Соединение металлических труб разного диаметра
Обновлено: 20.09.2024
Монтаж трубопроводов водопроводных и отопительных сетей, как правило, осуществляется посредством сварки, реже – с помощью резьбовых соединений. При выполнении ремонтных работ обычно применяются те же технологии.
Нередко возникают ситуации, когда применение сварки или резьбового соединения по какой-либо причине затруднительно. Например, в квартире необходимо отремонтировать трубную разводку отопления или водоснабжения, которая проходит вплотную к стене или к другой трубе.
Выполнить круговую сварку стыка такой трубы или нарезать на ней резьбу невозможно. В этом случае остро встаёт задача, как произвести соединение труб без сварки и резьбы. И решение этой задачи имеется.
Монтажные детали
Соединение без сварки и резьбы возможно благодаря специальным деталям – фитингам. Фитинг (от английского «монтировать») – это элемент, применяемый в следующих случаях:
- при необходимости выполнить без сварки соединение двух труб, в том числе разного диаметра;
- для осуществления поворота трассы трубопровода на некоторый угол;
- для монтажа разветвления трубопровода.
Монтажные детали, предназначенные для выполнения различных функций, имеют свои названия. Для соединения трубопроводов одного диаметра применяются муфты, трубы разных диаметров соединяют переходниками.
Для поворота трассы трубопровода служат отводы, имеющие необходимый угол. Двойное ответвление в перпендикулярном направлении выполняется при помощи тройника, а ещё имеются крестовины, штуцеры, заглушки, коллекторы.
Фитинги бывают резьбовые и обжимные. Поскольку речь идёт о трубных соединениях без сварки и нарезания резьбы, предметом рассмотрения будут служить сравнительно недавно появившиеся обжимные фитинги, иначе называемые компрессионными.
Обжимные фитинги для трубных систем

Технология применения обжимных деталей, позволяющая соединять металлические трубы без сварки и резьбы, появилась сравнительно недавно.
Пионером в области производства арматуры для трубных соединений без резьбы и сварки методом обжима стала фирма Gebo Armaturen GmbH, получившая первый патент на эту технологию ещё в 1937 году.
Сегодня название компании стало нарицательным, арматуру для обжимного соединения труб называют «муфта Гебо».
При производстве соединительных фитингов, Gebo Armaturen использует ковкий чугун. В ассортименте изделий фирмы – арматура для различных видов соединений и ответвлений.
Фитинги Gebo предназначены для работы с трубопроводами, изготовленными из разных материалов. С их помощью можно соединить пластиковые трубы, трубные изделия из стали, меди, алюминия. При этом нет необходимости использовать сварку или нарезать резьбу.
Ремонтно-монтажная обойма

Универсальное изделие, с помощью которого можно выполнить ремонт трубных металлических изделий без сварки, а также труб из полиэтилена – это ремонтно-монтажная обойма.
Она представляет собой две литые обоймы в форме полу-втулок, имеющие четыре ушка для болтового крепления. В комплект входит резиновое уплотнение в форме разрезанного по длине шланга и четыре болта.
По сути, представляет собой хомут, которым часто пользуются сантехники, только сделанный очень добротно. Выпускается для труб разного диаметра, давая возможность ремонтировать их без сварки и нанесения резьбы.
Изделие применяется для ремонта повреждённых трубопроводов различного назначения. При возникновении в трубе сквозного отверстия, на повреждённый участок надевается разрезной уплотнитель, ориентированный разрезом в сторону, противоположную повреждению.
Поверх уплотнителя устанавливаются обоймы, и производится затяжка болтов. Для такого ремонта не требуется сварка, а иногда его можно выполнить под давлением, не перекрывая трубопровод.
Ремонтно-монтажная обойма с отводом
Это изделие отличается от предыдущего наличием на одной из чугунных обойм отвода с внутренней резьбой.

Уплотнитель в данном фитинге также имеет форму разрезанного шланга, но на противоположной разрезу стороне выполнено отверстие, которое при монтаже следует совместить с отводом.
Эта арматура помогает легко сделать отвод от трубопровода, достаточно просверлить в его стенке отверстие. Может использоваться при монтаже поливочной разводки. В резьбовые отводы можно непосредственно вкручивать краны или распылители воды.
Обжимные соединения с двухсторонним зажимом

Универсальное изделие, с помощью которого можно произвести соединение стальных труб, а также труб пвх. Именно эту арматуру чаще всего называют муфтой Гебо. С её помощью можно соединить встык две трубы.
Для выполнения соединения, трубы должны быть ровно отрезаны и зачищены от грязи и ржавчины, торцы труб должны быть хорошо обработаны. На конец трубы одевается зажимная гайка, затем зажимная шайба, представляющая собой цангу – коническую втулку с разрезом на одной стороне.
Внутренняя сторона втулки покрыта круговыми насечками. В посадочное место муфты, предназначенное для упора торца трубы, вставляется уплотнительная прокладка. После этого затягивается зажимная гайка.
Перемещаясь по резьбе, отверстие в гайке прижимает коническую часть разрезной втулки к трубе. При этом, внутренние насечки втулки врезаются в поверхность трубы, плотно фиксируя её и прижимая к торцевой прокладке. Таким способом обеспечивается необходимая герметичность и механическая прочность соединения.
Аналогичная процедура проделывается со второй стороны муфты, куда вставляется конец второй трубы.
Соединения с односторонним и двусторонним зажимом и резьбой
Фитинг с односторонним зажимом представляет собой как бы половину описанной выше муфты. С одной стороны осуществляется присоединение трубопровода, другая сторона является отводом с внутренней или наружной резьбой.
Куда может быть вкручен кран или отвод. Является, по сути, тройником. Соединение с двусторонним зажимом может быть использовано для быстрого монтажа перпендикулярного отвода трубопровода без применения сварки.
Для монтажа и ремонта труб отопления и горячего водоснабжения фирмой выпускается полный набор арматуры, снабжённой эластичными прокладками, способными работать при температуре +95°С.
Все эти фитинги, как и описанные выше, являются универсальными и с их помощью может производиться соединение полипропиленовых труб.
В ассортименте арматуры Gebo представлены соединительные устройства для магистральных трубопроводов большого диаметра, предназначенных для подземной укладки. Соединение труб в таких трубопроводах также можно осуществлять без сварки и резьбы.
Применение фланцев

Фланцевое соединение применяется в тех случаях, когда его с некоторой периодичностью необходимо разбирать. Для выполнения такого соединения, на торцах труб должны быть установлены фланцы – круглые пластины с отверстиями под болты.
Крепить фланцы необходимо сваркой. Для последующей сборки и разборки соединения понадобятся только гаечные ключи для затяжки болтовой резьбы.
При монтаже фланцевого сопряжения, между ними помещается эластичная прокладка, после чего фланцы прижимаются друг к другу и зажимаются болтовой резьбой.
В системах водоснабжения и отопления фланцевые крепления часто имеют приборы учёта и циркуляционные насосы, которые каждый сезон необходимо снимать для профилактики, ремонта и поверки. Фланцы могут применяться при монтаже летних водопроводов, которые каждую осень подлежат демонтажу.
Крепление профтруб
Профильные трубы, использующиеся для изготовления несущих конструкций, чаще всего соединяются сваркой. В том случае, если такая трубная конструкция должна быть разборной, необходимо производить соединение профильных труб без сварки. С этой целью применяются различные крепёжные элементы и хомуты.

Широкое распространение получили так называемые краб-системы, которые представляют собой штампованные из листового металла фигурные скобы.
Краб-системы позволяют осуществлять различные варианты стыковок двух, трёх и четырёх профильных труб в разных плоскостях.
Углы, образованные соединяемыми такой системой трубами, всегда составляют 90°. С помощью краб-систем удобно собирать временные конструкции из профильных трубных элементов, например, строительные леса. Затяжка системы производится резьбой болтовых соединений.
Как сваривать трубы разного диаметра и толщины
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В современном строительстве используются разные материалы для трубопроводов.
Заготовки ПВХ, ПНД постепенно вытесняют металл. Всевозможные виды соединений, а также использование в работе компрессионной фурнитуры делает монтаж более качественным и надежным.
Из металла

При проводке стального внутреннего водопровода используются трубы малого диаметра с тонкой стенкой. Сварка тонкостенных труб из стали производится с помощь газовой горелки или электрической дуги.
При врезке внутренней гребенки квартиры в стояк используется Т-образное соединение. В трубе большего сечения делают отверстие, а тонкие стенки второй трубы немного стачивают болгаркой для лучшей стыковки.
Разделка кромок при этом варианте не делается. Перед началом сварки детали очищают от ржавчины и грязи, стыкуют. Здесь важно следить за правильным расположением стыков. Они должны быть перпендикулярны или находится под определенным углом.
При работе в заготовительных цехах, как правило, используют сварку полуавтоматом. На строительных площадках, предпочтение отдается газосварке.
После правильной стыковки, требуется выполнить прихватки для фиксации соединения. Прихваток на малом сечении достаточно 2, с ростом диаметра, количество хваток увеличивается.
При неповоротном стыке вначале производят сварку потолка, затем делают вертикальный шов и варят в нижнем положении. При таком виде работ необходимо привлечение квалифицированного специалиста.
Трубы разного диаметра могут соединяться через металлические переходники или вставляться одна в другую.
Если металлические трубы разного диаметра вставляют одна в другую, т о можно сделать надрезы в большей трубе, подогнуть края, и далее произвести сварку.
Фитинги принято использовать при резьбовых соединениях стальных заготовок. Сварка регистров, приварка бочонков к трубопроводу при переносе газового оборудования – это неполный перечень, где может понадобиться выполнить сварку трубопроводов разного сечения.
Из полипропилена

В современном строительстве и сантехнике принято использовать разнообразные виды пластиковых труб.
Трубы разного диаметра из этих материалов соединяют с помощью компрессионных фитингов или с помощью «холодной» сварки. Но и без термической сварки в этих операциях не обойтись.
Трубопроводы из полипропилена в основном применяются при прокладке внутридомовых сантехнических сетей. Перед началом сварки требуется подготовить инструменты и материалы к работе. Выбор инструментов зависит от применяемой технологии. Это может быть:
- раструбная полифузная сварка;
- применение переходников или муфт с расположенными в них нагревательными элементами.
При полифузном способе операции выполняются по такому алгоритму. По разметке нарезают трубные заготовки. При этом следует обязательно снять слой заусеницы после реза.
Края заготовок очищают от смазки и грязи. В зависимости от вида пластиковых труб подготовка к монтажу ведется разными способами.
При армировании деталей алюминиевыми трубками их отрезают с помощью специального торцевателя. При близком расположении слоя армирования к краю трубы, этот слой необходимо удалить полностью.
На концах деталей делают отметки (на расстоянии не менее 15 мм). Эта величина зависит от длины раструба фитинга.
Поверхности обезжиривают растворителем и надевают на разогретые насадки. При этом следует учитывать время разогрева деталей, которое маркируется на поверхности трубных изделий.
Разогретые детали снимают и надежно соединяют. После стыковки их нельзя перекручивать. Спустя минуту, стык зафиксируется, но заполнять водой и испытывать трубопровод можно только спустя час.
Трубопроводы из труб до 40 мм стыкуются ручным способом, для больших диаметров применяют монтажные механические приспособления. Они создают достаточное усилие и обеспечивают соосное расположение отрезков разного диаметра.
Из полиэтилена

Сварка полиэтиленовых труб большого диаметра требует выполнения несколько иных работ. Трубы большого сечения сваривают с помощью стыкового метода.
Для этого потребуется использовать сварочную машину, надежный труборез, растворитель и тряпки. Машина для сварки – это многофункциональный агрегат, в состав которого входит центрирующий детали механизм, торцеватель, нагреватель, гидравлическая станция, обеспечивающая достаточное усилие при соединении разогретых деталей встык.
Оборудование работает от электричества. В случае отсутствия поблизости питающих сетей следует подготовить дизельный или бензиновый генератор.
Сваривать трубы ПНД необходимо в следующем порядке:
- делается трубная заготовка по эскизу или проекту;
- происходит фиксация свариваемых деталей с помощью центратора машины;
- концы заготовки обрабатывают от грязи и масла;
- торцевателем производится обрезка кромок под сварку и очистка деталей от стружки;
- между торцами труб помещается разогретая плита, торцы сильно прижимают к ее поверхности;
- когда концы нагреются до плавления, плиту убирают, а заготовки соединяют между собой встык;
- С помощью гидравлики выдерживается определенное усилие до остывания стыка.
Таким же образом можно соединять трубы ПНД разного диаметров. На качество соединения влияет выбранная температура нагрева, усилие, необходимое для соединения разогретых деталей и время выполнения всех циклов сварки.
В случае толстой стенки
Сварка толстостенных труб потребует увеличения всех параметров. Температура должна находиться в пределах 2000 – 2300, усилие контролируется с помощью манометра.
Но лучшим способом контроля состояния валиков шва является визуальный контроль. Если валики тонкие, значит при нагреве была недостаточно высокая температура. Это ненадежное соединение и его следует переварить.
Для соединения отрезков с разным диаметром используются переходники из таких же материалов, как сама труба. Сварка деталей разного диаметра через переходник выполняется абсолютно одинаково, как и соединение одинакового диаметра.
Наиболее часто для сварки пластиковых деталей используется электромуфтовый метод. Особенно часто его применяют при сварке ПНД заготовок небольшого диаметра.
Трубы помещаются в специальные фитинги с расположенными в них нагревательными элементами. Материал муфты, расплавляясь, надежно сваривает заготовки разного диаметра.
При выполнении работ необходимо жестко фиксировать заготовки. Нагрев ведется в автоматическом режиме, после окончания сварки останется только отсоединить контакты.
В заключение надо напомнить, что каким бы образом не проводилась сварка труб разного диаметра, следует обязательно выполнять правила пожарной и электробезопасности.
Как ровно сварить трубы с разным диаметром
При необходимости надежно и герметично сварить трубы разного диаметра можно воспользоваться старым проверенным способом с сужением торца большей из них. Полученное в результате соединение будет не только надежным, но и красивым.

Что потребуется:
Процесс сварки труб


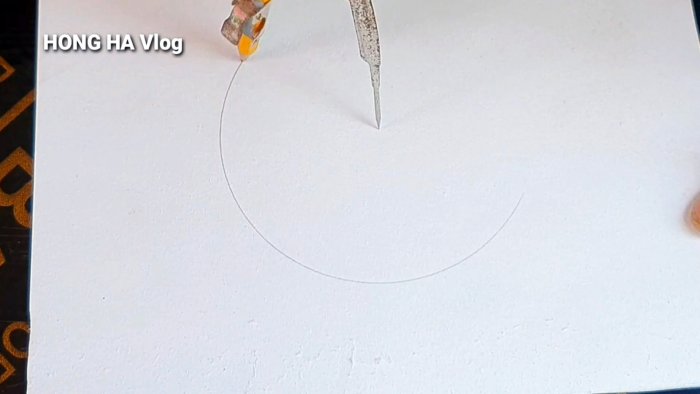
После этого необходимо разделить окружность большей из них на 8 равных частей. Это удобно сделать, расчертив на бумаге круг такого де диаметра, и перенести разметку из него на трубу.
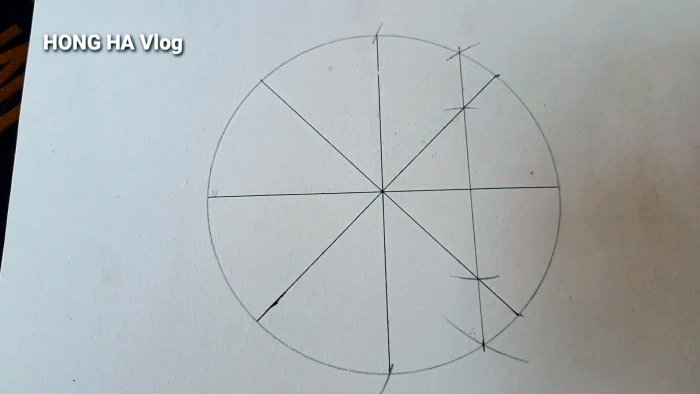

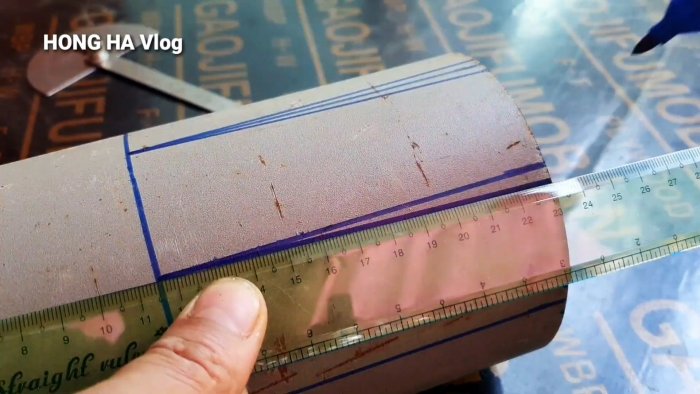
Далее необходимо расчертить клинья, вырезав которые можно сузить край до диаметра меньшей трубы. Для этого нужно сделать расчет по формуле (d1-d2)/8.
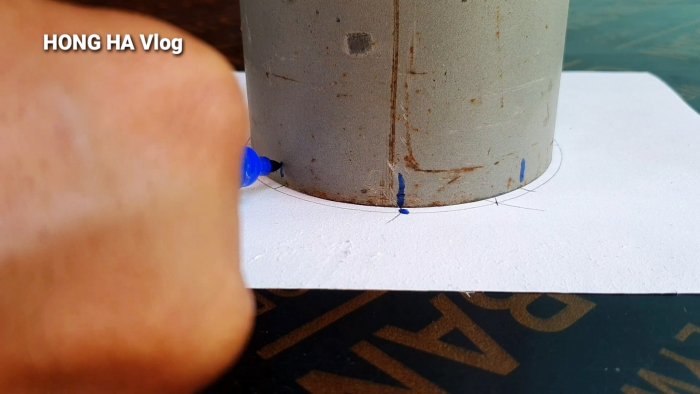
Полученное значение делится пополам. От каждой продольной полосы нужно отступить влево и вправо на полученное расстояние и поставить метки.
Теперь обмотав края урезанной трубы растянутой резиновой лентой, можно ее равномерно ужать до требуемого диаметра.




Смотрите видео
Воротниковый способ заварки врезки труб разных диаметров
Проще всего врезать трубу небольшого диаметра в трубу заведомо большую. Для этого приставляем первую перпендикулярно ко второй и наносим контур меньшей трубы на поверхность большой. Вырезаем круг, вставляем в него малую трубу и обвариваем место врезки.
Если предстоит врезка двух одинаковых по диаметру труб, то на врезаемой выполняем т. н. «штаны» – сегменты, которые в наибольшей своей части должны иметь размер в три раза меньше диаметра.
Ниже рассмотрим самый сложный случай в части раскроя, когда врезаемая труба по диаметру немного меньше основной, например, соответственно 89 мм или 76 мм и 100 мм.

Понадобится
- заготовки труб двух разных диаметров;
- болгарку с отрезным и шлифовальным кругом;
- маркер;
- линейку, угольник;
- сварочный аппарат;
- молоток.
Алгоритм процесса врезки круглых труб
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.
Обрезаем кромку привариваемой трубы под прямым углом.

На ней маркером наносим четыре точки, являющиеся местом пересечения двух взаимно перпендикулярных диаметров и торца трубы. Если все сделано правильно, то эти точки располагаются равномерно по кругу через 90 градусов.


Приставляем трубу размеченным концом к боковой поверхности основной и замеряем с помощью металлической линейки или рулетки наибольший зазор между торцом первой и образующей второй. Он в нашем случае оказался равным 30 мм.
От двух противоположных точек на торцах откладываем вниз по образующей 30 мм. Наносим маркером на боковую поверхность трубы две плавные линии, исходящие из одной смежной точки на торце, в противоположные стороны, чтобы они проходили через нижние метки, и сходились во второй точке на торце.
По выполненной разметке, используя болгарку с отрезным диском, вырезаем фрагменты в виде двух одинаковых округленных сегментов. Фигурные вырезы на торце трубы зачищаем, чтобы не осталось заусенцев и неровностей.

Примеряем трубу по месту и, если обнаружится недостаточное прилегание, подправляем эти места болгаркой и добиваемся более точного совпадения поверхностей труб.

Переносим маркером наружный контур привариваемой трубы на боковую поверхность основной. Внутри полученной замкнутой линии строим конгруэнтную линию, отступив от внешней на толщину стенки трубы. Именно по новой линии будем производить рез.

Вырезаем с помощью болгарки круг в трубе по разметке и обрабатываем края, чтобы удалить заусенцы и скруглить кромки под сварку.

До начала сварочных работ угольником проверяем перпендикулярность труб. Угол между образующими должен составлять 90 градусов. Делаем прихватки в двух-трех местах.

Сварку начинаем с нижней точки контакта и осуществляем в два прохода ниточным швом: корневым и облицовочным. Этим мы обеспечим лучшее качество сварного соединения.
При сварке важно правильно выбрать силу тока, которая зависит от качества подаваемой электроэнергии и, в частности, напряжения. Обычно речь идет о 70-80 А. Варим трехмиллиметровым электродом УОНИ-13-55, стараясь, чтобы шлак не попадал в металл.
Пройдя от нижней точки до верхней, останавливаемся и отбиваем шлак молотком. Обнаруженные недостатки некритичны, т. к. их можно будет устранить при втором проходе – облицовочном.
Точно также завариваем другую половину стыка поверхностей труб. После чего слегка обрабатываем первый шов, удаляя большие наплывы и шлак.

Начинаем накладывать лицевой шов с нижней части, держа электрод под углом 45 градусов по ходу, и перемещая его поперечно первому шву, или «елочкой». Далее шов варим, держа электрод почти вертикально к поверхности, и заканчиваем первую половину, располагая электрод снова под 45 градусов по ходу, и совершая круговые движения.
Начинаем накладывать лицевой шов также с нижней точки и доводим его до верхней, после чего отбиваем молотком со шва шлак.
Точно также варим лицевой шов на второй половине соприкосновения труб. По мере продвижения наверх замедляем скорость сварки, чтобы шов был везде одинаковым.
Также отбиваем шлак и производим зачистку шва с помощью болгарки. В результате получился аккуратный и надежный сварочный шов.
Трубное соединение: все способы стыковки круглых и профильных труб

Чтобы выбрать самое практичное и надежное трубное соединение, нужно учитывать очень много факторов. В первую очередь это вид перекачиваемой по трубопроводу среды: вода (горячая или холодная), газ, бытовые или промышленные стоки и т.п. Большое значение имеют и материал труб, и форма и размер их сечения, и условия эксплуатации – температура, нагрузки, давление в системе. Способов стыковки немало, и для каждого случая следует подбирать наиболее оптимальный.
Основные виды соединений
Способы стыковки труб можно разделить на две категории.
- Разъемные – когда стык фиксируется с помощью резьбы, раструба или специального фитинга (соединителя труб), который при необходимости можно снимать для размыкания трубопровода, его ремонта или замены участка трубы.
- Неразъемные – с постоянной фиксацией стыка, для размыкания которого потребуется разрезать трубу.
В бытовых системах чаще применяются разъемные соединения. Они удобны, практичны, позволяют самостоятельно осуществлять монтаж трубопроводов без сложного оборудования и ремонтировать его. Для таких соединений существует ограничение по диаметру трубы:
- 315 мм для гибких труб;
- 600 мм для жестких труб.
Для перекачки газа, химически агрессивных сред, а также при прокладке длинных магистралей предпочтение отдается неразъемным соединениям.
Разъемные соединения
К соединениям, которые можно разобрать без повреждения труб и с возможностью их повторной сборки, относятся резьбовые, раструбные и быстросъемные.
Резьбовые
Соединение трубопроводов посредством резьбы – один из самых популярных методов стыковки. Для нарезки резьбы применяется специальный инструмент – клупп, для единичных стыков можно воспользоваться обычной плашкой.
Для справки! На тонкостенные трубы резьбу накатывают, но сделать это в домашних условиях проблематично из-за необходимости применения специальных станков.
Резьбовые соединения получаются герметичными и прочными, они удобны в монтаже, позволяют достаточно быстро разъединять стыки для демонтажа или ремонта коммуникаций.
Резьба бывает правой или левой, наружной или внутренней, отличается шагом и глубиной нарезки, что нужно учитывать при устройстве стыка двух отрезков.
Быстроразъемные (БРС)
БРС используются на трубопроводах, эксплуатация которых требует их периодической разборки. Например, в системах полива или сезонной подачи воды в дачный дом. Такие виды соединений трубопроводов просты в монтаже, позволяют проводить его быстро и без применения инструментов, обладают хорошей герметичностью и прочностью.
Фитинги-коннекторы для быстросъемных соединений состоят из двух частей, каждая из которых устанавливается на концы соединяемых труб.
- Муфта – приемная часть, в корпус которой встроен обратный клапан, резиновая прокладка-уплотнитель, фиксирующий зажим.
- Ниппель – ответная часть с присоединительным адаптером.
БРС могут отличаться конструкцией, материалом, из которого изготовлены, внутренним диаметром, толщиной стенок и другими параметрами. Для бытовых и хозяйственных нужд выпускаются изделия диаметром до 50 мм. Такие фитинги выпускаются в разных вариантах: для прямого и углового соединения, в виде крестовин, тройников.
При выборе коннектора обязательно учитывают не только диаметр, но и вид труб. Если они изготовлены из металлопластика, полиэтилена, полипропилена или другого пластичного и гибкого полимера, для надежного сочленения нужен большой обхват по длине трубы. Быстросъемные способы соединения труб из-за их недостаточной надежности не рекомендуется применять при скрытой прокладке магистралей – под землей или в стяжке.
Муфтовые и фланцевые
Трубы среднего и большого диаметра до 600 мм часто соединяют с помощью муфт или фланцев.
Муфтами можно соединять не только одинаковые трубы, они часто служат переходниками для изделий разного диаметра или из разных материалов.
Для герметичной стыковки жестких труб, особенно большого сечения, а также для врезки в систему контрольного или вспомогательного оборудования, применяют фланцы. Они состоят из:
- двух соединяющихся элементов, насаживаемых на концы труб;
- уплотнительного кольца;
- крепежных элементов – болтов и гаек.
Фланцы легко устанавливаются и разбираются, позволяя быстро разорвать сцепление труб без вреда для них.

Раструбные
Разъемные соединения трубопроводов стыковкой в раструб используют при монтаже систем бытовой безнапорной канализации. Стоки двигаются по уложенным с уклоном трубам самотеком, перекачивающие насосы в таких системах не применяются, поэтому давление в них минимальное. Что позволяет не добиваться высокой прочности стыков.
Внутренний диаметр раструба соответствует внешнему диаметру трубы. Для герметичности соединения в раструб устанавливается уплотнительное резиновое кольцо.
Однако разъемное раструбное соединение применяется только для пластиковых канализационных коммуникаций. Чугунные трубы, стыкуемые этим способом, дополнительно фиксируются цементным раствором или герметиком. Эти материалы, застывая, делают стыки неразъемными.
Неразъемные соединения
Неразъемные способы соединения трубопроводов подразумевают их стыковку без возможности демонтажа. При необходимости замены части системы, её ремонта и реконструкции трубы приходится разрезать. К таким способам относятся сварка и склеивание.
Сварные
При сварке происходит взаимная диффузия атомов двух стыкуемых отрезков при расплаве материала под действием высокой температуры. Таким способом соединяют не только металлические трубы, но и пластиковые, и даже стеклянные. Он незаменим для скрытой прокладки коммуникаций и очень востребован при монтаже технических трубопроводов в промышленности.
Различают несколько видов сварки металлов:
- лазерная;
- газовая;
- электрическая, которая в свою очередь делится на электролучевую и электродуговую.
Электродуговая сварка может выполняться с использованием постоянного или переменного тока. Источником расплавляющего тепла в этом случае является электрическая дуга, возникающая между электродом и металлом. В зависимости от используемого оборудования, сварка бывает ручной, автоматической и полуавтоматической.
Стыковка труб может осуществляться как встык, так и внахлест. Изделия малого и среднего сечения свариваются одним наружным швом. Большие трубы диаметром от полуметра могут соединяться двойным швом – изнутри и снаружи.
Внахлест сваривают трубы из полимеров и цветных металлов. Для этого используют соединение в раструб.
Видео описание
Процесс сварки труб электродами описан и показан в видео:
Полимерные трубы сваривают специальным паяльником, с помощью которого пластик нагревается сразу по всей окружности трубы. После стыковки деталей расплавленный материал сцепляется и, остыв, образует надежное герметичное соединение.
Этот способ не предполагает сварку встык. Монтаж ведется с использованием муфт, уголков и других соединительных фитингов, внутренний диаметр которых совпадает с наружным диаметром труб. Таким образом монтируют большинство систем холодного и горячего водоснабжения, а также отопления в частных домах и квартирах.
Спаивать полипропиленовые трубы с помощью бытового аппарата для сварки не сложно, и убедиться в этом можно, посмотрев видеоролик:

Клееные
Склеивают трубные конструкции из пластика, в основном – из поливинилхлорида (ПВХ). Этот хрупкий материал начинает плавиться уже при 100 градусах, быстро становится текучим, и поймать момент, когда пластик уже готов к стыковке, но ещё не «поплыл», очень сложно. Поэтому к нему и применяют клеевой метод, часто называемый методом холодной сварки.
Процесс достаточно прост: концы труб и внутреннюю поверхность фитингов обезжиривают, смазывают клеем, быстро соединяют и проворачивают трубу для более равномерного распределения клея. Единственная сложность – все нужно делать быстро, так как клей сохнет моментально.
Этот вид соединения труб не рекомендуется использовать для монтажа высоконапорных систем, а также для коммуникаций, подвергающихся воздействию высоких и низких температур, разрушающе влияющих на прочность клеевых стыков. Например, он не подходит для сборки систем отопления.
Соединение разнородных труб
Нередко при монтаже новых или реконструкции старых коммуникаций приходится соединять участки труб из разных материалов. Например, металлические с пластиковыми или металлопластиковые со стальными. В таких случаях выбирают один из способов с использованием специальных фитингов.
Муфта для соединения металлической и пластиковой трубы имеет пластиковый корпус и стальную вставку с накидной гайкой. Металлическая труба вставляется в резьбовую часть, а пластиковая впаивается в корпус.
- Компрессионные двухсторонние фитинги.
Одна часть такого фитинга надевается на пластиковую трубу и закрепляется на ней цанговым соединением. Обычно это обжимная муфта. Вторая часть – резьбовая либо фланцевая. Для присоединения гибкого поливочного шланга фитинг оснащается переходником «ёлочка».
Состоит из муфты, фланца и адаптера, крепится шпильками или болтами с гайками. При затягивании крепежа прижимные кольца фиксируют концы труб, формируя прочное соединение.
Обратите внимание! Стыковку неоднородных по материалу труб лучше доверять специалистам, которые подберут самый подходящий способ и осуществят монтаж по всем правилам.

Соединение профильных труб
Профильными называют трубы прямоугольного или квадратного сечения, реже встречаются другие, более сложные формы. Они производятся из металлических сплавов – стальных, алюминиевых и т.д.
Такое сечение не позволяет использовать их в системах для транспортировки жидкостей, так как наличие углов затрудняет движение потока. Обладающие относительно малым весом и хорошей прочностью, профильные трубы применяются в строительстве и мебельном производстве для изготовления различных каркасных конструкций.
Понятно, что из-за особенностей сечения все виды трубных соединений, применяемые для круглых труб, в данном случае использоваться не могут. Да это и не нужно, так как стыки элементов каркаса не должны быть герметичными. От них требуется только прочность и надежность. Их могут обеспечить:
- электродуговая сварка;
- болтовые и заклепочные соединения;
- специальные фитинги;
- краб-системы.
Сварка выполняется так же, как и в случае с круглыми трубами.
Под болты и заклепки предварительно высверливаются отверстия. Тонкостенные трубы можно соединять самонарезающими шурупами по металлу без сверления.
Один из способов сборки профильных труб на болтах показан в этом видео:
Когда от конструкции не требуется повышенная прочность, её собирают с помощью фитингов, сделанных из жесткого пластика. они бывают в виде муфт, тройников, уголков, крестовин, и вставляются в торцы труб в местах их сочленения.
Элементы краб-системы – это накладные металлические детали, которыми конструкция фиксируется с помощью болтовых соединений. Они также могут соединять трубы по длине, формировать ответвления, перекрестия под прямыми углами. Прочность такого соединения не уступает сварному.

Коротко о главном
Есть немало способов соединить трубы между собой или сделать ответвление от магистрали. Выбор зависит от назначения конструкции, условий её эксплуатации, материала и сечения труб. Сварным способом соединяют металлические и полипропиленовые трубопроводы, гибкие пластиковые трубы и шланги удобнее монтировать с помощью быстросъемных фитингов, а самотечную канализационную магистраль собирают в раструб. Есть и другие методы – с использованием резьбовых соединителей, муфт, фланцев, хомутов.
Читайте также: