Станок для нанесения изображения на металл
Обновлено: 06.07.2024
Лазерное гравировальное оборудование — это автоматические станки, в которых нанесение изображения управляется с помощью компьютерных программ. Высокая скорость гравировки, четкий качественный рисунок — отличительные черты этого класса гравировального оборудования.
Технология гравировки
Технологический процесс нанесения изображения на предмет лазерным лучом происходит за счет изменения цвета обрабатываемых участков или удаления поверхностного слоя материала в нужных местах. Такие параметры технологического процесса как мощность излучения, диаметр сфокусированного луча, длина волны, время воздействия, частота и энергия импульсов излучения подбираются индивидуально к каждому из широкого спектра обрабатываемых материалов. Более подробно особенности технологии гравировки рассматриваются в статье по ссылке «Лазерная гравировка на металле».
Устройство гравировальных аппаратов
Лазерные граверы относятся к разряду высокотехнологичного оборудования. Помимо лазерной технологии их работу обеспечивают оптические устройства, управляющие программы и автоматизация контроля выполняемых действий. Общими для всех лазерных гравировальных устройств являются следующие конструктивные элементы.

- Обеспечение точного позиционирования лазерного луча относительно обрабатываемого предмета гарантирует координатный стол. Он представляет собой станину, на которой установлены направляющие. От качества выполнения этого узла зависит точность и ровное перемещение подвижных элементов гравера.
- Привод станка включает в себя микрошаговые двигатели или сервоприводы, которые обеспечивают движение подвижных частей. Особенность их в том, что в зависимости от характера действующего сигнала, они могут изменять скорость движения, направление вращения, количество оборотов. Усилие от двигателей передается к движущимся по направляющим механизмам с помощью ременных передач или шарико-винтовой пары.
- Рабочий стол выполняет роль базировочного приспособления для гравируемых предметов. Большинство из них выполняются подъемными (вручную или автоматизированные) с целью достижения лучшего технологического положения между деталью и лазерной головкой. В зависимости от формы и свойств материалов обрабатываемых предметов столы имеют особенности конструкции (алюминиевые ламели, сотовые элементы, в виде тонких заостренных стержней и другие).
- Оптическая система обеспечивает нужное направление и фокусировку луча. С помощью системы зеркал из специального материала, препятствующему рассеиванию, луч доставляется к фокусирующей линзе. Она сжимает всю энергию луча в диаметр размером несколько десятков миллиметра.
- Собственно сам излучатель, состоящий, например, у газового лазера из лампы и блока накачки. Лазерная лампа — это три полости, находящиеся в стеклянном, металлическом или керамическом корпусах. Внутренняя и внешняя полости заполнены углекислым газом или его смесью с азотом и инертным газом. Средняя полость используется для охлаждения водой или другой специальной жидкостью. К электродам, находящимся внутри внутренней полости с газом, подается высокое напряжение, позволяющей трубке сгенерировать лазерное излучение.
- Установить напряжение и силу тока, необходимую для формирования лазерного луча, помогает блок накачки.
- Место гравировки должно очищаться от продуктов (следов) горения. Они не должны оседать на поверхности линзы. Такую функцию выполняет воздушный компрессор, являющийся неотъемлемой частью лазерного гравера.
- Некоторые материалы при гравировке образуют большое количество дыма. Для его устранения аппарат комплектуется вытяжным вентилятором с гофрированными рукавами.
- Во время работы гравера происходит нагрев лампы. От перегрева она может быстро выйти из строя. Емкость с дистиллированной водой с погруженной в нее водяной помпой неотъемлемый атрибут лазерного гравера.
- Система управления станком представляет электронный блок, который подает команды на двигатели приводов, лазерный излучатель, системы воздушной очистки и охлаждения и другие. Команды формируются программным обеспечением, разработанным для выполнения конкретного вида гравировальных работ.
- Для нанесения гравировки на поверхностях вращения станок опционально комплектуется специальным поворотным приспособлением, подобным имеющемся на токарном станке. Оно состоит из цилиндрического зажимного устройства и упора – центратора, перемещающегося на салазках гравировального станка.
Назначение лазерного гравера
Лазерные граверы позволяют нанести практически любую графическую информацию, даже очень мелкую, на самый широкий спектр различных материалов. Легкая подстройка установки под любой режим работы еще больше повышает универсализм в применении лазерных установок — от резки металла на всю глубину до снятия небольшого слоя поверхности предмета.

Гравировка текста и изображение на металле
Развитие программного обеспечения позволяет получать объемные изображения в стекле и других прозрачных материалах. Возможность точного дозирования мощности излучения позволяет развить технологию нанесения изображений на предметы с покрытием. Например, удаление лака с поверхности недрагоценных ювелирных изделий можно выполнять без нарушений поверхности основного материала. Дальше места вскрытия покрываются гальваническим покрытием с получением контрастного графического изображения.
Лазерные граверы без труда сделают изображение на дереве, ДСП, бумаге, мраморе и других видах камней, коже, оргстекле, акриле. Однако наиболее часто гравируются металлы.

Гравировка изображения и текста на дереве
Виды станков
Основное различие граверов заложено в материале активной среды, формирующей лазерный луч. По этому показателю существует два вида оборудования — газовое и твердотельное. Кроме основного технологического есть дополнительные различия, связанные с условиями его эксплуатации, работы могут осуществляться в производственных условиях или в домашнем частном бизнесе. Некоторые виды ниже рассмотрены более подробно.
Твердотельные
Такие установки производят лазерное излучение с длиной волны, которое хорошо поглощается металлами. Активным рабочим телом является химический кристалл. В отличие от газовых могут работать в импульсном режиме, что необходимо при нанесении некоторых видов изображений, например, объемных в толще прозрачного материала.
Волоконные
Здесь роль активного излучающего тела выполняет оптоволоконная нить. По сути это такой же твердотельный лазер, но имеющий ряд преимуществ. Он значительно менее требователен к условиям охлаждения, чем твердотельный с кристаллическим рабочим телом или газовый.
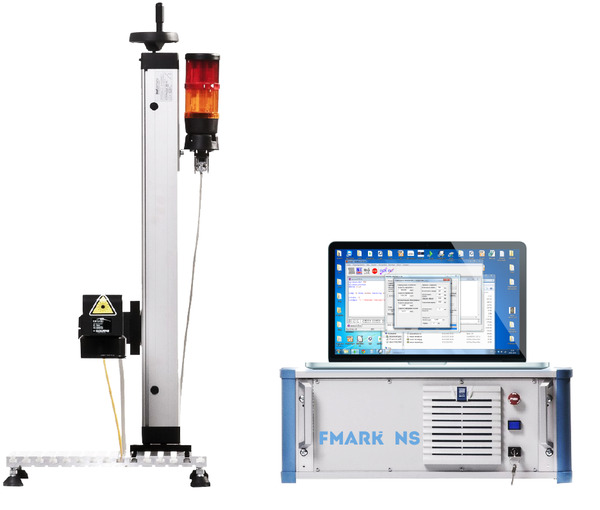
Лазерный волоконный гравировальный станок по металлу и пластикам FMARK NS.
Конструкция узла и условия накачки значительно упрощаются, основной рабочий элемент полупроводниковый диод. Волоконный лазерный гравер отличается сверхточной фокусировкой, что делает его лучшим среди других видов подобного оборудования. Более дорогая, но и с повышенным функционалом установка.
С ЧПУ
Лазерные станки с ЧПУ, помимо резки заготовок и раскроя листов металла, выполняют гравировальные работы с нанесением изображений конфигурации любой сложности. С помощью системы ЧПУ осуществляется программирование и оперативная переналадка с одного вида изображения на другой, достаточно лишь заменить в системе старый файл на новый.

Универсальный производительный лазер с компактной головкой TruMark серии 5000.
Лазерные станки с ЧПУ для гравировки обычно небольшого размерного ряда, станки с большим рабочим столом по своей специфике больше подходят для раскроя и резки заготовок.
Настольные
Для людей, занимающихся гравированием в домашних условиях, производители выпускают лазерные настольные или мини-станки. В основном это устройства малого размера для нанесения текстовых надписей на материалы, используемых в быту (изделия из металла, пластмассовые изделия, небольшие деревянные предметы). Эти станки снабжены устройствами с максимально простым управлением. Работа настольного гравера представлена в следующем видео.
Настольный лазерный гравер.
Ручные
Получить изображение на детали лазерной гравировкой можно только механизированным способом. Однако выполнить лазерную маркировку (отличается от гравировки лишь невозможностью получать рельефную поверхность) возможно оборудованием, имеющим переносную ручную лазерную головку. Пример работы такой лазерной маркировочной установки показан в следующем видео. Это неклассический вариант регулировки положения лазерного луча на заготовке вручную, но часть технологии производства работ указанной в видео установкой производится усилием рук.
ТОП-10 лучших лазерных граверов
Производителей лазерных граверов можно условно разбить на несколько групп. К первой группе относятся высокого качества и дорогое оборудование из США, Европы, Тайваня и Японии. На отечественном рынке из этой группы наибольшую популярность заслужили лазерные граверы австрийской фирмы «Trotec». Из моделей этой фирмы выделяются следующие:
Лазерный маркер Wattsan FL TT

Настольный лазерный маркер WATTSAN FL TT имеет высокую скорость и точность нанесения изображения. С его помощью можно получить качественный детализированный рисунок с идеально четкими краями.
- Модель: WATTSAN FL LT (подъемный стол).
- Рабочее поле мм: 150х150 / 200х200 / 300х300.
- Тип излучателя: Raycus / MAX Photonics / IPG.
- Мощность лазера от 20 до 50 Вт.
Применяется при маркировке и гравировке: металлических инструментов и запчастей, кнопок компьютерной клавиатуры, кнопок мобильного телефона, наручных часов, столовых приборов, сувенирных изделий, ювелирных украшений и аксессуаров, наручных часов, компьютерной клавиатуры, кухонной утвари, микросхем, инструментов, автозапчастей, сантехники, медицинского оборудования.
О правильном выборе излучателя и демонстрация работы маркера тут:
Станок так же оснащен педалью, которая ускоряет работу оператора при серийном производстве.
Станки компании Wattsan славятся своей точностью, скоростью и надежностью. Фабричное производство в КНР позволяет создавать оборудование европейского качества за меньшую цену для Вас. Если вы ищите гравер для дерева, бумаги, керамики смотрите станки с CO2 излучателем, например, Wattsan 0503.
Speedy — 100R

Малогабаритные лазерные граверы «Speedy — 100R».
Средняя цена: 400 000 руб.
Speedy — 300

Высокоскоростной «Speedy — 300».
Средняя цена 900 000 руб.
Rayjet — 300

Лазерный гравер «Rayjet — 300» с газовым СО2 лазером и защитой от механической пыли.
Ко второй группе относятся более дешевые лазерные граверы из Китая. Они используют в конструкции менее качественные комплектующие с точки зрения надежности в работе. Однако многих потребителей удовлетворяет соотношение «цена – качество» и они завоевывают свою нишу на отечественном рынке. Среди компаний отличающихся стабильным качеством продукции отмечаются следующие:
Vassal 5065
Vassal 5065. Средняя цена 17 000 руб.
Feungsake PD271

Feungsake PD271. Средняя цена 23 000 руб.
NEJE 1000 МВТ
KKMoon engraving machine

KKMoon engraving machine. Средняя цена 7 500 руб.
Moski – MSQ Laser AS – 5

Moski – MSQ Laser AS – 5. Средняя цена 25 000 руб.
Gistroy
Лазерный настольный гравер Gistroy. Средняя цена 40 000 руб.
К третьей группе отнесем отечественных производителей лазерных граверов. Они пытаются составить конкуренцию прежде всего китайским производителям. К ним принадлежат ООО «Лазерный центр», «Центр лазерных технологий», ООО «Сканер – плюс» и другие.
Самый высокий рейтинг обычно у производителей, которые имеют собственную научную базу. На базе фундаментальных исследований создаются новые виды установок, превосходящие технические параметры ранее выпускавшегося оборудования. Обычно они находятся на территории развитых государств. Задают тон в развитии лазерных технологий:
- в США – «Coherent», «Newport», «Rofin – Sinar»;
- в Европе — «Trumpf» (Германия), «Trotec» (Австрия);
- Китайская компания «Han’s Lаser».
Как выбрать оборудование
Все многообразие конструктивного исполнения лазерных граверов можно идентифицировать по следующим основным критериям для выбора.
- Важно определиться с характером и видом выполняемых работ. При производстве как работ по резке заготовок, так и нанесению изображений следует подбирать оборудование со сбалансированными показателями мощности излучения и скорости движения лазерной головки. Гравировка не требует оборудования с большой мощностью.
- Модель лазерного излучателя станка зависит от материалов, на которых будут наноситься изображения. Длина волны газовых лазеров хорошо воспринимается неметаллическими предметами. Твердотельные (волоконные) излучатели комплектуются к станкам, где производятся работы с металлами — более тонкая фокусировка и интенсивность энергии этому способствуют.
- Размеры обрабатываемых заготовок напрямую влияют на габариты рабочего стола лазерного гравера. В производственных условиях, где подлежат обработки большие заготовки, важно иметь габаритные станки. Если заниматься гравировкой сувениров, например, в частном бизнесе, лучше обойтись небольшим настольным станком.
- На выбор станка влияют косвенные причины: репутация производителя, что определенным образом гарантирует качество сборки. Организация производителем сервисного обслуживания и возможность недорогой замены комплектующих будут оказывать существенное влияние на надежную эксплуатацию станка.
Следует грамотно подойти к приобретению дополнительных возможностей, которые обычно предлагает производитель. Поворотный вращатель, автофокусировка, системы подачи материала в рабочую зону, дополнительный чиллер для охлаждения и много других будут увеличивать бюджет покупки. Однако без некоторых технологический процесс просто не сможет нормально функционировать. Следует провести оптимизацию бюджета с учетом надежной эксплуатации лазерного гравера.
Видео
Где купить гравировщик
Опыт в сфере металлообработки более 30 лет. Закончил МГТУ им. Н. Баумана. Работал штамповщиком, станочником металлообработки, имею 5 разряд сварщика.
В декабре случайно попала на воркшопе по теме «Лазерный станок: уже доступная технология для каждого». Лазерный аппарат был собран в мастерской. Это очень увлекательно, наблюдать за такой мощью аппарата и лазера. Особенно, когда ты видишь своими глазами, сам создаешь рисунок в специальной программе на компьютере и на выходе получаешь лазерную гравировку. Использовали листы ДСП. Этот материал сильно дымится, но на качество изображения это не повлияло.
Я предпочитаю использовать волоконный лазер. Я работаю на промышленном предприятии, где надо постоянно маркировать продукцию, резать металл. Волоконный идеально подходит для этого. Он относительно небольшой по размеру, мощный. Правда, у него небольшая выходная энергия в импульсе, но в целом качество достойное, применять его удобно.
Здравствуйте,меня интересует гравировка,на нержавеющей стали,если не сложно подскажите с чего начинать,и какое оборудование подойдёт лучше всего,интересует именно нержавейка, на сколько нужен мощный или не очень аппарат,заранее благодарен.
Уважаемый serzh! Ваш вопрос носит слишком общий характер. Оставить следы на поверхности даже самых прочных и стойких материалов способен практически любой лазер. В случае крупносерийного производства, интенсивного использования оборудования и больших габаритных размеров изделий, лучше всего приобрести станок с ЧПУ и мощным твердотельным излучателем. Для частных целей, типа нанесения сувенирных надписей на столовых приборах, вполне пригодится ручной лазерный излучатель. Рекомендую поискать устраивающий вас вариант в материалах этого, достаточно компетентного, сайта.
В любом случае, следует предусмотреть не только систему дымоудаления, но и надежную вытяжную фильтро-вентиляционную установку. Шестивалентный хром – сильнейший канцероген, а подавляющее большинство видов «нержавейки» — хромо-никелевые стали.
С уважением.
Можете посоветова лазерный гравер по металлу? Основная задача, которую он должен решать, это глубина гравировки от 0.3 -0.5 мм, планируемая площадь обработки до 15 кв.мм. Нагрузка около 30-50 изделий в месяц.
У друга пытался работать на FMark-10 RL по не каленой стали, все хорошо. Ставили 10-15 проходов. Но цена пугает.
Уважаемый Александр!
FMark-10 RL, конечно, отличный аппарат. Высокопроизводительный волоконный лазер, векторный метод работы. Высокая производительность, скорость перемещения точки фокуса до 10 000 мм/сек. Размеры обрабатываемого поля 110х110 мм. Специально для интеграции в поточные линии.
Потому он и стоит миллион с большим, что при использовании по назначению очень быстро окупит себя.
Учитывая ваши скромные запросы, рекомендую обратить внимание на «Мини-Маркер 2» исполнений М10 или М20 производителя «Центр Лазерных Технологий».
Или последовать совету этого, очень уважаемого мною, сайта – обратиться к компаниям, предлагающим услуги лазерной гравировки.
С уважением.
Добрый день.
Уважаемый Валерий, у нас производственное предприятие, в том числе есть подразделение металлообработки. Для нужд этого подразделения мы приобрели лазер для резки металла, в том числе и резки под углами, мощностью 12 киловатт. Не можете ли сказать можно ли этим лазером производить глубокую гравировку, если нет, то почему. Заранее спасибо.
10 способов печати на металле

Первой печатью по металлу была гравировка. Появление гравюры датировано XVI веком. Это была художественная роспись часов, оружия, украшений. Тогда же гравировку начали использовать в печатном деле — при изготовлении пластин для переноса шрифта на бумагу.
Сфера применения
Надписи по металлу можно встретить где угодно: двери кабинета руководства, коробка парфюма, информационная табличка. Жесткая фактура и устойчивость рисунка оценены там, где бумажный носитель быстро потеряет свой вид. А еще металл всегда выглядит презентабельно, солидно. Диплом, напечатанный на золотистом или серебристом листе, будет радовать глаз и подчеркивать статус обладателя.

Изображения на металле получаются яркими и реалистичными
В каких еще сферах востребована печать по металлу:
- Производство техники, автомобилей, эксклюзивной косметики и парфюмерии в качестве элементов конструкции и информационных табличек. Металлические шильды содержат основные данные о товаре.
- Рекламная индустрия, а конкретнее — наружная реклама. Железная основа под информационный щит обеспечит надежность и долговечность конструкции.
- Бизнес-сегмент. Металлические бейджи более устойчивы к истиранию, чем даже заламинированные бумажные, а алюминиевые информационные таблички и указатели на дверях офисов гармонично дополняют интерьер.
- Изготовление наградной продукции. Грамоты, дипломы, сертификаты переносят на металл и оформляют в красивую рамку — такой предмет станет не только подтверждением высоких заслуг, но и украшением рабочего кабинета.
- Дизайн интерьеров. Декораторы успешно используют металлические элементы оформления интерьеров столовых, кухонь, гостиных. На листах отпечатывают фотографии или тематические изображения, которые соответствуют общей концепции.
- Мебельное производство. Листы металла с нанесенными изображениями украшают предметы мебели, двери, фасады гарнитуров, корпусы осветительных приборов.
- Декорирование металлических предметов: шкатулок, линеек, значков, флешек, брелоков.

Интерьерная печать на металле — удачный дизайнерский эксперимент
10 технологий печати на металле
Рассмотрим самые популярные техники нанесения изображений на металлическую поверхность.
УФ-печать
Печать ультрафиолетовыми красками — единственная технология, при которой чернила запекаются на поверхности, гарантируя высокую стойкость к истиранию рисунка. Процесс не отличается от нанесения изображения на любой другой носитель — будь то бумага, картон или ткань. Используется широкоформатный УФ-принтер планшетного типа. Возможна работа с разными поверхностями: радиаторами отопления, жалюзи, гаджетами, экранами каминов.

УФ-печать применяется для изготовления металлических визиток
Гравертон
Полноцветная печать на пластинах из анодированного алюминия. Применяется техника термопереноса с помощью промежуточного носителя — обычной бумаги плотностью 80 г/м². Секрет в специальных чернилах, которые закрепляются на металлической поверхности. Недостаток технологии — использование отпечатков только в помещениях, так как рисунок не отличается высокой стойкостью. Подвид технологии — мастертон. Разница между ними в составе чернил.
Сублимация
Для переноса изображения нужно специальное покрытие носителя в виде тонкой пленки из сублимационного лака. Существует два вида этой технологии:
- струйная — позволяет получать оттиск высокого разрешения (300 dpi), используется струйный принтер, сублимационная бумага и сублимационные чернила;
- лазерная — для печати на специальной бумаге используется лазерный принтер, можно наносить изображения на золотистые, серебристые, матовые и глянцевые листы металла.
Недостатки способа: со временем изображение бледнеет, выгорает от солнца. Поэтому нужно беречь изделие от прямых солнечных лучей.

Сублимация на металлической подставке под статуэтку
Гравировка
Известны четыре разновидности гравировки:
- ручная — используются штихели разного размера или бормашина, получается высококачественный рисунок, но важна квалификация мастера;
- химическая — травление металла с помощью едкого натра, азотной или соляной кислоты, хлорного железа, перед нанесением рисунка поверхность обрабатывается спиртовым лаком;
- механическая — классическая техника с использованием гравировального станка, плюсы — можно делать выпуклые и впуклые рисунки, минусы — длительность процедуры.
- лазерная — современный, дешевый, быстрый, высокоточный способ нанесения рисунков на металл путем выжигания поверхности, минус — недолговечность изображения.

Лазерная гравировка на магнитных бейджах
Термотрансфер
Это печать на металлических предметах с помощью переноса изображений, нанесенных пластизолевыми красками. Для закрепления на поверхности нужен термопресс, рабочая температура — около 190 градусов. Время закрепления — до 90 секунд. Плюс технологии — яркое, объемное и фактурное изображение, минус — истираемость.
Алюмаджет
Другое название — металлофото. Это способ получения износоустойчивой надписи или картинки на пластинах из анодированного алюминия. После нанесения рисунок ламинируется или покрывается специальным акриловым лаком.
Металлографика
Еще одно название технологии — фотомеханическая печать. Принцип заключается в воздействии специальных чернил на слой оксидной пленки, которой покрыты алюминиевые пластины. Чтобы закрепить рисунок, изделие помещают в химический раствор или наносят защитное покрытие. Плюс металлографики — четкость и яркость изображения в течение 5—7 лет. Причем ни атмосферные явления, ни агрессивные среды никак не влияют на качество картинки.

Металлографика на информационных табличках
Алюмамарк
Технология основана на применении углеродного лазера. Благодаря воздействию высокочастотной энергии металлическая поверхность чернеет, а поверхность остается гладкой. Алюмамарк применяется в изготовлении информационных табличек для наружного размещения, так как рисунок долго сохраняет свою четкость и яркость.
Тампопечать
Перенос рисунка происходит с помощью печатной формы и эластичного тампона. Последний окунается в чернила и соприкасается с печатными элементами, создавая изображение на металлической поверхности. Технологию используют в случае сложного рельефа обрабатываемой поверхности. Она справится там, где не подходит шелкография или сублимация. Недостатком тампопечати можно назвать малую рабочую площадь, соответственно — большие изображения не получатся.

Тампопечать на рельефном циферблате
Шелкография
В процессе задействованы специальные краски и трафаретная бумага. Можно использовать обычные разноцветные, металлизированные, флуоресцентные чернила. Недостаток технологии — необходимо, чтобы поверхность была ровной и гладкой, отсюда и ограниченность в плане применения этого способа. Чаще всего это наружная реклама, элементы оформления витрин и интерьеров, шильды для разной продукции.
Технология лазерной гравировки на металле и примеры работ
Гравировка — это вырезание на поверхности предмета надписи или изображения, которое подчеркивает его индивидуальность, часто превращая его в художественное произведение. Существуют как ручные, так и механизированные способы выполнения гравировальных работ. Нанесение изображений с помощью лазера относится к методу с использованием станочного оборудования. Информация о данном виде технологического процесса описывается в этой статье.
Технология лазерной гравировки
Лазерная технология гравировки использует излучение, у которого регулируется диаметр сфокусированного луча и его мощность. Установкой этих параметров можно не только резать материал, но и воздействовать лишь на поверхностный слой обрабатываемого предмета. Нанесение изображения происходит двумя способами.
Первый способ
Верхняя часть поверхности нагревается до состояния плавления. В процессе перехода из одного состояния в другое в материале происходят физико-химические процессы, меняющие его структуру. Одним из сопутствующих эффектов является изменение цвета поверхности после ее кристаллизации. Контрастом внешнего вида обработанной и необработанной лазерным лучом поверхности создается изображение на предмете.
Второй способ
Этот способ связан с изменением рельефа поверхности. Часть поверхностного слоя нагревается до температуры, при которой расплавленный материал выжигается в процессе испарения. Мощностью луча можно регулировать глубину снимаемой части поверхности, тем самым изменяя рельефность изображения.
Преимущества лазерной технологии
предмет обработки из-за отсутствия непосредственного механического контакта с режущим инструментом не подвергается деформации, его нет необходимости закреплять
при лазерной гравировке происходит термическая обработка материала, что делает его устойчивым к истиранию, изображение имеет эстетичный вид долгое время
изображение принимает окончательный вид сразу после лазерной гравировки, нет необходимости в последующей доработке
Методы нанесение изображения
Лазерная гравировка легко адаптируется к автоматическому управлению. Работа по алгоритму программ исключает возможность субъективных ошибок. При ручной гравировке человеческий фактор не исключает риска совершения ошибки.
Нанесение изображения происходит согласно управляющих программ и осуществляется двумя методами — растровым и векторным.
Растровый
При растровом методе лазерная головка перемещается дискретно в одном направлении области гравировки, а затем опускается/поднимается вниз/вверх с минимально возможным шагом. Последовательно обрабатывая такими точками поверхность, получаем требуемое изображение. Таким способом гравируются изображения типа фотографий, картинок.
Векторный
При векторном методе лазер движется вдоль направления определенных линий. Этим способом обычно гравируют надписи и другие изображения в виде линий. Этот метод намного производительнее растрового, но если понадобится изменить толщину линий, без растровой гравировки не обойтись.
Где применяется гравировка лазером
Свойство лазерной гравировки сохранять длительное время внешний вид в своей первозданной форме используется для нанесения логотипов на предметы, где она становится единым целым с ними самими. Некоторые наиболее часто применяемые варианты использования:
- логотипы на сувенирах и подарках (ручки, зажигалки, мобильные телефоны, ежедневники и другие);
- в ювелирном деле лазерная гравировка наносится на изделия из драгоценных металлов: браслеты, часы, перстни, кольца и другие;
- нанесение надписей и изображений на различные спортивные и другие награды;
- некоторые промышленные производители идентифицируют свою продукцию логотипами, выполненными лазерной технологией;
- на корпуса и панели приборов наносится техническая информация облегчающая пользователю их эксплуатацию;
- изготовление с помощью лазерной гравировки печатей, штампов;
- нанесение дублирующих знаков на русском языке на клавишах и кнопках техники зарубежного производства.
Технические возможности лазерной гравировки поднимают на более высокий уровень возможности рекламного бизнеса. В переизбытке рекламной продукции потребитель обязательно обратит внимание на оригинальность плакатов и вывесок, на которых информация дается четким, с высокой детализацией изображением.



Виды лазерной гравировки
Базовым исходным элементом для создания изображения на предмете лазерной технологией является модель, выполненная одним из видов графических программ, считываемой гравировальным оборудованием. Существуют графические редакторы, работающие как с плоскими 2D-изображениями, так и 3D, объемными моделями.
Объемная гравировка 3D
Создание лазером объемных изображений предъявляет к обрабатываемому материалу определенные требования, так как изображение находится внутри предмета. Он должен быть абсолютно прозрачным. Простую плоскую гравировку можно нанести указанными, например, выше несколькими методами. Объемная гравировка выполняется только твердотельной лазерной установкой, работающей в импульсном режиме.
Лазерный луч проходит через прозрачный предмет лишь до конкретной точки, где происходит концентрированный выплеск энергии, оставляющей после себя след в виде миниатюрного серебристого шара. Регулировкой мощности и диаметра луча получают такие шары в точках на различной глубине, тем самым формируя объемное изображение.
Глубокая лазерная гравировка
Большое распространение получает так называемая глубокая лазерная гравировка. Она выполняется послойным снятием металла до глубины 1 мм., при этом сохраняется детализация рельефного изображения. Такая технология используется для изготовления штампов, клише, матриц, пресс-форм для литья пластмассы, пломбиров, стандартных шрифтов для приборной фурнитуры и других подобных изделий. При оснащении лазерной установки специальным вращателем, можно получать глубокую гравировку на предметах, имеющих форму тел вращения.
Кроме широко распространенной лазерной технологии по металлу, в качестве исходного материала используются пластик, стекло, дерево, бумага, камень и другие.
Сравнение с другими методами
Техника нанесения изображения на предмет прошла длительный путь развития, она известна еще с давних времен. Поэтому существует много способов, которые человечество придумало за весь этот период. Лазерная технология — это уже современное время. В сравнении с наиболее известными ранее, да и сейчас, применяемыми способами можно выделить следующие ее отличия.
В прогрессивности и высокой технологичности лазерная гравировка значительно превосходит ручную. Однако существует понятие «живое» изображение. Оно как раз относится к гравировкам, выполненных вручную, где мастер вкладывает в работу свою душу. Эксклюзивность изображения главная отличительная черта ручной гравировки. Другую такую же повторить невозможно.
Изображение наносится с помощью режущего инструмента — фрезы. Возможно получить объемную глубокую гравировку. Специальные станки с ЧПУ делают механическую гравировку автоматическим процессом. По производительности уступает лазерной гравировке. Сильно ограничена в получении мелких элементов рисунка, в уровне детализации значительно уступает лазерной. Инструмент (фреза) со временем изнашивается, требуется регулярная ее замена. Во время технологического процесса механической гравировки деталь требуется закреплять, что в некоторых случаях требует дополнительного изготовления специальной оснастки. Одним из главных недостатков механической гравировки перед лазерной это невозможность обработки материала типа бумаги, кожи и подобных.
Обработка поверхности песком, который под давлением воздуха оказывает на нее механическое воздействие, вызывает матировку, которая имеет различия в зависимости от скорости потока песчаных частиц. Так обрабатывая площадь разной мощностью струи можно с помощью контраста различных оттенков выстроить необходимое изображение. Однако, вредность песчаной пыли для оператора производящего работы, невозможность создания полутоновых изображений, а также большая трудоемкость в технологической подготовке производства в виде создания сложных трафаретов создают серьезные ограничения в применении гравировки пескоструйной обработкой. Возможность получить с ее помощью более глубокий рельеф, чем лазерной гравировкой является основанием для применения.
Если в ванну с электролитом опустить в качестве одного из электродов пластинку металла с заранее нанесенным специальным образом трафаретом, то в процессе электролиза часть металла вытравится с образованием надписи, которая была на трафарете. Этот метод может конкурировать с лазерной гравировкой в производстве клише, штампов. Однако по производительности и качеству электрохимическая гравировка уступает лазерной.
Типы оборудования для гравировки лазером
Свойство поглощения материалом излучения определенной волны влияет на выбор оборудования для лазерной технологии. Неметаллические материалы хорошо поддаются обработке лучом, вырабатываемым газовой лазерной установкой, у которого в качестве рабочего тела используется углекислый газ. На металлах лучше наносится изображение лазерным лучом твердотельной (волоконной) установкой. Об оборудовании для лазерной гравировки подробная информация в статье по ссылке «Лазерные граверы по металлу».
Основными критериями, на которые следует обратить внимание при выборе станка для лазерной обработки, будут следующие.
В процессе обработки материалов образуются копоть, пыль и другие сопутствующие отходы. Если привода и электронные платы станка не имеют защиты от образующихся при работе частиц гари и пыли, то от сбоев будет помогать чистка оборудования после каждой обработанной группы деталей. Качественная рабочая зона имеет защиту, исключающую попаданию грязи на элементы конструкции, непосредственно влияющие на работоспособность станка. Они долгое время не изнашиваются, повышая его срок эксплуатации.
Газовые излучатели из стекла по стоимости дешевле, чем металлические или керамические. Однако ресурс работ и качество гравировки стеклянных значительно ниже, чем у последних. Поэтому менять его придется гораздо чаще и вряд ли эксплуатация такого прибора окажется дешевле в конечном итоге.
Направляющая передвижения каретки должна быть выполнена из жесткого износоустойчивого металла, например, из нержавеющей стали. Недостаточно прочный алюминиевый сплав со временем гнется, что снижает качество гравировки.
Важно чтобы графический редактор, которым укомплектовано программное обеспечение станка, был знаком оператору, а интерфейс был на русском языке. Также имелись опции автоматического подбора режимов для гравировки различных материалов, тестирования системы для диагностики неполадок и другие.
Видео примеры лазерной гравировки
Лазерные граверы и маркираторы – каталог и цены
В данном разделе представлены лазерные станки для гравировки и маркировки на базе волоконного лазера с источниками Raycus, MAXPhotonics и JPT. В ассортименте компании «Inlaser» – оборудование для обработки металла, камня, пластика, кожи, керамики, резины. Представляем высокопроизводительные настольные, ручные, стационарные, передвижные граверы, промышленные лазерные маркеры для производственных линий. Комплектация – по вашему выбору.

















Возможности лазерной маркировки и гравировки
Лазерный станок для маркировки, то есть нанесения нестираемых надписей и рисунков путем термического воздействия, также способен выполнять гравировки, то есть воздействовать на материал в глубину, с выемкой и снижением веса изделия. Вот почему гравер и маркиратор – это, по сути, синонимы.
Лазерный гравер может работать:
- по металлу – наносить нестираемую маркировку, а именно штрих-коды, серийные номера, надписи, логотипы, цветную гравировку на сталь, латунь, титан, фотогравировку, рельефы, выполнять удаление покрытий, резку тонких металлических листов;
- по пластику, в том числе акрилу, полиамиду, поликарбонату, полипропилену, оргстеклу – выполнять маркировку и гравировку, наносить 3Д-изображения.
Купить станки лазерной гравировки и маркировки
В компании «Inlaser» можно купить лазерный гравер по цене от производителя. Мы закупаем оборудование напрямую у заводов, поэтому удерживаем цены на уровне рынка. Специалисты компании помогут подобрать оборудование под цели вашего предприятия. Мы не просто продаем оборудование – мы оказываем полный комплекс услуг по подбору, вводу в эксплуатацию, обучению персонала, техническому обслуживанию лазерных маркеров и граверов.
Преимущества покупки в «Inlaser»:
- Доставка и пусконаладка бесплатно;
- Удобная форма оплаты;
- Цены от производителя;
- Бесплатная профессиональная помощь при подборе;
- Экспертная поддержка на всех этапах эксплуатации;
- Собственная сервисная служба.
Оплата и доставка
Купить лазерный маркер в компании «Inlaser» можно из наличия и под заказ. Выполним экспресс-доставку по России и ЕАЭС. Обращайтесь онлайн или по телефону: мы сможем предложить приемлемые для вашей организации условия поставки. Выбирайте оплату с НДС или без НДС. У нас можно оформить покупку в лизинг. Воспользуйтесь онлайн-калькулятором, чтобы рассчитать ежемесячный платеж.
Методы и оборудование для маркировки изделий из металла

Согласно законодательству нашей страны, выпускаемая продукция обязательно должна иметь маркировку. Она предназначена для предоставления необходимых сведений об изделии, идентификации продукции и ведения ее учета в процессе производства, хранения, транспортировки и реализации. Маркировка представляет собой текстовую и графическую информацию, а также специальные символы. Она должна содержать:
- наименование предприятия изготовителя и (или) его товарный знак;
- наименование изделия или детали;
- серийный номер;
- дату изготовления;
- размеры (длина, ширина, толщина, диаметр и т.д.)
При маркировке металлопроката обязательно указывают марку стали, номер плавки и номер партии.
Механические методы маркировки
Механическая маркировка предполагает нанесение информации на поверхность металла под воздействием различного механического оборудования.
Ударно-точечная маркировка
Информация наносится с помощью ударно-точечного маркиратора. Его называют также иглоударный принтер, так как принцип его работы аналогичен матричному принтеру. Маркиратор оснащен вольфрамо-карбидной иглой (или несколькими иглами, размещенными в специальном модуле), которая перемещается над поверхностью металла согласно шаблону изображения, созданному на компьютере. При каждом ударе игла выбивает на поверхности металла точечное углубление, а с другой стороны образуется выступ. Совокупность точечных углублений образует изображение в виде текста, цифр, штрих-кодов и логотипов.
Иглы имеют различный диаметр, самые толстые иглы используют для маркировки толстостенных труб. Ресурс иглы составляет несколько миллионов ударов, поэтому ударно-точечная маркировка не требует частого приобретения расходных материалов.
Ударно-точечные маркираторы представлены в нескольких вариантах исполнения:
- мобильные – используются для нанесения маркировки в труднодоступных местах, или на крупногабаритные изделия, которые невозможно разместить на стационарном маркираторе. Уменьшенной разновидностью мобильного маркиратора является виброкарандаш с твердосплавной иглой для нанесения ручной маркировки на изделия из тонколистового металла. Переносные иглоударные принтеры оптимально подходят для малых производственных предприятий.
- стационарные – представляют собой станки, устанавливаемые на верстаке или столе. Оператор обслуживает такой станок вручную.
- встраиваемые – станки, интегрируемые в производственную линию. Они укомплектованы ЧПУ и выполняют маркировку в автоматическом режиме.
Иглоударные принтеры часто используют для маркировки металлических сборочных единиц и деталей, арматуры, фитингов, труб, металлоконструкций. Допускается маркировка мягких металлов, например, латуни и бронзы.
Основные достоинства ударно-точечной маркировки:
- доступная стоимость оборудования;
- длительный срок службы рабочего инструмента;
- простая конструкция маркиратора;
- относительная долговечность наносимого изображения.
Данному методу маркировки присущ ряд существенных недостатков:
- возможность повреждения маркируемого изделия;
- низкая контрастность изображения;
- длительность процесса нанесения изображения;
- отсутствие возможности маркировки мелких изделий и деталей.
Данный метод является альтернативой ударно-точечной маркировке. Для нанесения изображения также применяется игла, которая прочерчивает бороздки на поверхности материала. При прочерчивании возникает меньше деформаций поверхности металла и производится меньше шума.
Накатка
Эта технология применяется для нанесения изображений на цилиндрические и сферические поверхности. Накатка осуществляется роллинг-машинами, снабженными наборными рядами пуансонов (литер), содержащих буквенные, цифровые и специальные символы. Нередко роллинг-машины оснащают нумерационными головками. Такие головки имеют поворачивающиеся плоскости, на которых размещены цифры, буквы и символы. Смена символов может выполняться в ручном, полуавотматическом или автоматическом режимах.
Штампование (клеймение)
Маркировка выполняется с помощью заранее изготовленного штампа на механическом прессе, который наносит оттиск на поверхность изделия. Данный метод обеспечивает высокую скорость нанесения оттисков, их четкость и долговечность, возможность работы с изделиями любой формы и с любыми материалами, в том числе, с горячим прокатом.
Фрезерование
Для нанесения маркировки применяются высокоточные фрезерные станки, позволяющие вырезать красивые рельефные изображения на различные металлы, в том числе, на сталь повышенной твердости. Фрезерование применяют главным образом для маркировки изделий, имеющих толстые стенки.
Каплеструйная маркировка металлов
Данный метод позволяет наносить изображения на плоские, изогнутые и цилиндрические поверхности. Для выполнения маркировки используется каплеструйный маркиратор, который формирует изображение из капель чернил аналогично струйному принтеру для печати на бумаге. По сравнению с механическими методами маркировки каплеструйный метод обладает некоторыми преимуществами:
- Отсутствие механического воздействия на металл исключает его деформацию или повреждение;
- Маркировка не вызывает коррозию и окисление материала;
- Возможность наносить цветные и очень сложные изображения.
Однако, у каплеструйной маркировки есть существенный недостаток – недолговечность изображения. К числу недостатков можно также отнести необходимость в большом количестве расходных материалов.
Каплеструйные маркираторы выпускают в мобильном и стационарном исполнении с возможностью нанесения изображений в автоматическом или ручном режиме.
Электрохимическая маркировка
Этот метод обеспечивает нанесение маркировки путем подачи электрического тока через электрод на материал, смоченный в электролите (солевом растворе). К поверхности металла прикладывается не проводящий ток трафарет, и на пустых местах электрический ток изменяет цвет поверхности, создавая изображение. Недостатком этого метода является нечеткость границ маркировки, что позволяет наносить только крупные изображения.
Термотрансферная печать
Маркировка наносится методом переноса краски с термотрансферной ленты на металл под воздействием высокой температуры. Эта технология маркировки не пользуется большим успехом в сфере производства изделий из металла, так как получаемые изображения недолговечны.
Лазерная маркировка металлов
Газовые CO2 маркираторы
Газовый лазерный источник генерирует излучение с длиной волны 10,6 мкм. Металлы отражают такое излучение, поэтому для их маркировки СО2 лазером необходимо наносить на материал специальную пасту или спрей, которые смывают после получения изображения. Эта технология не получила широкого распространения.
Волоконные лазерные станки для маркировки металлов
Излучение волоконного лазера с длиной волны 1,064 мкм хорошо поглощается металлами и прекрасно подходит для их маркировки. Волоконный лазер позволяет маркировать все виды металлов и сплавов, а также наносить изображения на некоторые неметаллические материалы: камень, пластик, резина, керамика, кожа.
Волоконная лазерная маркировка превосходит все вышеперечисленные методы маркировки по качеству и долговечности изображений, а также по скорости их нанесения на материал. Данная технология обладает обширным перечнем преимуществ:
- безграничные возможности в создании дизайна маркировок. Тончайший лазерный луч позволяет наносить сложные изображения с мелкими деталями, например, надписи шрифтом 1 мм и даже фотографии;
- возможность маркировки самых миниатюрных изделий и деталей;
- очень высокая четкость изображений;
- лазеры MOPA позволяют наносить цветную маркировку;
- неограниченный срок службы изображения. Лазерная маркировка не стирается с изделия, не подвержена воздействию влажности, высокой температуры, кислот и других химических веществ;
- очень высокая скорость работы;
- возможность выполнения маркировки в труднодоступных местах;
- благодаря отсутствию механического воздействия исключены деформация и повреждения металла;
- лазерные станки для маркировки оснащены ЧПУ, под контролем которого перемещается лазерный луч. Это обеспечивает высочайшую точность работы;
- не требуется замена и переналадка рабочего инструмента;
- простота в использовании станка и понятное программное обеспечение;
- длительный срок эксплуатации волоконного лазерного источника (100 000 часов).
В связи с перечисленными преимуществами многие предприятия машиностроительной, приборостроительной, оборонной, аэрокосмической и других отраслей применяют волоконное лазерное оборудование для маркировки своей продукции.
Волоконные лазеры MOPA
Это оборудование обладает всеми преимуществами волоконных лазеров и позволяет наносить цветную маркировку на металлы и пластик, а также черную маркировку на анодированный алюминий. Наиболее широкая цветовая гамма доступна при маркировке нержавеющей стали. Для получения того или иного цвета побежалости участки металла нагревают лазерным лучом на определенную температуру.
Для поддержки технологии MOPA лазерный маркиратор должен быть оснащен:
- контроллером со встроенной функцией MOPA;
- сканатором, функционирующим в данном технологическом режиме;
- лазерным излучателем, генерирующим частоты, необходимые для технологии MOPA.
Единственным недостатком цветной лазерной маркировки MOPA является высокая стоимость оборудования.
Твердотельные лазерные маркираторы
В отличие от волоконных и СО2 лазеров, имеющих инфракрасное излучение, лазерные станки данного типа генерируют ультрафиолетовое излучение. Длина волны УФ-лазера составляет 365 нм (для сравнения волоконный лазер излучает на волне 1064 нм). Более короткая длина волны позволяет получить меньший диаметр светового пятна, примерно в 30 раз меньше, чем у СО2 лазера. Длина волны 365 мм позволяет маркировать широкий спектр материалов: камень, пластик, силиконовые материалы, полиэтилен, резина, стекло, керамика, кожа, древесина, бумага. Длина волны УФ-лазера прекрасно поглощается металлами. Его используют для маркировки нержавеющей стали, черных металлов, меди, никеля, золота и серебра. Этот лазер позволяет обрабатывать такие тонкие материалы, как металлическая фольга и полиэтиленовые пакеты, и даже наносить маркировку на фрукты. Благодаря высочайшей точности УФ-лазеры применяют для маркировки микрочипов и печатных плат, электронных компонентов, медицинских инструментов, солнечных батарей.
Ультрафиолетовый лазер способен выполнять холодную абляцию, то есть воздействовать на материал без его разрушения, обугливания и деформации. Поэтому дотронувшись до маркировки, выполненной УФ-лазером, вы не почувствуете рельефа. Волоконные и газовые лазеры удаляют поверхностный слой материала, благодаря чему и производится маркировка.
Среди основных преимуществ ультрафиолетовых лазерных маркираторов можно отметить:
- разрешение свыше 500 dpi;
- нанесение всех возможных типов маркировки: штрих-коды, QR-коды, серийные номера, логотипы, графические изображения любой сложности;
- изображение обладает неограниченным сроком службы, не разрушается от механического воздействия, перепадов температур, влажности, агрессивных химических веществ;
- станок может работать непрерывно в режиме 24/7.
- возможность встраивания в любой технологический процесс.
- встроенное ПО исключает возможность брака.
- для работы станка не требуются специальные условия.
- экологическая безопасность.
- оборудование не нуждается в обслуживании.
Варианты исполнения лазерных маркираторов:
- ручные;
- передвижные;
- стационарные настольные;
- стационарные напольные;
- промышленные;
- конвейерные. Эти маркираторы могут быть выполнены в двух вариантах. В первом варианте изделия движутся в направляющих мимо маркиратора. Датчик фиксирует появление изделия в рабочей зоне и включает оборудование. Во втором варианте изделия хаотично располагаются на конвейерной ленте. Камера автоматически определяет изделие, требующее маркировки, и включает лазер.
Волоконные лазерные станки для маркировки изделий из металла можно заказать с доставкой на маркетплейсе INLASER.PRO. У нас также можно приобрести волоконные лазеры MOPA, комплектующие и расходные материалы для лазерной маркировки. На базе собственного производства компании функционирует наш центр лазерных услуг. Он принимает заказы на маркировку и гравировку изделий из металла в партиях любого объема.
Читайте также: