Скорость обработки металла на токарном станке таблица
Обновлено: 13.05.2024
В статье расскажем про режимы и элементы резания при точении, про растачивание отверстий (расточные работы по металлу) на универсальном токарном станке, про основное затрачиваемое время. Также поговорим о том, что это такое, какие схемы и виды используются. Обработка цилиндрических металлических изделий – распространенная и востребованная операция по стали.
Основные понятия для токаря
Данная методика заключается в снятии верхнего слоя со стальной заготовки посредством режущего инструмента. Цель металлообработки – достижение определенных параметров и нужной степени шероховатости.
Технология заключается во взаимодействии двух подач – продольной и поперечной, чтобы добиться одновременного вращения изделия и перемещения резца. Помимо основной задачи на оборудовании можно выполнять ряд второстепенных процессов:
- нанесение внутренней и наружней резьбы;
- разрезание заготовки на две и более частей;
- создание канавок;
- координатно-расточные работы (горизонтальные и вертикальные), то есть тонкое растачивание отверстий;
- шлифование до обеспечения нужной степени шероховатости.
На аналогичных станках выполняют не только металлообработку, обработке подвергаются и другие материалы, в том числе дерево и пластмасса. Но наиболее востребованным является оборудование по стали.

Заготовки могут иметь цилиндрическую, конусообразную форму, в зависимости от того, как направлены полозья. Из них вытачивают такие детали, как:
- валы;
- шайбы;
- гайки;
- кольца для подшипников;
- зубчатые колеса (при наличии зубонарезной установки) и пр.
Технология активно используется как на производстве, так и в домашних условиях. Большинство заводов переходит с ручного управления на автоматизированное посредством ЧПУ – Числовое Программное Управление.
Основные стандарты прописаны в нормативном документе – ГОСТ 25762-83. Здесь указаны нормы работы, а также правила безопасности. Расчет мощности резания при точении и используемая технология выбирается в зависимости от прочности материала, длины заготовки и задач. При обработке чрезмерно длинного вала велика вероятность вибраций, поэтому процедура проводится на низких оборотах.

Действия самого станка заключаются в обеспечении вращательного движения (металлическая заготовка крепится с двух сторон) и подачи инструмента, которым может быть резец:
- отрезной;
- резьбовой;
- канавочный;
- расточный;
- проходной;
- фасочный и др.
Рабочая зона отличается повышенным количеством стружки. По этой причине токарные станки с ЧПУ часто оснащают устройством стружкоотведения, а также системой подачи смазки.
После окончания процесса оператор обязательно проводит контрольные измерения. Они заключаются в определении точных размеров посредством предельного калибра (в основном используется на серийном производстве) или штангенциркуля, или другого измерительного инструмента.
Для токаря важно правильно подобрать скорость и инструмент для металлообработки. Он должен быть из высокопрочной стали и всегда наточен. При контакте с металлом происходит значительный нагрев в месте соприкосновения, силы сцепления нарушаются, верхний слой снимается, превращаясь в стружку. Чтобы не убрать лишнее, необходимо оставлять припуски на токарную обработку при черновом и чистовом точении.
Теперь подробнее поговорим о том, какие стадии может проходить одна и та же заготовка.

Черновое твердое точение
Для начала скажем о том, что есть сверхчерновой вариант металлообработки, он же – обдирочный. В процессе обдирки происходит очень высокое напряжение на режущей кромке, в среднем около Q = 800/3000 см3 * мин-1. Первичные деформации происходят с активным выделением тепла и с высокой нагрузкой на сам резец – сила резания доходит до 10 000/60 000 N. Это может вызвать деформирование инструмента с последующим выходом из строя – полная потеря твердости инструментальной стали. Износ происходит быстрее и сильнее, когда деталь была произведена путем отливки или штамповки, поскольку эти методы металлообработки приводят к появлению твердых включений в материале, а удары об них существенно снижают длительность эксплуатации изделия.
При черновом режиме резания при точении фасок данные показатели немного ниже, но также остаются существенными, как и при обдирке. Мы рекомендуем выбирать резец в зависимости от стиля обработки. При непрерывном контакте минимизируется количество ударов, но возрастает выделение тепла и сила резания: по этой причине следует выбирать инструмент с большим пределом термостойкости. Обычно, в таких сплавах минимален процент оксида углерода, это низкоуглеродистые соединения. Они менее прочные, однако хуже подвергаются пластическим деформациям при нагреве.
Прерывистая техника подразумевает меньший контакт с заготовкой, а значит, более длительную эксплуатацию, поскольку шанс деформирования резца снижается. Но из-за циклических механических ударов хрупкий материал может быстро выйти из строя. Для таких черновых работ рекомендуется использовать инструмент из углеродистого сплава.
На данных двух этапах – обдирка и черновое точение, детали не имеют значения. Задача токаря – обтесать монолитный блок стали до необходимых размеров. При этом требуется оставить припуски, необходимые для последующей чистовой металлообработки – около 1 мм на все параметры. Шероховатость при этом не имеет значительного влияния, поскольку она не является конечной.

Получистовая обработка
Она необходима не повсеместно, в ряде случаев этот этап совершенно пропускается. Но когда требуется высокая точность изделия, то работы производятся с дополнительным промежуточным этапом. Берется более узкий резец, который производит снятие мелкой стружки. Отметим, что чем меньше съем слоя, тем дольше срок эксплуатации инструмента. Это обуславливается меньшим контактом поверхностей и, соответственно, уменьшенной выработкой тепла. В результате, деформации режущей кромки незначительны.
Отличительные черты высокоскоростного получистового точения:
- Скорость вращения заготовки и движения резца становится выше.
- Стружка тоньше.
- Контакт – непрерывный (в большинстве случаев).
- Снимается от 20 до 25 процентов припуска.
- Шероховатость 6,3…3,2 Ra.
- Фигура имеет форму, близкую к идеальной.
Отметим, что данная фаза металлообработки необходима для производства миниатюрных изделий, поскольку они имеют высокий класс точности. После изготовления деталь проходит стадию шлифовки и обретает эксплуатационную шероховатость – она значительно меньше исходной.

Операции для чистовой обработки поверхности
В большинстве случаев это итоговые процедуры. После идет только финишная шлифовка, также называемая тонкой.
Интересно, что для данного типа можно использовать те же резцы, что и для обдирки. Это характерно для машиностроения, особенно при обтачивании крупногабаритных валов. Меняется только скорость подачи. Приведем данные в таблице:
| Класс чистоты | 4 | 5 | 6 |
| Скорость подачи, мм/об | 0,5-0,9 | 0,25-0,6 | 0,15-0,4 |
Но с учетом большой поверхности нельзя быть уверенным, что один инструмент гарантирует 2-3 классы точности, поскольку естественный износ режущей кромки в ходе использования увеличивается, превышая установленный допуск. Решить эту проблему можно одним способом – сократить путь, который проходит резец по площади, а добиться этого возможно только увеличением подачи.
Второй вариант – работать широкими резцами на высокой скорости. Необходимо делать два прохода: первый на глубине 0,15 мм, второй – на 0,2 мм. Так можно добиться высоких результатов.
Геометрия режущего инструмента выбирается, исходя из материала. Чем выше предел прочности, тем уже угол кромки.
Чтобы уменьшить трение и тем самым предотвратить термические деформации, рекомендовано использовать смазку. Большинство токарей раньше применяли состав, в который входят:
- 60% олифы.
- 30% скипидара.
- 10% керосина.
Сейчас применяют готовую смазку или концентрат СОЖ. Шероховатость при чистовом точении после второго прохода – 3,2…1,6 Ra. Добиться такой точности (6, 7 класс) можно, используя пластинки из твердой стали марки Т 15 К6 и скорость 100 – 250 м/мин. При таких оборотах на резце не образуются наросты, а значит, нет дефектов.
Если материал заготовки обладает высокой твердостью, то используют сплав Т 15 К4 – он еще более устойчив к температурным изменениям, поэтому можно развивать вращение до 400 – 500 м/мин.
При работе с чугуном применяют керамику. Такие пластины редко используются из-за своей дороговизны и быстрого износа, но для чугунных изделий с максимальным классом точности они не заменимы.
Стоит отметить что в данный момент широкое распространение получили токарные резцы с механическим креплением пластин. На рынке огромный выбор токарных резцов со сменными пластинами и твердосплавных сменных пластин различных форм и сплавов.
Что называется тонким точением: шероховатость и особенности
В ряде случаев процедура полностью заменяет шлифование, поскольку высококлассный токарь может добиться 1 – 2 класса точности и 8 – 10 – чистоты. Процесс срезания тончайшей стружки проходит при максимальной скорости вращения и минимальной подачей. Обязательным условием является хорошая наладка оборудования:
- биение шпинделя (вибрации) не более 0,005 мм;
- число оборотов – не менее 2 000 в минуту;
- точность установки резца не превышает 0,01 мм.
Инструменты изготавливаются из сталей марок ВК2, БКЗМ и Т30К4. Первые две больше подходят для высокопрочных материалов, чугуна.
Добиться высокой точности можно на станках, оснащенных ЧПУ. Компания «САРМАТ» осуществляет продажу и наладку оборудования с числовым программным управлением. При использовании станков с ЧПУ необходимо написать программу изготовления детали, используя G и М коды М команды, и загрузить их в систему ЧПУ.
Режимы при токарной обработке
Токарь выбирает технологию в зависимости от множества факторов:
- материал заготовки, его прочность;
- параметры цилиндра;
- точность наладки станка;
- используемый резец и пр.
В соответствии с этим регулируется скорость вращения, подача и некоторые другие факторы. Рассмотрим ниже.

Основные параметры
В основном они меняются в зависимости от экономической целесообразности процесса, а именно:
- производительности – как много деталей за короткий срок можно изготовить;
- качества – отсутствие дефектов и достижение высокой точности согласно ГОСТ;
- себестоимость и конечная стоимость изделия;
- износ оборудования;
- срок эксплуатации резцов;
- нормы безопасности на производстве.
В связи с этим высокоскоростное точение конуса или цилиндра на токарном станке на пределе возможностей – не всегда выгодное решение. Опишем основные параметры.
Глубина
Это размер срезанной стружки. Его заранее определяют, чтобы оставить припуск. В технических расчетах определяется по формуле: t = (D-d)/2, где:
D – диаметр заготовки; d – размер итоговой детали.
Осуществляется процедура обычно в 2 подхода, отсюда деление глубины резца на два.
Подача
Это поперечное перемещение резца по направляющим. Не всегда высокая скорость – это хорошо. Обычно производительность напрямую зависит от нее, но, к примеру, при повышении класса точности она должна быть невысокой, только так можно добиться правильной шероховатости. Существует продольное точение – это самый стандартный вид, когда вращается заготовка, а инструмент передвигается по линии. Второй тип, когда сам резец имеет два движения – горизонтальное и вращательное, применяется при сверлении и растачивании отверстий.
Скорость
Фактически это то, сколько метров поверхности будет обработано при перемещении режущей кромки на 1 мм. Параметр прямо зависит от количества оборотов заготовки и от подачи. Определяется по формуле:
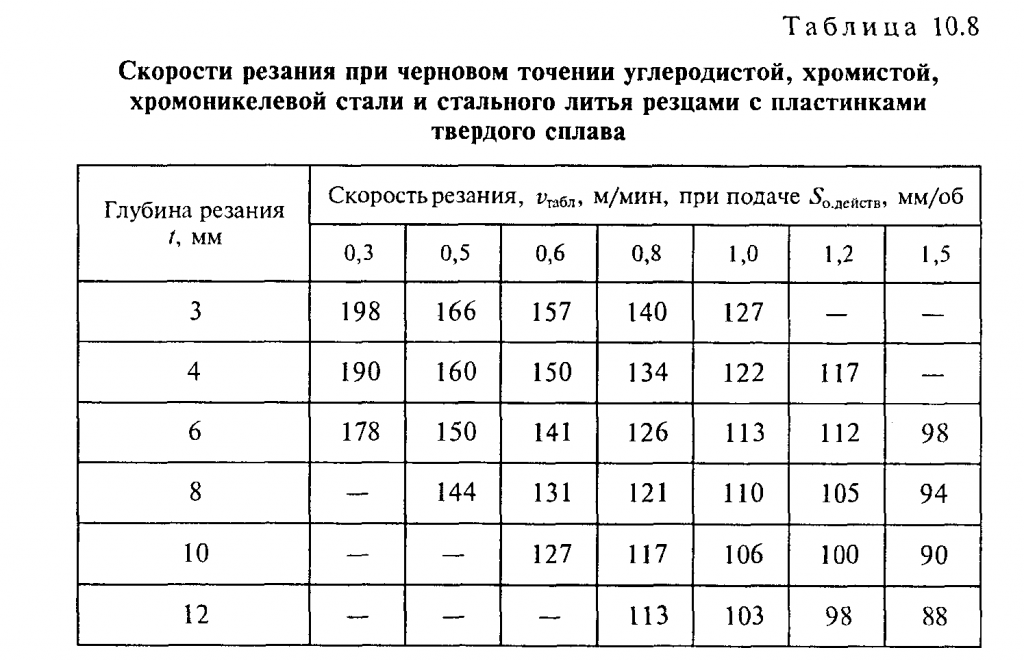
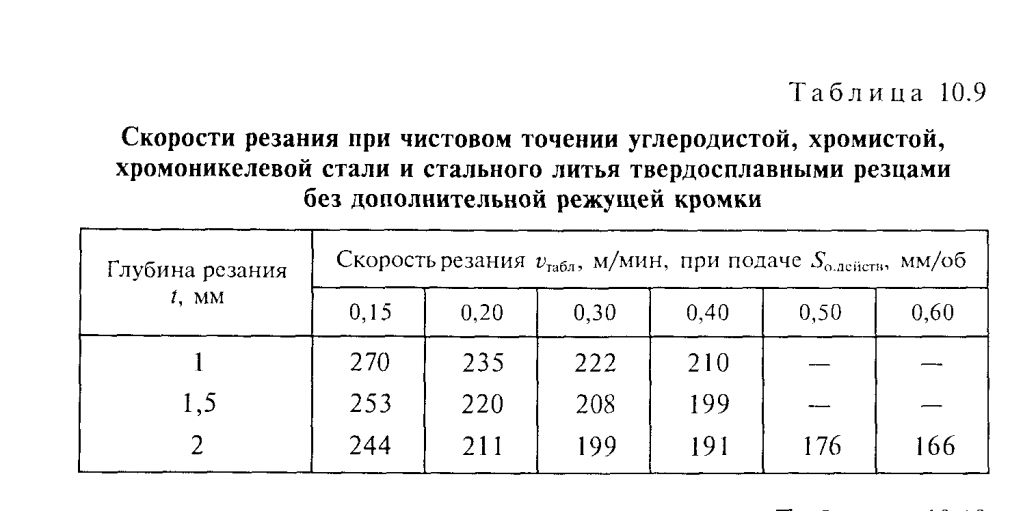
Скорость резания при точении – таблицы для черновой и чистовой металлообработки:
Технология растачивания отверстий
Аналогичная процедура возможна посредством сверления, рассверливания или зенкерования, но такой метод обычно не позволяет достичь максимально верных размеров, а также требует специального оборудования.
Работы позволяют добиться 8 – 10 квалитета точности и 0.8…3.2 мкм шероховатости.
- Токари используют расточные резцы.
- Небольшой съем припуска с заготовки.
- Отведение стружки и подача смазки затруднены.
- Уменьшенная скорость резания.
Схемы обработки отверстий токарным точением
На изображении схематически показаны методы работы с внутренней стороной цилиндра:
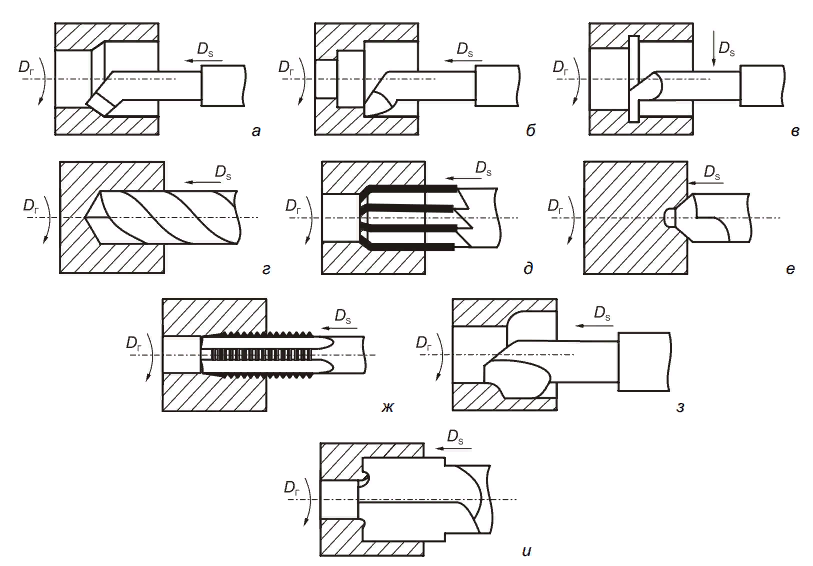
Выбирайте универсальное оборудование с ЧПУ от ООО ПКФ «САРМАТ» для высокоточной металлообработки.
Расчет скорости резания
Одним из основных факторов технологического процесса металлообработки является режим резания, который устанавливается во время обработки готовых деталей и заготовок. При выборе и назначении режимов резки определяют:
- скорость подачи заготовки;
- глубина резки;
- скорость резки.
Глубина
Данное значение определяется припуском на обработку. Припуск лучше убирать за один этап. Глубина может оказывать сильное влияние на силу резки, по этой причине припуск могут разделять на три прохода: 55-60% слоя – черновой проход, 25-35 – получистовой, 15-20% - чистовой.
Скорость подачи
Она ограничена силами, которые действуют во время резки. Эти силы могут привести к некоторым неисправностям:
- надлом или изменение формы режущего элемента;
- деформации или поломке обрабатываемого материала;
- выход из строя станка.
Лучше всего работать при наибольшем значении подачи. Чаще всего эту величину берут из специальных таблиц, пособий. Они составляются благодаря многочисленным исследованиям и опытам, которые проводятся на машиностроительных заводах. Уже 47 лет лучшее пособие – это книга Ю.В. Барановского «Режимы резания металлов» 1972 г. За годы им пользовались инженеры на заводах, преподаватели, учащиеся в институтах. В пособии учтены результаты экспериментальных исследований механообрабатывающего, металлообрабатывающего производства Волжского автозавода.
При выборе скорости подачи из справочного материала, данное значение изменяют по кинематическим показателям оборудования, на котором производится металлообработка. Т.е. нужно взять ближайшее наименьшее значение подачи. Для чернового прохода берут скорость от 0,4 до 1,5 мм за оборот, для чистового от 0,11 до 0,4 мм за оборот.
Если уменьшать скорость подачи, а увеличивать глубину, то нагрузка на оборудование увеличивается. Если сделать наоборот, то нагрузка уменьшится. Из этого получается, что глубина оказывает наибольшее влияние на оборудование.
Скорость резания
Это скорость движения режущей стороны резца или металла по направлению основного движения резки. Обозначается латинской буквой V, измеряется в м/мин. и определяется следующим образом:
V= π*d*n/1000 (1)
V – это скорость резки,
d – диаметр обрабатываемого материала, измеряется в миллиметрах,
n – число оборотов шпинделя в минуту.
Зная значение V можно получить необходимое число оборотов шпинделя. Получив данную величину, нужное число оборотов шпинделя берется по паспорту станка, которое является ближайшим к величине определенной расчетным методом. Если паспорт отсутствует, то берут теоретическое число, т.е. то, которое получили из вычислений. В данном случае обязательно нужно учесть знаменатель прогрессии, и не менять количество оборотов при несущественном различии в диаметрах.
Скорость резания можно получить по формулам, которые определены для всех видов металлообработки из показателей стойкости резца.
Если необходимо выполнить продольные или поперечные точения, то значение V будет:
V= Cv*Kv/T*t*S (2)
T – период стойкости резца,
t – глубина резки металла,
S – скорость подачи.
Cv в данном случае является коэффициентом, полученным при наблюдении во время опытов. Данное значение необходимо брать из таблицы специального пособия. Выбирается вариант для «стандартных» условий металлообработки. Под словом «стандартные» условия имеется в виду использование давления в 750 МПа использование твердосплавного резца.
В реальных условиях показатели резки и обработки довольно часто не совпадают со «стандартными условиями». По этой причине для получения оптимальной величины вводится поправочный коэффициент – Кv. Он учитывает все отличия.
Рассчитать его можно следующим путем:
Kv=Kмv*Kпv*Kиv (3)
- Кмv – коэффициент учитывает влияние металла заготовки;
- Kпv – значение, которое учитывает состояние поверхности обрабатываемого металла;
- Kиv – коэффициент учитывает влияние материала, из которого изготовлен резец.
Все показатели берутся из справочников.
При резке пазов или фасонном точении берется формула (2) в измененном виде. В ней не учитывается значение t. Т.е. формула примет вид:
Скорость, которую высчитали по формулам (2) и (4) является расчетной и полученное значение имеет лишь рекомендательный характер.
Изменение скорости резания
Скорость резки при металлообработке зависит от:
- Материала, формы, свойства режущего инструмента.
- Рода оборудования. Токарные, фрезерные станки т.д.
- Характеристики заготовки. Например, сталь, какое у нее сопротивление к разрыву.
- Глубины резки.
- Вида обработки. Токарные работы, нарезка резьбы.
- Надежности, жесткости крепления заготовки.
- Мощности и свойства оборудования.
- Характера металлообработки.
На скорость резки, которая допускается режущим элементом, влияют различные нюансы: стойкость резца, физические свойства заготовки, количество и качество СОЖ, разрешенный и допустимый износ резца.
Чем выше быстрота перемещения при резке, тем быстрее падает стойкость резцов. Подходящая величина для резцовых инструментов от 25 до 55 м/мин. Если на резцах установлены пластины твердых сплавов, то данный показатель можно увеличить до 75-145 м/мин. В таком случае их стойкость составит от получаса до часа.
Выбор режимов резки
Чтобы подобрать режим резания, необходимо правильно выбрать основные его элементы, то есть, определять и учитывать наиболее выгодные показатели величин этих режимов:
- Получение технологически разрешенной скорости подачи. Это нужно для использования всех мощностей станка.
- Получение экономичной скорости резания. Помогает рационально использовать режущие элементы.
После просчетов необходимо проводить проверки по формулам или таблицам. Они дают понять, насколько выбранные элементы соответствуют мощностям станка, на котором будет выполняться резка металла, а также определяется мощность его привода. В особенности проверки нужны, если необходимо выполнить грубые обтирочные работы.
Расчет скоростей при токарной обработке
Обработка металлических и иных поверхностей с помощью токарного станка стала неотъемлемой частью повседневной жизни в индустрии. Многие технологии видоизменились, некоторые упростились, но суть осталась прежняя – правильно подобранные режимы резания при токарной обработке обеспечивают необходимый результат. Процесс включает в себя несколько составляющих:
- мощность;
- частота вращения;
- скорость;
- глубина обработки.
Ключевые моменты изготовления
Существует ряд хитростей, которых необходимо придерживаться во время работы на токарном станке:
- фиксация заготовки в шпиндель;
- точение с помощью резца необходимой формы и размера. Материалом для металлорежущих основ служит сталь или иные твердосплавные кромки;
- снятие ненужных шаров происходит за счет разных оборотов вращения резцов суппорта и непосредственно самой заготовки. Иными словами, создается дисбаланс скоростей между режущими поверхностями. Второстепенную роль играет твердость поверхности;
- применение одной из нескольких технологий: продольная, поперечная, совмещение обеих, применение одной из них.

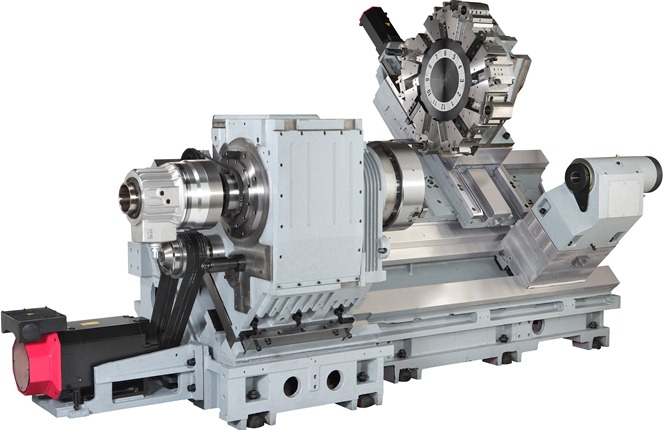
Виды токарных станков
Под каждую конкретную деталь используется тот или иной агрегат:
- винторезно-токарные: группа станков, пользующихся наибольшей востребованностью при изготовлении цилиндрических деталей из черных и цветных металлов;
- карусельно-токарные: виды агрегатов, применяемых для вытачивания деталей. Особенно больших диаметров из металлических заготовок;
- лоботокарный станок: позволяет вытачивать детали цилиндрической и конической форм при нестандартных габаритах заготовки; : изготовление детали, заготовка которой представлена в виде калиброванного прудка; – числовое программное управление: новый вид оборудования, позволяющий с максимальной точностью обрабатывать различные материалы. Достичь подобного специалисты могут с помощью компьютерной регулировки технических параметров. Точение происходит с точностью до микронных долей миллиметра, что невозможно увидеть или проверить невооруженным глазом.
Режимы работы
Заготовка из каждого конкретного материала требует соответствия режима резки при токарной обработке. От правильности подборки зависит качество конечного изделия. Каждый профильный специалист в своей работе руководствуется следующими показателями:
- Скорость, с которой вращается шпиндель. Главный акцент делается на вид материала: черновой или чистовой. Скорость первого несколько меньше, нежели второго. Чем выше обороты шпинделя, тем ниже подача резца. В противном случае плавление металла неизбежно. В технической терминологии это называется «возгорание» обработанной поверхности.
- Подача – выбирается в пропорциональном соотношении со скоростью шпинделя.
Резцы подбираются исходя из вида заготовки. Выточка с помощью токарной группы самый распространенный вариант, несмотря на наличие иных видов более совершенного оборудования.
Это обосновывается невысокой стоимостью, высокой надежностью, длительным сроком эксплуатации.
Как вычисляется скорость
В инженерной среде расчет режимов резания исчисляют с помощью следующей формулы:
V = π * D * n / 1000,
V – скорость резки, исчисляемая в метрах за минуту;
D – диаметру детали или заготовки. Показатели следует преобразовать в миллиметры;
n – величина оборотов за минуту времени обрабатываемого материала;
π – константе 3,141526 (табличное число).
Иными словами, скорость резания это тот отрезок пути, который проходит заготовка за минуту времени.

Например, при диаметре 30 мм скорость резки будет равна 94 метра за минуту.
При возникновении необходимости вычислить величину оборотов, при условии определенной скорости, применяется следующая формула:
Эти величины и их расшифровка уже известны по предыдущим операциям.
Дополнительные материалы
Во время изготовления, большинство специалистов руководствуются в качестве дополнительного пособия, приведенными ниже показателями. Таблица коэффициента прочности:
от 250 до 350, но часто встречается и выше в зависимости от качества заготовки
Режимы резания для токарных станков с ЧПУ: расчет, нормативы, калькулятор

При токарной, фрезерной обработке материала на производстве, эффективность этой работы во многом зависит от корректности выставленных настроек инструментария. Поэтому важно провести расчет режимов резания для станков с ЧПУ, чтобы точно избежать возможных проблем. А их может быть масса. Это повреждение самой установки, порча отдельных элементов инструмента, а также лезвийных частей. Пострадать может и материал, что и происходит чаще всего. Поэтому результатом становится полный брак. Любые ошибки также неминуемо сокращают срок службы оборудования.
В принципе, для анализа понадобится изучить множество аспектов. Это и температура предполагаемого объекта, его величина, твердость, планируемая глубина подрезания. И только проведя полную проверку, допустимо приступать к работе. В противном случае это еще и небезопасно для самого сотрудника, осуществляющего процедуру.

Станок токарный ЧПУ, режимы резания
Этот вид инструментов предназначен для качественной обработки различных материалов. Дерево, металлическое сырье, пластмассы разного уровня жесткости. Но в работе с каждым конкретном виде важно соблюдать набор определенных параметров.
Режущие приспособления также прослужат весь отведенный производителем эксплуатационный срок только в том случае, если при сверлении и подрезании правильно выбрана глубина. Естественно, что работа с металлом при серьезном погружении оказывает гораздо более сильное влияние на износ. Но и в этом варианте допустимо подобрать правильные характеристики и установки, чтобы максимально снизить нагрузку.
Режимы резания для фрезерования на ЧПУ станках позволяют точно рассчитать каждый элемент, проработать до момента притупления весь срок, который и отведен регламентом. Если же не выявить нужные параметры, то возможна бесполезная работа. Ведь режущие части могут прийти в негодность, а сотрудник не поймет этого момента заблаговременно.
Теперь рассмотрим те характеристики, которые и определяют весь процесс в целом. Понятно, что самые важные аспекты – это скорость вращения шпинделя и подача. Эти два столпа держат на себе процесс. Но они могут сильно разниться, в зависимости от того, насколько глубоко предлагается погружаться в поверхность заготовки.
Сам конечный выбор зависит от сопутствующих факторов.
К ним можно отнести:
- • Охлаждение инструментария. Как известно, при высокой скорости вращения объект сильно разогревается. А это может привести к деформации или даже возгоранию, если речь идет о горючем сырье. Особенно актуально при работе с деревом.
- • Слой. То есть, какую часть поверхности предполагается снимать за проход. И это опять же зависит от всех смежных факторов. Ведь чем больше высота слоя, тем сильнее предполагается нагрузка.
- • Жесткость. Насколько устойчив к механическому эффекту объект.
- • Стратегия работы. Устанавливается на каждом предприятии в индивидуальном порядке.
- • Размер. Подразумевается величина самой заготовки.
Соответственно, нормативы режимов резания для станков с ЧПУ могут разниться, если учитывать весь комплекс озвученных параметров. Операция по фрезе при работе со сталью или пластмассой занимает разное количество времени. Это логично. Но при некорректном выборе параметром эта цифра по временному диапазону возрастает еще сильнее. Что ставит под угрозу темпы выполнения плана на производстве.
С описанными выше сопутствующими факторами мы немного разобрались. Теперь же перейдем к основным характеристикам, которые и нужно учитывать при анализе.
Под этим понятием подразумевается высота слоя, который необходимо снять для выполнения задачи. Не за один проход, а в принципе. Поэтому если подразумевается большая глубина, то понадобится два-три или более повтора. Причем последний из них всегда будет учитываться в меньшей степени. Ведь он фактически является чистовым, то есть направлен на выравнивание поверхности. Первые проходы идут грубым методом, главное — больше снять. А вот чистовой просто правит заготовку, словно прошлись наждачной бумагой.
Параметр глубины строго фиксируется и определяется перпендикулярным замером. Где плоскостью для изучения является сама деталь.
Стоит понимать, что режимы резания алюминия на ЧПУ будут в значительной степени отличаться от той же стали. Ведь жесткость последней выше. И при установке определенной глубине, в первом случае понадобится меньше проходов. Снять стружку с мягкого материала куда легче, можно топить резец намного сильнее.
В этом случае подразумевается перемещение шпинделя. Вычисляется в миллиметрах. Мы узнаем, какой путь проходит элемент за время равное одной минуте. Этот важный аспект, который имеет простую формулу для выведения. Нам понадобится выявиться подачу на один зуб, а после умножить это число на количественный фактор зубьев в инструменте. А дальше, нужно выявить, сколько оборотов делает фреза за отрезок времени. Он равен минуте, как мы помним. Это значение мы снова умножаем на полученное ранее число.
Получается: А*В*С. Где А – подача на зуб, В – их количество, С – обороты в минуту. Чтобы расчеты не проводить на каждый инструмент и материал отдельно, можно использовать калькулятор режимов резания ЧПУ. Такие программы легко найти на специализированных ресурсах, как в платном, так и в бесплатном виде.
Это длительность пути фрезы за минуту. Обозначается уже в метрах. И обычно это справочное стандартное число, которое нужно знать перед работой с заготовкой. Оно зависит от двух моментов. Стойкости самого материала, а также качества фрезы. Указывается обычно в двух вариантах. Штатный и максимальный. Первый предназначается для выявления скорости, при которой срок эксплуатации не снижается выше заявленного производителем. Но обычно ориентируются на второй – это темп, который позволит эффективно выполнять работу, но не подвергать инструмент опасности поломки фрезы.

По уровню КПД именно максимальный параметр лучше всего. Иначе, выбирая режимы резания стали ЧПУ станками (как самого жесткого материала), беспокоясь о сроке годности фрезы, можно сильно увеличить срок выполнения процесса. А это скажется на общих объемах производства. Поэтому не принято экономить в этом моменте.
Все три параметра имеют примерно идентичное значение. Если не брать в расчет один из них, просто не использовать при анализе. То в результате вся работа окажется неэффективной. Так же как и сопутствующие факторы, описанные выше. То есть, только совокупный, комплексный подход может предоставить необходимые результаты. А также нужно всегда ориентироваться на справочные значения, которые предоставляет как производитель, так и свободно распространяются в сети.
Таблица режимов резания при фрезеровании ЧПУ
Прежде чем мы перейдем к конкретному выбору, давайте посмотрим, как выглядит текущий вариант нормативных рекомендаций.
Режимы резания при токарной обработке и точении: таблицы формул, расчет подачи и скорость

Подготовимся к проведению одной из наиболее распространенных операций. Рассмотрим расчет подачи и режимов резания при токарной обработке. Его важность сложно переоценить, ведь если он проведен правильно, то помогает сделать техпроцесс эффективным, снизить себестоимость производства, повысить качество поверхностей деталей. Когда он выбран оптимально, это самым положительным образом влияет на продолжительность работы и целостность инструментов, что особенно важно в перспективе длительной эксплуатации станков с поддержанием их динамических и кинематических характеристик. И наоборот, если его неверно выбрать и взять не те исходные показатели, ни о каком высоком уровне исполнения продукции говорить не придется, возможно, вы даже столкнетесь с браком.

Режимы резания: что это такое
Это целый комплекс характеристик, задающих условия проведения токарной операции. Согласно технологическим маршрутам, обработка любого элемента (особенно сложного по форме) проводится в несколько переходов, для каждого из которых требуются свои чертежи, размеры и допуски, оборудование и оснастка. Вычислив и/или подобрав все эти параметры один раз для первой заготовки, в дальнейшем вы сможете подставлять их по умолчанию – при выпуске второй, пятой, сотой детали – и таким образом минимизируете время на подготовку станка и упростите контроль качества, то есть оптимизируете процесс производства.
В число основных показателей входит глубина, скорость, подача, в список дополнительных – масса объекта, припуски, частота, с которой вращается шпиндель, и в принципе любая характеристика, влияющая на результат обработки. И важно взять те из них, что обеспечат лучшую итоговую точность, шероховатость и экономическую целесообразность.
Есть несколько способов провести расчет режимов резания при точении:
- • аналитический;
- • программный;
- • табличный.
Первый достаточно точный и до появления мощной компьютерной техники считался самым удобным. По нему все вычисления осуществлялись на основании паспортных данных оборудования: мощность двигателя, частоту вращения шпинделя и другие показатели подставляли в уже проверенные эмпирические выражения и получали нужные характеристики.
С разработкой специализированного ПО задача калькуляции существенно упростилась – все операции выполняет машина, быстрее человека и с гораздо меньшей вероятностью совершения ошибок.
Когда под рукой нет компьютера или формул, зато есть опыт, можно определить подходящие критерии на основании нормативных и справочных данных из таблиц. Но для этого необходимо учитывать все изменения значений, даже малейшие, что не всегда удобно в условиях производства.
Особенности определения режимов резания при точении
В первую очередь нужно выбрать глубину обработки, после нее – подачу и скорость. Важно соблюсти именно такую последовательность – в порядке увеличения степени воздействия на инструмент. Сначала вычисляются те характеристики, которые могут лишь минимально изменить износ резца, в конце те, что влияют на ресурс по максимуму.
Параметры следует определять для предельных возможностей оборудования, в обязательном порядке учитывая размеры, металл исполнения, конструкцию инструмента.
Важным пунктом является нахождение подходящей шероховатости. Плюс, правильнее всего взять лезвие под конкретный материал, ведь у того же чугуна одна прочность и твердость, а у алюминия – совсем другая. Не забывайте также, что в процессе происходит нагрев детали и возрастает риск ее деформации.
Выбор режима резания при точении на токарном станке продолжается установлением типа обработки. Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Глубина определяется количеством проходов, за которые убирается припуск. Подача представляет собой расстояние, преодолеваемое кромкой за вращение заготовки, и может быть одного из трех типов:
- • минутная;
- • на зуб;
- • на оборот.
Скорость в значительной степени зависит от того, какая именно операция выполняется, например, при торцевании она должна быть высокой.

Характеристики режимов резания
Прежде чем подробно рассмотреть все основные параметры, скажем еще несколько слов о методах вычислений. Точнее, о том, как от графики перешли к аналитике и компьютеризации.
По мере совершенствования производства даже самые подробные таблицы оказывались все менее удобными: столбцы, колонки, соотношения – на изучение этого и поиск нужного значения уходило огромное количество времени. И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
Установив столь очевидную зависимость, инженеры стали пользоваться аналитическим способом, то есть продумали эмпирические формулы, и начали подставлять в них частоту вращения шпинделя, мощность силового агрегата и подачу и находить нужные характеристики. Ну а развитие компьютеров и появление вычислительного ПО серьезно упростило задачу и защитило итоговые результаты от ошибок человеческого фактора.
Схема расчетов режима резания на токарном станке
Порядок действий следующий:
- • Выбираете, каким инструментом будете пользоваться в данной ситуации; для хрупких материалов подойдет лезвие со сравнительно небольшими показателями прочности, но для твердых – с максимальными.
- • Определяете толщину снимаемого слоя и число проходов, исходя из актуального метода обработки. Здесь важно обеспечить оптимальную точность, чтобы изготовить изделие с минимальными погрешностями геометрических габаритов и поверхностей.
Теперь переходим к рассмотрению конкретных характеристик, играющих важную роль, и к способам их практического нахождения или изменения.
Глубина резания при токарной обработке на станке
Ключевой показатель для обеспечения качества исполнения детали, показывающий, сколько материала нужно убрать за один проход. Общее количество последних вычисляется с учетом следующего соотношения припусков:
- • 60% – черновая;
- • от 20 до 30% – смешанная;
- • от 10 до 20% – чистовая.
Также свою роль играет то, какая форма у заготовки и что за операция выполняется. Например, при торцевании рассматриваемый параметр приравнивается к двойному радиусу предмета, а для цилиндрических деталей он находится так:
- D и d – диаметры, начальный и итоговый соответственно;
- k – глубина снятия.
Если же изделие плоское, используются обычные линейные значения длины – 2, 1-2 и до 1 мм соответственно. Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.

Как определить подачу при точении
Фактически она представляет собой то расстояние, на которое резец передвигается за один оборот, совершаемый заготовкой. Наиболее высока она при черновой обработке, наименее – при чистовой, когда действовать следует аккуратно, и в дело также вступает квалитет шероховатости. В общем случае ее делают максимально возможной (для операции) с учетом ограничивающих факторов, в числе которых:
- • мощность станка;
- • жесткость системы;
- • стойкость и ресурс лезвия.
При фрезеровании отдают предпочтение варианту «на зуб», при зачистке отверстий – рекомендованному для текущего инструмента, в учебных целях – самую распространенную, то есть 0,05-0,5 об/мин.
Формула расчета подачи при точении, связывающая между собой все ее виды, выглядит так:
Читайте также: