Составное сверло по металлу
Обновлено: 17.05.2024
Металл является материалом высокой плотности, поэтому для его сверления нужны специальные сверла. Какие из них лучшие – сложно сказать, ведь одного универсального вида сверл не существует. Если опытный мастер может легко и быстро подобрать идеально подходящий экземпляр, то малоопытный пользователь в подобном деле может растеряться. В этой статье мы узнаем, какие сверла по металлу являются лучшими.
Обзор производителей
В настоящее время многие крупные производители выпускают высококачественные и надежные сверла для сверления металлических листов. В специализированных магазинах эти элементы представлены в широком ассортименте. Узнаем побольше о некоторых популярных фирмах, предлагающих на выбор потребителей хорошие аксессуары по металлу.
- Metabo. Известный немецкий бренд выпускает исключительно высококачественные сверла, отличающиеся высокой прочностью и надежностью. Многие мастера выбирают для работ с металлическими деталями исключительно сверла Metabo. Особенно популярны современные корончатые приспособления от немецкого бренда, которые могут похвастать долговечностью.
- Haisser. Несравненно долговечные и износостойкие изделия по металлу предлагает этот известный производитель из Германии. Продукция Haisser ориентирована на эксплуатацию в самых сложных условиях, поэтому не подводит мастера даже под воздействием существенных нагрузок. Товарный ряд выпускаемых единиц бренда богат – на выбор покупателей представлены не только сверла по металлу, но и по бетону, стеклу, керамике и древесине. Особенно популярны универсальные буры Haisser, рассчитанные на работу с различными материалами.
- DeWalt. Американский производитель, продукция которого изготавливается на китайских заводах. В ассортименте DeWalt можно обнаружить много качественных расходных материалов для сверления. Профессиональные сверла бренда могут использоваться на протяжении длительного времени при условии правильной заточки. Также фирма берет на себя гарантийные обязательства, поэтому в случае, если покупатель приобрел бракованный товар, он может беспроблемно его обменять.
- Diager. Французский бренд выпускает популярные буры в Евросоюзе. Продукция Diager привлекает покупателей безупречным качеством. Ассортимент буров огромен – представлены разноплановые варианты, и подобрать оптимальный продукт может даже самый требовательный мастер.
В производстве сверл Diager задействует новые технологии, поэтому они получаются качественными, практичными и очень крепкими.
- Ruko. Еще один крупный производитель из Германии выпускает прекрасные буры на полностью автоматизированном производстве. Расходные материалы Ruko могут похвастать не только износостойкостью, но и повышенной режущей способностью, поэтому работать с ними очень удобно. Посредством сверл этого бренда мастера могут беспроблемно проделывать отверстия в разного рода листовых основаниях, в том числе и в очень плотных металлах.
- «Интерскол». Российская компания, действующая с 1991 года. Продукция фирмы соответствует всем существующим стандартам качества и является востребованной не только на территории России, но и в Евросоюзе. Для сверления металлических элементов «Интерскол» выпускает линейку оснастки Pro, которая может похвастать большим ресурсом и отличной скоростью сверления. Благодаря продукции отечественного производителя, можно делать безупречные отверстия абсолютно любого диаметра в тонколистном материале, предупреждая вероятность его деформирования.
- «Энкор». Российская торговая марка, выпускает разную продукцию, среди которой имеется и оснащение для соответствующей техники. В ассортименте «Энкор» можно найти качественные экземпляры для сверления керамической плитки, бетона, стекла и металла. Продукты фирмы прекрасно себя демонстрируют в работе. «Энкор» привлекает покупателей не только хорошим качеством товаров, но и демократичной ценовой политикой. К примеру, доступными ценами отличаются изделия из популярной серии HSS.
- «Туламаш». Непревзойденным качеством могут похвастать изделия этого российского производителя. Ассортимент «Туламаш» огромен и представлен более 10 линеек товаров. Продукция фирмы востребована не только на территории России, но и в странах СНГ. Сверла производят из высококачественного сплава, рассчитанного на большие нагрузки.
- «Зубр». Продукция этой российской фирмы пользуется большим спросом, поскольку имеет демократичные ценники. Низкая цена никак не отражается на качестве товаров. В ассортименте производителя можно отыскать много разных сверл, рассчитанных на работу по различным материалам.
- «Атака». Максимальную прочность демонстрируют буры этой отечественной фирмы. «Атака» – одна из самых старых российских компаний, выпускающая расходники для соответствующих инструментов. В ассортименте фирмы можно найти много качественных сверл для работ по бетону, дереву или металлу. Все они созданы из легированной стали со специальными уникальными добавками, придающими изделиям высокую прочность. Продукция востребована не только среди частных лиц, но и крупных предприятий.
Разумеется, список брендов, выпускающих качественные и практичные буры по металлу, не ограничен перечисленными единицами. На рынке есть еще очень много крупных и известных фирм, поэтому современному потребителю есть, из чего выбрать.
Рейтинг самых лучших сверл
Осветим десятку лучших сверл по металлу от разных фирм.
- Irwin Turbo Max 10503992. Первым в топе сверл выступает этот качественный продукт. Модели Irwin Turbo Max 10503992 можно задействовать для сверления не только металла, но и пластмасс и древесины. Этими экземплярами возможно проделывать отверстия в нержавейке с применением охлаждающих жидкостей. Хороший темп сверления обеспечивается специальной заточкой. В набор Irwin Turbo Max 10503992 входит 15 сверл с разными показателями диаметра.
- Hawera HSS-C SpiralBohrer GQ-3269 Данный продукт вошел в топ самых популярных сверл по металлу. Продукт укомплектован 25-ю спиральными сверлами с разным диаметром. Изделия дополнены нитритом титана, придающим им достаточную твердость и термическую устойчивость.
- DeWalt DT7926 Extreme2 HSS. Следующая позиция в рейтинге принадлежит продукту крупного американского бренда DeWalt. Буры по металлу DT7926 Extreme2 HSS применяют как дома, так и на различных предприятиях. Они характеризуются блестящим качеством и неплохой скоростью. Края отверстий, проделанных этими сверлами, защищены от повреждений благодаря специализированному устройству инструмента.
- «Зубр МЕТ-Ш Н19 З6М5». Качественные сверла отечественного производства выбираются и для углеродной, и для легированной стали. Их производят из стали быстрой резки P6M5, оснащены хвостиком цилиндрической формы и могут похвастать высокими прочностными свойствами. В составе предусматривается 19 компонентов.
- AEG HSS-G 4932430416. Одни из топовых буров в демократичных ценовых рамках. Насадки тщательно ошлифованы и сделаны из ультрапрочной термостойкой стали. Голова сверл идет с заточкой с углом в 135 градусов, за счет чего удается достичь идеальной центровки.
- Metabo Bestell-Nr. 27 094 HSS-G. Спиралевидные сверла безупречного качества, используются для сверловки металлических оснований. Модели имеют «хвост» цилиндрованной формы с заточкой острия в 135 градусов, благодаря чему рабочие процессы происходят в короткие сроки и с безупречной точностью.
- «Энкор 25219». В одной упаковке имеются сверла разного диаметра – от 1 мм. до 10 мм, предусмотрено 19 изделий. Их цилиндрический наконечник сделан из твердого сплава, благодаря которому возрастает время завершения работ. Материал сверла – HSS. Комплект продается во многих магазинах и имеет стоимость 1500-1700 рублей, исходя из условий торговой точки.
- Wurth Zebra Spiralbonhrersatz HSS. Буры заготовлены из стали быстрой резки HSS, характерны идеальной точностью и темпом сверления. Прочные, надежные экземпляры пойдут для сверловки по стали, чугуну и пластику.
- «Атака» H802-6. Одни из самых практичных и недорогих сверл. Товары прочные, крепкие и надежные, быстро делают свою работу. В комплекте предусматривается 8 единиц с диаметром от 3 мм. до 10 мм. Данный набор от отечественного бренда «Атака» пользуется большим спросом среди мастеров всех уровней.
- Bosch 2607017154. Лидер сегодняшнего рейтинга. Сверла Bosch 2607017154 можно задействовать для проделки как сквозных, так и глухих отверстий в легированной или нелегированной стали. Сделаны из стали, отличаются быстрой работой. Продаются в количестве 25 штук в боксе из пластика. В большинстве магазинов стоимость данного товара – 3000 рублей.
Критерии выбора
Рассмотрим, учитывая какие характеристики можно выбрать качественные буры по металлу.
Сталь
Для эксплуатации сверла в бытовых работах, важно брать в учет все особенности материалов. Так, для стали или алюминия важно отталкиваться от стоимости товаров. Самыми дешевыми будут китайские сверла. Они быстро ломаются и затупляются. Чтобы сверлить долго, нужно запастись ими в немалом количестве.
Лучше всего покупать брендовые цельнокатаные сверла по металлу, произведенные из ультрапрочной твердой стали. Такие изделия лучше справятся со своей работой и не станут постоянно ломаться.
Подыскивая хорошие сверла по металлу, целесообразно обращать внимание не только на материал, из которого они созданы, но и на их цвет. Рассмотрим, на что укажут различные окраски этих приспособлений.
- Серые. Указанный цвет имеют самые дешевые буры, которые не могут похвастать высоким качеством. Они изготавливаются без обработок, делающих их более прочными и крепкими. Кроме того, изделия серого цвета часто подвергаются сгоранию, так как ничем от него не защищены.
- Черные. В продаже часто встречаются насадки черного цвета. Это экземпляры, которые обработаны перегретым паром. Они надежные, прочные и обычно имеют демократичную стоимость.
- С бледно-золотистым оттенком. Подобную расцветку имеют изделия из закаленной стали, подвергнутые по ходу производственного процесса дополнительным обработкам. Практичные, крепкие. Их часто выбирают мастера профессионального уровня.
- С ярким золотистым напылением. Этот цвет отличает дорогостоящие высококачественные буры.
Маркировка
Еще один из важных критериев в выборе оптимального сверла. Маркировка представляет определенное сочетание букв и цифр, указывающих на нижеперечисленные изделия:
- на показатели диаметра сверла;
- уровень твердости стали;
- наличие примесей металлов;
- место производства.
Самые качественные изделия имеют маркировку СССР.
Рассмотрим существующие маркировки.
- HSS-R, HSS-G. Варианты, которые разрешено покупать с целью взаимодействия со сплавами стали разных типов, со степенью прочности до 900 H/кв. мм.
- HSS-G Co5. Возможно задействовать для работ металлических оснований с прочностным показателем до 1110 H/мм. кв. Такие варианты возможно задействовать в отношении нержавейки, углеродистой, легированной жаропрочной и нетеплоустойчивой стали.
- HSS-GTiAN/TiN. Указанная маркировка проставляется на насадках с дополнительным покрытием (титаново-нитридно-алюминиевым). Ими получится сверлить чугун, бронзу, литую сталь.
Следует смотреть на все особенности и свойства насадок на дрель по металлу, чтобы не допустить ошибок с покупкой.
Излишне экономить на их приобретении не рекомендуется, поскольку слишком дешевые китайские сверла придется постоянно докупать после поломок, из-за чего траты могут оказаться еще более внушительными.
В следующем видео представлен тест нового сверла по металлу.
Сверла по металлу

В соответствии с правилами, принятыми в нормативной литературе по техническому регулированию сверло определяется как осевой режущий инструмент для получения отверстий, увеличения их диаметра в сплошном материале (ГОСТ 25751-83 Инструменты режущие, термины и определения).
Напомним, что осевым считается режущий инструмент, размеры которого вдоль оси вращения больше, чем размеры в перпендикулярном направлении.
В целом, эти два признака служат главными критериями, согласно которым инструмент относят к обширному виду «сверла».
В машиностроении классификация по этим двум признакам, плюс требования по точности и производительности, объединили в классе «сверла по металлу» несколько различных режущих инструментов.
Они значительно отличаются по форме и характеристикам, но разными способами решают одни и те же задачи сверления:
- резка металла в плоскости отверстия;
- формирование стенок в соответствии с заданными допусками;
- удаление стружки.
В итоге в общий раздел «сверла по металлу» вошли классы:
- перовые сверла;
- спиральные сверла;
- корончатые сверла (кольцевые фрезы);
- центровочные сверла;
- глубокого сверления (эжекторные, ружейные)
- комбинированные сверла.
Несмотря на все отличия сверло каждого класса состоит из корпуса с рабочей частью и хвостовика.
Дальнейшее деление на различные типы связано с размерами и формой этих частей, требованиями по точности и способами установки в металлорежущее оборудование.
Общие обозначения и характеристики свёрл по металлу
Большинство типов сверл изготавливаются из быстрорежущих сталей (HSS), легированной стали Р6М5 и др.
Твердосплавные элементы выполняются из сплавов ВК6, ВК6-М, ВК8 и пр. Несмотря на разнообразие типов большинство «сверл для металла» имеет сходное строение с общими обозначениями.
На следующем рисунке обозначены части сверла по металлу с соответствующими названиями.
Помимо маркировки важным общим показателем является класс точности.
Для стандартных изделий он приводится в ГОСТ и ГОСТ Р. Класс точности задается посредством соответствующих квалитетов, указывающих на величину допусков при изготовлении продукции.
Сверла повышенной точности выполняются с применением фрезеровки и шлифовки, нормальной точности методом проката.
Точность задается с помощью квалитетов. Например, для отверстий в широко применяемом интервале диаметров 6 – 10 мм квалитеты точности имеют значения:
| квалитет | допуск (мм) | квалитет | допуск (мм) |
| 10 | 0,058 мм | 14 | 0,36 |
| 13 | 0,22 мм | 15 | 0,58 |
Из таблицы следует, что сверло с квалитетом 10 в 10 раз точнее сверла с квалитетом 15.
Спиральные сверла по металлу
Наиболее разветвленный и обширный класс. Выпускаются трех классов точности (указываются в маркировке по ГОСТу на соответствующий тип).
Сверла повышенного класса точности А1 предназначены для сверления отверстий 10 - 13 квалитетов точности, класса точности В1 - для сверления отверстий до 14 квалитета точности, класса точности В - для сверления отверстий до 15 квалитета точности.
Применяются в машиностроении, авиации, судостроении, производстве строительных конструкций и пр. Разнообразие применений привело к появлению различных вариантов этого инструмента.
Классическими представителями этого класса следует считать спиральные сверла с цилиндрическим хвостовиком по ГОСТ 10902-77. Большинство существующих разновидностей спиральных свёрл являются модификациями этого типа, разработанными для решения конкретных технологических задач.
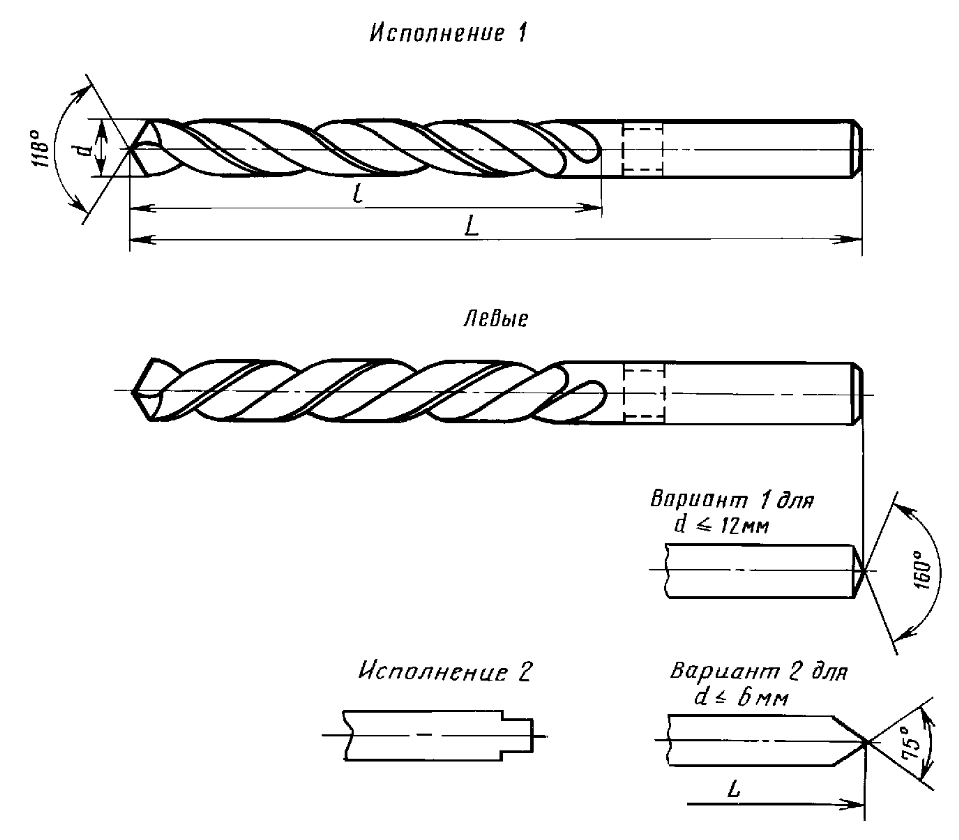
Рисунок 2 Спиральное сверло средней серии по ГОСТ 10902
Так, для обеспечения более надежной фиксации, постоянного и точного позиционирования, особенно в оборудовании с автоматической сменой инструмента применяются сверла с хвостовиком в виде конуса.
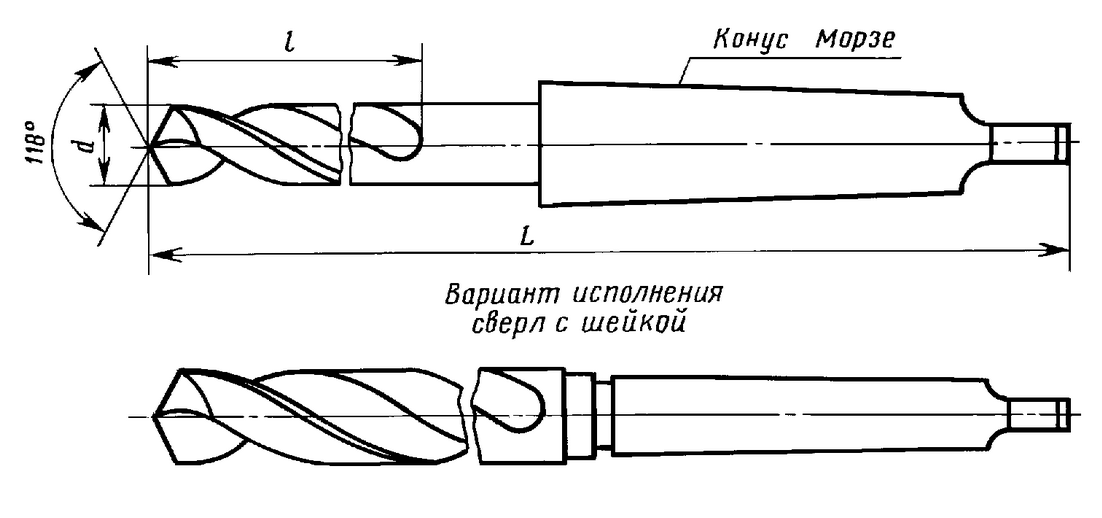
Рисунок 3 Спиральное сверло с хвостовиком Конус Морзе
Для сверления глубоких отверстий применяются сверла с удлиненной рабочей частью, аналогично для «короткого» сверления используются сверла с укороченной рабочей частью.
Примеры различных решений по длине рабочей части и хвостовика, а также с разной формой хвостовика показаны далее:
Рисунок 4 Спиральное сверло короткой серии (ГОСТ 4010)

Рисунок 5 Спиральное сверло длинной серии (ГОСТ 886-77)

Рисунок 6 Спиральное сверло длинной серии с коротким цилиндрическим хвостовиком (ГОСТ 12122, ГОСТ 2092-77)

Рисунок 7 Спиральное сверло длинное с хвостовиком "конус Морзе" (ГОСТ 12121)
Спиральные сверла по металлу с пластинами из твердого сплава
В качестве отдельной технологической задачи можно выделить сверление твердых сталей чугунов твердостью более 170НВ.
Для таких операций применяются спиральные сверла с твердосплавными пластинами. Сверла подобного типа выпускаются с цилиндрическими и коническими хвостовиками, сварными и цельнотянутыми.

Рисунок 8 Спиральное сверло с пластинами из твердого сплава и хвостовиком "конус Морзе" (ГОСТ 22736, ТУ по ГОСТ 5756-81)
Ступенчатые спиральные сверла по металлу
В последнее десятилетие на российском рынке активно продвигаются ступенчатые («конические») сверла зарубежного производства. Продукт позиционируется как новинка, ранее неизвестная в РФ. В действительности ступенчатое сверло уже давно производится и применяется в России. В частности, такой инструмент используется для сверления отверстий под метрическую резьбу с одновременным снятием фаски. До 2008 года геометрические характеристики ступенчатых сверел описывались в ГОСТ 20320, после 2008 г. действовал стандарт ГОСТ Р 52966-2008, с 1 января 2019г введен в действие ГОСТ 28320-2017.
С помощью одного ступенчатого сверла можно выполнять за один заход сразу две (или больше) технологических операции. Также возможно сверление одним сверлом отверстий разного диаметра (в зависимости от числа ступенек). Однако при этом глубина отверстия не может превышать суммарной высоты ступенек предыдущего диаметра.
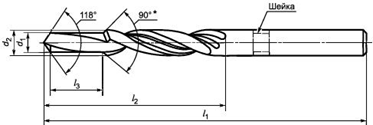
Рисунок 9 Ступенчатое сверло с цилиндрическим хвостовиком для отверстия под резьбу и снятия фаски (ГОСТ Р 52966-2008)

Рисунок 10 Импортное ступенчатое сверло (HSS) по металлу
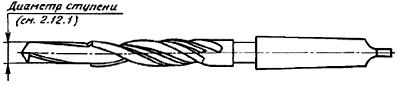
Рисунок 11 Ступенчатое сверло с хвостовиком "конус Морзе" по ГОСТ Р 52966-2008
Центровочные сверла
В процессе сверления самый ответственный этап – это касание поперечной кромки сверла с поверхностью металла. Поскольку поверхность не идеально плоская, а поперечная кромка не идеально перпендикулярна оси сверла при касании возникают моменты сил, отклоняющие сверло от теоретического центра отверстия.
Очевидно, что величина таких моментов возрастает с увеличением размеров поперечной кромки (диаметров сверла). Обратное так же верно, поэтому для сверления центровых отверстий разработаны специальные центровочные сверла с уменьшенным началом рабочей части.
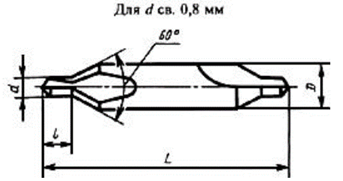

Рисунок 12 Центровочное сверло для центровых отверстий без предохранительного конуса тип А по ГОСТ 14952-75
Такой инструмент сначала касается металла только небольшой поперечной кромкой.
Незначительные моменты, возникающие при этом гасятся массивной рабочей частью номинального диаметра.
Соотношения малого и большого диаметров стандартизированы. В соответствии с ГОСТ 14952 эта величина меняется в диапазоне от 3 до 5.
Центровое отверстие имеет треугольное сечение в зависимости от величины угла между стенками и наличия предохранительного конуса центровочные сверла делятся на 4 типа.
| A | B | C | R | |
| Угол, град. | 60 | 60 | 75 | дуга |
| конус | - | + | - | - |
Класс точности для центровочных свёрл не вводится.
Сверла для глубокого сверления
В ряде источников по металлообработке отверстие с глубиной в 5 раз превышающей его диаметр уже считается глубоким.
В то же время в ГОСТ 12122-77, где представлены типовые размеры «длинной серии», показано, что отношение длины рабочей части к диаметру l/d колеблется в диапазоне от 15 до 20.
Таким образом глубоким можно считать сверление отверстий с глубиной, превышающей диаметр в 10 – 15 раз и более.
В начале этого диапазона и при диаметрах до 10 мм задача решается с помощью спиральных сверл стандартной «длинной серии» (класса точности А1, В1 и В).
В этом случае используется традиционный наружный подвод СОЖ и наружный отвод стружки.
При отношении l/d ≈ 20 – 30 и диаметрах до 30 мм проблема решается применением шнековых сверел и длинных спиральных сверел с каналами для СОЖ и канавками для дробления стружки (внутренняя подача СОЖ и наружное удаление стружки).
С дальнейшим увеличением l/d и/или увеличением диаметра отверстий проблемы с подачей СОЖ и удалением стружки делают использование спиральных сверл невозможным.
Такие отверстия получают с помощью сверл одностороннего резания с внутренней подачей СОЖ или наружной подачей СОЖ, внутренним или наружным отводом стружки. К ним относятся ружейные (пушечные) и эжекторные сверла.
Ружейное сверло
Данный вид не относится к спиральному типу. Ружейное сверло представляет собой полую конструкцию с одной или двумя режущими кромками на рабочей части. Точность обработки по диаметру соответствует 7 – 9 квалитету.
Широкая и глубокая выемка по всей длине корпуса сверла обеспечивает эффективный наружный отвод стружки. Она вымывается СОЖ, поступающей под высоким давлением из внутренней полости в каналы в рабочей части.
Сверлом такого типа получают отверстия диаметром до 30мм.
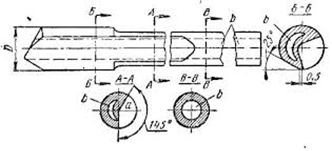
Рисунок 13 Ружейное сверло

Фото ружейное сверло
Для более крупных отверстий применяют сверла с внутренней подачей СОЖ и не наружным, а внутренним отводом стружки.
Глубокое сверление с внутренним отводом стружки. Эжекторное сверло
При глубоком сверлении отверстий с l/d≫20 и диаметрами более 30 мм проблемы с подачей СОЖ и особенно с удалением стружки значительно усложняются. Наружное удаление становится практически не возможным, поэтому приходится использовать специальное составное сверло.
Инструмент представляет собой стальную трубу с навинчивающейся рабочей частью. Рабочая часть изготавливается в виде полого толстостенного цилиндра с площадками для установки режущих пластин и каналами для СОЖ. Конструкция позволяет использовать большую часть пространства отверстия для отвода стружки.
На рисунке ниже представлен усовершенствованный вариант такой конструкции – эжекторное сверло. У него пустотелая рабочая часть (2) с наружной смазкой и охлаждением.
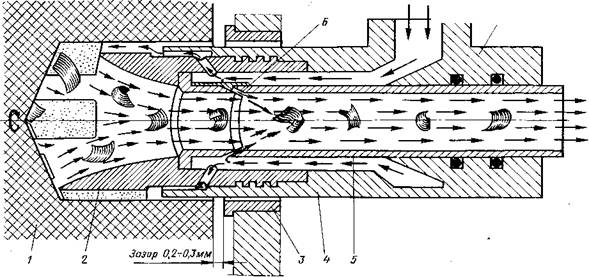
Рисунок 14 Эжекторное сверло
В процессе сверления стружка дробится и попадает вместе с СОЖ в полость рабочей части. Далее смесь поступает в полость трубы (5) и уходит в стружкоприемник, где стружка отделяется от СОЖ.
Главное отличие эжекторной схемы от обычной заключается в дополнительных каналах (6). Они обеспечивают возврат 1/3 поступающей СОЖ сразу в полость стебля сверла. Благодаря этому возникает эффект эжекторного насоса, который создает дополнительное разрежение в полости рабочей части. Эффект обеспечивает усиленную откачку СОЖ вместе со стружкой из зоны резания.
Для эжекторного сверла необходим специальный патрон, обеспечивающий подачу СОЖ. Такие патроны разработаны и могут устанавливаться на универсальных станках (токарных, сверлильных, фрезерных и т. п.).
В итоге глубокое сверление может выполняться на обычном оборудовании, дополненном стационарной или мобильной насосной станцией. При этом требуемое давление СОЖ в 2 раза ниже, чем при глубоком сверлении с наружной подачей СОЖ без эффекта разрежения.
Также применение эжекторного сверла избавляет от герметизации зазоров между заготовкой и кондукторной втулкой (3). что упрощает наладку и обслуживание станка.
Перовые сверла по металлу
Перовые сверла получили свое название благодаря форме рабочей части. В зависимости от конструкции рабочей части они делятся на цельные и составные.
Цельные конструкции могут быть ступенчатыми, что позволяет за один заход получить отверстие с переменным диаметром. Цельные сверла выпускаются определенных стандартных номеров (6, 7, 8, 10 … мм). Составные перовые сверла состоят из универсальной державки и сменных режущих пластин по ГОСТ 25526-82.
Основное применение этого типа связано с неглубоким или предварительным сверлением сталей, чугунов и др. металлов в операциях с большими значениями квалитета.

Рисунок 15 Перовое сверло
Корончатые сверла (кольцевые фрезы, кольцевые сверла) по металлу
При больших диаметрах сквозных отверстий сплошное сверление представляется нецелесообразным c точки зрения затрат времени и ресурсов. Гораздо эффективнее не переводить весь металл в стружку, а вырезать только кольцо заданного наружного диаметра. С такой операцией успешно справляются корончатые сверла.

Рисунок 16 Корончатое сверло по металлу
Корончатое сверло дает значительное преимущество при сверлении листового материала, обработке торцевых кольцевых канавок, сверлении на криволинейной поверхности и получении отверстий большого диаметра. Корончатое (кольцевое) сверление позволяет оптимизировать производство не только за счет роста производительности.
Применение такого инструмента позволило значительно уменьшить габариты сверлильных станков, получить эффективное передвижное оборудования для сверления металлопроката, рельсов, труб.
В настоящее время на российском рынке представлены корончатые сверла из быстрорежущей стали (HSS) и с напаянными твердосплавными резцами. Диаметры от 10 мм до 150 мм.
К сожалению, в РФ нет стандарта для кольцевых сверл по металлу. Такой стандарт имеется только для кольцевых сверл по бетону, керамике и т.п. (ГОСТ 17013-71). В отсутствии стандарта говорить о классах точности некорректно.
Первые модели корончатых сверл имели свои недостатки. В первых образцах отмечались проблемы с центровкой, при l/d~5 ухудшалось удаление стружки.
Кроме того, корончатое сверло имеет большую поверхность контакта с обработанными поверхностями, которые с трех сторон окружают лезвия инструмента. В таких условиях увеличивается сила трения, растет тепловыделение, затрудняется отвода тепла.
В современных конструкциях корончатых сверл решены задачи с центровкой отверстий, проблемы с отводом тепла и удалением стружки устраняются эффективной подачей СОЖ.
Комбинированные сверла по металлу
Сверла такого типа являются комбинацией двух различных инструментов металлообработки. Соответственно, их применяют для совмещения некоторых последовательных технологических операций.
Поскольку сверление часто предшествует нарезанию резьбы, зенкованию, то вполне логично появление комбинаций сверло-метчик, сверло-зенкер. Для объединения используются как правило сверла спирального типа.
Наборы сверл по металлу: виды и критерии выбора

Качество выполнения строительных, ремонтных и монтажных работ зависит не только от применяемых инструментов, но и от правильного подбора расходных материалов. Особенно актуально это при сверлении, когда некачественный инструмент может привести к травмам. Наша статья посвящена наиболее популярным наборам сверл по металлу, а также основным критериям их выбора.
Особенности
Сверла состоят из трех условных элементов:
- режущая часть – находится в передней части изделия и обеспечивает непосредственно формирование отверстия в материале;
- рабочая часть – находится за режущей и должна обеспечить отвод стружки от места выполнения работ;
- хвостовик – расположен сзади и предназначен для крепления изделия в инструменте (дрели).



Твердость сверла должна быть выше, чем у металла, который будет им обрабатываться (не менее 62 HRC). Сверла должны обладать определенным углом заточки:
- для обработки стали, чугуна и твердой бронзы – от 116 до 118°;
- для работ по мягкой бронзе и латуни – от 120 до 130°;
- по меди – 125°;
- для обработки алюминия – 140°.



Классификация
Сверла по металлу принято классифицировать по следующим основным признакам:
- по конструкции;
- по материалу;
- по размеру.



Наборы этих изделий также могут отличаться по составу входящих в них буров. Рассмотрим каждую из этих классификаций подробнее.
Конструкция
В настоящее время существует 4 типа конструкции сверл.
- Спиральные – цилиндрические детали с острым наконечником и спиральной бороздой по длине.
- Ступенчатые конусные – каждая ступенька на них соответствует определенному диаметру полученного отверстия. Одним сверлом можно получить отверстия разного диаметра, глубина этого отверстия будет зависеть от выбранного диаметра. Центрируется такой инструмент гораздо лучше, чем спиральный.
- Плоские (перовые) – отличаются относительно низкой ценой, хорошей центровкой и высокой надежностью. Их можно применять только для получения отверстий относительно малого диаметра и небольшой глубины, так как они очень плохо отводят стружку из рабочей зоны.
- Сверлильные коронки – этот вариант применяют, когда нужно получить отверстие большого диаметра в относительно твердом материале.




Существуют специальные варианты спиральных сверл.
- Удлиненные – используются для получения отверстий, глубина которых более, чем в 5 раз превышает диаметр инструмента. Отличаются наличием двойного спирального канала, который используется для подачи охлаждающей жидкости к режущей части.
- Центровочные – специальные изделия для создания отверстий для центровки буров больших диаметров (обычно на станках). Отличаются небольшой длиной и диаметром в диапазоне от 0,25 до 5 мм.
- Резьбовые – нарезают резьбу внутри отверстия.
- Левосторонние – применяются для демонтажа метизов.
- Высокоточные – позволяют выполнять работы с высоким классом точности.




Хвостовик у сверла бывает:
- цилиндрическим (встречается как у советских, так и у новых отечественных и зарубежных изделий);
- шестигранным (характерен для новых иностранных моделей);
- коническим (самый редкий формат, чаще встречается в станках с ЧПУ, чем в ручном инструменте).



Материал
По металлу, из которого изготовлены буры, различают следующие их разновидности:
- стальные (обычно изготавливаются из быстрорежущих сталей);
- из легированных сталей (распространены титановые и кобальтовые добавки);
- твердосплавные (обычно твердый сплав применяется в виде покрытия или сменных вставок в режущую часть).
Размер
ГОСТ 10902-77 выделяет следующие типоразмеры сверл:
- короткие – отличаются диаметром от 0,3 до 22 мм и длиной в диапазоне от 20 до 131 мм;
- удлиненные – при том же диаметре, что и короткие имеют длину от 131 до 205 мм;
- длинные – их длина составляет от 205 до 254 мм, а диаметр находится в диапазоне от 1 до 20 мм.



Состав
Наиболее распространены следующие стандартные наборы буров для обработки металла:
- 3 шт. – обычно так поставляются ступенчатые сверла диаметрами 4-32 мм, 4-20 мм и 4-12 мм;
- 5 шт. – обычно так продаются недорогие спиральные сверла небольшого диаметра для бытовых нужд;
- 6 шт. – аналогично предыдущему варианту;
- 8 шт. – полупрофессиональные наборы, чаще всего в диапазоне диаметров от 3 до 10 мм;
- 13 шт. – расширенный полупрофессиональный набор, встречается в вариантах разного диаметра с шагом от 0,5 до 2 мм;
- 15 шт. – аналогично предыдущему;
- 19 шт. – профессиональный набор, который обычно содержит сверла с шагом в 0,5 мм;
- 25 шт. – содержит все применимые для ручного инструмента диаметры, а именно – 1-13 мм с шагом в 0,5 мм;
- 29 шт. – расширенные профессиональные наборы, чаще всего в размерном диапазоне 1-15 мм или 3-16 мм.



О чем говорит цвет?
Вопреки распространенному мнению, цвет сверла не позволяет однозначно судить о его материале. Так, инструменты серого цвета могут быть сделаны из низкокачественной стали (поэтому многие мастера советуют избегать их покупки), однако серый цвет может быть приобретен и качественной сталью в результате оксидирования. Поэтому прежде, чем отказаться от покупки набора из-за серого цвета входящих в него комплектующих, имеет смысл изучить его маркировку.
То же касается и черных сверл – этот цвет может быть как следствием азотирования, оксидирования или обработки паром, так и покрытием. А вот наличие золотистого оттенка говорит о том, что изделие изготовлено из закаленной и отпущенной стали. Такие изделия будут иметь чуть меньшую твердость, зато гораздо большую прочность и надежность.
Если же инструмент отличается насыщенным золотым цветом, то в его состав входит титан. Этот элемент улучшает твердость и прочность материала, а также снижает коэффициент трения изделия о поверхность, благодаря чему сверло дольше служит и медленнее греется.
Стандартная маркировка
И по ГОСТу, и согласно стандартам ISO, маркировка наносится на хвостовую часть сверла ближе к торцу. В ней в обязательном порядке указывается:
- диаметр (на советских и российских изделиях в миллиметрах, на товарах из США – в дюймах);
- класс точности (А1 – высший, А и В – ниже);
- материал.
Принятая в РФ система маркировки включает в себя стандартные обозначения сталей:
- Р9 – быстрорежущая сталь, содержащая 9% вольфрама;
- Р9К15 – предыдущий вариант, легированный 15% кобальта;
- Р6М5 – содержит 6% вольфрама и 5% молибдена;
- Р6М5К5 – дополнительно содержит 5% кобальта;
- Р0М5Ф1 – безвольфрамовая быстрорежущая сталь, отличается меньшей ценой и чуть меньшей твердостью.


Инструменты из Р9 лучше применять для простых работ, а варианты с кобальтом подойдут для обработки твердых жаропрочных металлов. В зарубежной маркировке быстрорежущие стали обозначают буквами HSS.
Популярные производители
В настоящее время на российском рынке наиболее популярны наборы сверл от трех групп производителей. Самые дорогие и качественные – товары производства США, Германии и других стран Европы. Чуть худшим качеством и меньшей ценой отличаются наборы российских производителей. Наиболее бюджетные варианты сделаны в Китае. Рассмотрим каждую из групп товаров.
США и Европа
- Рейтинг западных производителей наборов сверл традиционно возглавляет немецкая фирма Bosch, выпускающая комплекты самого разного состава. Самый популярный из них – Bosch 2607017154, содержащий 25 сверл в диапазоне диаметров от 1 до 13 мм. Главный недостаток этих изделий – из-за угла заточки они плохо справляются с обработкой алюминия.
- Неплохо себя показывают также изделия фирмы Ruko с твердосплавным покрытием. Эта компания – одна из немногих, выпускающих и спиральные, и корончатые изделия. Также фирма может похвастаться уникальными наборами, содержащими 50 и 170 изделий.
- Для сверления твердых металлов хорошо подходят наборы компании Haisser. К сожалению, фирма почти не выпускает наборы, содержащие сверла диаметром более 10 мм.
- А вот фирма DeWalt предлагает буры до 13 мм в составе наборов по 28 шт. При этом они отличаются хорошим соотношением цена-качество и обеспечивают отсутствие дефектов по краям отверстия.
- Популярны и наборы от немецкой фирмы Hawera, в частности, HSS-C SpiralBohrer GQ-32692 из 25 предметов (1-13 мм) из быстрорежущей стали с покрытием из нитрида титана.


- Если вы хотите сэкономить, то можно приобрести универсальный набор Irwin TurboMax, состоящий из 15 предметов. Его стоимость почти в 2 раза ниже, чем у профессиональных комплектов. Учтите, что выполнять работы по обработке сталей с этими бурами можно только при условии охлаждения жидкостью.
Российские наборы
Из современных отечественных марок хорошо себя проявили компании «Зубр», «Атака» и «Энкор»:
- наборы «Зубр» по 20 шт. отличаются крестообразной заточкой и относительно низкой ценой (порядка 1000 рублей);
- столько же стоят и наборы «Энкор» по 19 предметов в диапазоне от 1 до 10 мм, отличающиеся наличием твердосплавного покрытия режущей части;
- профессиональный набор от «Атаки» обойдется в несколько раз дороже, зато позволит обрабатывать даже твердые марки сталей.



Наконец, старые советские победитовые сверла, которые на самом деле изготовлены из стали с покрытием из твердых сплавов ВК4-ВК 10 часто превосходят современные варианты из обычных быстрорезов.
Китайские бренды
Самые популярные китайские комплекты производятся фирмами Matrix и Stayer.
- Менее чем за 600 рублей можно приобрести набор Matrix из 19 предметов с диаметрами от 1 до 10 мм (шаг 0,5 мм) в металлическом пенале. Изготовлены эти буры из быстрорежущей стали Р4М4Х2, что позволяет рекомендовать такой набор для домашних мастеров, которые выполняют нерегулярные работы с относительно мягкими видами металла.
- Если вы хотите работать с твердыми видами сталей, стоит обратить внимание на наборы Matrix с покрытием из никелида титана (отличить их можно по насыщенному золотому цвету). Комплект из 13 изделий диаметром от 1,5 до 6,5 мм обойдется порядка 300 рублей.
- Компания Stayer предлагает более широкий диапазон наборов серии PROFI, изготовленных из стали Р6М5. В ассортименте компании присутствуют наборы такого состава:
- 3 шт. (2-4 мм);
- 5 шт. (2-6 мм);
- 6 шт. (2-8 мм);
- 8 шт. (3-10 мм);
- 10 шт. (1-10 мм);
- 13 шт. (1,5-6,5 мм);
- 19 шт. (1-10 мм).
![]()
![]()
![]()
Продукция популярных китайских брендов ориентирована на бытовое применение, поэтому для работы в мастерской лучше приобретать товары российских и западных фирм.
Советы
Прежде чем отправляться за покупками, стоит прояснить следующие детали:
- какой металл вы хотите обрабатывать;
- какой инструмент вы планируете использовать (дрель, станок, шуруповерт, перфоратор и так далее);
- каковы будут скорость и режим сверления;
- как часто вы будете выполнять работы;
- каковы диаметр и глубина отверстия, которые вы планируете изготавливать.
Выбирая набор, нужно четко представлять, какие именно диаметры отверстий вам понадобится изготавливать. Если вы собираетесь работать в мастерской – понадобится профессиональный набор, а домашнему мастеру вполне достаточно будет набора от 1 до 10 мм.
Хранить приобретенные наборы стоит в «родной» упаковке в теплом и сухом месте. Если организовать хранение в условиях низкой влажности не выходит, можно попробовать сохранить их в ветоши, пропитанной маслом.
Обзор сверл по металлу Intertool 13 шт смотрите в следующем видео.
Как устроено сверло?
Сверла применяют для выполнения глухих и сквозных отверстий, а также для рассверливания существующих отверстий.
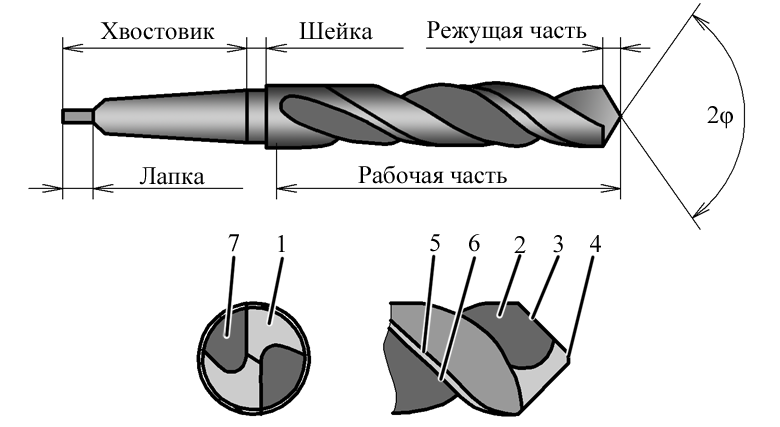
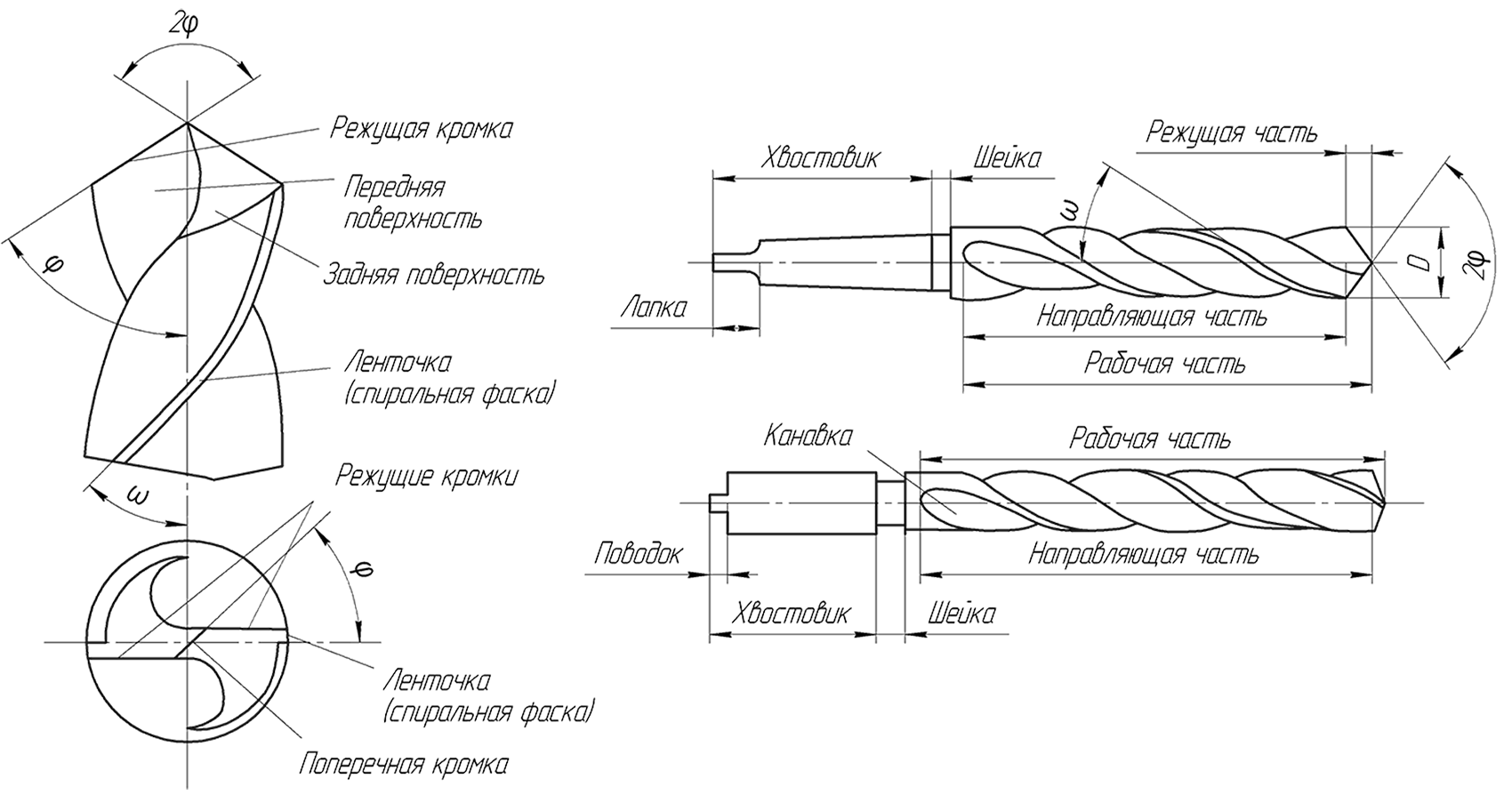
Основные элементы сверла
![Элементы сверла - рабочая часть режущая кромка]()
Большинство сверле состоит из следующих частей:
- Хвостовик, предназначен для крепления сверла в патроне;
- Шейка, цилиндрическая часть сверла соединяющая хвостовик и рабочую часть;
- Рабочая часть - участок сверла непосредственно участвующий в изготовлении отверстия, снабженный канавками. Элементами рабочей части являются:
- Режущая часть, элемент рабочей части, имеющий режущие кромки.
- Направляющая часть, элемент рабочей части сверла, предназначенный для отвода стружки из выполняемого отверстия, имеющий обратную косность, для снижения трения о стеки сверла.
На режущей части спирального сверла можно выделить:
- Заднюю поверхность;
- Переднюю поверхность;
- Режущую кромку;
- Поперечную кромку;
- Кромку ленточки;
- Ленточку;
- Канавку.
На режущей части сверла, в зависимости от заточки, находятся одна, две или четыре режущих кромки.
Виды сверл
Сверление отверстий очень распространенная операция, которая может выполняться в деталях из разных материалов при разных условиях, поэтому существуют различные виды сверл, которые можно группировать по признакам.
- перовые - предназначены для обработки тверды материалов;
- с прямыми канавками - для сверления отверстий в тонкий листах или вязких материалах;
- спиральные - универсальные, доходят для различных видов обработки;
- для глубокого сверления - ружейные (для отверстий малого диаметра), пушечные, шпиндельные, составные (для отверстий большего диаметра);
- центровочные для выполнения центровочных отверстий.
По виду хвостовика:
- с цилиндрическим;
- с коническим;
- с четырехгранным хвостовиком.
По способу изготовления:
Заточка сверла
Форма заточки сверла выбирается в зависимости от его диаметра и обрабатываемого материала. Для сверл диаметром до 12 мм применяют:
Для сверл диаметром более 12 мм применяют:
Угол заточки сверла
Двойные углы наклона сверла зависит от вида обрабатываемого материала.
Обрабатываемый материал Двойной угол в плане 2Ф Чугун, сталь, твердая бронза 116 - 118 Красная медь 125 Мягкая бронза 130 Алюминий, силумин 130 - 140 Хрупкие материалы (Мрамор и т.п.) 80 Заточку сверла производят на заточных станках или вручную на наждаке, во втором случае без использования специальных приспособлений точно выдержать угол не удастся.
Диаметр сверла, как правило, выбирается немного меньше, чем диаметр изготавливаемого отверстия, это связано с тем, что отверстие при сверлении разбивается.
Устройство и применение перовых сверл по металлу
Сверло перовой конструкции по металлу: назначение, устройство, разновидности. Преимущества и недостатки. Правила пользования. Особенности заточки перьевых серл.
![Сверло перовое по металлу]()
Сверло перовое по металлу, цельное или со сменными режущими пластинами, используется для сверления глубоких отверстий, в том числе ступенчатой и фасонной формы, в заготовках из стали, чугуна, цветных металлов и сплавов. Применяется перовой инструмент режущего типа в промышленности при производстве продукции разного назначения из металла, домашними умельцами при изготовлении поделок, выполнении строительных и ремонтных работ. Перьевой инструмент имеет простую конструкцию, его можно использовать с любым оборудованием, имеющим соответствующий патрон для его зажатия (ручная и электрическая дрель, станки настольные, промышленные, многооперационные, универсальные, с ЧПУ).
Конструкция и классификация перовых сверл
Конструктивно изделие состоит из рабочей части, имеющей форму пера и хвостовика, служащего для зажима в патроне оборудования или инструмента. Перо с центрирующим наконечником имеет режущие кромки в количестве 2 или 4 штук, расположенных под определенным углом. Конструкция пера может быть цельной, т. е. хвостовик и само перо выполнены их одной марки металла, а может быть выполнена в виде сборной конструкции. В последнем случае пластины определенной формы прикрепляются на специальную державку или с помощью борштанги. Для этого предусмотрено отверстие в конструкции пера.![Сверло перовое по металлу]()
Классифицируется перовой инструмент по таким признакам:
- способу изготовления (цельные, составные);
- материалу изготовления (различаются марками быстрорежущих сталей);
- конструкции (одно- и двухсторонние);
- классу точности (повышенной, нормальной);
- типу хвостовика (цилиндрический, конический);
- способу крепления пера у изделий сборной конструкции (державка, борштанга);
- диаметру в мм (от 10 до 130);
- длине (короткие, средние, удлиненные).
Чаще всего используются плоские сверла по металлу перовой конструкции со сменными режущими пластинами. Это дает возможность крепить на одну оправку пластины разных размеров. Хвостовик и пластины должны выпускаться стандартизированных размеров в соответствии с требованиями ТУ 2-035-741-81. Некоторые производители выпускают сверла перовые с возможностью подвода СОЖ, т. е. со специальными канавками, позволяющими охлаждать инструмент в процессе эксплуатации.
Материалом для изготовления державок служат стали повышенной прочности марок У10, У12, 18ХГГ, 20Х, 25ХГТ, 30ХГ. Пластины изготавливаются из стали быстрорежущей, в состав которых входит молибден, вольфрам и другие износостойкие элементы марок Р9, Р18, Р9К5, Р6М5К и Р6М5.
Угол резания у сверл перовой конструкции зависит от формы сверла и материала, в котором выполняется сверление. У одностороннего инструмента он может быть в пределах 45÷900, у двухстороннего – 120÷1350.
Преимущества и недостатки
- низкую стоимость;
- возможность использования одной державки для крепления пластин разных размеров;
- легкость и простоту смены режущих пластин;
- возможность несколько раз подвергать заточке режущую часть в цельных конструкциях инструмента;
- отсутствие перекоса;
- возможность сверления отверстия большого диаметра на глубину, которая в 2 раза больше диаметра самого сверла.
Основные недостатки у режущего инструмента перовой формы: невозможность отвода стружки в процессе выполнения операции и возможность смещения, но, имея опыт работы с таким сверлом, специалисты сверлят отверстия с необходимой степенью точности. Для этого они несколько раз в процессе выполнения операции очищают отверстие от стружки, останавливая процесс работы.
Правила пользования перовым сверлом
Выполнение определенных правил поможет правильно осуществить сверление в металле режущим инструментом перовой конструкции. Они следующие:- размечать положение будущего отверстия кернением;
- закреплять надежно заготовку из металла перед выполнением операции сверления;
- начинать сверление на минимальных оборотах и только при вхождении в металл увеличивать скорость вращения (чем больше диаметр отверстия, тем меньше должна быть скорость вращения инструмента);
- не давить с силой на инструмент;
- следить за тем, чтобы сверло не перегревалось в процессе сверления (при необходимости использовать специальные спреи или СОЖ);
- при заклинивании, чтобы избежать поломки сверла перовой конструкции, использовать вращение в обратную сторону (реверс) инструмента.
Заточка перовых сверл
В зависимости от конструкции перовое сверло точится или в 2 или в 4 плоскостях, при этом выдерживаются углы заточки, указанные в паспортных данных инструмента, а также заточке подлежит кончик центрующего наконечника (носик). Необходимо помнить, что при этом инструмент теряет размер диаметра, а иногда и его толщину. Заточку выполняют на точиле, алмазном круге и с использованием мелкозернистого абразивного вещества. При этом сверло перовой формы не должно перегреваться в процессе заточки, т. к. это приводит к ухудшению его прочностных свойств. Для этого необходимо его периодически смачивать в охлаждающей жидкости.На видео наглядно о выполнении отверстия большого диаметра перовым сверлом:
Просим тех, кто работал с таким режущим инструментом, поделиться опытом работы в комментариях к тексту, а также рассказать, каким оборудованием и инструментом пользовались при выполнении операции сверления.
Читайте также: