Станок для гибки полосы металлической своими руками
Обновлено: 17.05.2024
Декоративные элементы холодной ковки достаточно дорогие, относительно материала, который затрачивается на их изготовление. Поэтому если делать их самостоятельно, то экономия получается существенной. Но чтобы согнуть такой декор, нужен станок, которого у обычного обывателя нет. Если у вас выдались свободные выходные, то вы можете его собрать из доступных деталей.
Материалы:
- Стальная пластина 10, 20 мм;
- уголок 50 мм;
- подшипники разного диаметра;
- трубы 50, 70 мм;
- профильные трубы 50, 40 мм;
- роликовая цепь;
- звездочка;
- стальной кругляк 20 мм, 70 мм;
- шпилька М16-М20.
Процесс изготовления станка
Из толстой стальной пластины вырезаем диск. Затем наматываем на него роликовую цепь, и привариваем ее.
После этого навариваем в центр диска отрезок вала для посадки подшипника.
Теперь нужно заняться станиной станка. Оно делается из толстой листовой стали. На него станину приваривается кольцо из трубы, в которое будет сажаться подшипник.
К основанию привариваются поперек две профильные трубы с отверстиями по краям для дальнейшего крепления к столу. Таким образом, диск с валом можно будет установить в запрессованный в кольцо станины подшипник.
Теперь берем отрезок трубы диаметром 40-50 мм, и запрессовываем в него три подшипника. В них вставляем вал, к которому приваривается звездочка. Эта конструкция выставляется так, чтобы звездочка имела зацеп с роликами на диске.
После этого узел нужно приварить к станине.
Чтобы под нагрузкой звездочка не поднималась вверх, следует сварить согнутый кронштейн с кольцом из трубы на конце, в который запрессовывается подшипник. В итоге получается прижим, надеваемый на вал со звездочкой.
Сам кронштейн прикручивается к станине.
Далее нужно разобраться с толкающим роликом. Для его крепления к станине приваривается два отрезка уголка.
Далее берем отрезок профильной трубы, и делаем из нее направляющую толкателя ролика с вырезанной стенкой, как показано в примере. Со стороны выреза к направляющей приваривается заглушка с отверстием под болт.
Из полосы делается две проушины, с помощью которой собирается ролик из трех подшипников.
Этот узел приваривается к толкателю из профильной трубы, которая может входить в ранее сделанную направляющую.
Далее берем шпильку с мощной резьбой, и закрепляем на ее конце гайками заглушку для толкателя. Чтобы шпилька проворачивалась, отверстие в заглушке делается чуть больше чем ее диаметр. Крайняя гайка приваривается. Таким образом, шпилька при оборачивании не выпадет.
После этого заглушка вваривается в толкатель с роликом. Шпилька с толкателем и роликом помещается в направляющую. На первую накручиваем гайку, и привариваем ее к заглушке направляющей. Теперь при вращении механизма ролик сможет выдвигаться. На краю шпильки делается ручка из удлиненной гайки. Просто накручиваем ее, и сверлим сквозное отверстие. Затем в него вставляем ручку.
Готовый механизм приваривается на стойки из уголка. Проверяем все зазоры, чтобы ролик не терся о диск с цепью.
Как сделать прокатный гибочный станок своими руками

Оказывается, самодельные станки для металлообработки могут быть ничуть не хуже, чем заводские модели.
Сегодня расскажу, как своими руками изготовить прокатный гибочный станок для домашней мастерской. Конструкция очень простая и понятная.
Единственный минус — для изготовления некоторых деталей потребуется токарный станок.
Впрочем, даже если вы еще не обзавелись этим «агрегатом», то всегда можно обратиться за помощью к токарю. Работа там не пыльная.
- стальной кругляк;
- листовой металл;
- строительный уголок;
- болты;
- стальной круглый прут.
Идеей изготовления и сборки самодельного гибочного станка поделился автор YouTube канала Metal Extreme.
Основные этапы работ
Первым делом подготавливаем три стальных болванки, из которых будем изготавливать прижимной и опорные ролики. Для этого нам и потребуется токарный станок.
Сначала изготавливаем пару опорных роликов.
Обтачиваем обе заготовки на токарном станке до необходимого диаметра, после чего высверливаем по центру отверстия. Ближе к краю делаем канавки.


Далее обтачиваем прижимной ролик.
В нем также необходимо будет высверлить отверстие, но только со смещением от центра — он будет работать по принципу эксцентрика.

Из листового металла вырезаем монтажную пластину. Обрезаем углы и высверливаем отверстия для крепления роликов.
Опорные (нижние) ролики крепятся к монтажной пластине с помощью болтов.

А вот для крепления прижимного ролика к пластине будет использоваться вал из стального кругляка.
Отрезаем заготовку требуемой длины, вставляем её в отверстие в ролике и обвариваем. Потом нужно будет вставить вал с роликом в отверстие в верхней части монтажной пластины.

На вал надеваем ручку, изготовленную из стального кругляка и втулки.
К нижней части монтажной пластины надо приварить два отрезка строительного уголка, чтобы можно было зафиксировать приспособление в слесарных тисках. Зачищаем сварные швы и красим самоделку.

Как видите, конструкция гибочного станка довольно простая. Можно гнуть полосу, стальные трубы или кругляки, а также уголки.

Видео по теме
Подробно о том, как сделать прокатный гибочный станок своими руками, рекомендую посмотреть ниже — в авторском видеоролике.
Как сделать простой станок для гибки
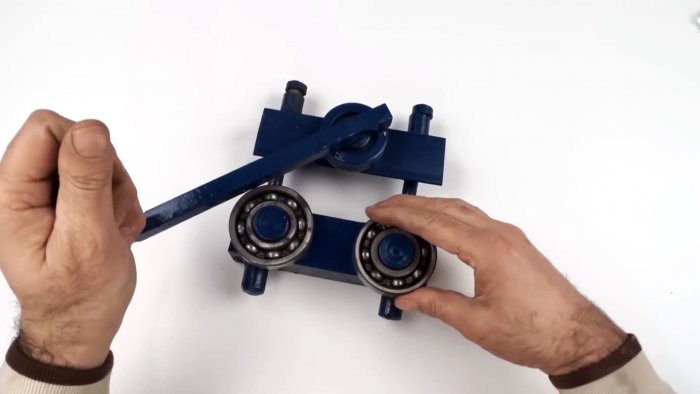
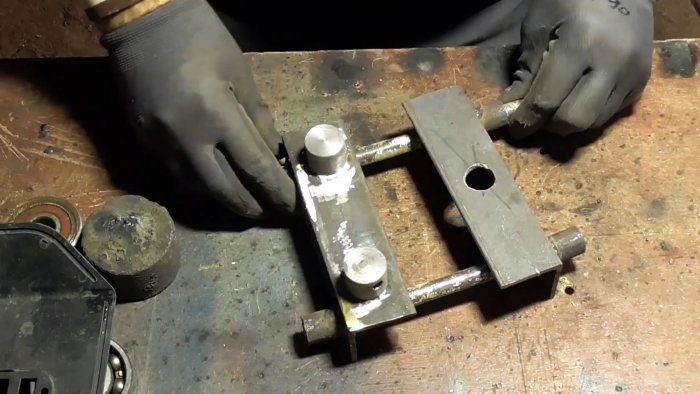
Для изготовления регулируемой станины станка необходимо подготовить 2 обрезка уголка длиной по 160 мм. В них на одной из сторон необходимо просверлить по отверстию за 25 мм от каждого края. Диаметр отверстий 15 мм. У одного из уголков такие же отверстия делаются на второй стороне, у другого сверлится одно отверстие по центру оставшейся сторону.
Затем на крайние отверстия одной из наружных сторон каждого уголка привариваются отрезки трубы длиной по 20 мм.


На оставшиеся крайние отверстия одного уголка ввариваются выточенные на токарном станке валы под установку подшипников.


Затем детали соединяются штифтами из прутка, вставленными в трубки. На уголке с валами под подшипники штифты привариваются. Затем на них устанавливаются подшипники.

На второй скользящий уголок устанавливается подшипник с валом на оставшееся центральное отверстие. Для него используется вал со шляпкой. Причем головка должна расположиться со стороны подшипника. Вал приваривается к уголку с торца.

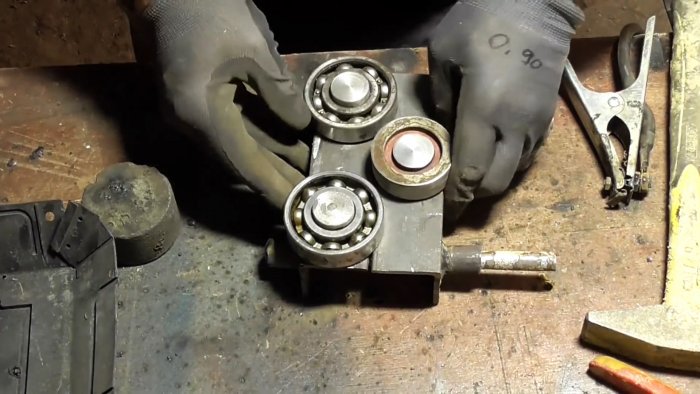
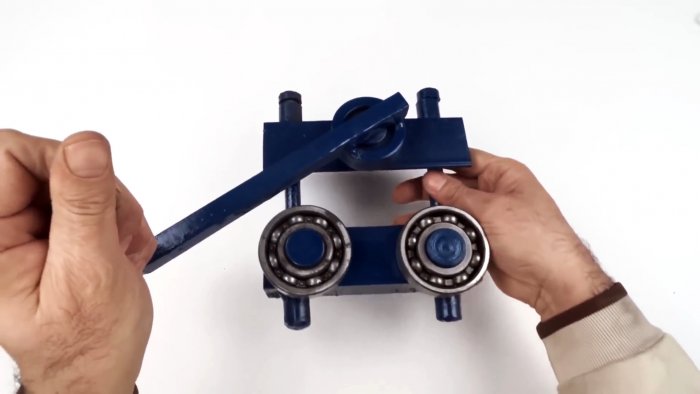
Далее нужно сделать механизм для вращения отдельного подшипника. Для этого к его внешней обойме приваривается квадрат с рукояткой из прутка на краю. На рукоятку нужно установить обрезок трубы и наварить на его край навершие, чтобы она не слетала. Такие же ограничители привариваются и на штифты скольжения уголков, чтобы они не рассоединялись.




Чтобы воспользоваться станком, нужно разместить между его подшипниками полосу. Затем станок зажиматься в тисках за уголки. Их нужно затянуть так, чтобы скользящая часть с одним подшипником прижала полосу. Затем при вращении рукоятки полоса будет прокатываться, и сгибаться в дугу. Если сварить концы образованной дуги вместе, и еще несколько раз прокатать ее на станке, то получится идеально круглое кольцо. Также дуги можно соединять заклепками.
Не имея больших тисков, при изготовлении станка нужно использовать вместо прутков для скольжения шпильки. Тогда сдавливать полосу можно будет закручиванием гаек.


Смотрите видео
Самодельный станок для гибки полос металла простой конструкции
При проведении различных слесарных, ремонтных и прочих работ нередко требуется полосы металла загнуть в форме дуги или круга. Без использования специальных станков это достаточно трудно сделать. В представленной статье описано, как в домашних условиях можно создать простейший, но очень эффективный механизм с ручным приводом для таких целей.
Используемый инструмент и материалы:
- - стальной пруток с диаметром 12 мм;
- - набор воротков (держателей) для плашек или плашкодержатель;
- - стандартные гайки и шайбы М12;
- - самозажимные гайки М12;
- - шайбы с внутренним отверстием М12 большого размера;
- - тиски;
- - 2 куска трубы профильной квадратной (30*30мм) длиной порядка 15-20 см;
- - 6 подшипников с внутренним диаметром кольца под М12 или М14;
- - сварочный аппарат;
- - напильник;
- - набор гаечных ключей;
- - круг стальной (пруток) с диаметром 12 мм – 2 куска по 20 см; 12 мм – 5 кусков по 10 см; 50 мм -1 кусок длиной порядка 40 мм (у него должна такая же длина что и 3-х вместе сложенных подшипников);
- - болгарка;
- - шпилька или длинный болт (М12) с резьбой длиной не менее 20 см;
- - дрель и набор сверл (сверлильный станок);
- - заготовка металлическая квадратная с толщиной 10 мм и размерами 30 на 25 мм (пластина) и др.
Изготовление самодельного станка
Для начала необходимо будет в 1-м куске трубы профильной квадратной просверлить отверстие диаметром 12 мм и вставить в него шпильку или длинный болт (М12) с резьбой длиной 20 см, у которого необходимо будет приварить шляпку болта.
После этого нужно в трубе профильной сделать симметричные аналогичные центральному 2 отверстия (в той же плоскости) на краях с отступом по 1 см от края заготовки.
Далее 2 куска круга стального (прутка) с длиной 20 см привариваются аналогичным образом по краям заготовки.
В итоге получается деталь, состоящая: из трубы профильной и 3-х длинных «штырей» одинаковой длины, расположенных в одной плоскости. Затем необходимо будет просверлить 2 отверстия (в другой плоскости!) в трубе профильной отступив на 1 см от края ранее сделанных отверстий.
На 2-х кусках круга стального (прутка) с диаметром М12 – при помощи плашкодержателя нарезается резьба М12 длиной порядка 2 см. Далее 2 этих прутка вставляются в ранее полученные отверстия на заготовке и привариваются. В итоге получается цельная сварная деталь в виде буквы «Г» (с одной стороны «торчит» 3 штыря, а с другой 2).
На втором этапе во втором куске трубы профильной квадратной делаются аналогичные 3 сквозных отверстия с диаметрами 12 см.
Далее заготовка металлическая квадратная (пластина), в которой по центру сверлиться отверстие диаметром 12 мм.
Наваривается на край профиля возле центрального отверстия (перпендикулярно). При этом следы сварки «шкурятся» при помощи напильника или болгарки.
На одном куске прутка (с длиной по 10 см) и диаметром М12 – при помощи плашкодержателя нарезается резьба М12 длиной порядка 2 см. Этот пруток с резьбой приваривается к металлической квадратной пластине (приваренной к квадратной трубе) так, чтобы она была под углом 90 градусов к плоскости квадрата (снаружи).
Полученные 2 куска квадратной трубы с наваренными «штырями» совмещаются с друг другом, так чтобы меньшая деталь (с 1-м штырем) была нанизана через соответствующие отверстия 2-й детали. Деталь нанизывается на другую с наваренной «пяткой» (пластиной) вовнутрь. При этом 2 боковых штыря должны «смотреть» в ту же сторону, что и один аналогичный у другой детали.
Совместив 2 детали, надо будет их закрепить между собой. Для этого в центральный штырь (из 3-х штырей, расположенных параллельно) – ставиться шайба накручивается гайка М12. Далее на два (те, которые находятся на одной трубе квадратной) из трех боковых штырей, расположенных в виде «треугольника», ставятся по 3 подшипника. При этом надо будет поставить по шайбе сверху и снизу (всего 4 штуки), чтобы обеспечить надежную фиксацию подшипников. После этого сверху полученной конструкции ставятся по 1-й большой шайбе и накручивается самозажимная гайка М12 при помощи гаечного ключа (можно использовать «накидной»). При этом надо зажать гайку так, чтобы подшипники имели возможность прокручиваться.
Затем в круге стальном (прутке) с диаметром 50 мм делается сквозное отверстие в центре, чтобы получилась большая заготовка в виде цилиндра. Эта деталь ставится на месте 3-го штыря (возле подшипников), и с снизу ставится шайба, которая больше размера цилиндра. После этого ставиться самозажимная гайка и закручивается так, чтобы цилиндр мог вращаться.
К полученному изделию нужно будет прикрепить специальную ручку (можно использовать подходящую). При необходимости ее можно изготовить из стальной пластины длиной 20 см, подрезав край на 2 см при помощи болгарки, который потом сгибается под углом примерно 135 градусов. Далее место изгиба со стороны надреза заваривается и шлифуется. Затем на другом конце этой детали делается отверстие по центру М12 с отступом от края примерно 1 см, и у к нему приваривается пруток (с диаметром 12 мм) длиной 10 см.
Полученная ручка аккуратно приваривается к цилиндру так, чтобы она могла свободно прокручиваться по кругу, не задевая двух других штырей с подшипниками. При желании отдельные части полученного механизма можно будет покрасить или «зашкурить». После этого механизм уже можно будет использовать для загибания стальных полос разного сечения.
Важно знать: Для того, чтобы не тупилось сверло М12, необходимо отверстия сначала делать сверлами меньшего диаметра, смачивая место сверления маслом.
Выводы: представленный самодельный станок можно относительно быстро сделать в обычных домашних условиях. Он отлично справляется со своими задачами, и дает возможность быстро из полос метала делать различные детали, такие как круги для деревянных бочек, обручи для несущих конструкций и многое другое. Благодаря удобной форме и простейшей конструкции он не подвержен чрезмерному износу и будет служить долгое время, отлично справляясь со своими функциями.
Для того, чтобы более детально посмотреть процесс изготовления станка для гибки полос, и пример его практического использования, следует просмотреть видео:Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: