Скорость гидроабразивной резки металла
Обновлено: 04.10.2024
Установки гидроабразивной резки (далее ГАР) начали использоваться не так давно и пока еще не нашли широкого применения. Сам принцип гидроабразивной резки был разработан в США более 30 лет назад двумя инженерами др. Д.Ольсеном и др. Д.Чангом. Именно др. Д.Ольсон впервые в мире изготовил в 1973 г. т.н. гидравлический мультипликатор – надежный насос, способный создать поток воды с напором более 4000 атм. и расходом до 4 л/мин.
Основой принципа гидроабразивной резки металлов и материалов является способ разделения металлов и материалов с помощью водяной струи высокого давления. Вода, сжатая до давления до 3800 атм. первым основным компонентом системы, т.н. плунжерным насосом высокого давления, проходит через водяное сопло, образующее струю диаметром около 0.25 мм, которая попадает в т.н. смесительную камеру. В смесительной камере струя вода «подсасывает» абразив – гранатовый песок с частицами размером около 0.4 мм и далее проходит через второе, твердосплавное сопло с внутренним диаметром до 1 мм. Из этого сопла струя воды с абразивом выходит со скоростью около 1200 м/сек и попадает на поверхность разрезаемого материала. После резки этого материала остаточная энергия струи гасится специальной водяной ловушкой. Второй составной частью установки является координатный стол, позволяющий перемещать режущую головку с высокой точностью в трех координатах.
1. Основные преимущества метода гидроабразивной резки
Основными преимуществами метода гидроабразивной резки являются:
· возможность резки криволинейных поверхностей с высокой точностью с использованием системы CAD-CAM;
· возможность резки самых разнообразных, в т.ч. и сверхтвердых, материалов (высокопрочные сплавы, стекло, керамика, углепластики и другие композитные материалы и т.п.) с высокой скоростью;
· возможность обработки сразу “под размер” достаточно больших деталей (до 2.5 метров и более, что исключает необходимость последующей мехобработки);
· возможность осуществления резки с самыми разными скоростями – от 1 мм/мин до 5000 мм/мин и более, в зависимости от типа и толщины разрезаемого материала;
· обеспечение достаточно высокого качества разрезаемой поверхности;
· возможность фасонной резки достаточно толстых материалов (сталь – до 400 мм, бетон, в т.ч. с арматурой – до 1000 мм);
· полная взрыво- и пожаробезопасность реза, что позволяет резать взрывчатые вещества, нефте- и газосодержащие емкости и трубопроводы и т.п.;
· низкая температура реза, что позволяет избежать недопустимого в отдельных случаях нагрева разрезаемого материала и материалов;
· возможность резки чистой водой (без абразива) разнообразных мягких материалов – полиуретан, поролон, пластмассы и т.п.;
· универсальность установки, позволяющая резать на одной установке самые разнообразные материалы;
· малое количество потребляемой при резке воды;
· возможность осуществления резки на расстоянии до 200 м от насоса;
· возможность резки самых разнообразных “сэндвичей”, которые иными способами не режутся в принципе;
· конструкционная (но не технологическая) простота установки, позволяющая ей работать по 24 часа в сутки в течение одного и более лет в сутки с малыми остановками на ремонт и сервис.
2. Сравнение метода гидроабразивной резки с другими методами обработки материала
По своему назначению УГАР более всего близки к вертикальным фрезерным станкам, поэтому обычно их работу сравнивают со следующими методами обработки металлов и материалов:
2.4 прессование (пробивные пресса);
2.5 электроискровая обработка.
Ниже приводится сравнение УГАР с этими методами обработки металлов с объяснением, почему и в чем гидроабразивный метод превосходит иные. С целью более объективной информации мы приводим также и сильные стороны каждого из этих сравниваемых методов.
Сильные стороны лазерной резки.
Очень высокие скорости резки тонких, не отражающих свет материалов, таких как тонкие металлические листы.
Высокая точность резки тонких материалов (±0.025 мм и выше).
Сильные стороны резки на УГАР в сравнении с лазером.
Возможность высокоточного (±0.08 to ±0.1 мм) изготовления деталей толщиной до 80 мм и резки гораздо более толстых материалов практически любого вида.
Холодный рез без оплавления материалов.
Полное отсутствие изменения свойств зоны вблизи резки, в отличие от лазера, который выжигает легирующие материалы при резке нержавеющих сталей, в результате чего такая сталь через определенное время в этой зоне ржавеет.
Отсутствия зоны термического влияния, что исключает необходимость последующей мехобработки деталей.
Полное отсутствие каких-либо вредных газов.
Необходимо отметить также, что современные мощные лазеры, которые способны резать даже стекло, в среднем в два и даже три раза дороже УГАР. Фактически единственное преимуществу их – это более быстрая резка тонких листов. Однако если эти листы сложить в стопку, то и это преимущество исчезает. Специально для резки тонких листов ОМАХ разработал программу, которая дает оптимальное количество листов в стопке, дающее наиболее высокие скорости резки одного листа. Тем самым единственное преимущество лазера исчезает.
2.2 Сравнение с точным фрезерованием. Сильные стороны обрабатывающих фрезерных центров .
Давно знакомая и изученная технология.
Возможность изготовления трехмерных деталей.
Высокая скорость обработки больших серий деталей.
Сильные стороны резки на УГАР в сравнении с фрезерованием.
Очень быстрое и простое перепрограммирование, не требующее наличия квалифицированного программиста.
Очень малые нагрузки на деталь при обработке, что облегчает обработку сложных деталей, особенно с тонкими стенками.
Наличие только одного режущего устройства, что делает ненужным закупку и поддержку в рабочем состоянии большого количества фрез.
Гораздо большие размеры обрабатываемых деталей при равных ценах на оборудование.
Практическое полное отсутствие заусенцев.
Минимальное количество стружки и полная ее экологическая безопасность (отсутствие масла и СОЖ).
2.3 Сравнение с плазменной резкой
Сильные стороны резки плазмой.
Относительно низкие капитальные затраты.
Быстрые скорости резки, в особенности для малых толщин.
Сильные стороны резки на УГАР в сравнении с плазмой.
Полное отсутствие плавления при резке, что исключает появление окалины, окисленного металла и т.п.
Отсутствие зон термического влияния, что исключает необходимость в последующей металлообработке.
Широкий диапазон разрезаемых материалов и их толщин.
Более высокая точность при резке криволинейных деталей.
Полное отсутствие создания вредных газов и соединений (из-за чего плазменные аппараты на Западе полностью переведены сейчас на работу под слоем воды).
2.4 Сравнение с пробивными прессами
Сильные стороны пробивных прессов.
· Давно знакомая и изученная технология.
· Высокая скорость обработки больших серий деталей.
Относительно низкие капитальные затраты (однако без учета стоимости изготовления новых пуансонов и матриц).
Сильные стороны резки на УГАР в сравнении с пробивными прессами.
Описание координатного стола
Установки гидроабразивной резки (далее УГАР) – рис.4.1, 4.2 состоят из двух основных частей – координатного стола и насоса сверхвысокого давления.
 |  |
Рисунок 4.1 – Установка УГАР Рисунок 4.2 – Установка УГАР
Консольные столы изготавливают с тремя размерами рабочих столов – 610 х 610 мм, 1430 х 660 мм х и 2540 х 1400 мм. Консольный тип стола имеет ряд преимуществ перед мостовым типом: такие столы поставляются в уже собранном готовом виде, не требуют монтажа, не боятся внешних вибраций, свободно могут переноситься с место на место и, главное, обладают жесткостью, обеспечивающей высокую точность резки. Мост стола закреплен жестко на станине, которая является одновременно ловушкой струи и поэтому содержит не менее от одной до трех тонн воды. Такой вес обеспечит массивность всей конструкции и придает ей особую жесткость.
На мосте стола, жестко прикрепленном к ловушке, располагается передвижное плечо установки, а на нем – режущая головка, способна перемещаться по оси Z. На плече укреплен небольшой контейнер с абразивом. На конце плеча расположена режущая головка (см. рис. 4.3).
 |
Рисунок 4.3 – Режущая головка
Описание насосов
Существуют насосы мультипликаторного и прямого типа. В насосах прямого действия, как и в гидравлических мультипликаторах, высокое давление создается в цилиндрах ВД путем перемещения в них поршней. Однако, в отличие от мультипликаторной схемы, возвратно-поступательное перемещение этих поршней осуществляется путем применения обычного кривошипно-шатунного механизма, в котором вал вращается от электродвигателя с редуктором.
Такой привод (иначе называется «прямого действия») обеспечивает ряд преимуществ перед мультипликаторной схемой, основными из которых являются:
· В насосах ВД вода, двигаемая поршнем ВД, сжимается до 15 % от своего объема. Поскольку в конечной точке движения поршня не весь объем воды выходит из цилиндра через соответствующий клапан, оставшаяся в цилиндре ВД вода при отходе поршня разжимается, увеличиваясь в объеме и, соответственно, высвобождает накопленную в ней кинетическую энергию. В мультипликаторных насосах эта энергия переходит в тепло, передаваемое маслу гидросистемы насоса, что, в свою очередь, приводит к необходимости охлаждения этого масла и, соответственно, уменьшению КПД установки. В насосах с прямым приводом эта кинетическая энергия переходит в энергию вращения маховика. Поэтому эти насосы не требуют охлаждения, их КПД много выше, а приведенная мощность таких насосов значительно меньше, чем у насосов мультипликаторного типа.
· В насосах прямого действия отсутствует сложная гидравлическая система, что делает их более простыми и менее дорогими.
· В мультипликаторных насосах поршень перемещается с частотой около одного хода в секунду, что вызывает необходимость применения в них аккумулятора – сосуда, в котором происходит выравнивание давления, т.к. в каждом из двух цилиндров ВД давление падает от максимального до нуля. Но даже при наличии аккумулятора давление на входе колеблется в пределах 10 % от номинала, т.е. приблизительно на 400 атм., что вызывает неравномерность в работе насоса. В то же время поршни насоса прямого действия двигаются с частотой 30 раз в секунду, что исключает необходимость в аккумуляторе и дает практически равномерное давление воды в системе. Это также улучшает качество резки и снижает стоимость установки.
· Насосы прямого действия, в отличие от мультипликаторных насосов, могут плавно менять свое давление от максимума до нуля, что расширяет возможности их применения.
· Насосы прямого действия более просты в обслуживании и не требуют работы квалифицированных гидравликов.
Таблица 4.1 – Основные данные насосов
Все насосы имеют следующие устройства:
консольный пульт управления с дополнительным источником питания, дисплеем и аварийным выключателем;
автоматический запорный клапан для случая отключения питания;
Насос требует минимального давления воды на входе. При пуске насоса не наблюдается пик тока. Имеется встроенная система водяного охлаждения уплотнений насоса. Насос имеет низкий уровень шума и вибрации. Все компоненты насоса легко доступны для обслуживания и ремонта.
Одной из программ является программа Intelli-Nest, встроенная непосредственно в контроллер. Она обеспечивает автоматический выбор оптимального размещения вырезаемых деталей на поверхности заготовки, имея в виду как экономию материала, так и уменьшение «холостого хода» режущей головки.
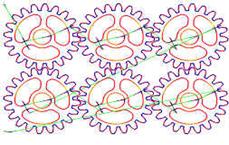
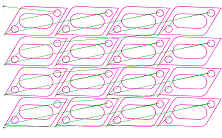
Рисунок 4.4 – Пример размещения заготовок на листе при помощи программы Intelli-Nest
Программа Intelli-Pierce обеспечивает наиболее быстрое пробивание (прошивание) отверстий в металле для начала резки внутренних контуров, включая и определение оптимального места этого прошива. При этом используется т.н. динамическое прошивание, при котором интенсивность струи колеблется с определенной частотой, что ускоряет процесс пробивания отверстия и тем самым снижает общее время резки, особенно при резке многочисленных одинаковых деталей. Само общее время прошивки указывается в отчете о работе отдельным показателем.
Программа Intelli-Taper обеспечивает нахождение оптимальной скорости резки на каждом участке. При этом контроллер автоматически анализирует положение приблизительно 80 точек на каждый миллиметр длины реза.
Система подачи абразива
На установке стоит небольшой контейнер с абразивом, который необходимо пополнять в среднем раз в час. Однако для непрерывной работы можно приобрести автоматическую систему подачи абразива на 230 кг, которую необходимо пополнять приблизительно один раз в день. Устройство может располагаться на расстоянии до 6 метров от стола.
Факторы, влияющие на качество гидроабразивной резки


Угол пропила - это разница между шириной реза в верхней и нижней части детали. По повышении скорости резки отношение ширины пропила в верхней части к ширине пропила в нижней части заметно увеличивается. На рисунке выше резка велась на скоростях 660 мм/мин, 335 мм/мин, 246 мм/мин (слева направо). Все другие параметры были постоянны (давление 4134 бар, расстояние между режущей головкой и материалом 1,5 мм, расход абразива 600 гр/мин). В верхней части ширина реза одинакова и равна 1,12 мм. Разница между шириной пропила в верхней и нижней частях 0,43 мм, 0,33 мм, 0,28 мм (слева направо). Приведенный эксперимент свидетельствует о том, что при снижении скорости уменьшается и конусность пропила.
На рисунке слева показан еще один разрез, выполненный на очень низкой скорости 25,4 мм/мин. Видно, что пропил расширяется к низу, внизу его ширина на 0,36 мм больше, чем в верху.
Перемещение гидроабразивной струи и качество резки
Увеличение скорости резки приводит к увеличению глубины следа гидроабразивной струи на кромке реза. На рисунке ниже приведены фотографии кромки реза в зависимости от скорости реза. Современные контроллеры позволяют пользователю настраивать качество резки в зависимости от требований. Высокоточные отверстия с гладкой кромкой могут быть вырезаны на небольших скоростях. Высокие скорости используются там, где качество кромке не так важно.

Рис 3 - Увеличение следа от гидроабразивной струи при увеличении скорости
Эффект при изменении расстояния между материалом и режущей головкой

Рис. 4 - 3/4" алюминий при резке с различным расстоянием до режущей головки, скорость одинаковая
Чтобы обеспечить наилучшее качество резки, расстояние между режущей головкой и обрабатываемой деталью должно быть одинаковым. Считается, что 1-1,5 мм - оптимальная дистанция до материала. Когда расстояние превышает 1,5 мм, появляется заметная конусность и увеличивается угол пропила. Происходит это из-за того, что струя воды проходя через воздух теряет когерентность. Если расстояние между материалом и головкой увеличится на 1,4, то скорость резки должна быть снижена на 20%, чтобы добиться приемлемых результатов качества кромки. Устройство автоматического регулирования дистанции - самый надежный и точный способ соблюдения оптимального расстояния. На рис. 7 показано, что если дистанция будет слишком большой, то струя не будет иметь достаточно энергии, чтобы разделить материал.

Рис. 5 - Увеличение высоты до точки, когда мощности струи не будет хватать для резки
Влияние скорости на внутренних углах
Гидроабразивная резка имеет свои особенности, связанные с тем, что в качестве режущего инструмента используется нежесткая струя. Так, при резке внутренних углов на нижней части детали возможно возникновение дефектов. Их появление объясняется тем, что в случае резки на больших скоростях при достижении струей угла и изменении ее направления струя внизу детали несколько опережает струю в верхней части. Исключить такие деформации можно путем уменьшения скорости резки при приближении к углу с последующим постепенным ускорением. Современные системы гидроабразивной резки позволяют производить подобные операции в автоматическом режиме.

Рис. 6 – Слишком большая скорость резки в углу

Типы ввода и вывода
Пробой материала и дальнейшая резка по требуемой траектории – стандартные операции гидроабразивной резки. В конце резки при останове струи могут оставаться некоторые следы на нижней поверхности детали.
Различные способы ввода и вывода могут быть опробованы на различных материалах и толщинах. На рис. 8 изображены несколько примеров типов ввода/вывода.
- 1 тип (прямая линия ввода т с очень короткой прямой линией вывода) для любых острых углов.
- 2 тип (ввод по дуге с короткой дугой вывода) хорошо подходит для тонких и мягких материалов.
- 3 тип (прямая линия ввода без вывода) дает хорошие результаты для твердых материалов большой толщины.
- 4 тип (прямая линия ввода с короткой дугой вывода). Программное обеспечение CAM должно быть достаточно гибким, чтобы комбинировать различные типы ввода и вывода по желанию пользователя.

Рис. 8 – Различные типы ввода/вывода
Уменьшение видимых ошибок ввода/вывода
В конце резки небольшие следы могут появиться на нижней части детали в области ввода/вывода. Происходит это из-за эффекта отставания струи в нижней части, о котором говорилось выше. Современные системы управления позволяют уменьшать скорость в конце разреза, что исключает появление следов от струи на нижней поверхности детали в точке вывода.
Рис. 9 демонстрирует пример глубокого следа на детали из-за слишком большой скорости в конце резки и пример отсутствия следов при оптимальной скорости.

Рис. 9 – Слева детали с дефектами, справа – деталь с минимальным следом от струи.
Точность гидроабразивной резки
Фокусирующие трубки изготавливают из твердых материалов. Тем не менее, они подвержены износу, что необходимо учитывать при расчете себестоимости резки. Отверстие фокусирующей трубки в среднем увеличивается на 0,02 мм каждый час. Таким образом, срок службы фокусирующей трубки составляет около 120 ч.

Рис. 10 – Новая и несимметрично изношенная фокусирующая трубка
Если износ фокусирующей трубки не симметричный, гидроабразивная струя уже не будет круглой. Это приведет к смещению струи в одном направлении, а, значит, к менее точной резке.
Таким образом, срок службы фокусирующей трубки определяется требованиями по точности. Как правило, те трубки, которые еще можно использовать, откладывают для других работ, не требующих высокой точности.
Современное ПО позволяет отслеживать срок службы расходных материалов, интерфейс такого ПО приведен на рисунке ниже.
Скорость гидроабразивной резки металла
Влияние количества абразива на скорость резки.
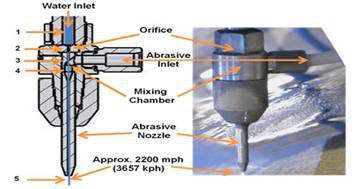
На чертеже показан разрез смесительной камеры
Абразив всасывается в поток воды по причине разряжения, которое создает поток, проходя через смесительную камеру. (Принцип Вентури). Было бы ошибочно считать, что песок подается в смесительную камеру под давлением.
Скорость потока почти в три раза превышает скорость звука. Соответственно и абразивные частицы разгоняются потоком до этих скоростей. Эта скорость придает импульс абразивным частицам, так что они могут разрушать (резать) материал.
По мере увеличения доли абразива в потоке происходит увеличение кинетической энергии потока.
По мере увеличения количества абразива в потоке воды, наступает точка насыщения и скорость резки начинает снижаться. Происходит ускоренный износ фокусирующей трубки.
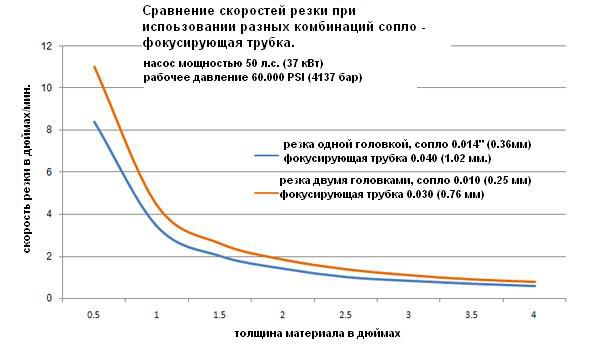
На графике показаны зависимость изменения скорости реза от количества абразива для двух стандартных комбинаций: 1 - сопло диаметром 0.010 дюйма (0.25 мм) и фокусирующая трубка внутренним диаметром 0.030 (0.76 мм) - оранжевая линия, 2 - сопло диаметром 0.014 дюйма (0.36 мм) и фокусирующая трубка внутренним диаметром 0.040 (1.02 мм) - синяя линия.
Из анализа графика видно, что при отсутствии абразива в потоке скорость реза равна «0».
По мере увеличения количества абразива возрастает и скорость резки. Данное утверждение верно для обеих комбинаций. Но при этом скорость резки при использовании комбинации - сопло диаметром 0.014 дюйма (0.36 мм) и фокусирующая трубка внутренним диаметром 0.040 (1.02 мм) больше в 1.5 раза по сравнению с комбинацией - сопло диаметром 0.010 дюйма (0.25 мм) и фокусирующая трубка внутренним диаметром 0.030 (0.76 мм)
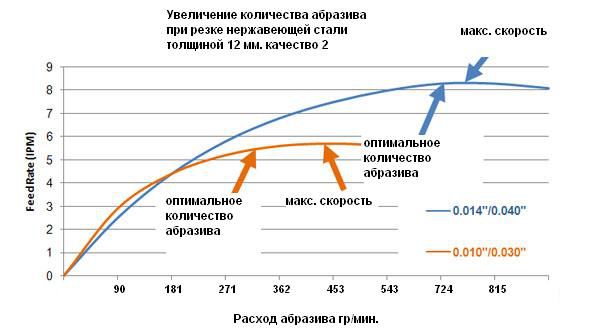
Оптимальная кривая может быть более пологой. "Закон убывающей доходности" становится очевидным. Поскольку для достижения максимальная скорости требуется увеличения количества абразива, что увеличивает расходы на резку. В случае оранжевой линии, увеличивая расход абразива 317 гр/мин до 453 гр/мин, мы увеличиваем скорость всего на 0.2 дюйма в минуту (5 мм/мин). Таким образом, увеличивая скорость резки на 3,6% мы увеличиваем затраты на абразив на 4.7 % при длине реза 25 мм материала (нержавеющая сталь толщиной 12 мм.).
Зависимость скорости резки от комбинаций размеров сопел и фокусирующих трубок.
Мы можем видеть на Графике № 3, что комбинация сопла и фокусирующей трубки с большими диаметрами позволяет резать быстрее. Потому, что вся энергия насоса используется для резки. Комбинация из сопла и фокусирующей трубки с меньшими диаметрами режут медленнее потому, что меньше энергии насоса используется для резки.
Но при этом следует четко понимать, что комбинации сопел и фокусирующих большего диаметра ведут к увеличению затрат, при увеличении производительности. Поэтому, необходим поиск разумного компромисса, основанном на специфике производства (обрабатываемых материалах, количестве однотипных деталей, сроков производства и др.)
Комбинации сопел и фокусирующих трубок с меньшими диаметрами также эффективны при резке. При меньшей площади потока возрастает величина удельной кинетической энергии.

На картинке выше видно, что площади отличаются потоков отличаются на 78%, результатом вышесказанного, является вывод о том, что резка двумя режущими головками с комбинацией - сопло 0.010 дюймов (0.25 мм), фокусирующая трубка внутренним диаметром 0.030 дюймов (0.76 мм.) является более экономически выгодным, чем резка одной головой с комбинацией - сопло 0.014 дюймов, фокусирующая трубка внутренним диаметром 0.040 дюймов (1.02 мм.).
ВАЖНО: Это относится к толщинам материалов свыше 25 мм.
Износ фокусирующей трубки.
По мере работы фокусирующая трубка изнашивается. Износ зависит от количества добавленного абразива. При большем количестве абразива износ наступает быстрее. В среднем диаметр фокусирующей трубки увеличивается на 0.003 мм за час работы. Из-за увеличения площади потока происходит уменьшение удельной кинетической энергии. Таким образом при износе фокусирующей трубки, для сохранения качества реза необходимо снижать скорость резки.
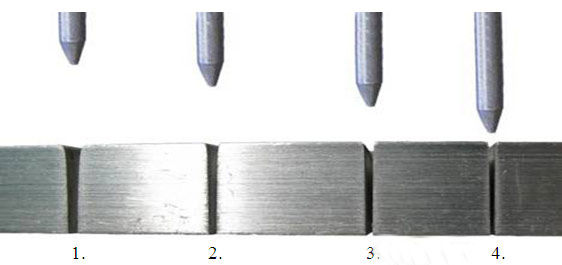
Влияние скорости на конусность.
На фото представлены образцы реза алюминия толщиной 20 мм. с различными скоростями. При постоянных условиях: рабочее давление насоса 60.000 PSI. (4137 бар), расход абразива 600 гр/мин., зазор между срезом фокусирующей трубки и поверхностью материала - 1.5 мм.
Рез № 1.(660 мм/мин.) Рез № 2.(355 мм/мин.) Рез № 3.(246 мм/мин.)
Скорость резки - 660 мм/мин. (высокая скорость)
Ширина реза на поверхности материала - 1.12 мм
Ширина реза на нижней поверхности материала - 0.69 мм.
Конусность (разница ширины реза на верхней и нижней поверхности) - 0.43 мм
Скорость резки - 355 мм/мин. (средняя скорость)
Ширина реза на поверхности материала - 1.12 мм.
Ширина реза на нижней поверхности материала - 0.79 мм.
Конусность (разница ширины реза на верхней и нижней поверхности) - 0.33 мм.
Скорость резки - 246 мм/мин. (минимальная скорость)
Ширина реза на нижней поверхности материала - 0.84 мм.
Конусность (разница ширины реза на верхней и нижней поверхности) - 0.28 мм.
Из этого можно сделать вывод, что уменьшение скорости приводит к уменьшению конусности.
В настоящее время некоторые фирмы - изготовители установок гидроабразивной резки начали производить станки, которые могут решить проблему устранения конусности и добиться практически вертикального реза.
К примеру, в компании «WATERJET CORP.» (Италия) запатентовали динамическую систему компенсации конусности. Фактически это еще одна цифровая ось, с управлением от системы ЧПУ. Фирменное название«ITC» - Intelligent Taper Control.
Подобные системы производят такие мировые лидеры как «OMAX» и «FLOW».
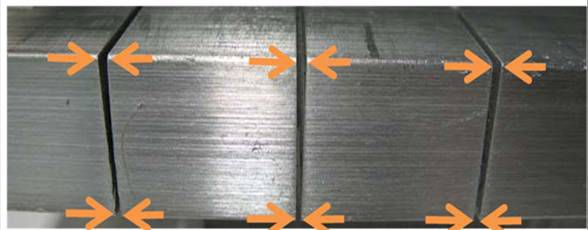
Влияние зазора между срезом фокусирующей трубки и поверхностью материала на качество реза.
На фото представлены образцы реза алюминия толщиной 20 мм. с одинаковой скоростью. При постоянных условиях: рабочее давление насоса 60.000 PSI. (4137 бар), расход абразива 600 гр./мин., зазор между срезом фокусирующей трубки и поверхностью материала - изменялся.
Для достижения наилучших результатов качества реза оптимальное расстояние между срезом фокусирующей трубки и поверхностью материала должен быть постоянным и равен 1.5 - 2 мм. При увеличении зазора происходит скругление верхней кромки реза. Это происходит потому, что гидроабразивный поток обладает определенной расходимостью. Увеличение зазора также приводит к увеличению угла при врезке. Если расстояние между срезом фокусирующей трубки и поверхностью материала увеличивается до 7 - 8 мм., то скорость резки должна быть уменьшена примерно на 20% для достижения аналогичного качества реза.
На фото видно, что, если зазор при врезке больше, чем 1.5 - 2 мм, то сначала образуется воронка по краям точки врезки, а по мере увеличения зазора материал не прорезается.

Поэтому при покупке установки гидроабразивной резки надо обращать внимание на наличие в комплекте поставки сенсора высоты. Данное устройство позволяет поддерживать постоянный зазор между срезом фокусирующей трубки и поверхностью материала. Что приводит к уменьшению затрат, увеличению производительности и улучшению качества деталей.
Гидроабразивная резка: плюсы и минусы технологии

Гидроабразивная резка – пожалуй, самая перспективная технология раскроя материалов. В этой статье вы познакомитесь с историей станков, функционалом современных моделей, а также узнаете, почему российские компании выбирают гидрорез, а не лазерные установки.
История появления гидроабразивной технологии
Прототипы современных водоструйных машин появились в начале 19 века. Шахтеры из Советского Союза и Новой Зеландии использовали воду под давлением для вымывания рыхлой угольной породы. Чуть позднее такую же концепцию стали применять золотодобытчики в США во время золотой лихорадки. Водяным потоком они вычленяли драгоценный металл и направляли его вниз по специальным каналам. И хотя сегодня гидравлическая добыча полезных ископаемых не является основной функцией гидроабразивных установок, она знаменует собой начало серии изобретений, которые привели к тому, что теперь вода является эффективным режущим средством.
В 30-ых годах прошлого столетия гидроабразивная резка стала применяться для раскроя бумаги. Процесс осуществлялся чистой водой. А в 1935 году американец Элмо Смит разработал инновационную идею добавлять в водяную струю абразив, что в свою очередь повысило качество реза и позволило работать с твердыми материалами.

Первый гидроабразивный станок американской компании KMT
Конструкция гидроабразивного станка и принцип его работы
Современные станки для гидроабразивной резки состоят из 5 основных узлов: насосной станции, координатного стола, режущей головки, системы подачи абразива и стойки оператора. Конструкция станков у разных производителей может незначительно отличаться и обрастать дополнительным оборудованием, однако в целом «скелет» установки выглядит именно так.

Насос – это «сердце» системы. Он отвечает за нагнетание давления воды. По степени мощности насосные станции гидроабразивных станков подразделяются на две подгруппы: на 4000 bar и 6000 bar. В последние годы производители стали выпускать насосы и большей мощности, однако они целесообразны на сверхсложных работах и не востребованы в условиях большинства металло- или камнеобрабатывающих предприятий.
Насосные станции также подразделяются на две группы и по конструктиву. Они бывают мультипликаторного типа и прямого действия. Первый вид создает возвратно-поступательные движения плунжеров подачи воды путём давления масла на центральный (гидравлический) поршень. Двадцатикратная разница площадей гидравлического поршня и торца плунжера обеспечивает повышение давления в 20 раз. То есть, при подаче масла под давлением 200 атмосфер мы получаем давление воды в 4000 атмосфер (бар).
Насосные станции прямого действия представляют собой три поршня для нагнетания воды, движение которых осуществляется через коленчатый вал.
Далее по трубкам высокого давления вода направляется в режущую головку. Одним из ее элементов является смесительная камера. В ней происходит перемешивание жидкости с абразивным материалом. Полученная смесь поступает в фокусирующую трубку и со скоростью ≈1000 метров в секунду врезается в заготовку, которая лежит на координатном столе. Миллионы частиц абразива выступают в качестве переносчиков энергии и, ударяясь об изделие, отрывают от него микроскопические куски.
С добавлением абразива режущая способность воды возрастает в сотни раз, и она способна раскраивать почти любой материал. Наиболее оптимальным абразивом является гранатовый песок фракции 80 mesh. Предпочтение отдается аллювиальному (океаническому) месторождению. Такой песок обладает высокой твёрдостью, средним размером песчинок (0,25÷0,45 мм) и не забивает фокусирующую трубку.
Преимущества гидроабразивной резки перед лазерным станком
Гидроабразивная резка имеет ряд неоспоримых преимуществ перед лазерными или ленточнопильными станками.
В первую очередь – это возможность резать любые материалы. Лазер или пила существенно ограничивают направления деятельности предприятия, а гидроабразивный станок легко раскраивает металл (включая титан), камень, резину, стекло, кожу, бумагу. При этом практически нет ограничений и по толщине изделия. Гидроабразивная установка способна раскраивать каменную или металлическую заготовку в десятки сантиметров. Вопрос лишь во времени, которое потребуется струе воды, чтобы «пробить» сверхбольшие толщины.
Второй важнейший аспект гидроабразивной технологии – это отсутствие высоких температур. При обработке металла на лазерном или ленточнопильном станке кромка реза подвергается нагреву, в результате чего образуется наплавка. Для ее удаления необходимо произвести дополнительные операции, например, шлифовку. Это увеличивает и стоимость, и время изготовления детали. Водяная струя выступает в качестве режущего и одновременно охлаждающего инструмента. Поэтому из под гидроабразивного станка выходит практически готовое изделие.
Третьим по списку, но не по степени важности идет экономический аспект. Поскольку струя воды, выходящая из фокусирующей трубки, может иметь толщину человеческого волоса, у предприятия сокращаются затраты на лом. В процессе гидроабразивной резки минимизируется количество металлической стружки, а сами заготовки можно вырезать максимально близко друг к другу. Это позволяет экономить на материале.
Помимо многофункциональности и экономической целесообразности гидроабразив является экологически чистой технологией. Станки данного типа не выделяют в атмосферу вредных газов, поэтому они абсолютно безопасны для человека, животных, растений и окружающей среды.
Основные минусы гидроабразивной резки
К ключевым недостаткам технологии гидроабразивной резки относятся три основных пункта.
- Конусность. При прохождении через толщу материала водяная струя ослабевает, в результате чего на выходе ширина отверстия становится меньше, чем на входе. Этот недостаток традиционно решается снижением скорости реза.
- Ресурс трубок. В зависимости от давления и количества абразива срок службы сопла не превышает сотни часов непрерывной резки. К счастью, сопла выпускаются массово, и стоимость их не превышает нескольких тысяч рублей за единицу.
- Скорость реза тонколистной стали. Гидроабразивная резка уступает по этому параметру лазерным установкам.
Крупнейшие производители гидроабразивных станков в мире
Лидерами на рынке производства гидроабразивных установок являются США и ряд европейских государств. К числу лидирующих предприятий можно отнести Flow, KMT, OMAX, BFT, PTV, Waterjet Sweden, Resato, Hypertherm, WSI и ряд других компаний. В последние годы в данную нишу активно прорывается и Китай. Наиболее известными разработчиками waterjet-технологий в данной стране являются Teen King и Yongda.
Стоимость гидроабразивных станков
Цена нового станка зависит от его комплектации: размера координатного стола, типа режущей головки и их количества, мощности насосной станции. Важную роль в ценообразовании играет и бренд оборудования. Наиболее дорогостоящими моделями станков являются «американцы». Их стоимость составляет от 12-15 млн рублей и более. Самые бюджетные установки выпускаются в Китае. Станок достойного качества из Поднебесной можно приобрести за 6-7 млн рублей.
Затраты на обслуживание гидроабразивного станка
Как и любое промышленное оборудование, гидроабразивный станок нуждается в техническом обслуживании. Основными «расходниками» в гидрорезке являются гранатовый песок, смесительные трубки, водяные сопла и ремонтные комплекты.
По состоянию на осень 2021 года цена 1 тонны качественного абразива из ЮАР или Китая составляет 42000-45000 рублей, из Австралии – 60000-70000 рублей. Срок эксплуатации смесительных трубок и водяных сопел исчисляется в моточасах. Принято считать, что рабочий ресурс 1 трубки (она служит порядка 80-100 часов) = 2 соплам.
Рентабельность работы и конкуренция на рынке гидроабразивной резки
Рентабельность гидроабразивной резки варьируется от региона к региону. На нее влияют цена электроэнергии, водоснабжения, ставка заработной платы оператора. В среднем маржа составляет 40%-60% от стоимости минуты реза, которая, как правило, варьируется на уровне 100-150 рублей и включает все производственные затраты.
Стоит отметить, что количество гидроабразивных установок в России в сотни раз меньше числа лазерных станков. Как следствие, конкуренция в данной нише существенно ниже. В городе-миллионнике на гидроабразивных станках работает не более 5-10 предприятий, при этом возможности применения такого оборудования безграничны.
Технология гидроабразивной резки

Гидроабразивная резка – это вид обработки материала резанием, где в качестве режущего инструмента выступает струя воды с частицами абразива, подающаяся под высоким давлением со сверхзвуковой скоростью. Физическая суть процесса гидроабразивной резки состоит в отрыве и уносе из полости реза частиц материала скоростным потоком твердофазных частиц.
Любая установка гидроабразивной резки работает по следующей схеме:
1. Насосы высокой мощности создают давление воды от 3800 до 6200 бар внутри самоцентрирующейся режущей головки.
2. В сопле формируется тонкая струя воды, которая под большим давлением, со скоростью выше скорости звука, подается в смеситель.
3. В смеситель аппарата из сопла подается вода, а абразивный материал – из специального бункера для абразива.
4. После смешивания вода с абразивом образуют режущую струю, которая подается на разрезаемый материал.
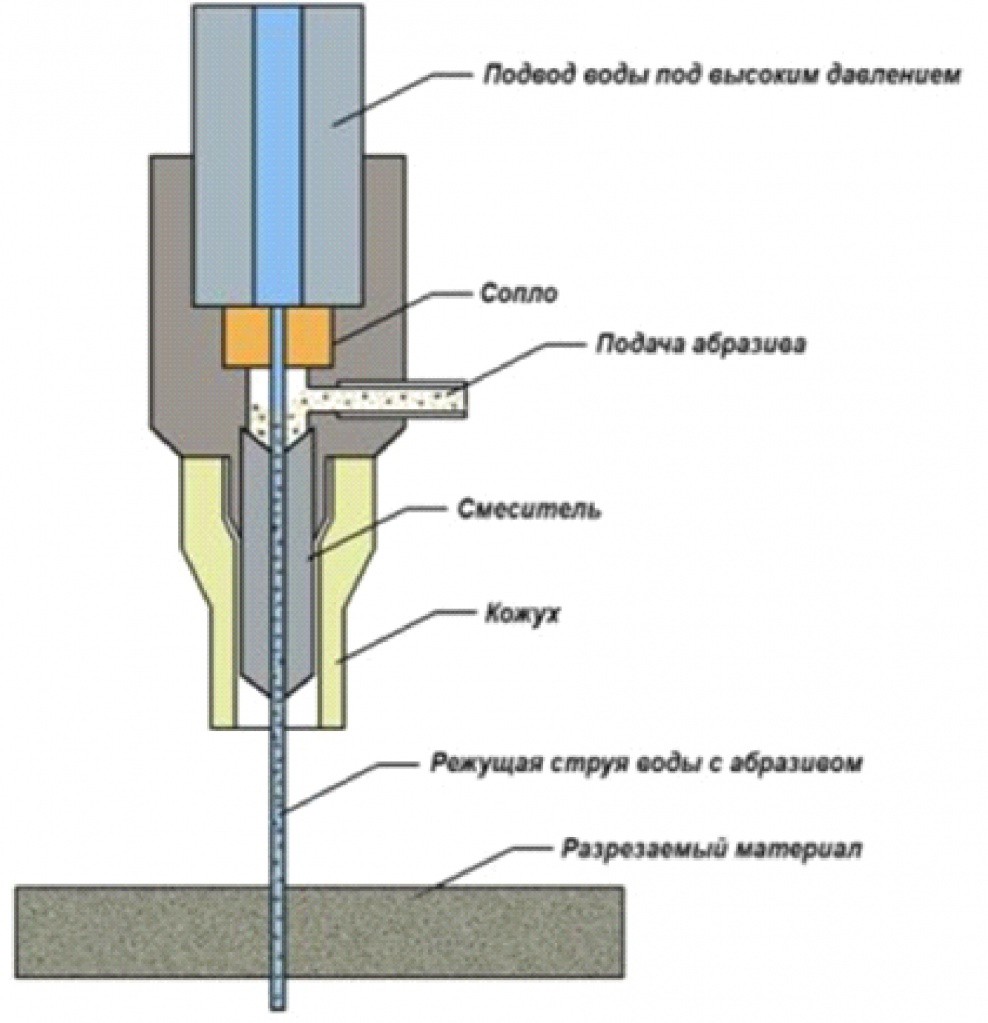
Рисунок 1- Схема головки для гидроабразивной резки
- Холодный рез. Гидроабразивная резка – это «холодный» процесс, так как он не требует дополнительного тепловложения. В процессе резки задействуются вода и абразив, нагрев разрезаемого материала остается незначительным, отсутствуют термическая и механическая деформации. Также достоинством «холодного» реза является отсутствие грата, коробления, окалины, поэтому полученные изделия, благодаря высокому качеству реза, не требуют предварительной подготовки перед последующими операциями (например, окрашиванием или сваркой). Также процесс холодной резки в целом увеличивает производительность, так как при установке заготовок их не требуется фиксировать, и охлаждать перед последующим технологическим переделом.
- Высокая точность реза (± 0,1 мм). Сочетание большого давления и малой площади реза позволяют добиться желаемого результата без дополнительных операций. Гидроабразивная резка активно применяется при необходимости получить высококачественный рез, например для получения точных геометрических форм. Также гидроабразивная резка может использоваться для самых разнообразных материалов и нестандартных видов поверхностей.
- Высокая универсальность в применении. Гидроабразивная резка применяется в самых разнообразных сферах: от массового производства деталей из листового металла до объемной резьбы по мрамору, и является одной из самых универсальных систем резки на сегодняшний день. Допустимая толщина для разрезаемых сталей составляет 300 мм. Внедрение 5-осевых режущих головок привело к бурному росту гидроабразивной резки: при вырезке плоских деталей головка может производить непрерывную резку, двигаться вокруг заготовки, а также производить наклонную резку в диапазоне ±55 о .
- Минимальные отходы разрезаемого материала.
- Полная пожаро- и взрывобезопасность процесса (исключена вероятность горения или плавления материалов.
- Экологичность процесса (полное отсутствие вредных испарений, экологичность используемых абразива и воды).
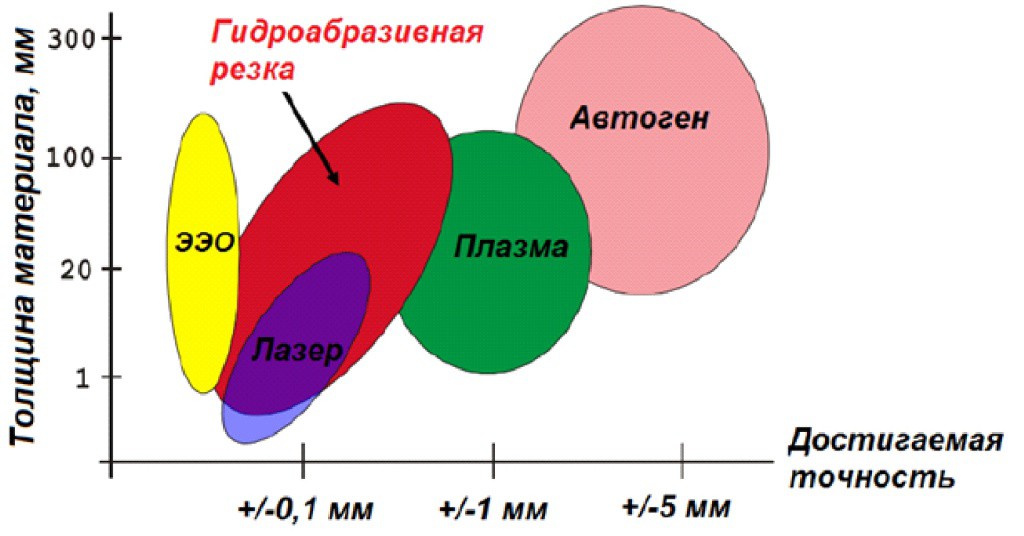
Рисунок 2 – Область применения гидроабразивной резки
Таблица 1 – Сравнение технологий резки
Гидроабразивная резка
Экономия для полного цикла производства
Гибкость в применении
Изменение структуры металла
Время процесса резки
Производственные затраты (как для процесса резки)
Таблица 2 – Сравнительная скорость резки для различных материалов при разных давлениях
Скорость резки (хорошее качество реза), мм/мин
Скорость резки (пониженное качество реза), мм/мин
Обрабатываемые при помощи гидроабразивной резки материалы:
- Черные и цветные металлы, а также их сплавы (в том числе медь, никель, латунь, алюминий, магний, титан и их сплавы)
- Труднообрабатываемые легированные стали и сплавы (в том числе жаропрочные и нержавеющие);
- Композитные, пористые, сотовые, пеноматериалы, резина;
- Природные и искусственные камни, керамические материалы (плитка, гранит, мрамор и т.п.);
- Бетон и железобетон.
- Резина, каучук, полиуретан
- Пенистые материалы, пробковые материалы, термоизоляционные материалы
- Кожа, ткани, картон
- Продукты питания
Сегодня на рыке гидроабразивной резки существует несколько крупных игроков, которые завоевали свою репутацию безупречным качеством оборудования, простотой его эксплуатации, надежным сервисом. Так же есть и небольшие компании, которые предлагают оборудование по более низким ценам, но при этом не в состоянии обеспечить бесперебойный сервис, что является ключевым моментом в эксплуатации таких технически сложных установок!
Компания ООО «ШТОРМ» является стратегическим партнером в России одного из мировых лидеров по производству гидроабразивных машин – компании Waterjet.
Waterjet имеет ряд запатентованных разработок, которые успешно применены в конструкции производимых машин, производит жесткий контроль качества выпускаемых в эксплуатацию машин, имеет целую систему транспортной упаковки готового оборудования и, как следствие, огромное количество успешно реализованных проектов по всему миру.
Особенности оборудования компании Waterjet
Перекидная консоль для двух зон резки
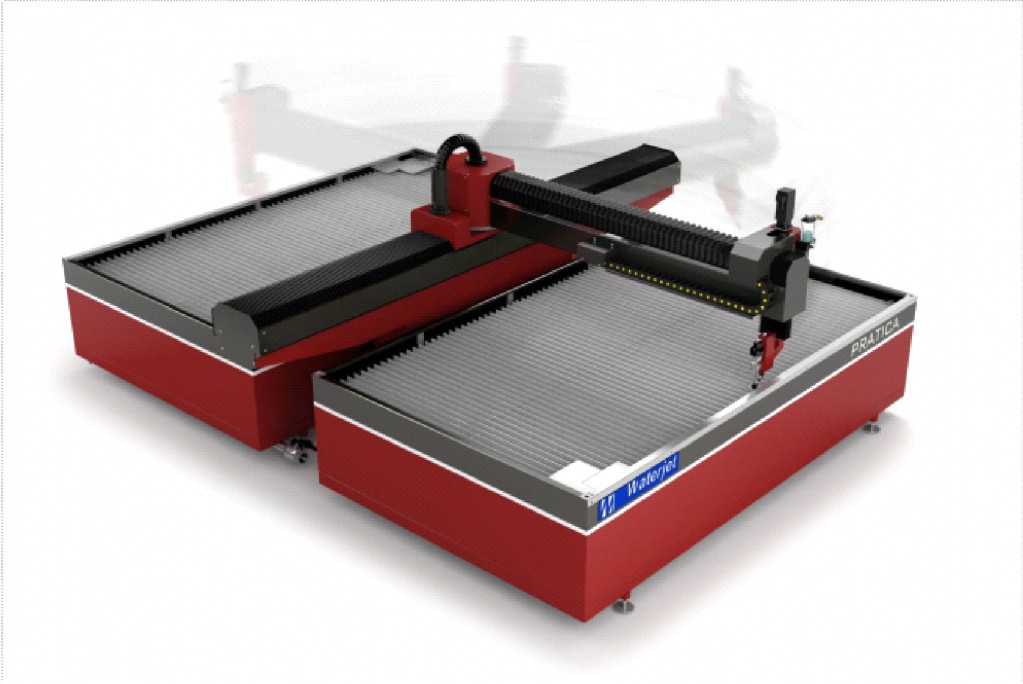
Рисунок 3 – Две рабочие зоны позволяют увеличить производительность
Устройство поворота (запатентовано)
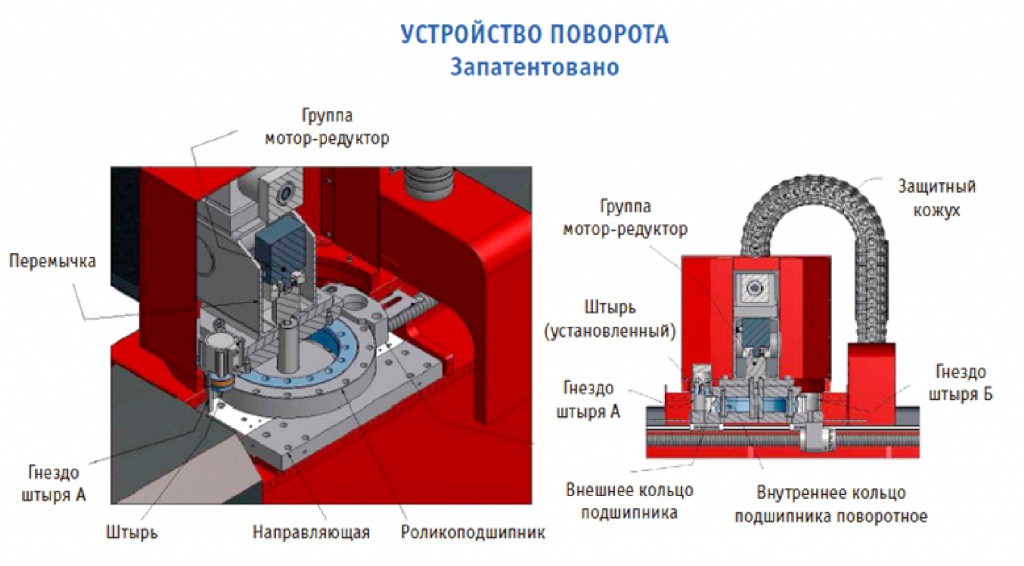
Рисунок 4 – Устройство поворота
Система контроля конусности I.T.C. (запатентовано)

Рисунок 5 – Система контроля конусности реза
При резке материалов большой толщины возникает проблема конусности режущей струи, а также возникновения хвоста в направлении противоположном направлению резки. Для устранения возникшей проблемы применяется система контроля конусности, обеспечивающая наклон головки на 1 или 2 о , который позволяет компенсировать возникшую конусность.
Рисунок 6 – Схема компенсации конусности, возникающей при резке материалов больших толщин
Возможности 5-осевых режущих головок
Рисунок 7 – 5-осевая режущая головка Х3 INF.
На сегодняшний день самой технологичной из режущих головок является 5-осевая головка с системой контроля конусности, с сенсорным датчиком и системой антистолкновения с неограниченным вращением (X3 INF). Главной особенностью данной головки является возможность неограниченного угла вращения головки вокруг своей оси за счет инновационной запатентованной системы мультишарниров, что позволяет головке производить неограниченный рез, в том числе объемных изделий.

Рисунок 8 - 5-осевая резка профилированных деталей
Таблица 3 - Характеристики точности для режущей головки X3 Inf.
Скорость вращения по осям головки
Насосы высокого давления
Для подачи воды с требуемыми значениями давления при гидроабразивной резке применяются насосы высокого давления. Основные значения давления: 3800 бар, 4130 бар, 6200 бар, при этом последнее значение было достигнуто сравнительно недавно.
Рисунок 9 – Сравнение показателей для разных значений давления (М – число Маха)
Основной поставщик насосов высокого давления для компании Waterjet Corporation Srl – это компания KMT Waterjet Systems, которая представила в ноябре 2017 на Bleachexpo exhibition в Штутгарте новую модель насоса под названием STERAMLINE PRO-III. Насос обеспечивает резку под давлением 6200 бар. Таким образом, модель мощностью 93 кВт представляет собой наиболее мощное решение для гидроабразивной резки на сегодняшний день. Для усилителя давления предусматриваются специальные запатентованные KMT уплотнительные кольца, что обеспечивает 500 часов непрерывной работы без их разрушения. Именно благодаря более долговечным элементам конструкции, а также использованию новых материалов стала возможной резка при давлении 6200 бар.
- Увеличение удельной мощности резки до 83%
- Возможности резки чистой водой таких материалов как: алюминий толщиной 6 мм и титан толщиной 3 мм.
- Увеличена максимальная толщина реза: титана до 250 мм, стали до 300 мм, алюминия до 400 мм.
- Увеличена максимальная скорость реза от 80% до 250% при одинаковом расходе абразивного материала.
- Уменьшение расхода абразивного материала в среднем на 30 – 40%.
- Снижение шероховатости реза и увеличение качества реза в 3 раза при одинаковой скорости резки.
- Появляется возможность качественно резать такие твердые материалы, как керамика.

Рисунок 10 - Применение гидроабразивной резки для различных материалов
Если перед Вашим предприятием стоят технически сложные задачи по резке различных материалов, предлагаем заполнить Вам опросный лист, который поможет нам максимально точно составить техническое задание на подбор, расчет стоимости и срока производства машины гидроабразивной резки, которая решит именно Ваши задачи!
Читайте также: