Срок годности отрезных дисков по металлу
Обновлено: 05.07.2024
Почти все строительные электрические инструменты многофункциональны, и обязаны они этим специальным насадкам, каждая из которых обладает своими свойствами, техническими характеристиками, предназначением. Например, многочисленные сверла дрелей, перфораторов, а также разные виды отрезных кругов для угловой шлифовальной машины (УШМ) или "болгарки", как еще ее называют пользователи.
Это название появилось в семидесятых годах прошлого века, когда первые образцы такого инструмента были выпущены в Болгарии. Оснащенная мощным мотором, такая машина, естественно, выполняет не только шлифовальную функцию, она режет и обрабатывает твердые материалы — металл и камень.
Виды отрезных дисков
Среди моих читателей, наверняка, есть люди, которые готовятся к покупке УШМ, а также те, кто уже приобрел инструмент и пытается разобраться с насадками. Хочу помочь сразу всем, упростить задачу и рассказать о многочисленных отрезных кругах, как самых ходовых насадках этой машины, которые, вполне возможно, вам придется купить дополнительно.
Для этого нужно выяснить, какие именно работы выполняются с участием болгарки, и типы насадок, используемые для них. Более 70% всех действий совершаемых болгаркой — это отрезные работы. Она режет, практически, любые материалы: от металла до дерева, но, при выборе обязательно читайте инструкцию, поскольку есть модели инструмента и отрезные круги, которые не выполняют те или иные функции, например, резку камня.
Отрезные диски делятся на абразивные и алмазные. Чаще всего применяются абразивные отрезные круги по металлу и камню. Как найти среди них подходящий для вас вариант?
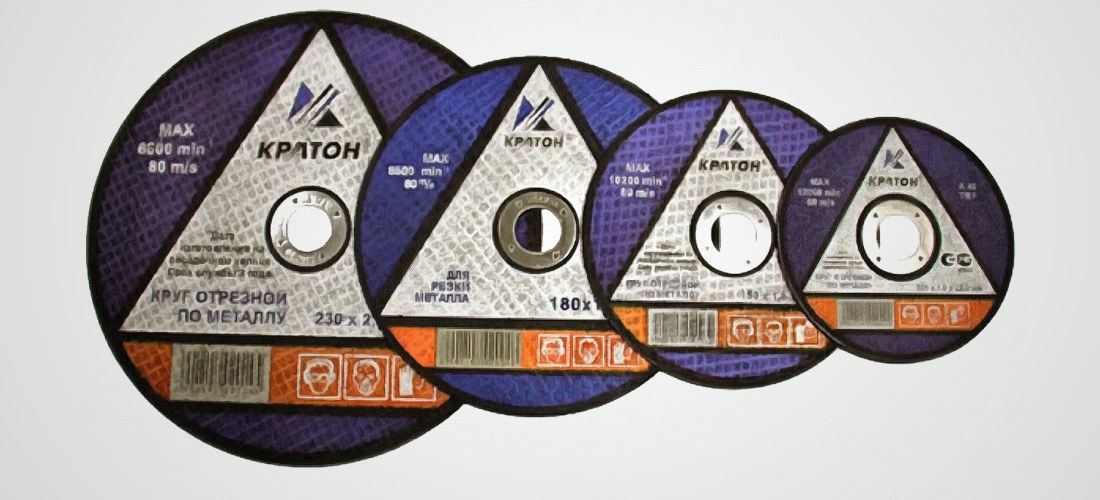
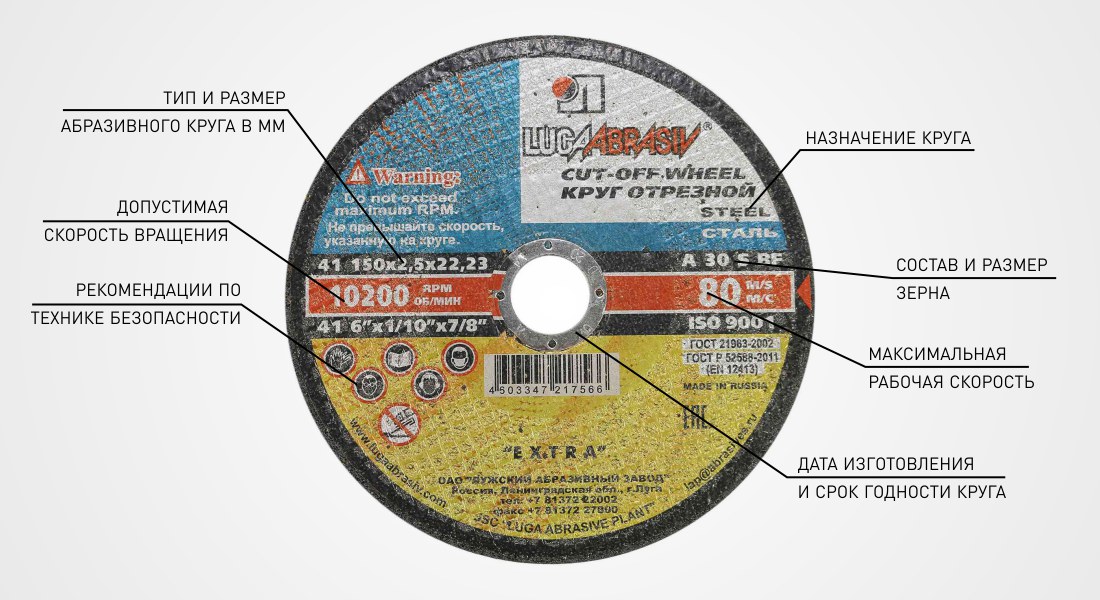
Взяв в руки отрезной круг, вы найдете на его лицевой стороне довольно обширную информацию. Во-первых, вы увидите конкретную специализацию кругов, поскольку они предназначены не только для стали, но и других материалов, в том числе и цветных металлов, а также для чугуна, камня, керамогранита. Бывают и универсальные варианты.
Также здесь вы увидите данные об эксплуатационных максимальных оборотах, сроке годности отрезного круга, размерах, и еще спецификацию.
Размеры отрезных кругов
На этикетке круга указан внешний диаметр и внутренний (посадочный) диаметр, который зачастую равен 22,2 миллиметра. Внешний диаметр должен быть подобран в соответствии с классом болгарки, например: 115, 125, 150, 180 или 230 мм. Никогда не устанавливайте на болгарку отрезной круг большего, чем положено, диаметра, это чревато опасностью.
Толщина диска сильно влияет на выбор, поскольку от неё зависит его применение для определенного вида работ. Стандартная толщина 2,3 — 2,5 миллиметра при диаметре 125 миллиметров. Аккуратно, быстро и достаточно легко работать тонкими кругами (1—1,2 мм), при этом материал меньше нагревается. Однако тонкие диски интенсивно стачиваются. Чтобы абразив меньше стирался, выберите толщину диска в соответствии с толщиной разрезаемого металла, тогда работа будет продуктивней и более длительной по времени.

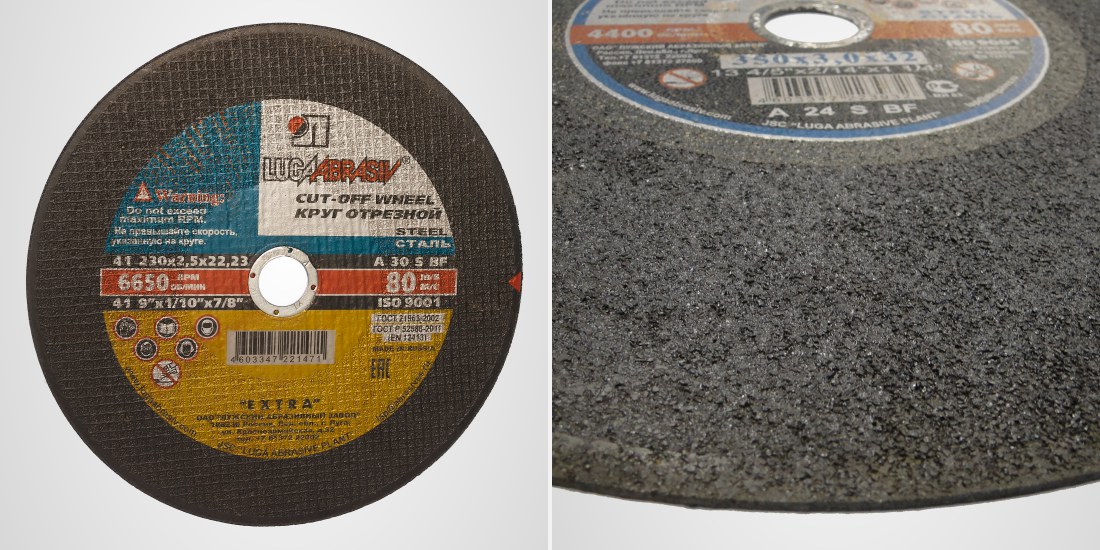
(тонкий диск Луга по металлу)
При работе с тонкими кругами особенно тщательно соблюдайте правила. Хотя абразивный материал отрезного круга по металлу укреплен армированной сеткой по специальной технологии, тем не менее, никогда не снимайте с болгарки защитный кожух, надевайте специальную одежду, не давите с силой на круг. Соблюдая все нормы, вы сможете безопасно резать тонкими кругами листовой металл, трубы, профиль разной конфигурации, уголки, арматуру.
Как определить срок годности отрезного круга?
Давайте разберем, что означает такая надпись на этикетке: V 04/ 2016. Обычно она выбита на кольце из металла вокруг посадочного отверстия. В этом обозначении указывается квартал и год, до которого можно использовать диск. С годом всё понятно, а квартал обозначается по его первому месяцу: V 01 (январь) — 1 квартал, V 04 (апрель) — 2 квартал и так далее. Не покупайте просроченный товар в целях безопасности, не оставляйте лежать диски дома без дела, приобретайте их ко времени работы.
Маркировка отрезных кругов
О спецификации и маркировке отрезных кругов можно говорить долго, но некоторые производители постарались подробно всё описать на своих сайтах, давая информацию для определенных типов кругов. Поэтому, мы с вами рассмотрим на одном примере, как расшифровать четырехзначный код, указанный на этикетке.

Четырехзначный код "А 30 S BF" означает: А — электрокорунд (материал абразивных зерен). Если стоит обозначение AS, то это электрокорунд белый, очищенный от хлора, сера и железа, что важно для резки нержавейки. Обозначение C — карбид кремния — зерна для кругов резки по камню. Цифра 30 (бывает 24) — крупные зерна для резки стали, для цветных металлов — 40 или 60.
Следующий символ, в данном случае S, указывает на твердость связки. Она тем тверже, чем выше порядковый номер символа в алфавите. Здесь важен один момент: нужно подобрать идеальное соотношение твердости связки и прочности разрезаемого металла, поскольку они имеют обратную зависимость.
Во время резки зерна, которые затупились, должны отпадать, крошиться, уступая место целым режущим частичкам абразива. Но если связка излишне твердая, то отрезной круг, как выражаются специалисты, "засаливается", начинает плохо резать, перегревает заготовку. Если же связка будет слишком мягкая, то диск быстро сточится.
И последнее обозначение кода — BF — это бакелит — материал связки зерен абразива.
Отрезной диск по камню
С таким заданием, как резка и обработка бетона, керамогранита, камня, асфальта справляются отрезные алмазные и абразивные диски для болгарки. Хорошо известно, что по шкале твердости алмаз лидирует, поэтому торцы режущих стальных дисков для плотных материалов покрывают алмазной крошкой, смешанной с металлическими частицами.
Алмазные диски для разных по твердости материалов бывают секционные — для шифера, кирпича, черепицы, мрамора, а также несекционные — для гранита, бетона, камня. При их выборе определитесь, с каким материалом вы собираетесь работать. Толщина алмазных дисков 1,3 — 2,2 мм.
Абразивные отрезные круги универсальны, они режут не только металл, но и камень. Изготавливаются опрессовкой абразивной массой нескольких слоев стекловолоконной сетки с последующим запеканием в печи. Без армированной сетки отрезные круги тоже бывают, но для работы ручной болгаркой не используются. Именно сетка снижает опасность от разрыва диска при высокой скорости вращения.

У отрезных кругов скорость вращения велика, поэтому гарантией безопасной работы является высокое качество их изготовления известными производителями и обязательная сертификация. В нашем магазине представлена продукция отлично зарекомендовавших себя компаний: Hitachi, «Луга», Bosch, ISMA, Makita и другие.
Алмазные диски режут более плотные материалы, например, камень, при этом стираются медленнее, чем абразивные, но у последних есть свои преимущества. Абразивные круги имеют свойство самозатачивания, хотя и за счёт уменьшения диаметра, а также не требуют принудительного водяного охлаждения, они охлаждаются естественным путем за счёт большого количества пор между абразивными частицами. Поэтому температура при работе абразивных кругов не превышает 70-80 о С. Среди алмазных дисков есть модели, которые предназначены для сухого реза.

Чтобы потребители не ошибались при выборе отрезных кругов, введена цветовая маркировка. Для абразивных кругов зеленый цвет соответствует резке по бетону, синий — по металлу. Для алмазных дисков зеленый цвет обозначает гранит, оранжевый — кирпич, желтый — кафель и алебастра, синий — бетон и мрамор, серый — черепица и керамогранит.
При выборе круга для резки камня учитывайте такие параметры:
- соответствие размера и вида зерен абразива твердости материала;
- соответствие скоростей вращения круга и шпинделя болгарки;
- допустимый диаметр отрезного диска для вашей УШМ.
Такая, казалось бы, простая работа, как резка камня, возможна только при строгом соблюдении правил безопасности:
- надежно фиксируйте отрезной круг на шпинделе машины специальным ключом;
- обязательно используйте индивидуальные средства защиты, а также респиратор при работе;
- Направляйте круг точно по линии реза, чтобы исключить заклинивание и возможные травмы;
- не снимайте защитный кожух с болгарки;
- не находитесь во время резки в плоскости вращения диска;
- надежно фиксируйте обрабатываемый материал и держите УШМ двумя руками.
Залогом продуктивный и безопасной работы с отрезными кругами станет грамотный выбор, и соблюдение всех правил. Скоро наступит строительный сезон, когда использование электрического инструмента, в том числе «болгарок», увеличится. Надеюсь, что мои советы будут вам полезны и помогут пройти этот сезон с максимальной продуктивностью и отличными достижениями.
Как выбрать отрезной круг по металлу
Принято считать, что при подборе отрезного круга по металлу для УШМ достаточно знать два основных параметра — диаметр и материал с которым предстоит работать. Но это далеко не все, что нужно знать, если вы хотите выбрать отрезную оснастку как это делают профессионалы. Поговорим о маркировке на отрезных кругах и о пяти ключевых технических характеристиках абразивного отрезного диска.

- Диаметр диска
- Максимально допустимая скорость вращения
- Толщина
- Состав и размер зерна
- Прочность связывающего вещества
Типы дисков
Первое число в маркировке говорит о типе диска:
- 41 — прямой отрезной
- 42 — чашеобразный отрезной со смещенным центром
- 27 — прямой шлифовальный
- 29 — чашеобразный зачистной

Стандартные диаметры дисков для УШМ:
На диске обязательно указывается максимальная скорость вращения.
- Для 115 мм круга максимальная скорость вращения — 13 300 об/мин.
- 125 мм — 12 250 об/мин,
- 150 мм — 10 200 об/мин,
- 180 мм — 8 500 об/мин,
- 230 мм — 6 650 об/мин.

Например, установка на болгарку 115 мм отрезного круга диаметром 125 мм, будет сопряжена с серьезными нарушениями техники безопасности:
- Чтобы на шлифовальную машину 115 мм встал круг большего диаметра, придется демонтировать защитных кожух.
- При увеличении диаметра диска снижается безопасная скорость работы. В совокупности это может повлечь серьезные травмы.
Производитель не гарантирует, что круг сохранит свою целостность при эксплуатации на повышенных оборотах.
Толщина диска
Могут встретиться значения: 0.8 мм, 1 мм, 1.2 мм, 1.5 мм, 2 мм, 2.5 мм.
На качество реза толщина отрезного круга влияет мало, однако от данного значения напрямую зависит скорость работы.
Состав и размер зерна
Чтобы понять из чего состоит отрезной диск, нужно обратиться к его маркировке, разобрать самые важные параметры. Разберем на примере отрезного круга с обозначением — A 36 S BF.
- Первая буква укажет на состав абразива. A — Корунд. Также можно встретить значения: AS — Электрокорунд, C — Карбид кремния. Последнюю маркировку имеют круги для резки камня.
- Последующая цифра 36 обозначает размер зерна. От зернистости напрямую зависят скорость и качество распила: ровная кромка и отсутствие выщербин. Чем больше данная цифра, тем мельче зерно, и как следствие, аккуратнее будет пропил при меньшей скорости работы.
- Следующая за числом буква S указывает на характеристику связующего вещества. Встречается бакелитовая и керамическая связка. V — Керамика более устойчива к износу, но менее прочна при механическом воздействии. B — Бакелитовая связка делает диск более эластичным, упругим. Износостойкость такой расходки ниже. Чем прочнее связующее вещество, тем медленнее будут обновляться зерна на кромке: круга будет хватать на большее количество резов.

Срок годности диска
Производитель указывает срок хранения в течении которого отрезной круг гарантированно не потеряет свои свойства. Вещество будет крепко связывать абразив, обеспечивая безопасную работу.
Как правило, срок годности указывается на металлическом ободке отрезного круга. Год и квартал. V 01 —январь,1 квартал, V 04 —апрель, 2 квартал, V 07— июль, 3 квартал, V 10 —октябрь, 4 квартал.
Обращайте внимание на срок годности диска, размерность и состав отрезного круга. Используйте средства защиты: очки и перчатки.
Выбор отрезных кругов по металлу для болгарки

Для резки металла в быту часто применяют угловую шлифовальную машинку (УШМ), которую обычно называют «болгаркой». А расходным материалом для болгарок являются отрезные диски.
По назначению в соответствии с обрабатываемым материалом существуют следующие виды дисков для болгарки:
Рассмотрим маркировку, основные размеры, основных производителей, а также сравним популярные марки по соотношению цена-качество.
Маркировка кругов
Чтобы правильно подобрать отрезной диск по металлу, важно верно прочитать его маркировку.
- В обязательном порядке указывается изготовитель или брэнд.
- В стандарте должны стоять три размера: наружный диаметр (D) х толщина круга (Т) х диаметр посадочного отверстия (H). На практике часто указывается только два размера — наружный и посадочный диаметры.
- Материал, по которому предназначен работать диск, обозначается надписью («metal» — для резки металла, «concrete» — для резки камня и бетона) и дополнительно цветом (металл, как правило — синий, зелёный — бетон). Обычно конкретизируют вид металла надписью или изображением:
- Steel — для сталей,
- Inox — для нержавейки,
- Castiron — для литья и чугуна,
- Aluminium — для алюминия и цветных металлов.
- Тип круга: 41 — плоский, 42 — с утопленным центром.
- По материалу связки диски делятся на вулканитовые и бакелитовые, причём бакелитовые круги могут быть без упрочняющих элементов и армированными двумя слоями стеклосетки. Для резки металла применяются только армированные диски, обозначаются они буквами БУ (бакелит усиленный) или латинскими BF .
Важно! Алмазные диски для резки металла не применяются.

- По материалу абразивных зёрен отрезные круги изготавливаются из электрокорундовых (А) или карбид-кремниевых (С) материалов с зернистостью от 5 до 125 (F 220 — F 16). Для резки металла применяются диски из электрокорунда.
- Твёрдость обозначается латинскими буквами и пишется после размера зерна. Для отрезных кругов используются буквы от “M” до “T”, чем дальше от начала алфавита буква, тем он тверже. Тот же физический смысл, что и твёрдость, имеет звуковой индекс.
- Предельная рабочая скорость — это скорость, при которой возможно использование отрезного круга. Согласна стандарта, для изделий на вулканитовой связке она равна 50, 63, 80 м/сек; армированных на бакелитовой связке — 80, 100 м/сек.
- Срок годности для отрезных дисков на бакелитовой связке — шесть месяцев, а на вулканитовой — 12 месяцев с момента изготовления, поэтому не стоит закупать их впрок. На этикетке указывается именно срок (год и месяц), до которого круг годен. Опасность использования инструмента с истекшим сроком годности в том, что он может просто разлететься на куски во время работы.
Пример расшифровки обозначения
- 41 180×2,5×22,23 14A63H38 БУ 80 м/с 2 кл ГОСТ 21963-82
- 41 — отрезной плоский;
- 180х2,5х22,23 — внешний диаметр 180 мм, толщина 2,5 мм, внутренний диаметр 22,23 мм;
- 14А — нормальный электрокорунд (применяется для изготовления дисков по металлу);
- 63 H — зернистость 63 (средняя);
- 38 — звуковой индекс, соответствующий средней твёрдости;
- БУ — бакелитовый армированный (усиленный);
- 80 м/с — предельная рабочая скорость 80 метров в секунду;
- 2 кл — второго класса неуравновешенности;
- ГОСТ 21963-82 — стандарт, согласно которому изготовлен диск.
Подбор отрезных дисков

Наиболее распространёнными отрезными кругами по металлу является инструмент с посадочным отверстием 22,0 и 22,23 мм. Это означает, что он подойдёт для болгарок с валом 22 мм. Второй стандартный посадочный размер — 32 мм, но при этом наружный размер круга будет от 300 мм и применяется подобный инструмент на станках. Существуют также диски с отверстием 10, 13, 16 мм, но их внешний диаметр составляет 50-100 мм и применение ограничено.
Круги с диаметром 115 применяются на углошлифовальных машинках малой мощности. Отрезной диск по металлу для болгарки 125 и 150 мм в диаметре применяется для УШМ средней мощности. На профессиональном инструменте, как правило, используются отрезные круги диаметром 180 и 230 мм.
При выборе толщины руководствуются следующим правилом: чем тоньше круг, тем меньше усилий для резки прилагается, а времени тратится меньше и наоборот, чем диск толще, тем больше времени и усилий потребуется. Коэффициент реза у тонкого диска нисколько не меньше, а вот работать с ним безопаснее. Это происходит благодаря тому, что тонкие изделия обладают большей упругостью и способностью изгибаться, нежели толстые круги.
Соответствие толщины кругов наиболее распространённым диаметрам.
- Для наружного диаметра 115 мм стандартная толщина равна 1,0; 1,6; 2,0; 2,5; 3,0; 3,2 мм при посадочном отверстии 22,23 мм;
- Для D = 125 мм предусмотрена толщина 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 мм и посадка 13, 20, 22, 32 мм;
- D = 150 мм соответствуют толщины 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 мм, а посадка 13, 20, 22,23 и 32 мм;
- При D = 180 мм посадка бывает только 22,23 и 32 мм, толщина — 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 мм;
- Такая же величина посадочного отверстия предусмотрена при наружном диаметре 230 мм, с толщиной 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 мм.
При выборе твёрдости действует принцип — чем тверже обрабатываемый материал, тем меньше должна быть твёрдость абразивного инструмента. Для отрезных дисков обычно используется твёрдость СТ1, СТ2, СТ3 — среднетвёрдые (O, P, Q) или Т1, Т2 — твёрдые (T, S). Такой вроде бы нелогичный выбор происходит потому, что твёрдость круга означает способность связки удерживать зёрна абразива от выкрашивания под действием обрабатываемого материала. Если выбрать слишком жёсткий круг, то зёрна будут «засаливаться», а эффективность реза значительно сократится.
Бакелитовый или вулканитовый?

Основное отличие отрезных кругов на вулканитовой связке от бакелитовых собратьев в том, что благодаря большей эластичности вулканита изделия могут иметь меньшую толщину и большую производительность. Используются они для бесприжоговой тонкой резки металлов. Круги на вулканитовой связке также могут работать в присутствие эмульсий, но керосин их разрушает. Основной недостаток вулканита — это его низкая теплостойкость, всего 160-200 градусов. Поэтому при увеличении нагрузки и температуры диск начинает хуже работать.
Отрезные круги на бакелитовой связке более теплостойки, но при длительной работе и нагреве до 250-300 градусов приобретают хрупкость и искрят. Кстати, правильно устанавливать диск на инструмент таким образом, чтобы искры при работе летели на вас. Тогда в случае разрушения диска осколки полетят в обратном от вас направлении.
Сравнение по изготовителям и ценам
В результате проведённого тестирования отрезных кругов наиболее распространённых марок был определён коэффициент эффективности дисков. Измерялся износ инструмента после серии резов, а также проверялась стойкость на разрыв, для чего круги разгонялись до скорости, почти вдвое превышающей заявленную.

- На первое место рейтинга по эффективности попали диски производства АО «Лужский абразивный завод», выпускающиеся под брэндом Hitachi Power Tools в партнёрстве с Японией. Коэффициент эффективности данной продукции составил 5,75. По соотношению цены и качества они оказались на втором месте. Для примера, средняя цена Hitachi размера 125*1,2*22,23 составляет 35 рублей, кругов 180*2,5*22,23 — 68 рублей.
- На втором месте по эффективности оказались круги того же Лужского завода, выпускающиеся под наименованием Luga Abrasiv Extra . Благодаря действительно бюджетной стоимости, по соотношению цена-качество они вышли на первое место. Цена аналогичных по размерам кругов составляет в среднем всего 28 и 56 рублей соответственно.
- Диски марки KronenflexA 60 Extra фирмы Klingspor показали неплохое качественно-ценовое соотношение, но их износ составил 13 мм и позволил занять только третье место. Средняя цена изделий данной марки составляет примерно 65 и120 рублей для указанных размеров.
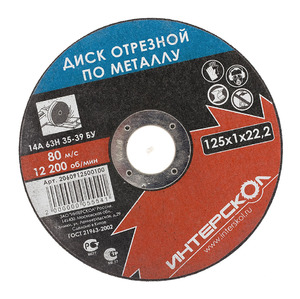
- Продукция китайской фирмы Интерскол показала износ 16 мм. Вместе с тем эксперты отметили отсутствие важных данных на маркировке. Положительным моментом явился ровный рез и цена. Диск размером 125*1,2*22,23 обойдётся покупателю в 42-45 рублей, а размером 180*2,5*22,23 — 90-96 рублей.
- Китайский «ЗУБР Эксперт» показал коэффициент эффективности 1,81 и сточился на 17 мм. Замечено отсутствие на маркировке наименования производителя и соответствие ГОСТу, а также превышение заявленной толщины изделия. По цене данные круги находятся в том же диапазоне, что и продукция Луги.
- Изделия немецкой фирмы «Rhodius ALPHA line» не явились фаворитами ни по качеству, ни по цене. Их износ равнялся 19 мм, и хотя рез получился качественным и без прижогов, общий коэффициент составил 1,64. Цена у «немца» за круг 125*1,0*22,23 составляет около 60 рублей.
Хочется добавить, что на рынке представлена продукция многих фирм, не вошедшая в данное тестирование. Традиционно качественные и недорогие круги выпускаются Косулинским абразивным заводом, Красногорским абразивным заводом, Ивановской АО «ИСМА». Хорошие отзывы и среднюю ценовую категорию имеют диски брэнда NORTON. Выбор всегда остаётся за потребителем, а раскрученность и высокая цена вовсе не являются показателями качества.
Описание и характеристики отрезных дисков для болгарки по металлу

Отрезные круги для работы по металлу, или абразивные диски, устанавливаются на распиловочный электроинструмент и применяются для работы со сталью легированной, черными и цветными металлами. Чаще всего отрезными кругами абразивных дисков оснащаются болгарки. Этот полезный инструмент известен еще под названием угловой шлифмашины, но, как правило, пользуются им с целью распиловки металла: труб, уголков, листовых изделий.
Устройство абразивного диска
Абразивный диск называется так в силу того, что между несколькими слоями армирующей сетки в дисковой пластине находится абразив в связанном состоянии. В качестве такового могут служить корунды, алюминиевый карбид и пр. Такая многослойная конструкция обеспечивает наибольшую безопасность эксплуатации, предотвращая раскалывание диска с образованием хрупких ранящих осколков.
Основные обозначения
Основательный подход к выбору абразивных кругов зависит от критериев следующего вида:
- Общий диаметр круга;
- Толщина дисковой пластины;
- Посадочный диаметр (редко отличается от 22,2).
Кроме того, в основной информации обычно указывается срок годности.
По стандартам толщина пластины диаметром 125 мм составляет от 2,3 мм до 2,5 мм. Тонкими при таком же диаметре считаются диски в 1−1,2 мм.
Основную информацию следует искать на лицевой поверхности: там будет указана специализация круга — предназначен ли он для резки только стали или подходит также для цветных металлов. Существуют и универсальные варианты. Там же указывается размер отрезного диска, срок годности и максимально допустимое в процессе использования количество оборотов.
Срок годности
Обычно этим цифрам, выбитым вокруг посадочного отверстия пластины, придается мало значения. Тем не менее, производители отрезных дисков настаивают на использовании продукции в указанный ими временной промежуток: например, V 01/ 2018 будет означать срок годности до начала первого квартала 2018 года.
Внешний диаметр
Этот важнейший параметр, по сути, означает класс УШМ, для работы на которой предназначен отрезной круг. Распространены следующие варианты: 115, 125, 150, 180 либо 230 мм. Недопустимо устанавливать на шлифмашину круг большего, нежели следует, диаметра. Это прямо запрещается техникой безопасности вкупе со здравым смыслом. Во-первых, помешает защитный кожух, а во-вторых, скорость вращения режущего края выйдет далеко за пределы, предусмотренные производителем электроинструмента, что с высокой вероятностью чревато серьезными травмами и выходом техники из строя.
Толщина пластины
Чем тоньше отрезной диск, тем легче прорезается материал: меньшая площадь лезвия уменьшает его сопротивление. Вообще у тонких пластин немало преимуществ:
- Быстрее справляются с работой;
- Меньше нагреваются;
- Спил получается ровнее.
При этом не менее очевиден и недостаток такого рода кругов: быстрая стачиваемость. Однако для УШМ небольшой мощности, аккумуляторных, не предназначенных для длительной работы без перерыва, этот тип дисков годится как нельзя лучше.
Стоит отметить, что при соблюдении норм ТБ и эксплуатационных требований к электроинструменту, ни тонкие, ни толстые диски не слишком опасны: армирующая сетка удерживает структуру пластины вне зависимости от ее толщины.
Параметры спецификации
Спецификацией называется код из четырех символов, с помощью которых зашифровывается информация о фракции абразивного зерна и связывающих его веществах. Например, AS маркируется белый электрокорунд высокой степени очистки, предназначенный для резки заготовок из нержавеющей стали. Цифры кода означают зернистость на единицу поверхности диска: для работы со сталью потребуется крупнозернистый отрезной круг с пометкой 30 или 24.
Для цветных металлов нужен будет круг с кодом 40, а то и 60, если металл мягкий. Далее, буквой латинского алфавита обозначается твердость связующего компонента. Связка тем тверже, чем ближе буква расположена к концу. Однако здесь существует обратная зависимость с твердостью обрабатываемого материала, поскольку режет не связка, а абразивное зерно.
Последние два символа редко изменяются и обозначают связующий компонент, в качестве которого используется вязкий термореактопласт бакелит.
Рекомендации по выбору

Как правило, диски по металлу имеют соответствующую надпись на той же стороне, где обозначен диаметр круга. Самым простым вариантом для непритязательного фронта домашних работ по металлу может стать универсальный или специализированный 125-миллиметровый отрезной круг.
В устной коммуникации это будет звучать как «отрезной диск по металлу для болгарки 125». Такие насадки лучше всего подходят именно для работы с металлоизделиями, поэтому их не стоит ставить при обработке, например, бетонных свай. Это обусловлено как соображениями техники безопасности, так и эксплуатационными характеристиками диска: насадка может не просто слишком быстро стереться, но и расколоться. Однако металлический профиль, листы, уголок или швеллер таким диском можно резать смело.
Исследование: «Как влияют условия хранения на абразивные круги»
Отрезные и шлифовальные круги для УШМ и станков принято называть абразивным инструментом. Наша редакция уже неоднократно проводила испытания такой продукции. На этот раз мы решили проверить на практике одно утверждение, которое уже давно воспринимается рынком как аксиома. Известно, что качество кругов снижается по мере хранения. Чем больше времени прошло со дня выпуска, тем хуже их рабочие характеристики. Особенно заметное негативное влияние оказывает содержащаяся в атмосферном воздухе влага.

Собственно, сомнений в обоснованности этих утверждений у нас не было. Эта информация многократно проверена и перепроверена длительными наблюдениями как производителей абразивного инструмента, так и пользователей, и продавцов. Все, кто так или иначе связан с абразивами, подтверждают, что да, при хранении качество кругов падает. И в сыром воздухе оно падает намного быстрее. Тем не менее мы решили всё же проверить, так ли оно на самом деле — вынесенный в эпиграф анекдот подсказывал, что иногда полезно бывает проверять истины, кажущиеся азбучными. Но главной целью была не проверка, а уточнение — какие именно характеристики ухудшаются и насколько. Действительно ли «страдает» именно износостойкость, и действительно ли она падает на 30 %? Эти цифры озвучивали многие, но происхождение их за давностью лет давно забыто.
Подобное исследование может быть интересно всем участникам рынка, и вот почему. Немалую часть продаваемого в России ассортимента составляют круги, произведённые в Китае по заказам российских компаний и под их собственными торговыми марками. Доставка осуществляется морским транспортом — это самый дешёвый способ. Но это означает, что круги проводят в море по четыре–пять недель. Контейнеры не герметичны, и сырой морской воздух проникает внутрь. Не оказывает ли это дополнительного негативного эффекта? И если оказывает, то насколько сильно ухудшаются качества китайских кругов в сравнении с европейскими и российскими, которые не путешествуют по морю?
ЭКСПЕРИМЕНТ
Чтобы получить ответы на эти вопросы, мы провели такой эксперимент. По нашему заказу на заводе «ИСМА» в Иваново сделали небольшую партию отрезных кругов диаметром 230 мм и толщиной 2,5 мм. Рецептура была не стандартной, а предельно упрощённой — с минимальным количеством добавок, которые могли бы исказить результат. В тот же день мы провели испытания образцов из этой партии по нашей стандартной методике — на износостойкость, скорость реза и механическую прочность. А затем оставшиеся круги разделили на две партии и сложили на хранение одну — в сухой склад, вторую — в условия повышенной влажности. Эти «условия» создали искусственно: взяли большую ёмкость, на дно налили воды, над водой повесили круги, ёмкость плотно закрыли и выставили на улицу. Дело было в августе, солнышко пригревало, вода испарялась. А поскольку деться ей из ёмкости было некуда, то в ней всегда была высокая влажность, в которой круги и «мариновались» всё это время.
Через пять недель мы взяли все круги и снова поехали в Иваново на испытания. «Маринованные» образцы перед испытаниями проверили на СИПе на скорости пробного пуска, разогнав их до 7300 об/ мин. Напомним, что такая проверка вообщето обязательна, но об этом мы поговорим отдельно. Все экземпляры прошли проверку благополучно, и мы продолжили испытания.

ИЗНОСОСТОЙКОСТЬ
Первый тест был посвящён исследованию износостойкости. Для этого мы использовали мощный 12‑киловаттный отрезной станок с гидравлической подачей круга в зону реза. Для статистики брали по три образца и каждым делали по 50 резов арматурного прутка диаметром 20 мм. Если 50 резов не получалось и круг изнашивался до фланца раньше, то считали количество полностью сделанных резов. После этого вычисляли коэффициент шлифования и смотрели, сильно ли он изменился по сравнению со «свежеиспечёнными» кругами.
Зная коэффициент шлифования, можно рассчитать максимально возможное количество резов данного материала, который может сделать этот круг до полного износа. Когда мы испытывали круги для монтажных пил, то воспользовались этим способом, чтобы показать результаты более наглядно. В данном случае мы принципиально не указываем количество резов, а указываем изменение в процентах от первоначального уровня. Если указать цифру, то это уже некая отсылка к реальной заводской продукции, а нам этого не хотелось — все же мы фактически тестируем некие «сферические круги в вакууме». По сути, так оно и есть — рецептура-то не типовая, так что аналогов в продаже не встретишь.
СКОРОСТЬ РЕЗА
В качестве испытательного стенда для этого теста мы использовали УШМ Metabo WX 26–230 Quick, зажатую в специальной стойке. На сетевой кабель «повесили» токоизмерительные клещи, контролируя с их помощью давление на круг. Это было сделано с целью исключить перегрузку инструмента — потребляемый ток не должен был превышать 10 А. Здесь мы тоже тестировали по три экземпляра, каждым делали по три реза арматурного прутка, такого же, что и в предыдущем опыте. Причём для каждого реза мы брали новый кусок прутка, чтобы не резать уже нагретый металл, что могло бы значительно исказить результаты.
Этот тест показывает способность круга к обновлению по мере работы. Бывают круги жёсткие, которые характеризуются прямотаки выдающейся износостойкостью, но требуют очень сильного давления для эффективной работы. Такие оптимальны для мощных отрезных станков. А вот при работе инструментом мощностью в пределах 2,5 кВт куда удобнее достаточно мягкие круги, которые сами изнашиваются намного быстрее, но при относительно небольшом давлении режут очень эффективно. Нас интересовало, не меняется ли жёсткость круга при хранении.
МЕХАНИЧЕСКАЯ ПРОЧНОСТЬ
Здесь всё просто — обычное испытание по гостовским методикам на специальном станке до скорости, в 1,87 раза превышающей максимальные рабочие обороты. В данном случае — 12400 об/мин. Испытание считается пройденным, если круг не разлетелся.
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
Начнем с конца. Тест на механическую прочность пройден на ура. И новые, и «полежавшие» круги показали одинаковый результат, причём очень высокий — все выдержали разгон до оборотов свыше 1500 в минуту. Делаем вывод — при хранении этот параметр не ухудшается.
Испытание на скорость реза дало аналогичный результат — разницы не выявлено. Все образцы резали с одинаковой эффективностью, так что и этот параметр можем считать постоянным.
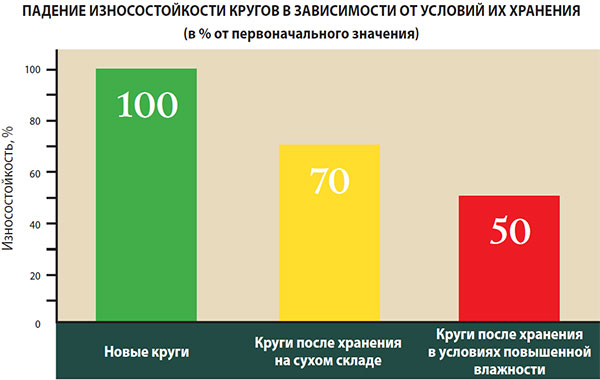
А вот испытание на износостойкость расставило всё по своим местам. Те круги, что хранились на сухом складе, показали заметное падение коэффициента шлифования — примерно на 30 %. «Маринованные» просели ещё сильнее — на 50 %.
ВЫВОДЫ
Судя по результатам, износостойкость падает у всех кругов, но в значительно большей степени у тех, что доставляют морем (а это именно китайская продукция). Видимо, этим как минимум отчасти объясняется тот факт, что круги из КНР часто показывают более низкие результаты в наших тестах. Вряд ли это единственная причина, но свою лепту она определённо вносит.
Мы предполагаем, что в будущем производители и импортёры станут уделять более пристальное внимание повышению влагостойкости своей продукции. Как один из вариантов, доступных уже сегодня, — использовать специальные добавки, повышающие устойчивость бакелитовой смолы к воздействию влаги. Возможно также использование герметичной упаковки — прецеденты уже есть. Не исключено, что отечественные производители смогут увеличить свою долю рынка — у них есть явное конкурентное преимущество, ведь их продукция не путешествует морем. Всё зависит от того, что конкретно они смогут предложить рынку и насколько эти предложения смогут заинтересовать остальных участников. Но в любом случае, 30, а тем более 50 % — это достаточно серьёзная величина, за которую определённо стоит побороться.
Итак, факт установлен — влага всё-таки оказывает значительное негативное влияние на износостойкость абразивных кругов. Но как именно это происходит? На этот вопрос мы попросили ответить Руслана ЮНУСОВА, ведущего технического специалиста компании «Метадинеа», производителя пульвербакелитовых смо л .

Губительное влияние влаги на свойства абразивов обусловлено сразу несколькими факторами. Можно рассказать о каждом из них отдельно.
Абразивы состоят из веществ разной природы — органической и неорганической, которые не имеют между собой химических связей. Понять суть их связи несложно — представьте, что смола и абразив «держатся» друг за друга как очень слабые магниты. Стоит немного увеличить расстояние между ними или снизить площадь соприкосновения, как прочность этой связи быстро снижается. В данном случае достаточно микрометров.
ФИЗИЧЕСКИЙ ФАКТОР
Бакелитовая связка и абразив имеют разные коэффициенты теплового расширения. При этом надо принимать во внимание, что структура абразива «фиксируется» в печи при довольно высокой температуре (180–200 °C) во время обжига кругов. Затем их охлаждают до комнатной температуре в цеху, а то и до отрицательных температур, если дело происходит зимой на не отапливаемом складе. При этом абразивное зерно даёт усадку на одну величину, а бакелитовая связка — на другую, в результате чего возникают напряжения и в конечном итоге микротрещины. Изза этого и снижается прочность сцепления наших «магнитов».
Процесс усадки и появления микротрещин происходит не мгновенно, он занимает определённое время. Его ускоряют циклические изменения температуры, например «деньночь», и механическое воздействие (одна транспортировка по нашим дорогам чего стоит).
Данные микротрещины сами по себе не дают мощного отрицательного эффекта, если не происходит их роста. В случае доступа влажного воздуха в игру вступает вода. Сама по себе она безобидна, но в сочетании с микротрещинами создает капиллярное давление. Это именно то самое давление, благодаря которому росток способен пробивать асфальт. В зависимости от размера капилляра оно может достигать значений в десятки и даже сотни атмосфер, что приводит к микроразрыву круга и соответственно снижению его эксплуатационных характеристик.
ХИМИЧЕСКИЙ ФАКТОР
Бакелитовая связка производится на основе щелочей, а в качестве абразивного зерна, как правило, используется корунд (он же — оксид алюминия), который легко растворяется в щелочах. Единственное, что нужно для начала реакции — вода.
Возникает резонный вопрос: можно ли предотвратить снижение характеристик абразивов?
Ответ однозначный: «Да»! На каждый из вышеперечисленных негативных факторов есть свой «антидот». По сути своей абразивы являются композитным материалом. Производители композитов уже давно столкнулись с похожими проблемами и нашли решения. В основном они пришли из «оборонки» и авиационной отрасли, где композиты используются в огромных объёмах и к ним предъявляют самые жёсткие требования. Поэтому весь необходимый спектр добавок не только уже разработан, но и прошел многолетние испытания.
Почему эти добавки не используются производителями абразивов? Причина вполне очевидна: это приведёт к увеличение себестоимости, причем как за счет самой стоимости добавок (то, что необходимо при производстве «Боинга 777» или «СУ‑30», не всегда экономически целесообразно для производства отрезного круга), так и за счет усложнения процесса (оборудование, специалисты и т. д.). Сейчас цены на многие добавки снизились до приемлемого уровня, но необходимость строгого соблюдения технологии их использования никуда не делась. Видимо, именно это и вызывает трудности у китайских производителей абразивов.
Читайте также: