Станки для правки металла
Обновлено: 18.05.2024

Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Правка — технологическая операция, при помощи которой у заготовок устраняют отклонения от формы. Заготовки могут иметь как простую, так и сложную форму. В зависимости от этого применяется соответствующий инструмент и оснастка.
Когда и зачем проводится операция: наличие выпуклостей на заготовках и прочие причины
Заготовки должны иметь определенные параметры, чтобы с ними было возможно выполнить следующие технологические операции. Невозможно выполнить качественную слесарную разметку на волнистой поверхности, искривленная заготовка при выполнении штамповочной операции может привести к поломке пуансона и матрицы. Существует много подобных примеров, когда правка обеспечивает качественное изготовление изделий.
Листовой металл: технология, в чем особенность и другие важные моменты
Наиболее распространенные поверхностные дефекты на листе, которые устраняются правильными операциями: волнистость, выпуклость или вогнутость. Причем на одном листе они могут находиться одновременно в разных местах — на краю и в середине.
Толстые и тонколистовые заготовки
При правке более толстых листов существуют определенный технологический порядок проведения работ. Наносить удары непосредственно по выпуклой части листа недопустимо. Возникающая большая концентрация напряжений может привести к образованию трещины и испортить заготовку. Если выпуклость находится в центре заготовки, следует начинать ее обстукивать с краев, уменьшая силу удара и увеличивая частоту по мере приближения к краям выпуклости.

Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
При имеющейся волнистости на краях следует наносить удары, наоборот, от центра к периферии. Возникающие при ударном воздействии растягивающие напряжения способны убрать ее, достигнув краев возникновения дефекта.
Полезное видео
Посмотрите, как операция выполняется вручную.
И как это делается с помощью промышленного оборудования.
Цветной и черный металл
Из всего многообразия черных и цветных металлов технологической операции правка могут подвергаться только металлы с хорошими пластическими свойствами. Среди черных металлов это прежде всего малоуглеродистые стали. Алюминий, медь, титан и некоторые их сплавы (латунь, дуралюмин и другие) также хорошо поддаются рихтовке.
Следует знать! При выполнении правки цветных металлов важно, чтобы боек молотка был выполнен из более мягкого материала, чем рихтуемый (дерево, свинец и другие).
Полосовая сталь
Дефекты, которые исправляются правкой, на полосовой стали:
- полоса, имеющая изгиб в плоскости;
- полоса, имеющая изгиб по ребру;
- скрученная полоса;
- в полосе имеются все виды дефектов.

Правка полосового металла на специальном оборудовании. Фото Подольский завод оборудования
Изгиб по ребру таким методом убрать не удастся. Удары по ребру будут создавать напряжения, изгибающие полосу в стороны и сминать кромку, прилегающую к плоскости. Здесь следует положить полосу на плоскость и распределять удары по всей длине, проходя по ней рядами от нижней кромки к верхней. Сила ударов с приближением к верхней кромке должна уменьшаться, а частота увеличиваться. Технология позволяет нижней части растягиваться больше, чем верхней и полоса выравнивается.
Скрученную заготовку зажимают в тисках и с помощью рычага раскручивают. Далее правка заканчивается выравниванием полосы по плоскости или по ребру.
Видео
А от так это делают на станке.
Профильный металл
Понятие «профильный металл» включает в себя различные виды проката. Это могут быть швеллера, двутавровые балки, профильные трубы и другие виды. При использовании профильные заготовки не должны быть изогнутыми и закрученными вдоль продольной оси. Такие дефекты устраняются технологической операцией правка.
Для большинства видов профильного проката для устранения дефектов требуются значительные усилия. В наличии имеется специальное оборудование на которых выполняется правка: роликовые правильные станки, горизонтальные гибочные прессы, растяжные станки.
Проволока из бухты
Удобная для проволоки упаковка в бухты, создает некоторые проблемы для ее применения в прямолинейном виде. Для этих целей используется оборудование, разматывающее проволоку с помощью роликов, или последовательным пропусканием через фильеры.

Правка прутка на роликовом станке. Фото Подольский завод оборудования
Для выполнения разовых работ и небольшой длины размотки можно применить следующее одно из многих приспособлений: пропускаете проволоку через согнутую U-образную трубку вращая ее, например, дрелью.
Детали круглого сечения
Уголок
Способы: вручную и механические, с нагревом и без
В зависимости от размеров могут использоваться для маленьких заготовок — ручные методы правки, для габаритных и тяжелых — применяется специальное механическое оборудование.

Правка крупногабаритной заготовки на специальном механическом оборудовании. Фото Подольский завод оборудования
Свойства некоторых материалов не позволяют убрать дефект заготовки методом холодной деформации, так как возможна потеря ее целостности. В таком случае помогает нагрев заготовки, увеличивающий способность заготовки к растяжению.
Оборудование и инструменты: на вальцах, прессах и не только
Для ручной правки основными инструментами являются правильные плиты, наковальни, рихтовальные бабки, которые выступают в качестве базовой поверхности для заготовок.
Для приложения усилия к месту правки применяют различные виды молотков. Для листовой и полосовой стали с черновой обработкой поверхности применяют молотки из углеродистой стали с круглым бойком, который в отличие от квадратного, не оставляет вмятины на поверхности. Обработанные поверхности правятся деревянными киянками или молотками с мягкими вставками (из медных или алюминиевых сплавов). При праве тонколистового металла используются гладилки, изготовленные из твердых пород дерева.
Вальцы гидравлические STALEX
HER-2070×4.5. Фото Сталекс
В производственных условиях, где широко применяется прокат в виде листов, полосы, прутков и других разнообразных профилей, применяется оборудование для правки заготовок. В зависимости от размеров и формы заготовок можно выделить несколько видов.
- Правильные прессы с механическим или более мощным гидроприводом. На этом оборудовании правят крупный прокат: круглый, квадратный, швеллера и другой профиль, включая трубы диаметром до 300 мм. Правку толстых листов и полос выполняют на специализированных гидравлических прессах.
- Роликовые правильные машины, использующиеся для работы с мелким и средним профильным прокатом. Роликовые листоправильные машины исправляют дефекты листов и полос небольшой толщины.
- Растяжные правильные машины. Применяются для правки листов из специальных сплавов и цветных металлов.
- Ротационные косовалковые машины. Применяются для правки труб и прутков от простой формы профиля до сложной.
Где заказать
Необходимые оборудование, инструмент и оснастку для проведения правильных работ, можно заказать в отдельном разделе нашего сайта, где представлен широкий выбор компаний предлагающих такой вид продукции.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых предлагают выполнение качественной правки метала.
Инструменты для правки металла

Наковальни 3 и 10 кг.
Технологической операцией правка устраняются разнообразные виды дефектов заготовки. Каждому из них подходит определенный вид инструмента, приспособлений и технологических приемов.
Когда необходима правка
Технологические приемы устранения дефектов заготовок могут включать в себя как ручные способы правки, так и машинные. Ремонтные работы, в частности кузовные автомобилей, выполняются вручную квалифицированными специалистами, обладающими индивидуальным набором инструментов и колоссальным опытом.
При массовом производстве металлоконструкций заготовки доводятся до нормативных требований с помощью специального правильного оборудования. Более подробно машинный процесс правки рассмотрен в статье «Оборудование для правки металла».
Правка листового металла на специальном механическом оборудовании.
При применении в технологическом процессе сварки, заготовки деформируются из-за температурных напряжений. Для правки таких заготовок могут изготавливаться специальные приспособления. Заневоленная в такой оснастке заготовка подвергается термическому отжигу, который возвращает ее в исходное состояние.
Типы заготовок

Бухта вязальной проволоки.
Все виды выпускаемого проката можно избавить от дефектов методами деформирования. Достаточно часто встречается волнистость, коробление, складки на листах, приходится для использования в технологическом процессе выпрямлять проволоку из бухт. Профильным трубам и другим заготовкам данной конфигурации требуется возвращать прямолинейность и устранять скручивание вокруг продольной оси.
В процессе производства готовой детали, приходится применять технологическую операцию правка для устранения остаточных деформаций возникших на промежуточных этапах технологии, например, после сварки, резки, вырубки.
Перечень приспособлений, применяемых для правки, рихтовки и гибки
Ручная правка производится как типовыми инструментами и приспособлениями, так и выполненными исключительно для данной конкретной заготовки. Поэтому перечень такой оснастки разнообразен, ниже приводятся лишь некоторые виды.
Набор крючков
Если на кузове автомобиля обнаружилась вмятина, но лакокрасочное покрытие не повреждено, воспользуйтесь инструментом для правки, который получил название «крючки».
Он представляет из себя набор стержней с ручкой и загибом на конце. Загибы имеют разные радиусы, углы, форму. Каждый из множества видов крючков (конусные, ножевые, сложного доступа, арки, рессорные и другие) предназначен для устранения дефектов определенной формы конструкции кузова.

Набор крючков для правки.
Конструкция «крючков» позволяет сделать доступным обработку вмятины изнутри корпуса кузова, что является единственным способом устранить вмятину без нарушения покрытия. Работать с таким инструментом под силу лишь квалифицированным специалистам.
Полезное видео
Правильные чугунные и стальные плиты
Одним из самых важных приспособлений для ручной правки является правильная плита. На ней выполняется устранение дефектов листовых и полосовых заготовок, прогибов на прутках, трубах и других профилях.
Правильная плита из стали.
Рабочее место для правки металла, оснащенное правильной плитой должно обладать устойчивостью к ударным нагрузкам. Поэтому плиты достаточно массивны и часто выполняются из тяжелых болванок серого чугуна с наибольшим линейным размером до 4,0 метра и даже более. К базовой поверхности плит предъявляются высокие требования к плоскостности, они окончательными операциями строгаются и шлифуются и устанавливаются по горизонтальному уровню.
Молотки, киянки
Через молотки и киянки передается силовое воздействие непосредственно на дефектные заготовки. Они имеют различные весовые и габаритные характеристики и обладают различными пластическими свойствами. Поэтому применяемые молотки конструктивно отличаются друг от друга.

Рихтовочная киянка Santool.
Для удаления вогнутости у прутков или полосы с неокончательной обработанной поверхностью, боек молотка выполняется из углеродистой стали. Если поверхность уже имеет товарный вид, то правку выполняют с помощью молотков со вставками из твердых пород дерева, медных или алюминиевых сплавов или из прочного пластика. Ударная поверхность бойка должна быть плоской и ровной и не иметь острых углов.
Для правки тонких листов с повышенными свойствами пластичности, где нельзя оставлять следов от ударов на поверхности, применяют киянки. Бойки у них сделаны из прочных пород дерева (дуб, самшит, бук) или ударопрочной резины.
Кувалды
Кувалды применяют для черновой правки крупных заготовок, когда ударного усилия обычного молотка не хватает. Боек повышенной массы (до 5 кг.) оказывает деформирующее действие на круглый и профильный прокат крупного сечения.

Кувалда 2000 грамм с фибергласовой рукояткой Gigant SLH20.
Рихтовальные бабки
Некоторые технологические процессы изготовления деталей включают правку предварительно термически обработанных заготовок. Такие заготовки имеют определенную поверхностную твердость, что создает конкретные требования к инструменту для правки. В закаленном состоянии заготовка правится с более строгими допусками от номинальных размеров, такую правку по-другому называют рихтовкой.

Рихтовальная бабка типа Каблук.
Для базирования заготовок используются рихтовальные бабки, которые изготавливаются из стальных заготовок с содержанием углерода, позволяющим выполнять закалку с высокой твердостью. Для придания заготовке при рихтовке большей степени свободы, поверхность бабок выполняется цилиндрической или сферической формы.
Гладилки
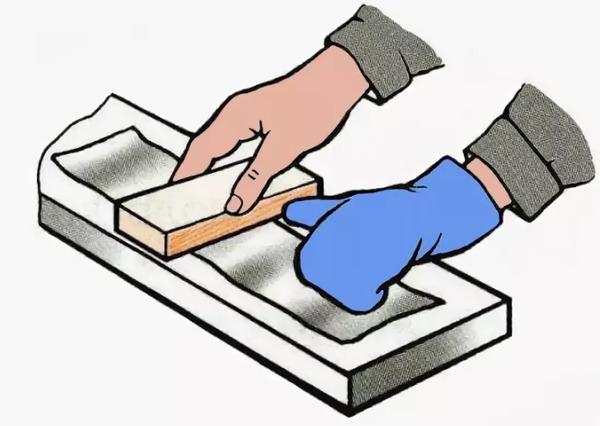
Правка металла с помощью гладилки.
Наковальня

Для ручной правки фасонного металла применяют специальные наковальни с вырезами. Дефектный участок при ударе имеет возможность перемещаться на большее расстояние, тем самым повысить эффективность правки.
Листоправильные машины

Каждая крупная отрасль промышленного производства, где в той или иной степени производится металлообработка сырья, нуждается в высококачественном профессиональном оборудовании, способном осуществлять обработку заготовок с высокой скоростью и высокой точностью.
Каждая крупная отрасль промышленного производства, где в той или иной степени производится металлообработка сырья, нуждается в высококачественном профессиональном оборудовании, способном осуществлять обработку заготовок с высокой скоростью и высокой точностью. Заготовительные цеха, как правило, комплектуются различными станками, использующимися для осуществления заготовительных операций, - здесь могут быть установлены агрегаты для раскроя материала, для его гибки, штамповки и так далее. Листоправильные машины также представляют собой оборудование, которое достаточно часть применяется для осуществления заготовительных операций.
Чаще всего данный тип оборудования используется для правки листовых стальных заготовок небольшой толщины. Низкоуглеродистая сталь, а также другие типы металла, зачастую, при штамповке вытяжными штампами могут подвергаться различным деформациям - к примеру, при обработке таким методом в металле могут образовываться складки и даже разрывы в том месте, где формируется изгиб материала. Для того, чтобы этого не происходило, и используются листоправильные машины. Система валов, осуществляя перегиб заготовки, меняет структуру листового металла, тем самым повышая его пластику.
Если отказаться от снятия внутреннего напряжения, возникающего в обрабатываемом материале, дальнейшая работа с заготовкой может вызвать множество сложностей. Деформация заготовки во многом повлияет на:
- точность гибки;
- качество сварки;
- технологичность сборки;
- внешний вид готового изделия;
- и так далее.
Таким образом, использование листоправильных машин поможет сэкономить значительные средства при покупке сварочного оборудования, а также сделает производство деталей на предприятии непрерывным, благодаря тому, что листоштамповочное оборудование сможет работать без дополнительных ограничений. Листоправильные машины также могут интегрироваться в автоматические системы, которые содержат в себе оборудование для пробивки, резки и сварки металлических заготовок. В каталоге компании "Дюкон" Вы можете найти большой выбор установок, которые эффективно устраняют деформацию листовых металлических заготовок и снимают внутреннее напряжение в обрабатываемом материале.
Сегодня листоправильные установки получили широкое распространение в различных областях промышленного производства. Они востребованы в таких областях, как:
- металлургия;
- изготовление стройматериалов;
- машиностроительная отрасль;
- судостроительная отрасль;
- создание металлоконструкций.
Стоит отметить, что помимо применения листоправильных машин в промышленности, данный тип станков успешно используется и на предприятиях небольшого размера, занимающихся обработкой листового металла.
Как правило, конструкция всех листоправильных станков имеет схожее строение. К основным узлам конструкции листоправильной машины относятся такие элементы, как:
- силовой агрегат;
- несколько приводов;
- прочная станина;
- нижние валки;
- верхние валки;
- специальные пружины, уравновешивающие давление внутри машины и не допускающие образование зазора.
Принцип работы листоправильных машин достаточно прост - основным рабочим инструментом в конструкции станка являются листоправильные валки, которые многократно сгибают материал в процессе обработки. Движение рабочих валков обеспечивается шпинделями шарнирного типа, которые передают энергию от силового агрегата. В том случае, когда материал нуждается в существенной деформации, он подвергается правке в машине несколько раз. При этом валки, расположенные в нижней части машины, имеют неподвижную ось, которая закрепляется на станине, а верхние валки, напротив, устанавливаются в подвижной траверсе. При помощи специальной системы регулировки можно достаточно легко отрегулировать зазор между верхним и нижним рядом рабочих валов, что необходимо при настройке машины на обработку разнообразных по сечению и форме заготовок.
Выбирая листоправильную машину для своего производства необходимо учитывать различные параметры как самого устройства, так и характеристики тех заготовок, которые будут подвергаться обработке. Таким образам важными аспектами станут:
- материал изготовления заготовки;
- габариты заготовки;
- количество рабочих валков, а также их диаметр;
- минимально и максимально возможное расстояние между верхними и нижними валками для правки.
Также стоит обратить внимание на мощностные и производительные характеристики машины, на максимальную скорость и точность обработки заготовок, и так далее. В некоторых случаях также немаловажным является наличие в машине дополнительного оснащения, способного расширить функционал станка.
Компания «Дюкон» рада предложить Вам большой выбор листоправильных машин по самым оптимальным ценам. Мы реализуем только фирменную продукцию, которая уже успела зарекомендовать себя на предприятиях металлообрабатывающей отрасли. Вы также можете рассчитывать на высокопрофессиональную помощь при необходимости сервисного обслуживания и ремонта оборудования.
Станок правильно-отрезной в России

КИТАЙПРОМТОРГ
![Станок правильно-отрезной GROST SCM6-14 [109380]](https://img.promportal.su/foto/good_fotos/47425/474254299/stanok-pravilno-otreznoy-grost-scm6-14-109380_foto_large.jpg)
Мотоблоки №1 

Профпоставка
Станки №1

ООО ЛинаПак

НА ВСЕ СЛУЧАИ
ООО "ВЛАДИСТЕХ"

АльПром

Группа Компаний Трек Техно

ООО " ЭлМедиа Групп"
Читайте также: