, наплавляемому на рабочие кромки режущего инструмента: высокая твердость, износостойкость, красностойкость и удовлетворительная вязкость. Такие свойства достигаются при легировании металла ванадием, молибденом, вольфрамом. Обычно для наплавки применяют быстрорежущие стали типа Р18, Р9, Р13К3 и РВ6М5.
Классификация дефектов деталей
С целью правильного выбора технологического процесса восстановления деталей необходимо четко классифицировать имеющиеся дефекты изделий.
Дефект – каждое отдельное несоответствие продукции установленным требованиям. Различают следующие группы дефектов, относящихся к деталям в целом:
- трещины– образуются в результате воздействия значительных
местных нагрузок, ударов и перенапряжений, а также усталостные трещины, появляющиеся в деталях, длительно работающих в условиях знакопеременных нагрузок. Трещины наиболее часто возникают в нагруженных местах корпусных деталей, рам, блоков, изготовленных из твердых и хрупких материалов, например, чугуна, высокоуглеродистых сталей или магниевых сплавов;
- пробоины– появляются в результате ударов различных предметов о поверхности тонкостенных деталей;
- риски и надиры– образуются на рабочих поверхностях деталей, работающих в условиях трения скольжения, вследствие загрязнения смазки или абразивного действия чужеродных частиц;
- выкрашивание– дефект, характерный для поверхностей деталей, подвергнутых химико-термической обработке (зубчатые колеса, шестерни, зубчатые муфты); он появляется вследствие динамических ударных нагрузок в процессе эксплуатации. Выкрашивание может быть и в результате усталостных напряжений;
- обломы, сколы– возникают при сильных ударах о детали; часто наблюдаются на литых деталях;
- изгибы и вмятины– характеризуются нарушением формы детали и происходят в результате ударных нагрузок;
- коробление– происходит в результате воздействия высоких температур, приводящих к возникновению структурных изменений и больших внутренних напряжений;
- коррозия (сплошная и местная)– процесс разрушения металлов вследствие химического и электрохимического взаимодействия их с коррозионной средой; общая коррозия проявляется в постепенном уменьшении первоначальной толщины деталей; местная коррозия (избирательная) проявляется на отдельных участках деталей, имеющих нарушение структуры и свойств металла, а также на участках, подверженных действию внешних факторов (температуры, давления, коррозионной среды и т. д.). Значительно снижают работоспособность сварной конструкции такие виды избирательной коррозии, как межкристаллитная (питинговая) коррозия по линии сплавления, фреттинг-коррозия в подшипниковых узлах. Одними из видов разрушения являются коррозионная усталость и коррозионное растрескивание;
- коррозионно-механическое изнашивание– наиболее распространенный вид дефектов технологического оборудования, происходит в результате механического изнашивания, сопровождающегося химическим воздействием среды на металл.
Способы выявления дефектов делятся на две группы: визуальные и измерительные.
Часть дефектов можно обнаружить простым осмотром (визуально), не производя измерений или не разрушая детали. К ним относятся видимые трещины, пробоины, коррозия, обрыв, вмятины, деформация, нарушение герметичности, уплотнение и т. д.
Измерительный контроль применяют для получения количественной оценки отклонения параметров формы и относительного положения поверхностей детали, скрытых дефектов и физических (физико-механических) свойств материала деталей.
Контроль состояния деталей выполняют в порядке сложности дефектов и трудности их обнаружения и устранения. Сначала визуально определяют наличие крупных трещин, деформаций, изломов, коррозии, пробоин. Если обнаружены неустранимые дефекты, деталь непригодна. Далее пригодную (на первом этапе) деталь проверяют на наличие нарушения взаимного расположения рабочих поверхностей и существенного (недопустимого) изменения физико-механических свойств материала детали. Если обнаружен неустранимый дефект, деталь бракуется. Затем пригодную (уже на этом этапе) деталь контролируют на наличие скрытых дефектов. Если эти дефекты не обнаружены, то приступают к определению износа и геометрических форм рабочих поверхностей детали.
Для выявления дефектов используют различные методы и средства, которые зависят от параметров и формы проявления дефектов, а также конструктивных особенностей детали.
Например: радиаторы, баки и трубопроводы испытывают сжатым воздухом, затем их погружают в воду.
Блоки цилиндров испытывают на стендах (закачивают воду под давлением 0,3…0,4 МПа) и выявляют подтеки воды.
Скрытые дефекты на поверхности и в объёме детали выявляют различными методами. Для обнаружения скрытых поверхностных дефектов (трещин, пористости) используют капиллярный, магнитный, ультразвуковой, люминесцентный, рентгеновский методы.
Капиллярный метод – специальная жидкость проникает в невидимую глазом трещину. После очистки поверхности и нанесения проявляющего вещества дефект обнаруживается визуально по следу жидкости. Жидкость – керосин, вещество – мел (трещины шириной не менее 20 мкм).
Метод магнитной порошковой дефектоскопии – нанесение на поверхность ферромагнетика, который концентрируется по краям трещины, обозначая ее расположение. Порошок наносят в виде суспензии в керосине, солярке, мыльной воде. Намагничивают деталь электромагнитным полем (постоянного или переменного тока) большой силы.
Ультразвуковой метод – используют для анализа дефектов в объёме. Контроль дефектов (трещин, раковин, шлаковых включений) осуществляют путём распространения в металле ультразвуковых колебаний и их отражения от дефектов (и соответственно, регистрации).
Люминесцентный метод – свечение неметаллических материалов и цветных металлов в ультрафиолетовых лучах.
В табл. 1 представлены виды дефектов на конкретных деталях автомобилей, которые можно устранить при проведении ремонта.
Классификация механизмов и деталей, подлежащих восстановлению в автомобильной отрасли
Корпуса коробок передач.
Картеры двигателей, поддоны картеров. Радиаторы, бензобаки.
Емкости для ГСМ и т. п.
Разъемы соединительных деталей (фланцы, плоскости прилегания).
Плоскости прилегания головки блоков цилиндров.
Посадочные пояски блоков и втулок двигателей. Посадочные места подшипников: генератора, стартера, ступиц колес, коробки передач.
Большая Энциклопедия Нефти и Газа
Скол металла возникает тогда, когда усилие, соответствующее течению металла по поверхности жесткой зоны, меньше усилия, затрачиваемого при течении металла по поверхности матрицы. Отметим, что при изотермическом прессовании с использованием стеклянных смазок ( fi 0 05) жесткая зона, начиная с вытяжки Я, 3 8, не образуется даже при применении плоской матрицы. [1]
Расчеты и эксперименты показывают, что угол скола металла незначительно зависит от размеров исходной заготовки, что объясняется низким коэффициентом трения в контейнере. [2]
При проведении вырубных и пробивных операций шатуны после скола металла испытывают растягивающие нагрузки. [4]
На юбке поршня третьего цилиндра обнаружено два участка скола металла . [5]
При этом верхняя и нижняя границы очага близки к сферическим поверхностям, образованным радиусами, проведенными из вершины конуса матрицы. Об этом свидетельствует расположение точек перегиба продольных линий координатной сетки. В случае образования скола металла ( рис. 92, г) очаг пластической деформации ограничен внутренней поверхностью жесткой зоны, образующейся в углах между контейнером и матрицей. [7]
Делать это надо осторожно, чтобы не повредить поверхностный слой металла. Удаление акмитового налета осуществляется шлифованием и полированием. На рис. 102 показана микротрещина коррозионного происхождения, выявленная на сколе металла промышленного сосуда , эксплуатировавшегося в течение нескольких десятилетий. [9]
Определение износа по изменению высоты зуба не учитывает полностью износа боковых граней зуба. В определенных условиях бурения зубья могут изнашиваться по высоте весьма незначительно, но иметь сильный износ по поперечному сечению ( износ с заточкой зуба) или неравномерный износ по длине зуба. Не только при абразивном, но и при усталостном изнашивании выкрашивание и сколы металла часто происходят на боковых гранях ( не уменьшая значительно высоты зуба) или неравномерно по длине - зуба. [10]
После очистки в специальной моечной машине подшипники дополнительно промывают в бензине с добавлением 4 - 6 % минерального масла или в керосине в двух ваннах. Промывку во второй ванне производят с применением жесткой волосяной щетки. Вымытые подшипники промывают сухим сжатым воздухом и осматривают. Подшипники заменяют при наличии следующих критических дефектов: сколы металла или трещины на кольцах, роликах и шариках; цвета побежалости и следы заклинивания на роликах или шариках и беговых дорожках как следствие перегрева подшипника; выбоины и вмятины на беговых дорожках как следствие ударной нагрузки или тугой посадки; выкрашивание или шелушение металла, мелкие раковины, большое количество черных точек на беговых дорожках, шариках и роликах как следствие контактно-усталостного изнашивания; раковины коррозионного характера; глубокие риски, забоины на беговых дорожках, на шариках и роликах как следствие попадания в подшипник абразивных частиц; надломы, сквозные трещины на сепараторах, обрыв и ослабление заклепок, выработка гнезд сепаратора до выпадения роликов; износ торцов наружного или внутреннего кольца на глубину более 0 3 мм у шарикоподшипников. [11]
После проверки накидные гайки навинчивают и затягивают окончательно, выдерживая предписанное усилие затяжки. Так, для трубок диаметром 8 - 10 мм момент затяжки должен быть 80 - 110 кГ / см. Как недостаточная, так и чрезмерная затяжка разъема ухудшает герметичность системы. При чрезмерной затяжке металл развальцованного конца трубки испытывает большие напряжения сжатия, выдавливается в зазоры, растрескивается и выкрашивается. В разъеме со сферическим ниппелем при чрезмерных усилиях затяжки образуются вмятины и местные сколы металла , поверхности сопряжения ниппелей теряют правильную геометрическую форму, в результате чего може г появиться течь после изменения усилия прижатия ниппелей или перестановки трубки в эксплуатации. [12]
Сколы на металле это
Методы испытаний и оценки макроструктуры
Steel. Methods of tests and estimation of macrostructure
Постановлением Государственного комитета стандартов Совета Министров СССР от 19 августа 1975 г. N 2176 дата введения установлена 01.01.78
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ИЗДАНИЕ (сентябрь 2004 г.) с Изменением N 1, утвержденным в августе 1982 г. (ИУС 11-82).
Настоящий стандарт распространяется на кованые и катаные углеродистые, легированные и высоколегированные стали и устанавливает методы испытаний и эталонные шкалы для оценки макроструктуры, а также классификацию дефектов макроструктуры и изломов прутков и заготовок диаметром или толщиной от 40 мм (наименьшая сторона) до 250 мм (наибольшая сторона) поперечного сечения.
По соглашению между поставщиком и потребителем установленные настоящим стандартом методики изготовления макротемплетов и образцов на излом допускается распространять на заготовки, поковки и изделия других сечений и размеров. Оценка макроструктуры в этих случаях может проводиться по эталонам настоящего стандарта, отраслевых стандартов или технических условий. По соглашению потребителя с изготовителем стандарт может быть распространен на сталь, получаемую методом непрерывной разливки.
Необходимость проведения контроля макроструктуры, количество и место отбора проб по длине раската слитка, размеры проб после перековки, а также нормы по допускаемым дефектам и перечень недопускаемых определяются стандартами на конкретные виды металлопродукции.
В стандарте учтены требования рекомендации СЭВ по стандартизации РС 3629-72*.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
В части метода контроля травлением стандарт полностью соответствует СТ СЭВ 2837-81.
(Измененная редакция, Изм.N 1).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Макроструктуру металла контролируют:
протравливанием специально подготовленных образцов в растворах кислот.
Метод основан на различии в травимости бездефектного металла и участков с наличием пор, ликвации, неоднородности структуры и других дефектов;
изломом специально подготовленных (в том числе дополнительно термически обработанных) образцов.
Метод основан на различном разрушении участков металла с пористостью, флокенами, перегревом, сколами и без них.
Контроль качества металла по излому проводят:
взамен контроля протравленных образцов, если это предусмотрено стандартами на металлопродукцию;
дополнительно к контролю протравленных образцов для проверки классификации макродефектов, а также в исследовательских целях.
1.2. Макроструктуру углеродистой (с содержанием углерода до 0,3%) конструкционной стали по излому не контролируют.
1.3. Оценку макротемплетов и изломов прводят осмотром невооруженным глазом. Для уточнения классификации дефектов допускается применять двух-, четырехкратное увеличение.
2. ОТБОР ПРОБ И ИЗГОТОВЛЕНИЕ ОБРАЗЦОВ
2.1. Макроструктуру металла контролируют по одному из следующих вариантов.
2.1.1. Прутки и заготовки размером до 140 мм в полном поперечном сечении.
2.1.2. Прутки и заготовки размером свыше 140 мм на перекованных или перекатанных пробах, если стандартами или техническими условиями не оговорена необходимость контроля в полном сечении - до 250 мм.
2.2. Количество проб и место отбора их по длине и сечению раската слитка (литой заготовки) указываются в стандартах и технических условиях на конкретные виды металлопродукции.
При отсутствии таких указаний пробы для контроля отбирают (на заводах-поставщиках металла) от заготовок, соответствующих наиболее загрязненным частям слитка.
Маркировка на пробах и вырезаемых из них образцах должна соответствовать маркировке контролируемых заготовок.
а) при разливке металла сверху контролировать заготовки от первого и последнего слитков по времени разливки; при разливке сифоном - заготовки от одного слитка первого и последнего сифона; при отсутствии клейма - заготовки любых слитков;
б) металл вакуумно-индукционной выплавки (ВИ) контролировать по одной пробе от подприбыльной части каждого слитка;
металл вакуумно-дугового (ВД), электронно-лучевого (ЭЛ), плазменно-дугового (ПДП) и электрошлакового (Ш) переплавов - на пробах от заготовок, соответствующих верхней и нижней частям одного или двух слитков от партии-плавки;
в) металл после двойных переплавов: вакуумно-индукционный + вакуумно-дуговой (ИД), электрошлаковый + вакуумно-дуговой (ШД) и других контролировать в соответствии с рекомендациями, указанными для последнего способа переплава.
2.3. При контроле плавок, разделенных по размерам на несколько партий, пробы отбирают от заготовок с максимальным сечением. Положительные результаты контроля могут быть распространены на все партии данной плавки меньшего размера, а также на заготовки, поперечные размеры которых превышают контролируемые не более чем на 20 мм.
2.4. Пробы для контроля на флокены отбирают от любых заготовок после окончания полного цикла режима охлаждения или термической обработки каждой партии-плавки. При одинаковых условиях охлаждения заготовок разных сечений пробы отрезают от партии заготовок максимального сечения в данной плавке. Вырезку проб и темплетов поперек волокна проводят пилами или автогеном на расстоянии не менее одного диаметра (стороны квадрата) от края заготовки.
В случаях, не допускающих автогенного реза (оговоренных стандартами или техническими условиями), отрезают пробу сразу же после прокатки или ковки, в горячем состоянии. Длина пробы должна быть не менее четырех диаметров (сторон квадрата). Охлаждение и термическую обработку пробы производят вместе с металлом контролируемой партии-плавки. Темплеты вырезают из середины этой пробы.
Контроль металла на флокены допускается проводить:
по продольным темплетам или продольным изломам. В последнем случае поперечные темплеты следует надрезать, закаливать в воде и разламывать;
методом ультразвуковой дефектоскопии.
2.5. Вырезку образцов для контроля макроструктуры производят при соблюдении требований и рекомендаций, указанных ниже.
2.5.1. Темплеты должны быть вырезаны с таким расчетом, чтобы контролируемое сечение находилось на расстоянии, исключающем влияние условий резки: нагрев от резки, смятие от пресса, пилы и т. д.
2.5.2. При испытании металла на перекованных пробах от контролируемой заготовки отрезают кусок длиной не менее одного диаметра (или стороны квадрата) и перековывают на размер 90-140 мм, если стандартами не оговорены другие размеры. Темплеты для контроля следует вырезать из средней части длины кованой пробы.
2.5.3. Темплеты вырезают перпендикулярно к направлению прокатки или ковки через все сечение заготовки, а при контроле макроструктуры и флокенов на продольных образцах - параллельно направлению прокатки, ковки. В последнем случае плоскость будущего шлифа должна совпадать или быть близкой к осевой плоскости контролируемой заготовки.
Длина продольных темплетов должна быть 100-150 мм.
2.5.4. Рекомендуемая высота поперечных темплетов должна быть 15-40 мм.
2.5.5. При необходимости образцы от заготовок большого сечения (более квадрата 200 мм и слябы) допускается разрезать на части при условии сохранения осевой зоны (черт.1). Травить и оценивать необходимо все части образца.
2.6. Поверхность темплетов перед травлением необходимо подвергать холодной механической обработке: торцеванию, строганию, шлифованию. После обработки поверхность должна быть ровной и гладкой, без поверхностного наклепа и прижога металла. При арбитражных испытаниях шероховатость поверхности обрабатываемых темплетов должна быть не более 20 мкм по ГОСТ 2789-73.
2.7. Шлифование темплетов производят при твердости металла не более НВ 388 (диаметр отпечатка - не менее 3,1 мм). При контроле стали с большой структурной неоднородностью, а также поставляемой с повышенной твердостью необходимо производить смягчающую термическую обработку проб или темплетов.
2.8. Контроль по излому проводят на образцах с поперечным или продольным направлением волокна. При замене контроля на протравленных образцах контролем по излому применяют образцы с поперечным направлением волокна; при контроле по излому, дополнительно к контролю макроструктуры, применяют образцы с продольным направлением волокна.
2.8.1. Для контроля по излому поперек волокна заготовки в состоянии поставки (или образцы от них) надрезают по одной из приведенных на черт.2 схем.
а - надрез по периметру
б - двусторонний надрез
в - односторонний надрез
Площадь излома должна составлять не менее площади сечения заготовки. Поломка образца или заготовки должна производиться с максимальной скоростью и большой сосредоточенной нагрузкой, исключающими смятие поверхности излома и образование ложных расщеплений.
2.8.2. Для контроля по излому вдоль волокна отрезают специальные образцы или используют темплеты после травления и контроля макроструктуры. Надрез темплетов для поломки производят по осевой линии или через дефектное место, но с обратной стороны по отношению к плоскости макрошлифа. Глубина и форма надреза должны гарантировать прямолинейный излом (без смятия) и достаточную высоту его: не менее 10 мм - для заготовок размером 80 мм и более и 5 мм - для размеров менее 80 мм. Для обнаружения очень мелких дефектов темплеты нагревают до температуры не ниже предусмотренной стандартами или техническими условиями для термической обработки образцов при испытании механических свойств или твердости и закаливают в воде.
3. ОБОРУДОВАНИЕ, РЕАКТИВЫ И РЕЖИМЫ ТРАВЛЕНИЯ ТЕМПЛЕТОВ
3.1. Для травления темплетов следует применять ванны, сосуды, изготовленные из материалов, не вступающих в реакцию с применяемыми травильными растворами.
3.2. Перед травлением темплеты необходимо очистить от грязи и, если требуется, обезжирить.
Образцы в травильных ваннах не должны соприкасаться контролируемыми плоскостями друг с другом и со стенками ванны. Количество травильного раствора должно обеспечивать небольшое снижение концентрации кислоты за время травления.
Количество раствора должно быть, см (ориентировочно):
100 - на 10 см площади темплета;
500 - на 100 см площади темплета;
2000 - на 1000 см площади темплета.
Образцы перед травлением рекомендуется подогревать до 60°С-80°С, т.е. до температуры раствора.
3.3. Рекомендуемые реактивы и режимы травления указаны в приложении 1. Допускается применять другие реактивы при условии получения идентичных результатов травления.
Применяемые реактивы должны быть чистыми, светлыми, без взвешенных частиц и пены.
Условия травления должны исключать возникновение ложных дефектов.
3.4. При использовании больших ванн допускается одновременно травить образцы от марок, близких по химическому составу.
Время травления должно быть более продолжительным (в пределах, рекомендованных в приложении 1):
Дефекты металлический изделий

Производство предметов из металла представляет собой сложный технологический цикл. Некоторые операции могут как исключаться из этой цепочки, так и проводиться повторно. В процессе обработки металл претерпевает изменения, на нем могут появляться изъяны. Далее вы узнаете, какие бывают дефекты металлических изделий, а также как их можно выявить.
Типы дефектов металлических изделий
Из-за дефектов ухудшаются физико-механические свойства металлов, такие как электропроводность, магнитная проницаемость, прочность, плотность, пластичность. Принято выделять изъяны тонкой структуры или атомарного масштаба, а именно дислокации, вакансии, пр., и более грубые. К последним относятся субмикроскопические трещины, появляющиеся на границах блоков кристалла и на его поверхности.
Еще более грубыми считаются микро- и макроскопические дефекты металлических изделий, предполагающие нарушение сплошности или однородности. Они появляются по двум причинам: из-за несовершенства используемой технологии и низкой технологичности многокомпонентных сплавов. Дело в том, что при работе с подобными сплавами необходимо особенно точно соблюдать режимы, установленные для всех этапов изготовления и обработки.

С точки зрения прикладного, технического понимания, дефектами называют отклонения от установленной нормы, при которых ухудшаются рабочие характеристики металла или металлического изделия, происходит снижение сортности или отбраковка продукции. Но нужно понимать, что не любой изъян металла распространяется на изделие. Если отклонения не влияют на работу металлической детали, они не воспринимаются в качестве недостатков.
Отклонения, признанные дефектами для изделий, эксплуатируемых в определенных условиях (допустим, при усталостном нагружении), могут не приниматься во внимание при других условиях работы (например, при статическом нагружении).
Литьевые дефекты металлических изделий
Сегодня в металлургии принято использовать несколько классификаций брака, получаемого при литье.
Дефекты делятся на типы по месту нахождения. Так, если брак выявлен внутри участка, его считают внутренним. Если же проблема проявилась при дальнейшей обработке, ее относят к внешнему браку.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
С точки зрения внешнего проявления, выделяют такие основные виды дефектов отливок, как пригар, при котором слой формовочных материалов, спекшихся с металлом, крепко присоединился к поверхности заготовки, и приливы, которые представляют собой отклонение размеров отливок от проекта в большую сторону.
Приливы делят на:
- Заливы, которые образуются вдоль стыка частей формы. Причина их появления кроется в несоблюдении размеров моделей и плохом соединении элементов опок.
- Подутость (распор) – возникает из-за давления расплава на рыхлую смесь.
- Нарост, который появляется, когда поток расплава размывает форму при заливке.
- Просечки (гребешки, заусенцы), образующиеся при затекании расплава в повреждения формы или стержня.

Нередко дефекты при литье проявляются в виде пороков поверхности. Сюда относятся:
- Засоры. Массы зерен земли или шлаков. Эта проблема появляется из-за ошибок, допущенных при проектировании форм, непродуманного расположения литников, несоблюдения технологии складирования и перевозки.
- Ужимины – образуются при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и расплав заполняет образовавшуюся пустоту.
- Спаи, или неслитины, возникают, когда происходит контакт между слоями охладившегося расплава. Поскольку не достигнута необходимая температура, потоки не могут правильно сплавиться.
- Плены – появляются, когда окисляются легирующие добавки.
- Морщинистость, или складчатость. Данный дефект выглядят как разнонаправленные складки на поверхности металлического изделия. Такой изъян связан со скоплением большого объема углерода в металле.
- Выпот – провоцирует взрывообразное выделение скоплений графита, поэтому он похож на множество лопнувших пузырьков.
- Корольки появляются и из-за разбрызгивания расплава при заливке. В этом случае шарик металла кристаллизуется отдельно от отливки, не соединяясь с ней.
- Коробление отливки возникает по причине внутренних напряжений, провоцируемых неравномерным остыванием.
Также среди распространенных пороков литья стоит назвать трещины. Подобные дефекты металлических изделий также делятся на виды:
- Горячие. Возникают, когда металл достигает температуры кристаллизации, обычно вызваны усадочным напряжением. Имеют неровные формы.
- Холодные. Появляются при более низких температурах, чем горячие, при этом отличаются ровным, прямым профилем.
- Межкристаллические. Образуются на металлических изделиях из легированных сталей в тех зонах, где имеются неметаллические включения.
Помимо прочего, нередко на предметах из металла появляются газовые дефекты:
- Ситовидная пористость, то есть большое количество мелких пузырьков в теле детали.
- Газовые раковины, которые представляют собой крупные каверны, возникшие после выхода и объединения мелких пузырьков.
Пластические дефекты металлических изделий
При отбраковке заготовок достаточно часто приходится сталкиваться с включениями инородных металлических или неметаллических тел, причем последние бывают различной величины, формы.
Надрыв представляет собой местные несквозные разрывы, находящиеся поперек или под углом к направлению обработки материла. Такие дефекты образуются из-за раскрытия внутренних несплошностей материала, а также несоблюдения норм, установленных для процесса обработки.
Сквозной разрыв отличается от предыдущего вида тем, что на металлическом изделии наблюдаются сквозные несплошности. Они образовываются при деформации плоской заготовки, имеющей неравномерную толщину, либо причиной появления сквозного разрыва могут стать вкатанные инородные тела.
Накол выглядит как несквозные единичные или групповые точечные углубления. Они появляются при использовании загрязненных смазочно-охлаждающих жидкостей, попадании на заготовку мелких металлических и инородных элементов. Еще одной причиной для образования накола могут стать выступы и налипшие частицы на валках.
Рекомендуем статьи по металлообработке
Вмятинами называют отдельные единичные углубления различных размеров, форм, имеющие пологие края. Вмятины появляются из-за повреждения металла в процессе производства, перевозки, хранения.
Забоина представляет собой углубление неправильной формы. Обычно такой дефект имеет острые края, поскольку появляется при ударе металлического изделия.

Отпечаток – периодически повторяющиеся углубления, выступы, расположенные по всему металлическому изделию или на некоторых его участках. Отпечатки появляются под действием неровностей на прокатных и правильных валках.
Задир выглядит как широкое продольное углубление с неровным дном и краями. Причина его появления состоит в резком трении заготовки о детали оборудования, при помощи которого осуществляется обработка.
Риска – это продольное узкое углубление, дно которого может быть закругленным либо плоским. Образуется при царапании заготовки металлического изделия выступами на поверхности оборудования.
Царапина представляет собой углубление неправильной формы, имеющее произвольное направление. Появляется из-за механических повреждений, например, во время складирования, перевозки металлических изделий.
Потертостью называют нарушение блеска на отдельно взятом участке металлического изделия, а также скопление мелких разнонаправленных царапин. Такие дефекты появляются из-за трения металлических изделий между собой.
Налип появляется в результате прилипания к металлическому изделию частиц или слоя металла с инструмента.
Закат образуется за счет вдавливания в изделие частиц обрабатываемого металла, заусенцев, выступов и других дефектов, появившихся в процессе обработки.
Пережог проявляется в виде темных, оплавленных или окисленных пятен на металлическом изделии, которые образуются, если была превышена температура, время нагрева материала.
Расслоение выглядит как отделение слоя материала на торцах, кромках металлического изделия, заготовки. Причина для расслоения одна – изначально внутри металла были дефекты, такие как рыхлости, включения, внутренние разрывы, пережог.
Плена представляет собой расслоение, обычно имеет форму языка, идущего по направлению обработки и одним краем соединенного с основным металлом. Подобное расслоение появляется, если в металле изначально были надрывы, трещины, пузыри, либо при нагреве материала был допущен его пережог, оплавление.
Чешуйчатость представляет собой пластическую деформацию, вызванную пережогом или недостаточной пластичностью металла периферийной зоны. В соответствии с названием, такие разрывы на металлическом изделии больше всего похожи на чешую или сетку.

Рябизна выглядит как скопление углублений, появившихся на металлическом изделии во время проката или плавки.
Смятой поверхностью называют тип деформации, при котором на металлическом изделии появляются складки, изгибы, волны, при этом не вызывающие разрыва металла.
Излом представляет собой полосу поперек направления прокатки или под углом к нему. Изломы появляются из-за резкого перегиба в процессе сматывания, разматывания рулонов, либо при перекладке тонких листов.
Недотрав выглядит как пятна, полосы, появившиеся на металлическом изделии из-за неравномерного травления.
Перетрав – это местное или общее разъедание поверхности изделия, которое проявляется как точечные либо контурные углубления. Образуется, так же как и недотрав, при несоблюдении режима травления.
Пятна загрязнения могут иметь форму полос, натеков, разводов. Их оставляют на поверхности металлического изделия технологическая эмульсия, загрязненное масло, мазут.
Коррозионные пятна могут быть светлыми или темными, обычно имеют шероховатую текстуру, так как появляются под действием коррозии.
Цвета побежалости проявляются в виде окисленных участков, то есть пятен и полос различной окраски и формы. Такие пятна отличаются гладкой поверхностью, так как проявляются при нарушении норм термической обработки и травления.
Кольцеватость характерна только для круглых металлических заготовок – на их поверхности появляются повторяющиеся кольцеобразные выступы, углубления. Виной тому пластическая деформация, плавка.
Следы плавки несколько похожи на кольцеватость, они выглядят как повторяющиеся светлые и темные полосы. Однако в данном случае полосы идут по заготовке в любом направлении: могут быть продольными, поперечными либо спиралеобразными. Образуются при плавке.
Омеднение проявляется как покраснение некоторых участков поверхности металлического изделия. Такие пятна образуются после контактного выделения меди, что связано с нарушением режимов термической обработки и травления.
Серповидность полос и лент – это отклонение формы металлического изделия от поверочной линейки. Такой дефект измеряют в миллиметрах на метр длины полуфабриката.
Овальностью называют отклонение поперечного сечения изделия от формы круга. Если с – максимальный, d – минимальный и т – средний диаметр сечения, то по формуле c - d/m × 100 можно рассчитать отклонение от идеальной формы в процентах.
Разностенность – несовпадение толщины стенки по длине трубы с номинальной толщиной либо разница в толщине заготовки по ее площади.
Разнотолщинность – отклонение толщины плоского изделия по длине и ширине от установленных параметров либо разница толщины стенки вдоль длины металлической трубы.
Фестонистость представляет собой появление выступов по краю металлического изделия при глубокой штамповке листов и лент. Направление выступов соответствует направлению оси прокатки.
Способы обнаружения дефектов металлических изделий
Существует несколько уровней исследования, которые используются для разных глубин и размеров дефектов:
- Субмикроскопическое исследование.
- Микроанализ.
- Макроанализ.
Под дефектами кристаллического строения металлов принято понимать отклонения от структуры идеального, то есть бездефектного, кристалла.
Дефекты кристаллической структуры делят на типы в соответствии с их формой и размерами:
- Дислокации, то есть отсутствие полуплоскости кристаллической решетки.
- Вакансии или пустоты в узлах кристаллической решетки.
- Атомы внедрения, предполагающие присутствие в решетке дополнительных атомов между узлами.
- Атомы замещения, то есть атомы другого элемента, находящиеся в узлах кристаллической решетки обрабатываемого металла.
1. Субмикроскопическое исследование.
Цель его состоит в выявлении дефектов на границах кристаллов или зерен. Дело в том, что из-за неравномерности кристаллизации или недостаточного питания зародышей жидким раствором появляются тонкие прослойки между блоками кристаллов. Либо причина может скрываться в выделении на поверхности кристаллов твердой фазы нерастворимых соединений и элементов. Так, фосфор и целый ряд тугоплавких металлов не способны образовывать соединения с железом в сталях, поэтому они откладываются на границах зерен.
В число субмикроскопических дефектов входят сколы в стали 38Х2МЮА. Причина их появления проста: во время легирования стали алюминием по границам зерен выделяются локальные плоскости, которые и становятся слабым местом металла во время дальнейшей обработки.
2. Микроанализ.
При подобном исследовании для выявления дефектов используют микроскопы с увеличением более 100 крат. Именно микроанализ применяется чаще всего при поиске литейных дефектов. Этот метод позволяет определить балл зерна, наличие и количество включений неметаллической природы, меди, серы и фосфора, структуру металла.
От доли углерода и легирующих элементов, содержащихся в стали, зависит, какие твердые фазы выделятся при кристаллизации. Отметим, что данные стадии имеют различную прочность, твердость и пластичность. В стойких к коррозии марках стали при разных температурных режимах охлаждения формируются фазы аустенита, мартенсита или ледобурита.
Также к ключевым характеристикам, определяющим качество металла, относится балл зерна. Дело в том, что при снижении данного показателя повышается пластичность металла, но снижается его прочность. Однако легирование карбидообразователями или тугоплавкими материалами позволяет добиться упрочнения стали, сохраняя при этом ее изначальную пластичность.
Одним из главных направлений исследования микроанализа считается определение доли вредных примесей и неметаллических включений (в процентах). Чаще всего роль вредной примеси играют сера и фосфор, из-за которых сталь приобретает такие свойства, как красноломкость и хладноломкость.
Чтобы металл мог применяться для производства изделий, доля этих двух элементов должна укладываться в установленные нормы. Благодаря контролю неметаллических включений удается установить содержание в стали оксидов, сульфидов, нитридов и других соединений. Отметим, что такие примеси могут влиять на металл как положительным, так и отрицательным образом.
3. Макроанализ.
Данный способ изучения представляет собой визуальное выявление дефектов металлических изделий, иными словами, с его помощью поверхность рассматривается при увеличении до 30 крат. Такое исследование позволяет обнаружить крупные дефекты поверхности или глубинных слоев металла. Нужно понимать, что макроскопические изъяны могут образовываться на любом этапе производства металлического изделия – от выплавки и до хранения. Чаще всего после выявления подобных деформаций металл забраковывают или возвращают на доработку.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Изломы, полученные при однократных видах нагружения
По характеру разрушения различают следующие основные виды изломов: вязкие, хрупкие, квазихрупкие, вязко-хрупкие и смешанные.
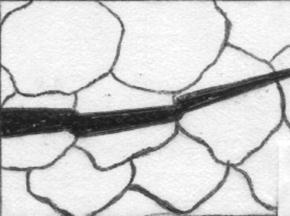
Вязкое разрушение. Вязкое разрушение всегда сопровождается большой пластической деформацией материала на стадии зарождения и распространения трещины. Поэтому вязкие изломы имеют большую шероховатость, темный матовый цвет и волокнистое строение (рис. 9.1). Вблизи поверхности изломов имеется утяжка (сужение или «шейка») вследствие протекания макроскопической пластической деформации образца или детали.
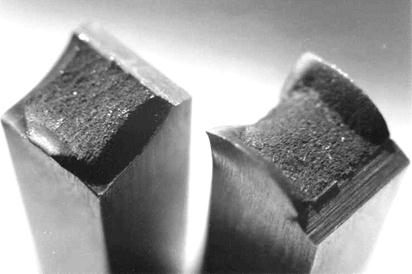 | Рисунок 9.1 – Общий вид вязких изломов |
Как правило, вязко разрушаются материалы с ГЦК решеткой, а также, в определенных условиях, материалы с ОЦК решеткой, например, мягкие стали при комнатной и повышенных температурах.
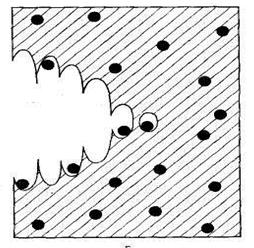
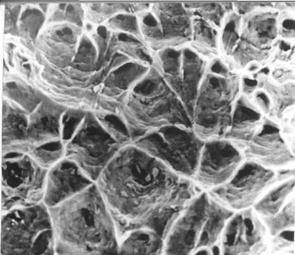
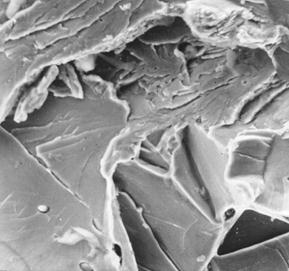
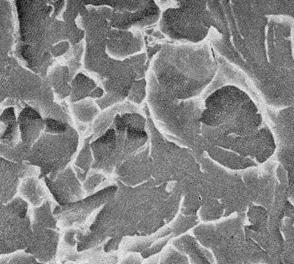
Вязкое разрушение начинается с образования пор, которые при дальнейшем увеличении нагрузки соединяются (рис. 9.2 а), образуя характерный ямочный микрорельеф, наблюдаемый на поверхности вязких изломов в электронном микроскопе (рис. 9.2 б).
Вязкое разрушение относится к энергоемкому разрушению, т. к. большая часть энергии затрачивается на пластическую деформацию материала. Поэтому вязкий излом свидетельствует о высоком уровне нагрузки, предшествующей разрушению, и о хорошем сопротивлении материала развитию трещины.
 |  |
| а) | б) |
| Рисунок 9.2 – Схема вязкого разрушения с образованием ямочного микрорельефа (а) и ямочный микрорельеф вязкого разрушения стали (б), х1000 |
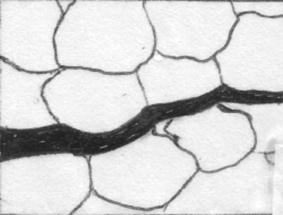
Хрупкое разрушение. Хрупкое разрушение относят к одному из самых опасных видов разрушения. Оно происходит при небольших нагрузках с очень высокой скоростью. Скорость хрупкой трещины составляет примерно 0,4 от скорости распространения звука в металле. Сопротивление макропластической деформации практически отсутствует. Поэтому хрупкие изломы имеют небольшую шероховатость, светлый цвет, кристаллическое строение с металлическим блеском (рис. 9.3). Утяжка вблизи поверхности изломов практически отсутствует (величина относительного сужения не превышает 1,5 %). При хрупком разрушении металл из-за потери пластичности плохо сопротивляется распространению трещины, поэтому ненадежен в эксплуатации.
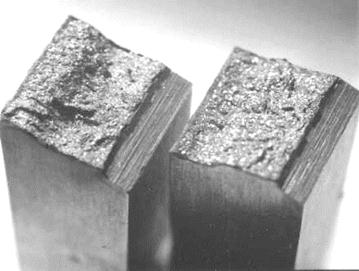 | Рисунок 9.3 – Общий вид хрупких изломов |
К основным причинам, вызывающим охрупчивание металлических материалов, следует отнести:
1. Низкие температуры эксплуатации (в основном для материалов с ОЦК и ГПУ решеткой, испытывающих хладноломкость).
2. Высокие скорости нагружения (удар, взрыв и т. д.).
3. Наличие в образце или детали концентраторов напряжения (острых надрезов, трещин и т, д.).
4. Большая толщина детали (масштабный фактор).
5. Структурное состояние материала (например, отпускная хрупкость, наличие примесей по границам зерен и т. д.).
Все перечисленные факторы, кроме некоторых случаев структурного состояния, создают жесткое напряженное состояние материала, затрудняющее пластическую деформацию и охрупчивающее материал.
Хрупкое разрушение подразделяют на транскристаллитное по механизму скола (трещина распространяется по телу зерна) (рис. 9.4 а), и интеркристаллитное (межзеренное) по границам зерен (рис. 9.4 б).
 |  |
| а) | б) |
 |  |
| в) | г) |
| Рисунок 9.4 – Схемы внутризеренного (транскристаллитного) (а) и межзеренного (интеркристаллитного) (б) хрупкого разрушения, а также соответствующие микрорельефы изломов стали 45 (в) и Н32Т3 (г). Увеличение: в, г – х1000 |
Транскристаллитный скол происходит путем отрыва; на поверхности излома при большом увеличении видны фасетки скола (рис. 9.4 в). Так чаще всего разрушаются материалы с ОЦК решеткой (например, стали). Межзеренное хрупкое разрушение наблюдается в тех случаях, когда границы зерен ослаблены, например, вследствие расположенных на них выделений или загрязнений. Так могут разрушаться материалы как с ОЦК, так и с ГЦК решеткой (рис. 9.4 г).
Квазихрупкое разрушение.Квазихрупкое (квазивязкое) разрушение по своему механизму близко к вязкому и содержит признаки предшествовавшей пластической деформации, хотя по своей энергоемкости является скорее хрупким, чем вязким, т. к. обладает низким сопротивлением разрушению. Такое разрушение называют квазисколом с образованием розеточного излома. Розеточный излом с плоскими или слегка изогнутыми поверхностями или фасетками образуется за счет слияния отдельных трещин (рис. 9.5 а). Каждая трещина распространяется концентрически. При этом округлый фронт трещин под действием пластической деформации расширяется и образуется пора в виде линзы. При слиянии трещин образуются острые гребни, называемые гребнями отрыва. Микрорельеф поверхности излома, образовавшейся в результате квазискола, показан на рисунке 9.5 б.
Участки квазискола часто смешиваются с ямками отрыва при вязком разрушении, что указывает на схожую природу этих видов разрушения.
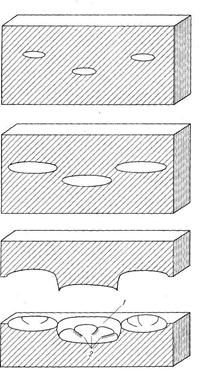 |  |
| Рисунок 9.5 – Схема образования (а) и характерный микрорельеф (б) квазискола. 1 – поверхность сдвига; 2 – отрывные гребни. б – х1500 |
Разрушение в интервале вязко-хрупкого перехода (вязко-хрупкое разрушение). При понижении температуры испытания многие материалы с ОЦК решеткой испытывают хладноломкость, т. е. переходят из пластичного состояния в хрупкое. Для большинства материалов такой переход наблюдается в некотором интервале температур, называемом интервалом вязко-хрупкого перехода. В этом интервале температур характеристики сопротивления материала развитию трещины (ударная вязкость КСU и процентное содержание вязкой составляющей в изломе В) изменяются S-образно (рис. 9.6).
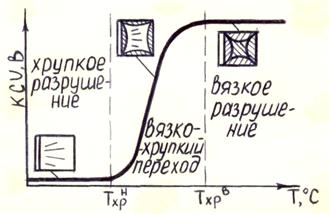 | Рисунок 9.6 – Схема вязко-хрупкого перехода |
Различают нижнюю (Т н хр) и верхнюю (Т в хр) критические температуры хрупкости (рис. 9.6). За Т н хр принимают температуру, при которой на поверхности изломов образуются первые участки вязкой составляющей; за Т в хр – температуру, при которой вся поверхность излома становится вязкой. Верхняя и нижняя критические температуры хрупкости играют большую роль при оценке работоспособности материала в интервале вязко-хрупкого перехода.
Изломы, полученные в интервале вязко-хрупкого перехода, называют вязко-хрупкими. Они содержат одновременно как хрупкую, так и вязкую составляющие. В зависимости от структуры испытуемого металла вязко-хрупкие изломы могут содержать сосредоточенные области вязкого и хрупкого разрушения (сосредоточенное разрушение) или рассредоточенные области (рассредоточенное разрушение) (рис. 9.7).
Следует заметить, что вязко-хрупкое разрушение не следует относить к особому виду разрушения. Оно представляет собой лишь переходное (промежуточное) состояние от вязкого к хрупкому.
| а) | 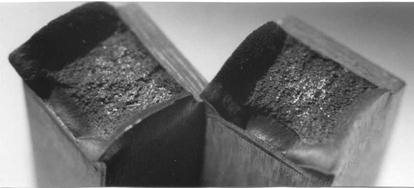 б) |
Рисунок 9.7 – Общий вид сосредоточенного (а) и рассредоточенного (б) вязко-хрупких изломов стальных образцов.
Смешанное разрушение имеет место при разрушении материалов с ГЦК-решеткой, например, аустенитных сталей и некоторых цветных сплавов в условиях плоской деформации (при низких температурах, высоких скоростях нагружения и т. д.), а также при разрушении некоторых закаленных инструментальных сталей. Полученные изломы имеют матовую или «бархатную» поверхность; они ровные, без губ среза или имеют небольшие губы среза (рис. 9.8 а) и небольшую шероховатость. Металлический блеск отсутствует.
При микрофрактографическом исследовании таких изломов можно обнаружить практически все виды микрорельефа: ямочный, квазискол, межзеренное вязкое разрушение и т. д. (рис. 9.8 б). Причем, имеет место различное сочетание вышеперечисленных микрорельефов, а сами вышеуказанные микрорельефы не всегда ярко выражены. Так, например, при смешанном разрушении участки ямочного микрорельефа могут состоять из неглубоких мелких ямок, свидетельствующих о невысокой локальной пластической деформации материала.
Читайте также: