Станок для изготовления полусфер из металла
Обновлено: 20.05.2024
Создание сферической детали на токарном оборудовании более простой процесс, чем это кажется на первый взгляд. При этом можно воспользоваться, как вспомогательным оборудованием, если предусматривается производство небольшой партии, так и стандартной оснасткой станка в случае штучного изготовления. Самым доступным способом является точение по ранее заготовленному шаблону.
По металлу
Работа с металлом на порядок сложнее в сравнении с другими материалами ввиду более высокой твердости, однако более знакома и не имеет непривычных особенностей. Точение шара же займет не менее двух проходов и потребует работы на высоких оборотах для получения удовлетворительного результата. В целом процесс мало отличим от прочих токарных операций и не имеет определенной специфики.
По дереву
По сравнению с металлической, деревянная заготовка более податлива обработке, ввиду чего имеется возможность проводить обработку не только резцом токарного станка, но и ручными стамесками и коронками, предназначенными для этой операции.
При точении вместо привычной стружки остается древесная пыль, поэтому работать нужно строго в респираторе, включив вытяжку. Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.
Можно ли это сделать?
Видео
: Полировка



На этом этапе некоторые люди начинают шлифовать свой шар все более мелкой наждачной бумагой, зерно которой доходит до тысяч. Я не видел причин делать также, учитывая, что мяч уже был довольно блестящим.
Вместо этого я в несколько заходов отполировал его полиролью для алюминия. Вы щедро смазываете его полиролью, а затем втираете её в металл, пока он не станет черным, затем вы оттираете его с помощью нескольких тряпок.
По мере того как вы трёте его, поверхности сначала будут тусклыми и серыми, но по мере того как вы продолжаете процедуру (и переключаетесь на чистые тряпки), вы увидите, что поверхность становится все более блестящей. Я повторил этот процесс 4 или 5 раз.
Пошаговая инструкция
Данный способ изготовления подходит как при работе с металлом, так и с деревом. Дополнительное станочное оборудование и нестандартные конструкции не требуются. Понадобиться лишь образец. В качестве такового можно применить выточенный на станке шар со стержнем либо шарик от подшипника требуемого диаметра.
Для возможности установки последнего, к нему нужно жестко присоединить стержень-хвостовик нужного диаметра ровно по центру. Сделать это можно при помощи сварки либо резьбового соединения.
Выбор заготовки
В обоих случаях заготовка детали должна иметь цилиндрическую форму с запасом (примерно 1/10) длины для крепления в патроне и небольшим припуском на обработку по ширине. Если стальной пруток — это стандартизированный материал в металлургии, то для столярных работ чаще всего сырье поставляется в виде бруса. Прежде чем приступить к работе нужно придать материалу форму цилиндра, закрепив в поводковом патроне и обточить.
Прежде чем приступить к работе, визуально проверьте заготовку на предмет кривизны, прокрутив в кулачковом патроне.
Создаем проточку
Диаметр шара равняется диаметру проточек и расстоянию между ними. Зажав заготовку в трех-кулачковом патроне, проточите будущую деталь на заданном расстоянии от торца. Созданная проточка послужит своеобразной меткой при обработке с использованием поперечной подачи. Также необходимо зенковать отверстие для последующей фиксации в жестком центре при обработке заготовки абразивом.
Провести фиксацию
Теперь, при помощи жесткого центра, установленного в заднюю бабку и патрона, проводим фиксацию. Расслабив патрон ключом, помещаем в него заготовку. Теперь нужно сделать отступ от проточки и надежно закрепить деталь в патроне. В задней бабке необходимо закрепить шаблон. Выверив необходимое расстояние и положение заготовки относительно образца можно приступать к следующему шагу.
Провести точение с помощью передней подачи
Для придания формы шара заготовке, необходимо использовать два одинаковых отрезных резца, как правило с округлой режущей кромкой. Закрепите резцы в держателе суппорта на одной стороне с одинаковым вылетом.
Суть способа заключается в ведении резца-копира касаясь окружности шарообразного образца, в то время как зеркально закрепленный проходной резец производит обтачивание заготовки повторяя вектор движения второго.
Точение производится прямой и поперечной подачей, в результате которой образуется поверхность в виде лесенки. После придания формы шара материалу, производится чистовой проход с малой толщиной снимаемого слоя и подачей. Снятие слоев материала производится в пределах проточки. После чего ее нужно убрать, совместив поперечную и переднюю подачу.
Сделать форму с помощью напильника
После обработки резцом образуется ступенчатая поверхность, которую необходимо обработать напильником. Для металла следует выбрать напильник с насечкой номер 0 или 1. Для дерева с простой одинарной насечкой. Инструмент с полукруглой формой рабочей части значительно упростит процесс, однако не является обязательным условием. В качестве упора желательно использовать суппорт без резца, он послужит надежной опорой и уменьшит вероятность травмирования.
Устанавливаем площадку суппорта на уровне детали перед операцией. Убрав образец, подводим жесткий центр к ранее созданному зенкером отверстию, переместив бабку вперед и фиксируем. Запускаем станок на минимальной скорости дожидаясь момента когда шпиндель наберет обороты. Упираем хвостовик или рукоять напильника в суппорт и плавным движением сверху вниз опускаем рабочую часть напильника к заготовке.
При этом нужно крепко держать его двумя руками по оба конца инструмента, чтобы исключить удар инструмента. В случае использования напильника плоского сечения необходимо плавно водить им от края до края для равномерной обработки.
Ведите напильник противоположно движению шпинделя, чтобы не допустить отскок инструмента.
Провести чистку наждачной бумагой
При чистовой обработке воспользуйтесь наждачной бумагой. Для каждого материала понадобится различное зерно абразива. Для металла в районе Р800-Р1000, для дерева Р400-Р600. Существует два способа полировки поверхности с помощью абразивной ленты. В первом случае полотно растягивается двумя руками и натягивается на обрабатываемую поверхность, во втором наждачная бумага крепится в специальном бруске.
Необработанные концы, использованные для крепления, удаляются вручную. Как вы можете заметить изготовление детали в виде шара является вполне легкой и выполнимой задачей, не требуя при этом сверхсложных надстроек на текущем оборудовании.
Штамповка полусферы из листового металла
Штамповка листового металла пользуется огромной популярностью достаточно длительное время. Ее открыли еще в конце XIX века, и все это время процесс штампования улучшался и сейчас достиг больших высот в металлургии. Этот вид обработки металла является наиболее популярным. Сегодня мы расскажем вам о штамповке полусферы из листового металла. Это достаточно узкое направление в штампование и сегодня мы рассмотрим его преимущества, изготовление и давление применение.
Изготовление полусферы из листового металла штамповкой.
Штамповка – это деформация металла под различным давлением, благодаря чему получаются различные детали и изделия, которые в дальнейшем используются в различном производстве: машиностроение, самолетостроение, гражданское строительство и даже предметы быта и декора.
Штамповка бывает разная – холодная, горячая, объемная. Если говорить о штамповке полусфер, то чаще всего при ее изготовлении используется метод холодного штампования. У этого процесса есть масса преимуществ, среди которых:
- возможность работы с тонколистным металлом;
- получение абсолютно точных и идентичных друг другу деталей;
- высокое производство даже серийной продукции;
- автоматическая и ручная штамповка;
- изготовление серийных деталей;
- штамповка полусферы из листового металла по чертежам заказчика;
- получение деталей, которые не требуют дополнительной обработки;
- экономичность расхода металла.
В некоторых случаях применяется и горячая объемная штамповка, но при изготовлении подобной продукции, она используется крайне редко.
Полученные полусферы используются не только в декоре (например, для декорирования перилл, заборов, балконов), но и в качестве деталей для автомобиля, радиаторов отопления и других производствах.
Процесс изготовления полусфер достаточно трудоемкий и сложный. При выборе компании, которая изготовить на заказ штамповку полусферы из листового металла нужно подходить ответственно. Ведь на кону стоят не только качественное производство, но и ваши деньги. Наша компания предлагает вам услуги по штамповке полусферы из листового металла. У нас работают только специалисты высокого уровня, которые помогают сделать необходимые расчеты, имеют большой опыт и навыки, работают только на качественном европейском оборудовании.
Штамповка полусферы из листового металла в Санкт-Петербурге (СПб).
ТДЦ «Завод металлоизделий» предлагает качественное изготовление изделий из металла, которое вы можете использовать в производственной и частной сфере. Находясь на рынке металлургии уже много лет, мы завоевали безупречную репутацию, ведь получаемая нами продукция высокого качества. Мы предлагаем своим клиентам:
- быстрое изготовление изделий любой конфигурации, размеров и форм;
- качественное изготовление всех деталей;
- выгодные цены на штамповку полусферы из листового металла;
- консультация и помощь в составлении чертежей;
- доставку полученной продукции по всей России.
Обратиться к нам вы можете, позвонив по телефону, или оставив заявку с обратными контактами и чертежами на электронной почте.
Изготовление полусфер из металла
Компания Металлофф занимается изготовлением различных изделий посредством обработки заготовок из различных металлов, в том числе таких как медь, сталь, бронза. Металлообработка осуществляется на станках с ЧПУ, которые позволяют в точности до миллиметра изготовить изделия необходимых параметров. Наши специалисты применяют фрезерование, сварочные, шлифовальные, токарные работы, для воссоздания деталей по чертежам заказчика, а также используют стандартные параметры для серийного производства.
Одним из направлений деятельности Компании Металлофф является изготовление металлических полусфер. Это сложное в изготовлении изделие применяется в различных сферах жизни человека. Однако не многие цеха, которые имеют дело с металлообработкой, оснащены необходимым оборудованием, чтобы наладить производство полусфер.
Применение полусфер
Металлические изделия применяются в различных областях, начиная от промышленности и заканчивая бытовыми инструментами. Использование металлических полусфер известно в таких случаях:
- как зеркальный отражатель, применяемый в неблагоприятной среде, например в термоотражателях и каминах;
- в пищевой промышленности;
- в строительстве;
- для создания малых архитектурных форм и скульптур;
- как элемент рекламных конструкций;
- для создания необычного ландшафтного дизайна;
- как декоративный элемент ограждающих конструкций, в том числе заборов и ворот;
- для декорирования помещений.
Полусферы, изготовленные из нержавеющей стали, имеют презентабельный внешний вид, устойчивы к неблагоприятным условиям окружающей среды, в том числе к влаге. Нержавеющий металл является износостойким, не подвергается коррозии, механическим и химическим повреждениям, его сложно деформировать без применения специального оборудования. Такие изделия можно использовать в различных общественных учреждениях, так как они экологичны и безопасны для человека.
Особенности изготовления полусфер
Для получения полусфер необходимо применять специальное оборудование, а также иметь профессиональные навыки и опыт. Изготавливается изделие с помощью методов холодного штампования металла, ручной выколотки совместно с машинной обработкой, а также методом ротационной вытяжки. Для полусфер используются нержавеющая сталь, алюминий, латунь, медь, сталь специальных марок в зависимости от назначения изделия.
Ручная работа используется для получения необычной художественной обработки. В этом случае применяются стальные, деревянные и резиновые инструменты, в том числе молотки, а также специальные ножницы.
Современные технические возможности Компании Металлофф позволяют изготавливать цельные полусферы без швов и разрывов. Мы изготовим изделие необходимого диаметра на заказ. При этом стоимость продукции будет зависеть от количества применяемого материала и вида металла.
Стоимость
Для предварительно оценки стоимости изготовление деталей, вы можете посчитать их на калькуляторе
Станок для изготовления полусфер из металла
Многопроходная ротационная вытяжкапредставляет собой процесс постепенного формоизменения заготовки в полую деталь путем приложения локального деформирующего давления. Прижим металла к оправке происходит ступенчато, за несколько проходов, с применением различных режимов вытяжки и траекторий движения давильных инструментов.
Многопроходная ротационная вытяжка может проводиться без преднамеренного утонения стенок и с заданным утонением.
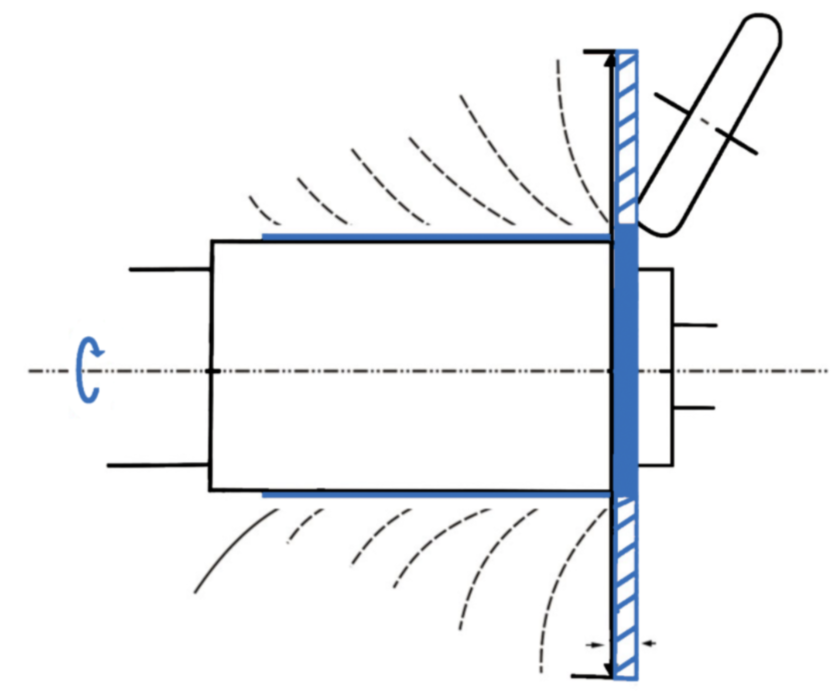
Ротационная вытяжка без утонения — операция, при которой толщина стенок остается неизменной, а формоизменение происходит за счет уменьшения диаметра заготовки.
Ротационная вытяжка с заданным утонением — процесс, при котором формообразование происходит за счет изменения толщины стенок, а наружный диаметр заготовки при этом не меняется. В результате произведенного утонения повышаются прочностные характеристики материала (нагартовка), и полученная деталь будет обладать увеличенной прочностью и сроком службы.
Однопроходная ротационная вытяжка без утонения осуществляется за один ход инструмента, при этом превращение плоской заготовки в полую деталь происходит при уменьшении поперечных размеров исходного материала. Отсутствие преднамеренного утонения возможно при условии, что расстояние между роликом и оправкой сохраняется больше толщины первоначальной заготовки.
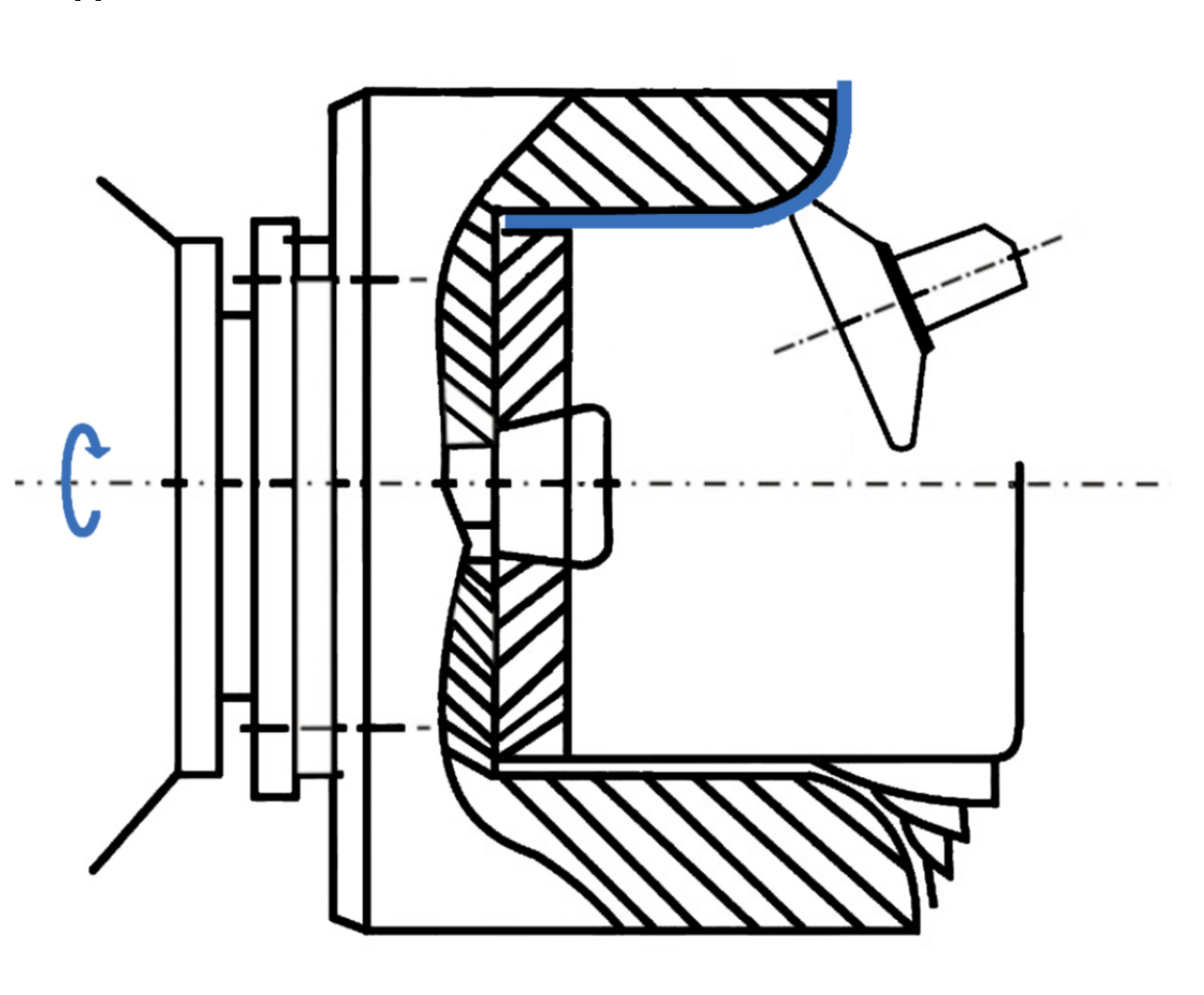
Проецирование представляет собой способ ротационной вытяжки металла, при котором заготовка укладывается на оправку за один проход инструмента, в результате чего материал утоняется, сдвигается в осевом направлении и как бы проецируется на поверхность оправки. Данный процесс характеризуется тем, что диаметр исходной заготовки и детали после обработки равны между собой.

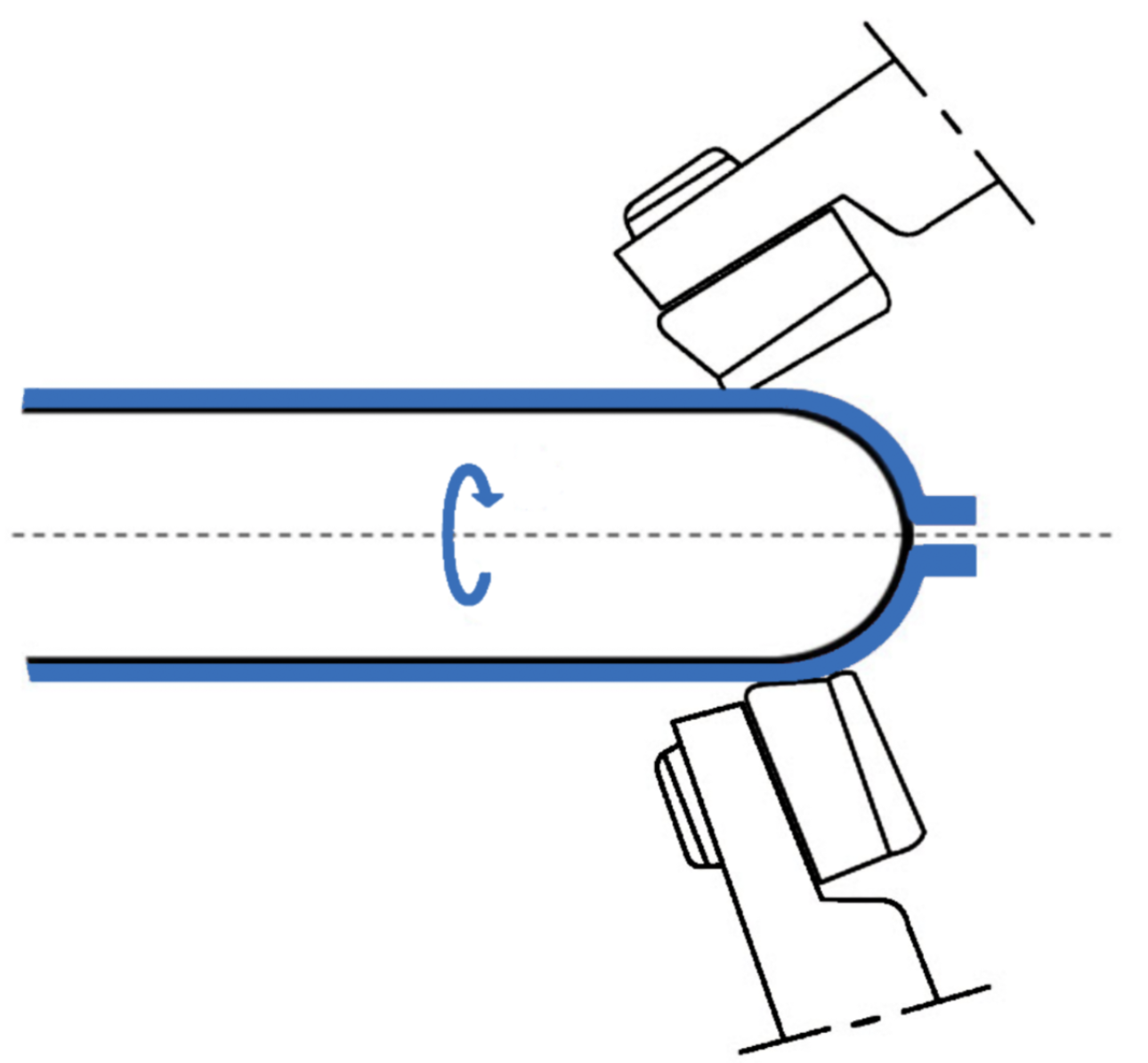
Ротационная протяжка — процесс удлинения полой цилиндрической заготовки за счет уменьшения толщины стенок при приложении локальной давящей силы. Различают прямую и обратную ротационную протяжку. При прямом способе перемещение металла совпадает с направлением движения давящего ролика, а при обратном — перемещение металла противоположно направлению движения инструмента.
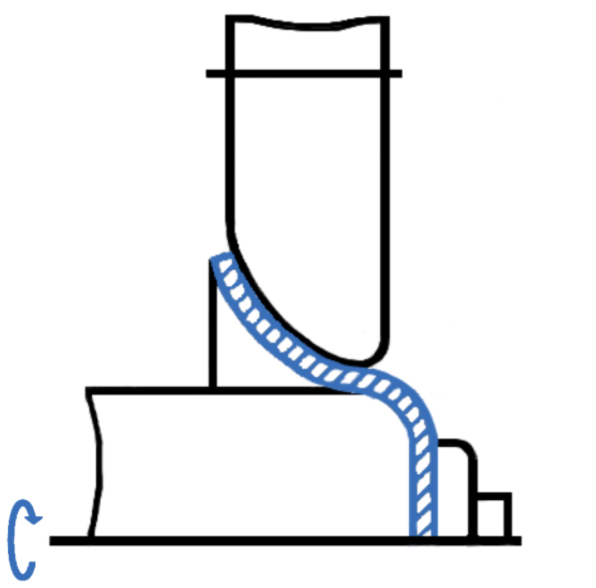
Закатка металла заключается в ступенчатом уменьшении диаметра полой вращающейся заготовки за счет перераспределения металла и утолщения стенок исходного материала. Ролик при этом движется по направлению к центру вращения. Данный способ чаще всего используют для образования горловины или дна емкости.
Раздача — процесс формирования детали, при котором происходит увеличение диаметра полой заготовки на некоторой длине — в середине или конце изделия.
Профилирование как вид ротационной вытяжки является способом поэтапного формирования выемок, пазов и т. д. в цилиндрических заготовках. Чаще всего обработку проводят несколькими роликами, которые дополняют друг друга и формируют окончательную форму обрабатываемой детали.
Читайте также: