Смазка для холодной штамповки металла
Обновлено: 20.09.2024
Изобретение относится к смазочным композициям для технологических целей, в частности к технологическим смазкам для операций холодной объемной штамповки металлов. Смазка содержит минеральное масло, синтетическое масло Б-3В (ТУ 38.101255) и осерненные -олефины фракции С18 - С28 в качестве серусодержащей присадки при следующем соотношении компонентов, мас.%: серусодержащая присадка 40 - 50, масло Б-3В 5 - 30, масло индустриальное - остальное. Смазка не имеет неприятного запаха, не изменяет в процессе работы в течение 140 ч своих органолептических свойств и сохраняет высокие смазочные свойства и технологические показатели. 5 табл.
Изобретение относится смазочным композициям для технологических целей, в частности к технологическим смазкам для операций холодной объемной штамповки металлов.
Известна смазочная композиция для холодной обработки металлов давлением, содержащая в качестве основы хлорированные углеводороды или хлорированные эфиры с антикоррозионными присадками [1]. Недостатком данной композиции является то, что при глубокой вытяжке деталей с деформацией 12 - 20% за один проход она дает риски на деталях.
Известна смазочная композиция для холодной обработки металлов давлением [2] , содержащая, мас.%: кубовый остаток от дистилляции метиловых эфиров высокомолекулярных жирных кислот 9,5 - 48,5; диэтаноламид жирных кислот фракции C10-C13 1 - 3; минеральное масло до 100. Недостатком данной композиции является плохая совместимость минеральных масел и кубового остатка от дистилляции метиловых эфиров высокомолекулярных жирных кислот, что приводит к расслоению смазки. Перед использованием смазочную композицию необходимо эффективно перемешать.
Известна смазочная композиция для холодной обработки металла давлением [3] , имеющая следующий состав, мас.%: жирные кислоты фракции C5-C19 2 - 5; триэтаноламин 4 - 12; окись цинка 0,1 - 5; гидроокись бария 0,1 - 1,5 и хлорированный парафин до 100%.
Существенным недостатком композиции является то, что окись цинка, содержащаяся в смазке, спрессовывается между пуансоном и частью детали и при дальнейшей обработке моющими средствами не обеспечивается полностью ее удаление с обрабатываемой поверхности.
Наиболее близкой по технической сущности и достигаемому результату является смазочная композиция для холодной обработки металла давлением [4], имеющая следующий состав, мас.%: сложный эфир пентаэритрита и синтетических жирных кислот фракции C5-C9 10 - 20; вторичные синтетические жирные спирты фракции C10-C20 10 - 20; полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10 - 50 0,5 - 10,0; бензотриазол 0,2 - 0,5; хлорированный парафин остальное.
Существенными недостатками известной композиции являются: 1. Использование в качестве базовой основы смазочной композиции хлорированных парафинов, которые при температуре выше 130 o C осмоляются, а при 135 o C происходит дехлорирование, что ведет к изменению состава технологической смазки во времени и способствует быстрой потере первоначальных смазывающих свойств смазки - образуются задиры и налипание металла на инструмент.
2. При продолжительном нагреве полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10 - 50 при температуре 180 - 250 o C разлагается с образованием на поверхности пуансона и детали трудносмываемых лакообразных остатков, а также кислых продуктов реакции. Последние вызывают интенсивную коррозию обрабатываемой поверхности.
3. Вторичные синтетические жирные спирты фракции C10-C20 и продукты термического разложения хлорированных парафинов придают маслу трудно переносимый запах и вызывают раздражение верхних дыхательных путей.
Одним из требований, предъявляемых к технологическим смазкам для операции холодной объемной штамповки, является стабильность ее состава при повышенных температурах, давлении и воздействии металла в течение всего периода работы (140 ч), что позволяет обеспечить постоянство высоких смазочных свойств и технологических показателей. Смазка не должна иметь неприятный запах, не вызывать раздражение кожных покровов и дыхательных путей.
Предлагается новая технологическая смазка для объемной штамповки металлов, имеющей по сравнению с известной более высокие смазочные, технологические и органолептические свойства, не изменяющие их при длительном режиме ее работы.
Сущность изобретения заключается в том, что технологическая смазка для объемной штамповки металла кроме минерального масла содержит синтетическое масло Б-ЗВ ТУ 35.101295 и осерненные --олефины фракции C18-C28 (серусодержая присадка).
Физико-химические показатели серусодержащей присадки приведены в табл.1.
Предлагаемый состав технологической смазки получают следующим образом.
В реактор с механической мешалкой и обогревом загружают минеральное масло, температуру в реакторе повышают до 60 - 70 o C и при непрерывном перемешивании вводят синтетическое масло Б-ЗВ и серусодержащую присадку. После охлаждения получено прозрачное масло красно-коричневого цвета.
В табл. 2 представлены составы изготовленных технологических смазок. Степень эффективности каждого состава оценивают на испытательном стенде - четырехшариковой машине трения. Результаты испытаний приведены в табл. 4.
Физико-химические свойства изготовленных образцов технологических смазок приведены в табл. 5.
Испытания технологических смазок проводили в сравнении с известной смазкой (композиция 6, табл. 1, 2), содержащей, мас.%: Сложный эфир пентаэритрита и синтетических жирных кислот фракции C5-C9 - 25 Вторичные синтетические жирные спирты фракции C10-C20 - 25 Полиоксипропилированный диэтиленгликоль - 15 Бензотриазол - 0,3 Хлорированный парафин - До 100 Предлагаемая технологическая смазка по сравнению с существующими имеет следующие преимущества: 1. После 140 ч работы технологическая смазка обеспечила постоянство высоких смазочных свойств и технологических показателей (табл. 4 и 5).
2. Смазка по предлагаемому изобретению не обладает неприятным запахом и в процессе работы в течение 140 ч не изменяет своих органолептических свойств.
Из табл. 2, 4 и 5 следует, что нижний предел концентрации масла Б-ЗВ ограничен тем, что меньшее его количество (5%, пример 7) приводит к более высокому износу, верхний предел его концентрации ограничен тем, что большее его количество не улучшает смазывающих свойств композиций и приводит лишь к удорожанию смазки. Нижний предел серусодержащей присадки ограничен тем, что при меньшем ее содержании возрастает износ (табл. 4, пример 3, 4), а при большем - смазочные свойства композиции не улучшаются, а происходит удорожание смазки.
Таким образом, составы технологической смазки для холодной объемной штамповки металлов по предлагаемому изобретению имеют более высокие смазочные свойства (нагрузку сваривания, критическую нагрузку, индекс задира, шероховатость, стойкость инструмента и органолептическую характеристику в течение длительного периода работы по сравнению с известной смазкой.
Технологическая смазка для холодной объемной штамповки металлов, содержащая синтетическое масло, отличающаяся тем, что она содержит в качестве синтетического масла - масло Б-3В и дополнительно содержит серусодержащую присадку - осерненные -олефины фракции C18 - C28 и индустриальное масло при следующем соотношении компонентов, мас.%:
Серусодержащая присадка - осерненные - олефины фракции C18 - C28 - 40 - 50
Масло Б-3В - 5 - 30
Масло индустриальное - Остальное.
NF4A Восстановление действия патента Российской Федерации на изобретение
34. Холодное выдавлевание листового металла
Операции холодной объемной штамповки в настоящее издание справочника не включены. Все сведения и рекомендации по холодной объемной штамповке, содержащиеся в предыдущем издании справочника, остаются в силе.
В листовой штамповке холодное выдавливание является операцией по изготовлению полых тонкостенных деталей преимущественно из листовой заготовки в результате пластического истечения металла в зазор между пуансоном и матрицей.
Процесс холодного выдавливания заключается в следующем: заготовка, имеющая объем, равный объему детали с припуском на обрезку, помещается в гнездо матрицы; давлением пуансона металл приводится в весьма пластичное состояние и выдавливается в кольцевой зазор между пуансоном и матрицей. Применение холодного выдавливания в массовом производстве дает снижение трудоемкости в пять-десять раз и уменьшение стоимости инструмента в три раза.
В настоящее время холодным выдавливанием изготовляют детали из алюминия, меди, томпака, латуни и цинка (последний с нагревом до 200° С), а также из малоуглеродистой стали (меньшей высоты и большей толщины).
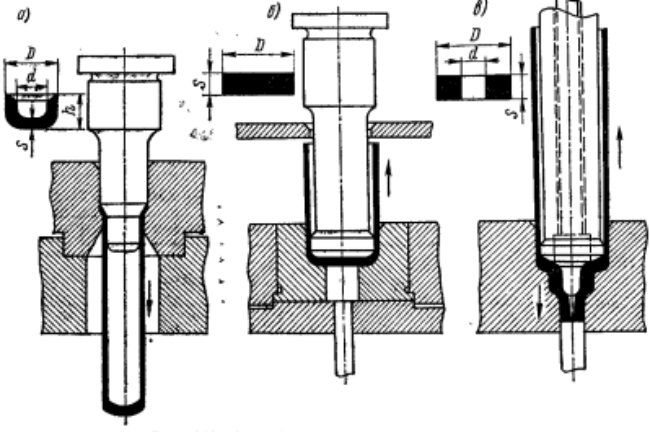
Рис. 202. Способы холодного выдавливания
- прямой способ (рис. 202, а), когда течение металла направлено в сторону рабочего движения пуансона;
- обратный способ (рис. 202, б), когда течение металла идет в направлении, обратном рабочему ходу пуансона;
- комбинированный способ (рис. 202, в), представляющий сочетание прямого и обратного способов.
Прямым способом обычно изготовляют гильзы и трубки небольшого диаметра.
Для изготовления гильз с донышком прямым способом заготовка должна быть в виде диска или лучше в виде толстостенного колпачка. Оставшийся фланец обрезается в том же штампе под другим обрезным пуансоном, для чего применяют поворотные или передвижные пуансоны.
Прямой способ холодного выдавливания требует меньшего усилия пресса, так как обычно осуществляется при меньшей степени деформации, что позволяет работать с большим числом ходов пресса (до 90-120 ход/мин).
Отношение толщины стенок готовой детали к толщине заготовки составляет от 1:4 до 1:25, что дает степень деформации от 75 до 96%.
В табл. 115 приведены размеры и точность деталей, изготовляемых прямым способом холодного выдавливания.
Таблица 115. Размеры деталей, изготовляемых прямым способом холодного выдавливания
| Наименование | Размеры в зависимости от материала детали, мм | Точность изготовления, мм (±) | |
| Свинец, олово, цинк, алюминий | Дуралюмин, медь, латунь | ||
| Диаметр (цилиндрические детали) | От 3 до 100 | От 5 до 100 | От 0,03 до 0,05 |
| Сечение (прямо угольные детали) | От 2 X 4 до 100 X 80 | От 3 x 5 до 70 X80 | От 0,03 до 0,05 |
| Толщина стенок | От 0,05 до 0,1 и больше | От 0,3 до 1,0 (медь) От 0,5 и больше (латунь) | От 0,03 до 0,075 |
| Отношение длины детали к диаметру | От 5d до 60d | От 3d до 40d | От 1 до 5 |
| Толщина фланца | От 0,2 - 0,3 до 0,5 и больше | Равна толщине стенки и больше | От 0,1 до 1,0 мм |
Обратный способ холодного выдавливания применяется для изготовления цилиндрических и призматических полых изделий диаметром до 120 мм, с толщиной стенок от 1,5 до 0,08 мм и высотой до 300 мм при отношении высоты к диаметру 8:1.
В табл. 116 даны размеры и точность деталей, изготовляемых обратным способом холодного выдавливания.
116. Размеры деталей, изготовляемых обратным способом холодного выдавливания
| Наименование | Размеры в зависимости от материала детали, мм | Точность изготовления, мм (±) | |
| Свинец, олово, цинк, алюминий | Дуралюмин, медь, латунь | ||
| Диаметр (цилиндрические детали) | От 8 до 100-150 | От 10 до 50-70 | От 0,03 до 0,05 |
| Сечение (прямо угольные детали) | От 5 x 7 до 70 x 80 | От 6 x 9 до 20 x 40 | От 0,03 до 0,05 |
| Толщина стенок | От 0,08 до 0,23 и больше | От 0,5 до 1,0 (медь) От 1,0 и больше (латунь) | От 0,03 до 0,075 |
| Толщина основания | От 0,25-0,3 до 0,5 и больше | Равна толщине стенок и больше | От 0,10 до 0,2 |
| Отношение длины детали к диаметру | От 3:1 до 10:1 (свинец), 8:1 (алюминий) | От 3: 1 до 5: 1 | От 1 до 3 |
Комбинированный способ холодного выдавливания применяется для изготовления деталей более сложной формы, с фигурным дном, имеющих отростки, выступы и шипы, а также с дном, расположенным внутри гильзы.
| Рис. 203. Штамп для холодного выдавливания алюминиевых деталей обратным способом. | Рис. 204. Штамп для холодного выдавливания с движущейся матрицей и гидравлическим мультипликатором. |
На рис. 203 изображен штамп для холодного выдавливания обратным методом. Штамп имеет следующие особенности: пуансон (быстросменный) закрепляется при помощи цангового зажима; матрица сделана составной, с горизонтальной плоскостью разъема; съемник сделан подвижным пружинным для удобства съема высоких деталей (без увеличения длины пуансона). Составная матрица более стойка, ее более просто изготовить и термически обработать.
На рис. 204 приведен штамп, осуществляющий новый способ 2 холодного выдавливания полых тонкостенных деталей с эффективными силами трения путем деформации сплошной заготовки между двумя пуансонами - неподвижным 1 и рабочим пуансоном 5 с истечением металла в кольцевой зазор между последним и стенками движущейся матрицы 2. В процессе выдавливания матрица перемещается в направлении течения металла со скоростью, превышающей скорость истечения в 1,2-1,3 раза. Таким образом, движущаяся матрица не только не оказывает сопротивления течению металла, но создает эффективные, положительно направленные силы трения, способствующие течению металла заготовки.
2 Авторы Ю. П. Можейко и Н. К. Ровенталь.
Штамп снабжен гидравлическим устройством, создающим рабочий ход поршня 6 и закрепленного в нем пуансона 5. Это устройство является своеобразным гидравлическим мультипликатором, увеличивающим рабочее усилие выдавливанием в 14 - 15 раз по сравнению с усилием пресса. Для этого усилие ползуна пресса передается двумя плунжерами 4 жидкости, находящейся в нижней части обоймы 3.
Давление жидкости действует на поверхность поршня 6 и создает рабочее усилие выдавливания во столько раз большее усилия, передаваемого ползуном пресса и плунжерами 4, во сколько раз площадь поршня больше торцовой поверхности плунжеров. В последнее время этот метод был развит и модифицирован рядом других исследователей.
Весьма эффективно применение холодного выдавливания для изготовления стальных деталей. Здесь также существуют три способа холодного выдавливания: обратный, прямой и комбинированный.
В табл. 117 приведена допустимая степень деформации при холодном выдавливании стальных деталей.
После каждой операции с большой степенью деформации производится отжиг в защитной атмосфере при 720° С, обкатка в барабане и фосфатирование заготовок с последующим их отмыливанием. Отжигу и фосфатированию подвергаются и исходные заготовки.
Таблица 117. Допустимая степень деформации при холодном выдавливании стальных деталей
| Допустимые деформации | Способы выдавливания | |||
| Обратный | Прямой | |||
| Значение показателя | Численная величина % | Значение показателя | Численная величина % | |
| Степень деформации поперечного сечения | E = (d2/D2)100* | 40 - 70 | E = (1 - d2/D2)100 | 50 - 90 |
| Относительное уменьшения толщины стенки полой заготовки | - | - | εS = (S0 - S)/S0 100 | 50 - 75 |
| Относительное уменьшение диаметра полой заготовки | - | - | εS = (d0 - d)/d0 100 | 10 - 28 |
*Диаметр заготовки равен наружному диаметру детали D. В соответствия с размерами деталей допустимы деформации ниже приведенных в таблице
Холодное выдавливание стальных деталей рассмотрено в справочнике по холодной объемной штамповке.
За последние годы освоены новые процессы холодного выдавливании стальных деталей. К ним относится способ холодного выдавливания стальных деталей с отверстиями из сварных кольцевых заготовок, изготовляемых на сварочном автомате.
На рис. 205, а показаны заготовки, на рис. 205, б - готовые детали.
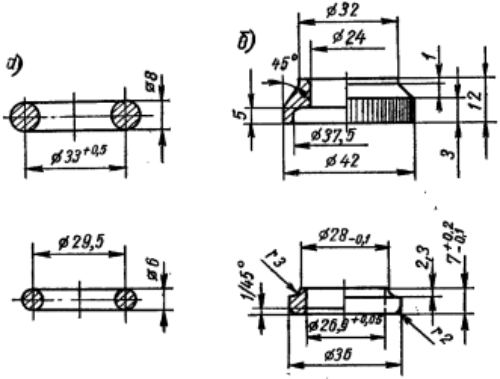
Рис. 205. Стальные детали, полученные холодным выдавливанием на сварных кольцевых заготовок
Кольцевые заготовки после гибки и сварки с удалением грата подвергаются нормализации или низкому отжигу, травлению, фосфатированию и смазке. Этот способ дает экономию металла на 80-90% и экономию по заработной плате в размере 30-40% по сравнению с обработкой резанием.
В СССР и ЧССР освоен весьма интересный способ безотходного изготовления состыкованных шайб из проволочной заготовки. Эти шайбы отличаются от обычных 4 см, что имеют стык в поперечном сечении. Установлена полная эксплуатационная пригодность шайб и на них были разработаны специальные стандарты. Преимущества шайб нового типа заключаются в громадной экономии материала - 96% использования металла вместо 38% при вырубке из полосы. Для массового производства шайб создан специальный автомат ТНР18 3 (рис. 206).

Рис. 206. Схема работы автомата для изготовления шайб из проволоки
Производительность автомата до 250 шт/мин. Материалом для изготовления является отожженная и калиброванная проволока прочностью σв 2 .
В настоящее время существуют различные формулы для определения усилий колодного выдавливания. Приводим приближенную формулу Говарда, пересчитанную на метрические меры:
, где р - давление выдавливания, кгс/мм 2 ;
F0 и F - площади поперечного сечения заготовки и изделии;
В и С -опытные коэффициенты (табл. 118).
Таблица 118. Значения опытных коэффициентов
| Марка стали | Содержание углерода, % | Коэффициенты, кгс/мм 2 | |
| В | С | ||
| 10 | 0,1 | 22 | 63 |
| 20 | 0,2 | 23 | 71 |
| 30 | 0,3 | 25 | 80 |
, где Fп - площадь поперечного сечения пуансона, мм 2 .
Усилие на установившейся стадии обратного выдавливания можно определить по другой приближенной формуле:
, где F - площадь поперечного сечения заготовки;
Fп - площадь поперечного сечения пуансона;
kс - коэффициент, имеющий следующие значения: для алюминий kc = 3,5/4, для меди, латуни и малоуглеродистой стали kc = 2,5/3,
Приведенные формулы не учитывают всех параметров процесса, влияющих на требуемое усилие вдавливании (геометрии инструментов, скорости деформирования, рода смазки и др.).
На практике требуемое давление пресса подсчитывают по упрощенной формуле:
, где q - приближенное значение давления (табл. 119).
Таблица 119. Приближенное значение давления (кгс/мм 2 ) для холодного выдавливания.
| Материал | Прямой способ | Обратный способ |
| Алюминий | 40 - 70 | 80 - 120 |
| Медь | 60 - 100 | 150 - 200 |
| Латунь Л68 | 80 - 150 | 180 - 250 |
| Стали 10,15 | 100 - 180 | 200 - 300 |
Сопротивление деформации или давление при холодном выдавливании в значительной мере зависит от степени деформации.
Кривошипные прессы пригодны для холодного выдавливания, если величина рабочего хода (глубина вдавливания пуансона), не превышает 5 мм. Рекомендуется выбивать эти прессы с номинальным усилием в 1,5-2 раза больше расчетного.
- требуется чистота химического состава и однородность структуры материала заготовки. Для алюминия рекомендуются марки А0, А1, твердостью до НВ 25;
- желательна гладкая поверхность среза вырезанной заготовки, заусенцы недопустимы.
Для обеспечения первого требования вырубленные заготовки обычно подвергают отжигу (с травлением, промывкой и сушкой). Для получения гладкой поверхности среза вырубка производится штампом со снятой фаской на режущих кромках матрицы, а также рекомендуется вырезка заготовок пуансоном, размеры которого больше размеров матрицы. В производстве зарекомендовал себя трехрядный вырезной штамп, у которого пуансоны на 0,4-0,6 мм больше отверстия матрицы, вследствие чего вырезка происходит без захода пуансонов в матрицу. Остающаяся соединительная перемычка настолько слаба, что отламывается при ручной подаче полосы. При этом способе поверхность среза соответствует 5-6-му классу по ГОСТ 2789-73.
Для удаления заусенцев и очистки поверхности заготовки обкатывают в барабане с древесными опилками, смоченными бензином. После просеивания опилок заготовки промываются в бензине или бензоле.
Холодное выдавливание алюминиевых парфюмерных тюбиков производится из шестигранных заготовок, вырубаемых шестирядным штампом при безотходном раскрое полосы. В данном случае после вырубки заготовки подвергаются отжигу при 520-560°С, травлению в кальцинированной соде, промывке, сушке и обкатке в барабане с кашалотовым жиром.
Фирма "Герлан" (ФРГ), выпускающая прессы для холодного выдавливания, применяет в качестве смазки алюминиевых заготовок цинковую пудру.
Толщина заготовки находится по формуле:
, где V - объем детали с припусками на обрезку; F0 - площадь заготовки.
Припуск на обрезку неровных кромок принимают равным:
, где h - высота детали по чертежу, причем наименьшее значение коэффициента берут для сравнительно низких, а наибольшее - для сравнительно высоких деталей.
Решающее значение для холодного выдавливания имеет выбор наилучшего типа смазки, выдерживающей высокие рабочие давления и не теряющей вязкости при нагреве.
- для алюминия - 20-процентный раствор животного жира в бензоле или смесь цилиндрового масла с воском в пропорции 1:1 (расход 300 г на 15-16 м2); кусковой кашалотовый жир;
- для меди и латуни - животные жиры или графитная смазка в составе: пять частей отмученного графита и две части машинного масла (при 200° С);
- для цинка - животные жиры, ланолин и тальк;
- для стали - фосфатирование поверхности погружением заготовок в кислые фосфатные растворы с последующим пропитыванием мыльной эмульсией.
Заготовки смазываются двумя способами: путем погружения в баки или во вращающиеся барабаны. Слой смазки должен быть равномерным. При наличии частичных несмазанных мест заготовки неизбежен брак в виде обрывов и перекосов стенок.
Смазка СОЖ для штамповки и прессования TECHDRAW 700

Узнать цену
Смазки для штамповки серии TECHDRAW 700 является универсальным смазывающим составом для выполнения различных операций. Высокий уровень эффективности позволяет использовать масло для тяжелых операций.
Особенности смазки для холодной штамповки
СОЖ TECHDRAW 700 используется в процессе выполнения следующих операций пластического формообразования:
- для холодной штамповки;
- волочения всех типов стали;
- нарезки резьбы;
- раскатки;
- пробивки и проч.
Смазка для штамповки металла серии TECHDRAW 700 не содержит хлорпарафины. Особый пакет присадок, повышенное содержание серы, фосфора обеспечивают высокую эффективность масла. Способы применения: распыление, нанесение состава на поверхность кисточкой, полив или погружение в емкость.
Высокоэффективная смазка для холодной штамповки металла линейки TECHDRAW 700 имеет высокую температуру вспышки.
Оставить заявку на покупку СОЖ для металла вы можете по телефону или электронной почте, размещенным на сайте. Поставка товаров осуществляется по всей России.
Объемы, в которых поставляется товар: 20 л., 208 л., 1000 л.
Станислав Федоров [24.05.2017]
Один поставщик закрыл свой бизнес, поэтому нашему предприятию пришлось искать нового делового партнёра. Долго сравнивали компании Санкт-Петербурга, но остановились на "ООО Тех Люб". Для пробы заказали смазочно-охлаждающие жидкости и кое-что из смазочных материалов для штамповки. Очень порадовал сервис и скоростная доставка. Буквально после первого заказа превратились в постоянных клиентов. Сейчас часть товаров покупаем по акциям. Пусть немного, но бюджет экономим. Единственное, хотелось бы без 100% оплаты сразу, а по факту, но таковы правила.
Валерий Григорьев [11.05.2017]
Большинство компаний отказываются отправлять "химию" по России, хотя фирмы-перевозчики занимаются транспортировкой подобных товаров без проблем. Это был первый весомый пункт, по которому нас устроил ТехЛюб. Второе, что понравилось - это наличие безналичного расчета. Относительно качества продукции. все супер! Немецкое качество - оно и в Африке немецкое. Заказывали смазочные материалы Rocol и кое что из масляных СОЖ. Цены более чем приемлемы. Пусть не на все, но обычно стоимость нас устраивает абсолютно. Спасибо за внимание менеджера и быстрое обслуживание! В основном, заказы привозят через сутки.
Алексей Мирошин [28.04.2017]
Наша компания полгода назад закупила в TECHLUBE смазочно-охлаждающие и очищающие жидкости для обработки металлов. Мы занимаемся производством мелких деталей, поэтому в работе очень важно качество смесей. Продукцией, которую предлагает TECHLUBE, остались очень довольны. Теперь наше предприятие - постоянный клиент этой фирмы. Порадовал большой ассортимент составов. Некоторые жидкости очень сложно найти в продаже - они востребованы только узкоспециализированными предприятиями, поэтому магазины не торопятся закупать такую продукцию. В "Техлюб" мы нашли все, что искали.
Валентин Гвоздев [17.04.2017]
Я частный мастер - изготавливаю стальные изделия в собственной мастерской на дому. Долго искал, где можно приобрести смеси для очистки металлов по разумной цене. В компании Техлюб нашел нужные составы. На сайт этой компании я зашел месяц назад не случайно - находился в поиске очередного состава для работы. После того, как получил первый заказ, стал покупать здесь жидкости постоянно. В Техлюб меня устраивает все: качество товара, ассортимент, цена. Проблем при работе с жидкостями, которые предлагает фирма, у меня не было - сразу видно, что качество высокое и соответствует заявленному.
Виктор Кузьмин [29.03.2017]
Пару лет назад делал капремонт авто в СТО на улице Детской, были нужны сварочные работы, обработка антикоррозийными материалами, уже точно и не припомню, какие работы еще делали. А недавно здоровски черкнул по днищу своего любимца, в яму влетел, залитую дождем. Заехал посмотреть на эстакаду, может что повредил, днище как будто сегодня обработали смазкой, нет и капли ржавчины. Я даже немного удивился, позвонил в СТО ребятам, ответили мне, что постоянно покупают смазочные материалы в ТехЛюб. Нашел вас в интернете, очень благодарен за качественную смазку. Интересует, есть ли розница, хочу для себя заказать, мне как бы опт не нужен.
Александр Величкин [12.03.2017]
Я владелец небольшого токарного цеха возле Петергофа, где мы вытачиваем запчасти и детали под заказ. Давно искал качественные смазочные материалы в нашем регионе, доволен очень, что сотрудничаю сейчас с хорошим поставщиком компанией ТехЛюб. Купил здесь по акции смазку для нарезания резьбы. Скажу честно, суперская штука, работать одно удовольствие. Обслуживание в компании на высоте, можно доставить товар любым перевозчиком, никто не навязывает обязательный вариант, наоборот, спросят у вас, как удобнее будет. Теперь буду брать смазочные материалы исключительно в этой фирме, надеюсь, постоянным клиентам предлагают какую-то систему скидок.
Елена Сергеевна [28.02.2017]
Одним из самых больших бедствий в нашей работе (производство и обработка металлоконструкций) является коррозия. Применять оцинкованный металл получается далеко не всегда, да и стоит он на порядок дороже. Поэтому мы давно и с успехом применяем антикоррозийные составы, купленные у компании ТехЛюб. Защита на высоте, цены вполне себе и поставки всегда вовремя. Сотрудничаем не долго, всего три месяца, но уже готовы порекомендовать ТехЛюб всем нашим коллегам!
Ильдар [16.02.2017]
Хотите реально повысить эффективность производства и снизить издержки? Не экономьте на СОЖ! Это я усвоил раз и на всегда, когда отправил в дорогостоящий ремонт три из пяти моих токарных станков. Заказы стоят, денег еле хватает платить сотрудникам. А все из-за того, что решил отказаться от услуг ТехЛюба (работал с ними года два). Сэкономить хотел. Реально, ТехЛюб это одна из не многих компаний где ДЕЙСТВИТЕЛЬНО качественные СОЖ продаются!
Андрей Копылов [07.02.2017]
В моем гараже 143 единицы техники, 8 станков, различное оборудование. Для ежедневной регулярной работы станков постоянно нужны СОЖ, очистители, смазочные материалы Rocol, масляные смазочно-охлаждающиме жидкости. Все больше убеждаюсь, что продукция, которой пользуюсь я и члены моей команды, самая надежная и качественная. Нас обслуживает компания из Санкт-Петербурга «Тех Люб». Эта фирма – лидер региона по СОЖ. Ассортимент просто поражает: смазочно-охлаждающие жидкости для машин, станков, водосмешиваемые составы. Сотрудники фирмы с большим опытом, дают любые консультации. Качество материалов никогда не подводило. Большая благодарность фирме «Тех Люб» за заботу!
Василий Наконечный [01.02.2017]
Мы с работниками моей бригады обрабатываем стальные и чугунные детали на протяжении 15 лет. Когда нужны смазочно-охлаждающие жидкости, антикоррозионные составы, смазки для нарезания резьбы, всегда обращаемся в компанию «Тех Люб». Это самая надежная, добропорядочная фирма в Северо-Западном регионе России. Здесь всегда в наличии лучшие смазочные составы для станков, редукторов, оборудования. Если чего-то нет в данный момент, они всегда проконсультируют, предложат замену. Параллельно осуществляют поставки под заказ. Качество СОЖ – супер! Фирма все делает быстро, промышленные смазочные вещества на высоком уровне качества. Спасибо вам, «Тех Люб», что выручаете в трудную минуту!
Александр Гришин [13.12.2016]
Работа моего небольшого предприятия заключается в работе с металлами ( нанесение гравировки, изготовление металлических элементов конструкций и т.д.). Естественно, что такое производство испытывает нужду в различных расходных материалах, в том числе и в смазочных жидкостях. Покупать что-то некачественное и дешевое не хочется, так как можно загубить дорогостоящий инструмент. Поэтому решили попробовать продукцию компании ТехЛюб и купили несколько видов СОЖ "на пробу". Хочу сказать, она оказалась удачной. Работается с материалами легко, инструмент не портится! Цены тоже довольно демократичные. Теперь решил закупать необходимые материалы большими партиями, тем более, что в компании действуют выгодные скидки и акции.
Зотов Валерий Иванович [07.12.2016]
Имею собственный парк сельскохозяйственной техники. В зимний период всегда занимаюсь ее ремонтом и подготовкой к следующему сезону. В поисках смазочных материалов и антикоррозийных составов пытался обращаться в разные фирмы. Но как говорят, что-то меня настораживало и как-то "не лежала душа". Спасибо, встретил знакомого фермера, так сказать коллегу по цеху, и он мне посоветовал обратиться в компанию ТехЛюб, с которой он сотрудничает уже несколько лет. Хочу сказать, что я благодарен ему за подсказку, а компании за продукцию высокого качества, которое уже успели оценить мастера, занимающиеся ремонтом техники. Отдельное спасибо сотрудникам, которые отнеслись внимательно и в срок доставили мой заказ!
Назар В. [27.11.2016]
Для своего автосервиса все смазочные материалы, антикоррозийные составы, охлаждающие жидкости и пр. мы покупаем только в ООО "Тех Люб" вот уже больше трех лет. За этот период с недостатками касаемо качества продукции слава Богу не столкнулся. Думаю, так и будет дальше. Компания ни единого раза не подвела по срокам доставки! Сотрудники всегда приветливы, а что приятно, они знают все о каждом товаре компании и могут дать ответ на любой вопрос. Да-да, сейчас ведь это редкость! Кстати, по своему опыту могу сказать, что это единственная компания, которая радует своих клиентов приятными, а не выдуманными акциями.
Максим Станиславович [16.11.2016]
Хочу выразить респект всем работникам компании «Тех Люб» за прекрасную работу и качество предлагаемой продукции. Я недавно открыл свое производство по изготовлению различных изделий из металла и как многие начинающие предприниматели столкнулся в вопросе выбора качественного расходного материала. Мне нужен был хороший антикоррозийный состав. Обратился в компанию, менеджер уделил мне немало времени и внимания, что подкупило. Недолго раздумывая, я приобрел нужную у них продукцию, которой остался доволен на все 100%. Теперь я их постоянный клиент.
Даниил Р. [09.11.2016]
Долго искал компанию-производителя качественных смазочных материалов. После долгих поисков мой выбор пал на TECHLUBE. Что привлекло? Во – первых, это качество выпускаемой продукции. Сказать, что оно на высоте не сказать ни чего. Заказывал я у них масло для микросмазывания (TECHLUBE 2000). Товар соответствует всем заявленным характеристикам. Во-вторых, обслуживание. Приятные в общении менеджеры подробно проконсультировали меня по товару, который мне был нужен. Отвечали на все вопросы (порой даже глупые – задавал, чтобы их на выдержку проверить). В-третьих, сроки, которые соблюдались. Честно сказать, ребята, даже не ожидал. Жаль, мало на рынке таких компаний, поэтому координаты ваши «терять» не стану!
Сергей Михайлович [02.11.2016]
Хотелось бы поблагодарить менеджеров ТехЛюба за отличную работу. Обращался к вам за смазочными материалами для работы с особенно твёрдыми материалами, например для титана. Молодой человек по имени Анатолий посоветовал несколько марок СОЖ. Решили попробовать и не пожалели: расход смазки уменьшился процентов эдак на 30 и почти исчез брак. Сразу почувствовали разницу между дешёвыми некачественными реагентами и тем, что предлагает ТехЛюб. Огромная благодарность менеджерам за компетентность!
Ангелина Владимировна [21.10.2016]
Продукция нашей компании используется в экстремальных условиях и особенно сильно подвержена действию коррозии. Раньше мы использовали дешёвые антикоррозийные составы, но, как показала практика, эти составы совсем плохо защищают металл от окисления. Материалы марки TECHLUBE хорошо известны на рынке как продукты отличного качества, однако, нам всегда хотелось сэкономить. Но когда мы решили все-таки закупить небольшую партию СОЖ от TECHLUBE, наши инженеры буквально запретили нам покупать что-либо другое! О результатах использования пока судить трудно, но качество товаров TECHLUBE видно специалисту невооружённым взглядом. Рекомендуем всем компаниям нашей отрасли закупать смазочные жидкости именно тут!
Михаил Максимов [12.10.2016]
Моя компания занимается изготовлением сложных деталей при помощи самых современных ферезерных и точильных станков. Продукцией TECHLUBE мы пользуемся уже как минимум года два и наконец-то собрались сказать своей слово благодарности. Наши клиенты всегда довольны качеством нашей продукции - мы не допускаем отклонения даже на доли миллиметра. И в этом не малая заслуга смазочных материалов. Как и наша компания, TECHLUBE ответственно относится к качеству продукции и лояльности клиентов - мы ценим это и благодарим ТехЛюб за такой подход.
Краков Валерий [04.10.2016]
Решил написать отзыв об синтетической смазке NLGI 2, которую приобретаем уже год в компании TECHLUBE. Эту смазку мы применяем для смазки подшипников, холодильных камер, подшипников, которые находятся в складском хозяйстве. Смазка показала себя с самой лучшей стороны. Даже при образовании льда она сохраняет свои свойства, что немаловажно для сохранности оборудования в рабочем состоянии. Со смазкой легко и комфортно работать. Так что, спасибо, за качественную продукцию и адекватные цены. Надеюсь на дальнейшее сотрудничество.
Владимир Валентинович [24.09.2016]
Имею собственный цех по розливу минеральной воды. Естественно, оборудование нуждается в регулярном уходе и обслуживании. С тех пор, как начал сотрудничать с компанией «Техлюб», проблем со смазочными материалами не возникает. Я приобретаю смазку загущенную PTFE, которой мы смазываем поршни, вентили, краны и другие детали. После такой обработки все механизмы работают "как часики". Сотруднечаю с компанией на постоянной основе, приобретаю и другие продукты компании. Качество отменное, работать с такими средствами удобно, рекомендую всем коллегам. Очень доволен, что нашел качественные материалы, помогающие сохранять оборудование в рабочем состоянии.
Иван Павлович Конев [07.09.2016]
Хочу написать благодарственный отзыв о продукции компании TECHLUBE, а именно об антикоррозийных продуктах серии TECHCOR. Я являюсь владельцем большого фермерского хозяйства, поэтому мне требуется защищать трубы, баки и металлоконструкции от атмосферных явлений, коррозии, разрушения. По совету знакомого приобрел продукцию Техлюба и остался очень доволен. Состав легко наносится на поверхности, образуя надежный влагозащитный слой. Благодаря этому все металлические изделия и конструкции выглядят привлекательно и остаются в целости и сохранности.
Кирилл Ф.Д. [25.08.2016]
На заводе решили сменить СОЖ, чтобы поднять качество продукции и снизить процент брака. Покупали у разных поставщиков, оценивали, затратили приличный бюджет. В итоге остановились на товарах, которые предлагает ТехЛюб. Всем рекомендую этого поставщика, потому что его продукция выдержала серьезную проверку. Вот уже несколько месяцев закупаем в этой компании СОЖ. Качество выпускаемых деталей действительно поднялось - брака на предприятии стало меньше. Советую всем использовать жидкости, выпущенные надежными производителями, и не экономить на этом - выйдет себе дороже.
Родион К. [13.08.2016]
Занимаюсь производством деталей в своем гараже - изготавливаю запчасти для старых автомобилей, к которым уже сложно подобрать комплектующие. При производстве очень важно иметь качественные смазочные и охлаждающие жидкости, а также составы, которые предотвращают коррозию. Примерно полгода закупаю жидкости в компании TECHLUBE. За все это время ни разу не обнаружил брака. До этого брал в другой компании, и продукция меня не устроила. От качества СОЖ зависит качество моей работы, на кону репутация. Поэтому я выбираю только составы от проверенного поставщика.
Сергей В. [28.07.2016]
Я руководитель небольшой компании по производству металлоконструкций. Уже давно я закупаю смазочные жидкости и антикоррозионные составы в компании "ТехЛюб". Выбрал именно эту фирму, потому что здесь можно взять все необходимое и по разумной цене. Товары высокого качества - нареканий нет. Еще ни разу не обнаружил некачественной продукции. Как известно, эффективность некоторых составов можно определить через несколько недель. Например, это касается антикоррозионных жидкостей. Но наша фирма давно использует товары "ТехЛюб", и клиенты на брак не жалуются. Намерен и дальше пользоваться продукцией этой фирмы.
Роман А.С. [12.02.2016]
Моя небольшая фирма занимается гравировкой и художественным вытачиванием металлических изделий. Разумеется, смазочные жидкости - один из основных расходных материалов в нашем производстве. После закупки нового оборудования денег почти не осталось, поэтому решил сэкономить на СОЖ, ну и в итоге лишились нескольких дорогих свёрл и насадок. И это помимо отбракованных изделий. После этого один из сотрудников настоял на покупке качественных СОЖ у фирмы Тех Люб. Приобрели довольно большую партию, пользуемся уже пару месяцев - никаких нареканий к качеству смазок. Да и цены вполне себе порадовали. Теперь будем закупаться только здесь.
Павел Л. [03.10.2015]
Приобретаем у Тех Люб смазочные материалы уже более года. Качество неизменно отличное. Почти забыли что такое брак на всех этапах производства - от грубого вытачивания, до окончательного придания формы и полировки. Качество нашей продукции заметно выросло, а сговорчивость менеджеров Тех Люб и своевременнсоть доставки только укрепляют наше сотрудничество. Тех Люб - тот партнёр, которого я без стеснения могу порекомендовать всем!
Валентин Н.Т. [15.05.2015]
Наша организация исторической реконструкции столкнулась с необходимостью быстро изготовить большую партию оружия (мечи, топоры, копья и т.д.). Так как партия была действительно большая, то ни о каких кузнечных мастерских и речи быть не могло - мы бы просто провалили все сроки, да и цена была бы заоблачной. Решили изготовить своими силами на станках. Как старый токарь я знаю, что в этом деле нет ничего важнее хороших смазочных материалов. Искал поставщика довольно долго, наконец решил обратиться в Тех Люб. И не пожалел! Все изделия получились как на подбор, а на сэкономленные деньги мы еще успели пошить "крестьянской" одежды. Тех Люб выручает.
Смазка СОЖ для штамповки и прессования TECHDRAW 800

Смазки для вытяжки и штамповки серии TECHDRAW 800 – это смазывающие составы повышенной вязкости, которые применяются для тяжелых операций пластического формообразования.
Преимущества продукта
Содержащиеся в смазке для вытяжки (глубокой и ротационной) и штамповки TECHDRAW 800 современные противоизносные и противозадирные компоненты, а также синтетические углеводороды, пакет присадок и хлорпарафины повышают стойкость инструмента и качество обработки деталей. Данная смазка для штамповки нержавейки и других операций с металлом может наноситься на материал различными способами: кисточкой, путем распыления или методом окунания.
Сферы применения
Серия TECHDRAW 800 используется при следующих операциях:
- холодной штамповке;
- глубокая и ротационная вытяжка;
- пробивке;
- волочении сталей (нержавеющей, конструкционной и проч.).
Смазка для ротационной вытяжки и других типов металлообработки применяется при создании деталей цилиндрической, овальной, конической и криволинейных форм. Масло может использоваться для смазывания заготовок, произведенных из черных или цветных металлов.
Смазка для глубокой вытяжки TECHDRAW 800 доставляется по всей территории России. Для заказа масла для штамповки нержавейки и других операций оставьте заявку по телефону или электронной почте, указанной на сайте.
Читайте также: