Соединение деталей из тонколистового металла
Обновлено: 28.04.2024
Все операции по обработке деталей выполнены. Теперь можно их соединить в целое изделие.
Соединение заклёпками
Соединить детали из листового металла в изделие можно с помощью заклёпок, фальцевым швом, пайкой, сваркой и другими способами. В учебных мастерских учащиеся выполняют соединение деталей первыми двумя способами (рис. 144).

Рис. 144. Примеры соединения деталей из тонколистового металла: 1 — заклёпочное соединение; 2 — фальцевый шов
Заклёпка — крепёжная деталь из мягкой стали, меди или алюминия. Она состоит из закладной головки, стержня и замыкающей головки. Заклёпки бывают с полукруглой головкой (рис. 145, а), полупотайной (рис. 145, б), потайной (рис. 145, в); трубчатые (рис. 145, г) и др. Диаметр заклёпки зависит от толщины соединяемых деталей.

Рис. 145. Виды заклёпок: а — с полукруглой головкой; б — с полупотайной головкой; в — с потайной головкой; г — трубчатая
Чтобы соединить детали заклёпками, сначала размечают и накернивают в деталях центры будущих отверстий. После чего сверлят отверстия дрелью или на сверлильном станке. Часто сверление выполняют одновременно в двух деталях, скрепив их струбциной (рис. 146) или в тисках.

Рис. 146. Сверление отверстий под заклёпку: 1 — шпиндель сверлильного станка; 2 — детали; 3 — деревянный брусок; 4 — стол станка; 5 — струбцина
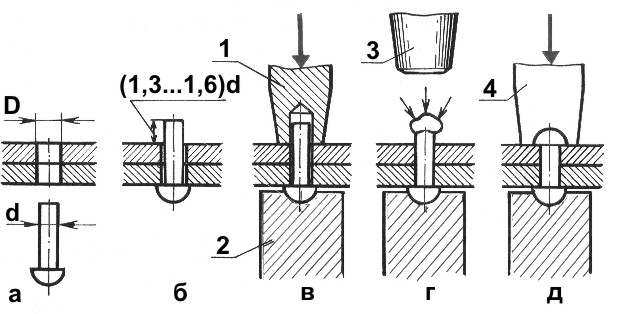
Диаметр отверстия D должен быть на 0,1. 0,2 мм больше, чем диаметр стержня заклёпки d (рис. 147, а).

Рис. 147. Последовательность получения заклёпочного соединения: а — подготовка отверстия под заклёпку; б — размещение заклёпки в отверстии; в — осаживание деталей: 1 — заклёпка; 2 — поддержка; 3 — детали; 4 — натяжка
После этого заклёпку устанавливают в отверстие, причём стержень заклёпки должен выступать над поверхностью детали на (1,3. 1,6) х d (рис. 147, б). Закладную головку заклёпки (рис. 147, в) помещают в выемку металлического бруска, называемого поддержкой. Головку прижимают специальным инструментом — патяжкой и ударами молотка по натяжке осаживают (сближают) детали одну с другой.
Затем ударами молотка расклёпывают замыкающую головку (рис. 148, а) и придают ей правильную форму с помощью специального инструмента — обжимки (рис. 148, б). Этот инструмент имеет на рабочей части лунку, совпадающую с формой будущей замыкающей головки заклёпки.

Рис. 148. Формирование головки заклёпки: а — молотком; б — обжимкой: 1 — заклёпка; 2 — поддержка; 3 — детали; 4 — обжимка
При выполнении всех перечисленных операций соединяемые детали должны быть плотно прижаты одна к другой, например струбциной. Иначе при ударах молотком заклёпки согнутся, и заклёпочное соединение не получится.
Детали из листовой пластмассы соединяют между собой или с деталями из листового металла также с помощью заклёпок. Для соединения тонких пластмассовых листов (толщиной 0,8. 1,3 мм), кожи, толстых тканей трубчатыми заклёпками диаметром 4 мм можно использовать универсальные щипцы-пробойник (рис. 149). Этот инструмент позволяет также пробивать отверстия в коже и толстых тканях диаметром 2,5. 4 мм.

Рис. 149. Универсальные щипцы-пробойник
Заклёпочные соединения применяют в авиастроении, при постройке кораблей и мостов, соединении деталей металлической посуды.
Соединение фальцевым швом
Другой способ сборки деталей из тонколистового металла — это соединение фальцевым швом. Его получают следующим образом. Сначала отгибают края (шириной 6. 8 мм) соединяемых деталей под прямым углом (рис. 150, 1). Затем подгибают края так, как показано на рисунке 150, 2, и соединяют их в замок, простукивая киянкой (рис. 150, 3). Для того чтобы соединение не разъединилось, листы подгибают вблизи шва с помощью деревянного бруска (рис. 150, 4).

Рис. 150. Последовательность выполнения фальцевого шва (1-4)
Фальцевые швы применяют при изготовлении банок для краски, консервных банок, вёдер и др.
При соединении деталей из проволоки используют способы, показанные на рисунке 151. Например, соединение деталей подставки для книг (см. Приложение, рис. 176, а) выполнено способом, изображённым на рисунке 151, а.

Рис. 151. Способы соединения деталей из проволоки
Знакомимся с профессиями
Жестянщик — специалист, который занимается на предприятиях изготовлением изделий из тонколистового металла. Он знает устройство различных станков для резки металла, умеет пользоваться приспособлениями и инструментами для обработки листового металла. Жестянщик изготовляет водосточные и вентиляционные трубы, баки, соединяя детали фальцевым швом. Он соединяет детали заклёпками вручную или с помощью пневматических клепальных молотков.
§ 30. Сборка изделий из тонколистового металла, проволоки, искусственных материалов
§ 22. Технология изготовления изделий из металлов и искусственных материалов
Заготовка из тонколистового металла должна иметь припуски на обработку, так как невозможно найти заготовку, точно соответствующую размерам готовой детали. Припуски позволяют исправлять неточности операций разметки или резания детали. Однако припуски не должны быть большими, поскольку металл, идущий на припуски при обработке заготовки, превращается в отходы. Например, если изделие из жести имеет размер 150 х 190 мм, то для её изготовления следует взять заготовку размерами от 155 х 195 до 158 х 198 мм (рис. 101), т. е. припуск должен составлять 5. 8 мм.

Рис. 101. Изготовление коробки для мелких деталей: а — чертёж; 6 — технологический процесс (1—9)
При изготовлении изделия из проволоки (рис. 102) сначала выбирают и размечают заготовки деталей, из которых оно состоит. Затем заготовки разрезают и гнут в соответствии с чертежом. Полученные детали зачищают, соединяют друг с другом в готовое изделие, которое затем лакируют или окрашивают.

Рис. 102. Изготовление отвёртки: а — чертёж; б — технологический процесс (1-7)
Если нужно изготовить изделие из листовой пластмассы (рис. 103), то заготовку сначала размечают, затем обрабатывают отверстия внутренних контуров. После этого вырезают наружные контуры, зачищают поверхности и при необходимости их окрашивают.

Рис. 103. Изготовление номерка на дверь квартиры (заготовка — шняявавш оргстекло): а — общий вид (номер и места расположения крепёжных отверстий назначает ученик); б — технологический процесс (1—8)
На рисунках 101-103 показаны технологические процессы изготовления трёх изделий: коробки для мелких деталей (из тонколистового металла), отвёртки (из проволоки) и номерка на дверь квартиры (из листовой пластмассы — оргстекла).
В школьных мастерских при изготовлении детали из металла или искусственного материала учащиеся работают обычно , по технологической карте (имеющей вид таблицы), в которой излагается технологический процесс изготовления детали.
На предприятиях технологические процессы изготовления деталей из металла и искусственных материалов разрабатывают технологи.
Практическая работа № 20
Разработка технологии изготовления деталей из металлов и искусственных материалов
- Прочитай выданный учителем чертёж детали из тонколистового металла, проволоки, пластмассы или чертёж детали из своего творческого проекта.
- Запиши в рабочую тетрадь технологическую последовательность изготовления данной детали (см. рис. 101-103). Сравни свои записи.
- Определи, какие инструменты понадобятся для изготовления данной детали, и запиши их названия в рабочую тетрадь.
Найди в Интернете пример технологического процесса изготовления других деталей из тонколистового металла и проволоки.
Соединение деталей из тонколистового металла 6 класс

Соединение фальцевым швом
Его получают следующим образом. На расстоянии 6. 8 мм от края соединяемых листов размечают линии сгиба и сгибают листы под прямым углом (см.рис. слева а). Затем подгибают края заготовок (см.рис. слева б), соединяют их в замок (см.рис. слева в) и подгибают листы вблизи шва с помощью деревянного бруска, как показано на рисунке г, чтобы соединение не разъединилось.

Выполнение фальцевых швов

Изготовление шовной трубы

Инструменты и приспособления

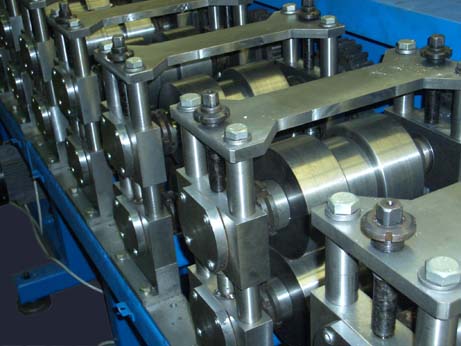
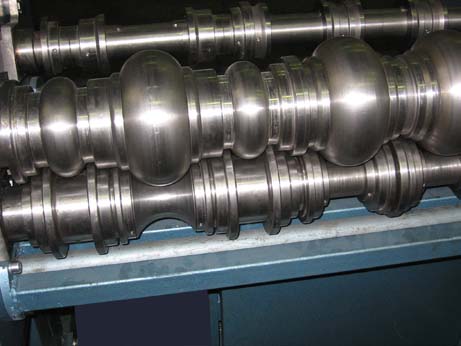
На заводах такая работа выполняется жестянщиками на фальцепрокатных станках.

Изделия из металла с фальцевым швом

Изделия из жести с соединением фальцевым швом

Соединение деталей фальцевым швом применяют при…


Профессии людей, связанные с обработкой тонколистового металла
Жестянщик
Кровельщик




Заклепки — это крепежные детали, состоящие из закладной головки и стержня. Их изготавливают из мягкой стали, меди, алюминия, латуни. Существуют заклепки с полукруглой(а), потайной(б), плоской(в), полупотайной(г) головками

Соединение листового металла заклёпкой

Процесс выполнения клепки

Инструменты для заклепки


Приёмы
выполнения
заклёпочного
соединения

Машины и приспособления для заклепочного соединения

В качестве основного (практически единственного) крепежного элемента при постройке Эйфелевой башни и крейсера "Аврора" использовались именно заклепки.

Профессия «Слесарь - сборщик»



Установочный инструмент для работы с вытяжными заклепками. Машиностроение, строительная индустрия, автомобильная и мебельная промышленность, предприятия отрасли производства электроники активно используют именно вытяжную заклепку, поскольку технология одностороннего скрепления удобнее и надежнее других способов крепления.
Особенности конструкции: заклепка имеет выпуклую или потайную шляпку. Для установки заклепки требуется доступ только с одной стороны материала.

Брак в заклепочных соединениях и его причины


Сварные соединения
Определение:
Сварные соединения – неразъёмные соединения, образованные посредством установления межатомных связей между деталями при расплавлении соединяемых кромок, пластическом их деформировании или при совместном действии того и другого.

Достоинства и недостатки сварных соединений
Достоинства :
1) высокая технологичность сварки, обусловливающая низкую стоимость сварного соединения;
2) снижение массы сварных деталей по сравнению с литыми и клёпаными на 25…30%;
3) возможность получения сварного шва, равнопрочного основному металлу (при правильном конструировании и изготовлении);
4) возможность получения деталей сложной формы из простых заготовок;
5) возможность получения герметичных соединений;
6) высокая ремонтопригодность сварных изделий.

Недостатки:
1) коробление (самопроизвольная деформация) изделий в процессе сварки и при старении;
2) возможность создания в процессе сварки сильных концентраторов напряжений;
3) сложность контроля качества сварных соединений без их разрушения;
4) сложность обеспечения высокой надежности при действии ударных и циклических, в том числе и вибрационных, нагрузок.

Некоторые разновидности технологических процессов получения сварных соединений
По наличию источника тепла: холодная сварка, сварка с нагреванием;
по применяемому источнику тепла: газовая, электродуговая, электрошлаковая, контактная, электроннолучевая, лазернолучевая и др.;
по наличию жидкого металла при образовании соединения: сварка без расплавления – кузнечная, контактная, прессовая, диффузионная и т.п., сварка плавлением – электродуговая, электрошлаковая, газовая и ряд других;

Электродуговая сварка плавлением
находит самое широкое применение в промышленности, строительстве и других областях производства, как с применением неплавящихся (уголь, вольфрам) электродов, так и плавящихся.
Электродуговую сварку неплавящимся электродом изобрел в конце XIX века (сварка угольным электродом предложена в 1882 г., патент в 1885 г.) Николай Николаевич Бенардос (18421905), а в 1888 усовершенствовал этот метод, применив плавящийся металлический электрод, Николай Гаврилович Славянов (18541897).
В настоящее время многие элементы сварного соединения, полученного электродуговой сваркой стандартизованы.

Определения:
Металл, затвердевший после расплавления и соединяющий сваренные детали соединения, называют сварочным швом.
Формирование сварочного шва сопровождается частичным оплавлением поверхностей деталей, участвующих в образовании сварного соединения.
Поверхности свариваемых деталей, подвергающиеся частичному оплавлению при формировании сварочного шва и участвующие в образовании соединения, называются свариваемыми кромками.

Рис. 12.6. Конструктивные типы сварных соединений: а) стыковое; б) угловое; в) тавровое; г) нахлёсточное; д) торцовое

Рис. 12.7. Поперечное сечение сварочных швов : I стыковых II угловых

Паяные и клеевые соединения.
Определение:
Паяные соединения - соединения, образованные за счет химического или физического (адгезия, растворение, образование эвтектик) взаимодействия расплавляемого материала - припоя с соединяемыми кромками деталей.
Отличием пайки является отсутствие оплавления соединяемых поверхностей.
Рис. 12.9. Некоторые типы паяных соединений: а) встык;
б) встык с накладкой; в) в косой стык; г) внахлёстку;
д) втавр; е) телескопическое; ж) сотовая конструкция.

Достоинства и недостатки паяных соединений
Достоинства паяных соединений:
1) возможность соединения разнородных материалов;
2) возможность соединения тонкостенных деталей;
3) возможность получения соединения в труднодоступных местах;
4) коррозионная стойкость;
5) малая концентрация напряжений вследствие пластичности припоя;
6) герметичность паяного шва.
Недостатки паяных соединений:
1) пониженная прочность шва в сравнении с основным металлом;
2) требования высокой точности обработки поверхностей, сборки и фиксации деталей под пайку.
Рабочие листы и материалы для учителей и воспитателей
Более 3 000 дидактических материалов для школьного и домашнего обучения
Соединение деталей из тонколистового металла
Соединение деталей из тонколистового металла.
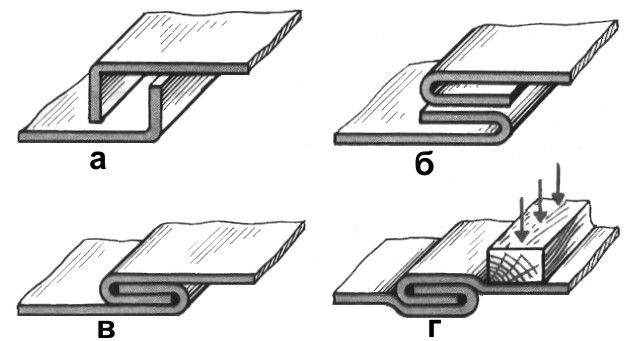
Существует несколько способов соединения деталей из тонколистового металла. Простейший из них — это соединение фальцевым швом. Его получают следующим образом. На расстоянии 6. 8 мм от края соединяемых листов размечают линии сгиба и сгибают листы под прямым углом (см.рис. слева а). Затем подгибают края заготовок (см.рис. слева б), соединяют их в замок (см.рис. слева в) и подгибают листы вблизи шва с помощью деревянного бруска, как показано на рисунке г, чтобы соединение не разъединилось.
Соединение деталей фальцевым швом применяют при изготовлении ведер, водосточных и вентиляционных труб, консервных банок, а также при покрытии крыш домов кровельной сталью.


На заводах такая работа выполняется жестянщиками на фальцепрокатных станках. Варианты таких станков показаны ниже.
Кроме соединения фальцевым швом, детали из листового металла можно соединять с помощью заклепок.
Заклепки применяются для создания так называемого "неразъемного" соединения. Обычно с помощью заклепок соединяют тонкие металлические листы, крепят фасадные пластины, а также довольно тяжеловесные конструкции.
Заклепки в качестве крепежного элемента использовались буквально с незапамятных времен. Достаточно посетить любой археологический музей, чтобы воочию убедиться в этом. Например, древние воины носили доспехи, металлические пластины которых были соединены исключительно заклепками. А если вспомнить, что в качестве основного (практически единственного) крепежного элемента при постройке Эйфелевой башни и крейсера "Аврора" использовались именно заклепки, невольно проникаешься уважением к людям, которые изобрели столь привычный ныне крепеж.

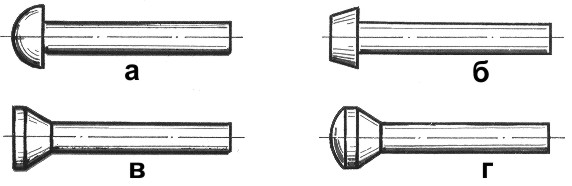
Заклепки — это крепежные детали, состоящие из закладной головки и стержня. Их изготавливают из мягкой стали, меди, алюминия, латуни. Существуют заклепки с полукруглой(а), потайной(б), плоской(в), полупотайной(г) головками (см.рис.слева).
Для соединения деталей заклепками вначале размечают центры отверстий под заклепки. Затем пробивают отверстия пробойником или сверлят.
Размеры заклёпок зависят от толщины соединяемых деталей. Диаметр заклёпки рекомендуется брать равным двойной толщине более тонкой детали. Длина стержня заклёпки складывается из толщины соединяемых деталей и длины выступающей части(она равна 1,25-1,5 диаметра заклёпки), на которой образуют замыкающую головку.
Часто сверлят сразу две соединяемые заготовки, зажимая их струбциной или в тисках. Диаметр отверстия D должен быть на 0,1. 0,3 мм больше диаметра заклепки d (см.рис. справа а).
Заклепку вставляют в отверстие (рис. б), причем длина выступающей части заклепки должна равняться (1,3. 1,6) d. Закладную головку размещают в углублении поддержки(2) (рис. в) и ударами молотка по натяжке(1) сближают соединяемые детали одну с другой. Затем круговыми ударами молотка(3) расклепывают выступающую головку (рис. г) и придают ей правильную форму с помощью обжимки(4) (рис. д).
Выполняя заклёпочное соединение, надо проверить надёжность насадки молотка на ручку.
Заготовка должна быть надёжно закреплена в тисках.
Нельзя стоять за спиной работающего.
Заклепочные соединения применяют в самолетостроении, кораблестроении, для соединения деталей мостов, при изготовлении металлической посуды. В промышленности заготовки соединяют заклепками при помощи пневматических клепальных молотков или на специальных клепальных машинах.
Несомненно, заклепки имеют массу неоспоримых достоинств. Но стандартные, так называемые "полнотелые" заклепки имеют также довольно значительный недостаток - для создания действительно надежного соединения большое внимание необходимо уделять качеству работы с ними. Учитывая то, что заклепку необходимо при расклепывании плотно удерживать с другой стороны, это является довольно трудоемкой задачей. Впрочем, прогресс не стоит на месте. Развитие технологий заклепочных соединений привело к появлению вытяжных заклепок, которые решают эту проблему.

Установочный инструмент(см.рис. слева) для работы с вытяжными заклепками сравнительно недорог, а удобство их применения очень велико. Машиностроение, строительная индустрия, автомобильная и мебельная промышленность, предприятия отрасли производства электроники активно используют именно вытяжную заклепку, поскольку технология одностороннего скрепления однозначно удобнее и надежнее других способов крепления.
Односторонняя тяговая(вытяжная) заклепка состоит из двух частей: корпуса и стержня. Корпус заклепки изготавливается из различных материалов: алюминия, стали, нержавеющей стали, меди, сплава MONEL (Ni/Cu=70/30). Стержень вытяжных заклепок изготавливают из стали или нержавеющей стали.
Особенности конструкции: заклепка имеет выпуклую или потайную шляпку. Для установки заклепки требуется доступ только с одной стороны материала.
Монтаж: просверлить скрепляемые материалы, смонтировать заклепку, используя специальный инструмент.
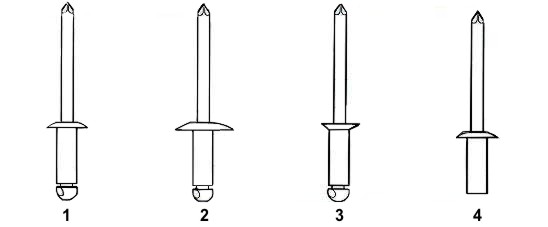
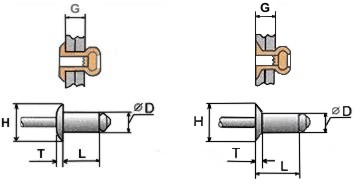
Из характеристик вытяжных заклепок следует обращать внимание на геометрические размеры (диаметр и длина корпуса заклепки). Тип заклепки может быть обычный с буртиком (D головки=2D корпуса заклепки, рис. 1), с увеличенным буртиком ( D головки=3D корпуса заклепки, рис. 2), потайной (рис. 3) и глухой с водогазонепроницаемым корпусом (рис. 4).
Читайте также: